低温甲醇洗装置降低甲醇损耗的改造
探讨低温甲醇洗工艺系统优化改进措施
探讨低温甲醇洗工艺系统优化改进措施
低温甲醇洗工艺系统通常用于气体处理过程中的脱硫和脱水。
为了提高低温甲醇洗工艺系统的效率和性能,可以采取以下优化改进措施:
1. 优化液气分离装置:液气分离是低温甲醇洗工艺系统中的关键步骤,直接影响设备的效率。
可以通过调整分离器的结构和尺寸,增加液气分离的面积和时间,减少甲醇的损失和气体中的残余物质。
2. 改进甲醇回收系统:甲醇的回收对工艺系统的经济性和环境友好性有重要影响。
可以采用高效的甲醇回收装置,如吸附法和凝析法,提高甲醇的回收率和纯度,减少资源的浪费和环境污染。
3. 优化冷却系统:低温甲醇洗工艺中,冷却是消耗能量的主要环节。
可以采用先进的冷却技术和装置,如换热器和冷凝器等,提高冷却效率,减少能耗和运行成本。
4. 进一步降低系统压力:降低系统压力可以改善低温甲醇洗工艺的效率和性能。
可以通过优化设备和系统的设计,减小阻力损失和泄漏,降低系统压力,提高气体和液体的流动性和洗涤效果。
5. 加强监控和控制系统:合理的监控和控制系统对于低温甲醇洗工艺的稳定运行和高效性能至关重要。
可以采用先进的自动化仪表和控制系统,实时监测关键参数,及时调整操作条件和控制策略,保持系统的稳定性和优化效果。
6. 强化维护和保养工作:定期的维护和保养可以延长设备的使用寿命,提高设备的效率和性能稳定性。
可以制定详细的维护计划和保养流程,包括设备的清洁、检修和更换关键部件等,确保设备的正常运行和优化效果。
通过以上优化改进措施,可以提高低温甲醇洗工艺系统的效率和性能,减少能耗和资源浪费,同时改善工艺过程的环境友好性,实现经济和环境的双重效益。
低温甲醇洗装置甲醇损耗分析与总结
配氢 后 去 丁辛 醇 装 置 (年 产 25万 吨 ),另 一 路 经 配 醇损耗 增 大 。另外 ,因装 置进 料 气 中 的 NH。在 甲醇
氢后 去 甲醇 合 成装 置 (年 产 l6பைடு நூலகம் 吨 )。
中的积 累 ,对洗 涤塔 的洗 气 和循 环 甲醇 的再 生 均 不
甲醇损 耗 为低 温 甲醇 洗 装 置 的主 要 消 耗 之 一 , 利 ,需 不 定期 排放 酸性 气 以除 NH ,由于是 在酸 性气
· 34·
气体净化
2018年第 18卷第 8期
低 温 甲醇 洗 装 置 甲醇 损 耗 分 析 与 总 结
柳 国钢
(安 庆市曙光化工股份有 限公 司 ,安徽安 庆 246005)
摘 要 :介绍低温 甲醇洗装置从试车 到达产 的过程 中遇到 的问题 ,分析 装置 甲醇消耗偏 高的原 因 ,提 出相应 解决措施 ,实施 后效 果明显 。
CO,在洗 涤塔 I上塔 B、C、D 段 脱除 至规 定 的指 标 。 环 量过 大 、塔盘 安 装 质量 差 、气 相 气 体 流 速 过 快 、工 水煤 气在 洗涤 塔 Ⅱ上 、下 段分 别脱 除 硫 化物 和 CO 。 况 波动 大 等都会 造 成 甲醇损 耗增 大 。
探讨低温甲醇洗工艺系统优化改进措施

探讨低温甲醇洗工艺系统优化改进措施低温甲醇洗工艺是一种常用的气体净化工艺,主要用于去除天然气中的硫化氢、二硫化碳和一氧化碳等有害成分。
在实际应用中,还存在一些问题,例如甲醇利用率低、甲醇回收不完全、设备占地面积大等。
为了解决这些问题,可以采取以下优化改进措施:1. 优化设备结构:通过改变低温甲醇洗工艺系统的设备结构,如增加洗涤塔的板数、增大塔径等,可以增加气液接触时间,提高洗涤效果。
2. 加强物料配送管理:甲醇是低温甲醇洗工艺的主要消耗品,合理管理甲醇的配送和使用,可以提高甲醇利用率。
可以通过建立完善的甲醇管网系统,实现甲醇的有效回收和再利用。
3. 优化工艺参数:合理调节低温甲醇洗工艺的工艺参数,如洗涤塔的操作温度、压力和流量等,可以提高洗涤效果,降低甲醇的损耗。
4. 加强设备维护和保养:定期对低温甲醇洗工艺系统进行设备检修和维护,保证设备的正常运行,延长设备的使用寿命,减少设备的故障率。
5. 优化废水处理工艺:低温甲醇洗工艺会产生大量的废水,需要进行处理和处置。
优化废水处理工艺,通过采用生物降解、吸附和膜分离等技术,可以实现废水的高效处理和资源化利用。
6. 引进新技术和装置:借鉴其他行业的相关技术和装置,如膜分离、膜吸附、膜反应等技术,可以提高低温甲醇洗工艺的洗涤效果,降低甲醇的损耗。
7. 开展技术研发和创新:通过开展技术研发和创新,不断改进低温甲醇洗工艺系统的工艺流程和设备结构,提高工艺效率和经济性。
通过优化设备结构、加强物料配送管理、优化工艺参数、加强设备维护和保养、优化废水处理工艺、引进新技术和装置以及开展技术研发和创新等措施,可以有效改进低温甲醇洗工艺系统,提高其洗涤效果和经济效益。
低温甲醇洗预洗再生系统优化改造

低温甲醇洗预洗再生系统优化改造低温甲醇洗预洗再生系统是工业生产中常用的一种设备,它能够有效地去除废气中的有害物质,净化出口气体,保护环境和人体健康。
随着工业生产的不断发展和环保要求的不断提高,传统的低温甲醇洗预洗再生系统在一些方面已经显露出一些不足,需要进行优化改造。
本文将就低温甲醇洗预洗再生系统的优化改造进行深入探讨。
低温甲醇洗预洗再生系统在运行中存在着能耗较高的问题。
传统的系统通常采用蒸汽加热再生方式,而且还需要大量的冷却水进行冷却,造成了较大的能源浪费。
为了降低系统的能耗,可以考虑采用新型的节能方式,比如采用换热器进行热能回收,利用余热进行再生, 或者采用新型的再生材料,如石油醚等低温挥发性溶剂,来替代甲醇,从而降低再生温度,减少再生能耗。
这样不仅能够降低能耗,而且还能够减少企业的生产成本,提高系统的经济性。
低温甲醇洗预洗再生系统在运行中存在着占地面积大的问题。
传统的系统通常体积较大,比如再生塔,冷却器等设备都需要占据较多的空间。
为了解决这一问题,可以考虑采用紧凑型再生系统,改变传统的立式再生塔为横式再生塔,或者采用多级再生塔的方式,将多个再生塔进行层叠,从而减少系统的占地面积。
也可以考虑采用模块化设计,将再生设备进行分块式设计,以便于各个模块的拼接和组装,从而节约占地面积。
低温甲醇洗预洗再生系统在运行中存在着操作维护难的问题。
传统的系统通常操作较为复杂,需要进行定期的维护保养,而且操作过程中需要注意到反应温度、再生温度、再生压力等多个参数,操作过程需要较高的技术要求。
为了解决这一问题,可以考虑采用自动化控制系统,将传感器与计算机相连,实现对系统的智能监测和控制。
可以对设备进行改进设计,采用高效结构和材料,从而提高设备的稳定性和寿命。
制定完善的操作规程和管理制度,进行人员的技术培训,提高操作人员的技术素质,也可以有效地提高系统的操作维护水平。
低温甲醇洗预洗再生系统优化改造是一个有着重要意义的命题。
低温甲醇洗装置运行中出现的问题及解决措施
低温甲醇洗装置运行中出现的问题及解决措施低温甲醇洗装置是化工生产中常用的一种设备,主要用于去除气体中的硫化氢、二硫化碳等有害气体。
在实际的运行过程中,低温甲醇洗装置也会出现一些问题,影响设备的正常运行和工作效率。
本文将针对低温甲醇洗装置运行中常见的问题进行分析,并提出相应的解决措施。
问题一:甲醇浓度不稳定在低温甲醇洗装置中,甲醇的浓度是影响其脱除有害气体效果的关键因素之一。
在实际运行中,甲醇浓度往往会出现不稳定的情况,这会直接影响设备的脱除效果。
造成甲醇浓度不稳定的原因可能包括甲醇供应不足、甲醇泄漏、甲醇回收不完整等。
解决措施:1. 加强设备维护和检修工作,保证甲醇供应系统的正常运行,确保甲醇的稳定供应。
2. 定期对设备进行检查,及时发现并修复甲醇泄漏的情况。
3. 对甲醇回收系统进行优化,确保甲醇的回收完整,减少甲醇的浪费。
问题二:结冰堵塞低温甲醇洗装置在运行过程中,由于环境温度低,易出现结冰堵塞的问题,影响设备的正常运行。
结冰堵塞通常发生在设备的冷凝器、冷却塔等部位,影响设备的正常运行。
解决措施:1. 对设备进行保温处理,减少受环境温度影响,降低结冰的可能性。
2. 对设备进行加热处理,提高设备表面的温度,避免结冰堵塞的发生。
3. 加强设备的清洁工作,定期清理设备表面的结冰物,确保设备的畅通。
低温甲醇洗装置在运行中,由于操作不当或者设备老化等原因,易出现设备堵塞的情况。
设备堵塞会降低设备的效率,甚至导致设备的停工。
问题四:设备泄漏在低温甲醇洗装置运行中,设备泄漏是常见的问题之一。
设备泄漏会造成甲醇的浪费,甚至对工作环境和操作人员造成威胁。
低温甲醇洗工艺甲醇消耗高研究及优化
低温甲醇洗工艺甲醇消耗高研究及优化发布时间:2021-10-09T06:04:50.065Z 来源:《科学与技术》2021年第29卷15期作者:孙健薛海峰[导读] 低温甲醇洗净化法是由德国Linde公司和Lurgi公司在20世纪50年代共同开发的一种气体净化技术,其原理是酸性气体会在低温甲醇吸收溶剂中呈现出良好的溶解性,尽可能的实现脱除原料中的酸性气体孙健1 薛海峰11 陕西长青能源化工有限公司,宝鸡市 721000摘要:低温甲醇洗净化法是由德国Linde公司和Lurgi公司在20世纪50年代共同开发的一种气体净化技术,其原理是酸性气体会在低温甲醇吸收溶剂中呈现出良好的溶解性,尽可能的实现脱除原料中的酸性气体。
目前广泛应用于煤制甲醇与煤制天然气等领域中,本文中将分析了甲醇消耗高的问题,通过工艺系统的改进可以降低甲醇的消耗,同时也可以改善对区域内环境的影响,增强系统的功能性和稳定性。
关键词:低温甲醇洗工艺;技术改进;工艺优化0前言甲醇是一种非常重要的碳一化学基础产品,在化学工业研究中占据着非常重要的地位,目前被广泛用于甲醇燃料、汽油添加剂等生产制作。
近些年随着生产技术和生产装置的更替,越来越多的厂区面都临着低温甲醇洗工艺技术改进的问题。
在实际改进过程中需要对工厂原有的低温甲醇洗工艺进行模拟,确保模拟与实际相吻合,在确保物性方法合理的前提下对工厂初期的工艺流程进行分析,提出合适改进方案。
改进的目的是为了减少甲醇的消耗,以及再生塔与甲醇水分离塔再沸器在运行期间的负荷。
在本文中所提出的改造方案不仅切实可行,还可以降低成本投资,为厂区工程改造提供有效的指导意见。
1低温甲醇工艺简介(1)低温甲醇洗在原理上划分,属于一种物理吸收法。
我公司煤制甲醇装置采用德国林德公司的“低温甲醇洗”专利工艺,其作用是将变换气中的H2S、COS等对甲醇合成有害的气体脱除掉,同时需要脱除合成气中大部分CO2,使出低温甲醇洗工序的甲醇合成净化气中总硫≤0.1ppm,CO2达到2.0~4.0%,以满足甲醇合成的要求;同时对装置内H2S浓缩塔解吸的酸气进行浓缩,使H2S浓度≥20%,送硫回收工段进行回收处理。
低温甲醇洗装置运行中出现的问题及解决措施

低温甲醇洗装置运行中出现的问题及解决措施低温甲醇洗装置是一种用于去除煤气中硫化氢和二氧化碳的设备,通常用于天然气净化工艺中。
在运行过程中,由于煤气成分复杂、工艺条件变化等原因,可能会出现一些问题。
本文将就低温甲醇洗装置运行中可能出现的问题进行分析,并提出相应的解决措施。
一、问题一:甲醇损耗过大甲醇在低温甲醇洗装置中起到溶解硫化氢和二氧化碳的作用。
如果甲醇损耗过大,不仅会增加生产成本,还会影响设备的正常运行。
甲醇损耗过大的原因可能有多种,包括:1. 煤气中硫化氢和二氧化碳含量过高,导致甲醇消耗过多;2. 操作不当,例如温度、压力控制不当导致甲醇挥发损失;3. 设备本身存在泄漏,导致甲醇损耗。
解决方式:1. 对原料煤气进行预处理,降低硫化氢和二氧化碳的含量;2. 对操作人员进行培训,加强操作规程的执行;3. 定期对设备进行检查和维护,及时发现并修复泄漏点。
二、问题二:结垢和结晶在低温甲醇洗装置中,甲醇会受到低温的影响,容易结晶或结垢,导致设备堵塞或性能下降。
1. 适当提高操作温度,避免甲醇结晶;2. 对设备进行定期清洗,避免结垢影响设备运行;3. 优化设备结构,设计合理的排污系统,避免结垢产生。
三、问题三:设备堵塞1. 设备运行中定期清理沉淀物;2. 增加过滤器,防止杂质进入设备引起堵塞;3. 提高操作技能,防止操作不当引起设备堵塞。
四、问题四:设备性能下降低温甲醇洗装置在长期运行中,可能会出现设备性能下降的问题,表现为去除硫化氢和二氧化碳效果降低。
1. 定期对设备进行检修和维护,保持设备的良好状态;2. 加强操作管理,避免操作不当引起设备性能下降;3. 对设备进行适当的改进和优化。
低温甲醇洗装置在运行中可能会出现各种问题,但只要我们加强设备管理、提高操作技能、定期维护保养,就能有效地解决这些问题,确保设备正常运行,保证生产安全和生产效率。
降低低温甲醇洗甲醇消耗的技术改造
降低低温甲醇洗甲醇消耗的技术改造随着我国不断引进先进的低温甲醇洗技术工艺,我国经过长期研究和完善低温甲醇洗技术工艺,已经对此项工艺改造工程产生了初步研究成果。
通过探析和解决研究期间存在的各种问题,国内部分公司已经利用有关模拟技术对新型低温甲醇洗工艺展开模拟实验,并对相关工作机械设备展开改造工作,深入研究并启用了一套比较新型的工艺步骤。
笔者在本篇文章中对改造低温甲醇洗工艺展开简要探析。
标签:低温甲醇洗;工艺;改造低温甲醇洗工艺利用和聚乙二醇二甲醚相同的工业煤气化装备中经常使用的脱离酸性气体的技术。
此工艺是由德国两家公司共同研发出的比较适用于净化气体的技术,通过利用冷甲醇可溶解酸性气体的特征对酸性气体展开物理吸收,得到的效果非常明显。
1 低温甲醇洗技术的两种类型在开采煤矿过程中因为各个工业企业具有不同的加工流程,所以在处理气体方法上也有所差距。
普遍来讲,可以对冷甲醇洗酸性气体的两种类型进行利用,第一,先利用低温甲醇洗技术降低硫含量,然后在转换成一氧化碳以后再利用低温甲醇将其存在的二氧化碳气体去除干净,这种处理方式不仅比较严格,而且步骤特别复杂,最适合在脱硫标准比较严格的状况下使用;第二中类型比较简单,在处理低温甲醇以后,让其具备耐硫性能,然后利用低温甲醇对硫和二氧化碳共同实施脱离工作。
目前,我国已经对耐硫催化剂的生产技术进行初步控制,还可以满足企业对催化剂的基本需求,所以,现在使用第二种简便方法的企业最多。
2 再生低温甲醇洗工艺气体的三种方法2.1 閃蒸处理气体技术中有一种特别经济的方法,就是利用低压闪蒸方法来解析气体,通过对各种气体不同溶解度这一物理特征对溶解度比较低的气体实施闪蒸处理,从而促使再生气体中含有的硫化氢气体和二氧化碳气体的纯度进行有效提升。
但是气体压力等条件会对此种方式造成制约,造成气体再生不够完善。
2.2 汽提法汽提法主要利用将惰性气体引入预处理气体中通过压力差在甲醇容积中将剩余的酸性气体排出干净,从而促使溶剂贫液度得到有效提升。
低温甲醇洗装置甲醇消耗问题探讨

低温甲醇洗装置甲醇消耗问题探讨摘要:本文介绍煤化工项目配套低温甲醇洗单元的甲醇消耗。
从正常运行工况下甲醇消耗低和非正常工况下甲醇消耗高两方面分析,并对非正常工况下甲醇消耗高的问题提出相应控制措施。
关键词:低温甲醇洗;甲醇消耗;净化气引言低温甲醇洗工艺是指在大型合成氨、合成甲醇及制氢等工业装置中使用低温甲醇,并利用低温甲醇有着可以吸收酸性气体的性质,净化在工艺生产中产生的酸性气体,如二氧化硫、硫化氢等对环境有着污染的气体。
1低温甲醇洗工艺概述低温甲醇洗工艺是把甲醇作为吸收剂,通过物理吸收的方法对气体进行净化,是一种脱除酸性、碳性气体的净化工艺。
通常情况下,这种工艺技术常用于大型合成氮、甲醇及制氢等工业装置中。
具体来说,低温甲醇洗工艺是因甲醇对CO2、H2S等酸性气体溶解度较高,对H2、CH4、CO等有效气体溶解度小,且对各种杂质气体选择性较好的原理,以甲醇为吸收溶剂,在低温高压下进行吸收,高温低压下进行气体的解吸,脱除原料气中的CO2、H2S及其他杂质。
一般来说,气体在低温甲醇洗工艺处理后,都有着较高的净化程度,值得进一步推广应用。
2正常工况下甲醇消耗根据实际运行数据,在100%负荷状况下,出低温甲醇洗各物料流量和甲醇含量见表1。
表1出低温甲醇洗各物料流量和甲醇含量结合以上数据,100%负荷下低温甲醇洗甲醇消耗计算如下:净化气甲醇消耗:270000×50×10-6×32÷22.414=19.27Kg/h;CO2产品气甲醇消耗:50000×13×10-6×32÷22.414=0.93Kg/h;尾气甲醇消耗:90000×15×10-6×32÷22.414=1.93Kg/h;酸性气甲醇消耗:2400×0.138%×32÷22.414=4.73Kg/h;废水甲醇消耗:2850×16×10-6=0.046Kg/h。
探讨低温甲醇洗工艺系统优化改进措施
探讨低温甲醇洗工艺系统优化改进措施低温甲醇洗工艺系统在化工行业中具有重要的应用价值,然而在实际生产中也存在一些问题,比如产品浓度不稳定、能耗较高等。
为了解决这些问题,需要对工艺系统进行优化改进,以提高生产效率和产品质量。
本文将探讨低温甲醇洗工艺系统的优化改进措施,并提出一些解决问题的建议。
一、存在的问题及原因分析1. 产品浓度不稳定低温甲醇洗工艺系统在生产过程中,由于原料气体成分的波动,易导致产品浓度不稳定,这会影响产品质量,增加后续的产品处理成本。
原因分析:原料气体成分的波动是导致产品浓度不稳定的主要原因,可能是因为供气系统和反应器控制系统的不稳定性或者设计不合理导致。
2. 能耗较高低温甲醇洗工艺系统在生产过程中,能耗较高,不仅增加了生产成本,也对环境造成了一定影响。
原因分析:低温甲醇洗工艺系统中,制冷系统和再循环系统的设计不合理可能是导致能耗较高的主要原因。
二、优化改进措施1. 优化供气系统和反应器控制系统针对产品浓度不稳定的问题,可以从供气系统和反应器控制系统两个方面进行优化改进。
在供气系统方面,可以增加气体分析仪等在线监测设备,及时发现气体成分的波动并通过控制阀等设备实现自动调节,使原料气体成分稳定。
在反应器控制系统方面,可以采用先进的控制算法,实现对反应器内参数的精确控制,保证产品浓度的稳定,从而优化工艺系统,提高产品质量。
2. 优化制冷系统和再循环系统针对能耗较高的问题,可以对制冷系统和再循环系统进行优化。
在制冷系统方面,可以采用高效节能的压缩机、换热器等设备,提高制冷效率,并通过优化制冷循环流程,减少系统能耗。
在再循环系统方面,可以采用高效的再循环泵和换热器,提高再循环系统的效率,降低能耗,从而实现能耗的降低,减少对环境的影响。
三、实施建议1. 确保优化改进措施的可行性在实施优化改进措施之前,需要进行充分的技术分析和经济评价,确保优化改进措施的可行性。
根据实际情况,选择合适的技术方案和设备,并结合现有设施进行改造,保证优化改进措施的实施效果。
低温甲醇洗装置甲醇消耗探究
低温甲醇洗装置甲醇消耗探究发布时间:2022-09-14T08:23:50.600Z 来源:《中国建设信息化》2022年第5月第9期作者:白宇[导读] 近年来随着社会经济和工业化的快速发展,工业生产中用低温甲醇洗涤是去除原料中酸性和惰性物质的极好方法。
白宇呼伦贝尔金新化工内蒙古呼伦贝尔 021506??摘要:近年来随着社会经济和工业化的快速发展,工业生产中用低温甲醇洗涤是去除原料中酸性和惰性物质的极好方法。
低温甲醇洗涤是工业生产中去除原料气中酸性气体的优良工艺,利用酸性气体在低温的甲醇中的高溶解度来洗涤,洗涤后的净化气体用来氨合成、尿素合成和制氢的工艺中。
首先,分析了影响低温甲醇洗涤过程中甲醇消耗高的因素,并探讨了降低低温甲醇洗涤过程中甲醇消耗的方法,为甲醇消耗控制提供参考数据。
关键词:低温;甲醇洗工艺;甲醇消耗高;引言近年来,煤化工行业受到环保形势的严重影响,对环境问题的关注度也越来越高,一些技术落后、消耗量大的小型煤化工厂陆续被淘汰。
规模化煤化工发展势头强劲,先进技术得到应用,低温甲醇洗工艺就是其中之一,该技术对杂质气体的去除效果较好,目前国内很多装置都有低温甲醇清洗工艺,采用该工艺运行,装置运行时甲醇消耗量过高,通过技术改造和工艺参数优化,解决了低温甲醇洗涤装置甲醇消耗高的问题,技术终于达到了理想的效果。
1.低温甲醇洗工艺概述低温甲醇洗涤工艺是以甲醇为吸收剂,通过物理吸附净化气体的工艺。
去除酸性和含碳气体的净化过程。
一般来说,该工艺技术通常用于大型工业装置,如氨合成、尿素合成和制氢工艺中。
具体而言,低温甲醇洗涤工艺的原理是甲醇在CO2和H2S等酸性气体中具有高溶解度,在H2、CH4和Co等有效气体中具有低溶解度,并且对各种杂质气体具有良好的选择性。
气体在低温高压中利于吸收,在高温低压下利于解吸,来去除原料气中的CO2、H2S等杂质。
总体而言,利用低温甲醇净化工艺后的气体净化程度较高,值得进一步推广应用。
低温甲醇洗装置甲醇消耗问题探讨
低温甲醇洗装置甲醇消耗问题探讨发布时间:2022-05-19T01:00:40.929Z 来源:《科学与技术》2021年35期作者:霍磊阳王路延[导读] 社会发展的变革中,人们的环境保护意识不断的增强霍磊阳王路延河南骏化发展股份有限公司社会发展的变革中,人们的环境保护意识不断的增强,生态文明建设是发展的长期性问题,低温甲醇洗作为可以吸收酸性气体,降低工业废气污染的优秀工艺以及降低环境污染的一种有效方式,但是存在低温甲醇消耗过高问题,导致了成本过高影响了企业的发展,带来了二次污染,本文从对低温甲醇洗装置甲醇消耗高的问题进行探讨,并提出针对性的解决措施。
关键词:低温甲醇洗; 装置;甲醇消耗;问题探讨近年来,煤化工行业受环保形势影响严重,环境问题越来越被重视,一些技术落后、消耗高的小型煤化工装置陆续被淘汰,大型煤化工发展势头强劲,一些技术含量高、消耗低的高端技术被应用,低温甲醇洗工艺就是其中的一种,此技术对杂质气体的清除效果比较好,目前,国内采用低温甲醇洗工艺运行装置较多,通过对装置运行中出现的甲醇消耗过高的问题进行分析,通过技术改造和工尾艺参数优化,解决了低温甲醇洗装置甲醇消耗高的问题,最终达到了技术理想效果。
1 低温甲醇洗工艺的简单介绍低温甲醇洗工艺是20世纪50年代Lurgi公司和Linde公司共同开发的气体净化技术,Lurgi公司建成了第一个工业规模的示范装置,用于净化煤气,Linde公司将其应用于化肥厂净化含硫变换气,并回收二氧化碳合成尿素。
低温甲醇洗技术把低温甲醇作为溶剂,有效脱除二氧化碳、硫化氢等酸性气体,对有机硫的吸收也非常好,不会产生腐蚀、发泡、堵塞等情况,是一种优良的气体物理净化工艺。
和化学吸收法的不同在于吸收剂与气体溶质分子间的作用力不同。
物理吸收中气液平衡关系符合亨利定律,溶液中吸收组分含量与其气相中的平衡分压成正比,循环量与原料气量和具体操作的条件相关,操作的压力增高,温度降低的情况,溶液循环量会减少。
低温甲醇洗装置甲醇消耗问题探讨

当代化工研究Modem Chemical Research120工艺与设备2021・06低温甲醇洗装置甲醇消耗问题探讨*杨文攀(兖矿鲁南化工有限公司山东277527)摘要:煤化工行业进入了变革期,传统的生产工艺存在着非常大的能耗,影响了煤化工企业向生产效益.甲醇脱硫脱氮工艺环节,低温甲醇洗装置不可或缺,虽然这一装置在运行曲过程中,有效去除了气体中的二氧化碳、硫化氢等气体,使酸性气体得以回收,减轻了传统工艺下的环境污染现象,但是,这一装置同样存在着一定的技术缺陷,就是甲醇消耗非常严重,因此,甲醇消耗控制是低温甲醇洗装置应用的关键.基于此,本文重点分析了在低温甲醇洗装置甲醇消耗方面的控制策略.关键词:低温甲醇洗装置;甲醇消耗;控制策略中图分类号:TQ546文献标识码:ADiscussion on Methanol Consumption in Low-temperature Methanol Washing UnitYang Wenpan(Yankuang Lu'nan Chemical Co.,Ltd.,Shandong,277527)Abstract:The coal chemical industry has entered a p eriod o fchange,and t he traditional p roduction p rocess has very large energy consumption, which affects the p roduction efficiency of c oal chemical enterprises.In the p rocess of m ethanol desulfurization and denitrification,the low-temperature methanol cashing unit is indispensable.Although this device effectively removes carbon dioxide,hydrogen sulfide and other gases in the gas during operation,and the acid gas is recovered,which reduces the environmental p ollution phenomenon under the traditional p rocess,this device also has certain technical defects,that is,the methanol consumption is very serious.Therefore,the control of m ethanol consumption is the key to the application of t he low-temperature methanol washing unit.Based on this,this p aper f ocuses on analyzing the control strategy of m ethanol consumption in the low-temperature methanol washing unit.Key words i low-temperature methanol washing unif;methanol consumption^control strategy1•低温甲醇洗工艺的简单介绍在二十世纪五十年代,德国率先开始采用低温甲醇洗净化法,这一方法的应用,有效实现了对有毒酸性气体的净化处理。
降低低温甲醇洗工艺的甲醇消耗

小氮肥
第3 8卷
第 l O期
21 0 0年 1 0月
1 7
3 1 净化 气 、 O 产 品气 及尾 气 . C:
醇损 失 。
保持 H s吸 收塔 、O C 产 品塔 和 H S浓 缩 塔
顶部 的操 作压 力 和 温度 稳 定 , 可 能 控 制 在 正 常 尽
( ) 据经 验适 当安 排 开车 建 甲醇 循 环 的时 2根 间, 以免 导气 前等 待时 间过 长增加 甲醇 的损 失 。 ( ) 车 时 系统 甲醇 再 生 回温 结 束 后 , 快 3停 尽
出 口气 体 中夹 带雾 沫 , 导致 甲醇消 耗量增 大 。
于 C :H S和 C S具有 较 高 的可溶 性 。在 物理 O ,: O 吸收过程 中 , 含有 任 何成 分 的液体 负 载均 与 成分
的分压 成 比例 , 吸收 中的控 制 因素为温度 、 压力 和 浓度 。富 甲醇利用再 沸器 中产生 的蒸气进 行 闪蒸
(O~ ห้องสมุดไป่ตู้℃ ) 导致 装 置 中的 甲醇 温度 相对 升 高 , 3 4 , 使 排放 的 C 气体 、 气及 净化 气 中的 甲醇平 衡 O 尾 分压增 高 , 导致 带走 的甲醇 的量 增多 。
的因素有 气体和 甲醇 的温度 。低温 甲醇洗 的净化 效 率取决 于酸性 气在 甲醇 中的溶解度 和达 到气液 平衡 时酸 性气在 气 相 中 的分 压 , 而这 两 项 因素 都 是 温度 函数 。气 体在液体 中的溶 解度 随温度 的降 低 而增大 , 因此 , 采用较低 的洗 涤温度对 气体 的净
化 过程有 利 。另 外 , 甲醇 的蒸 气 压也 是 温度 的 函
() 2 去硫 回收 的 酸性 气 的温 度 高 , 甲醇 冷 量 回收不彻 底或 甲醇冷却 回收段 的几个 甲醇液 收集 槽 液位 不准而 导致 甲醇 携带量 大 。
减少低温甲醇洗装置中甲醇损耗的改进措施
减少低温甲醇洗装置中甲醇损耗的改进措施郝高峰;芦国智;尹俊杰;董丽旭【摘要】This paper exhibits detail studies on the causes of the methanol loss for a 450,000 t/a ammonia plant. Through improving and optimizing the device and process, adding an exhaust gas washing tower and a waste methanol collection system, reducing ammonia content in the feed gas, controlling the temperature of the Claus gas and the nitrogen flow for the stripper, the loss of methanol can be controlled below 0.5 kg per ton of ammonia production.%以某年产45万t合成氨装置为例,阐述了导致系统甲醇损耗的原因,通过改进和优化设备、设置尾气水洗塔、设置污甲醇收集系统、优化工艺路线、降低原料气中的氨含量、控制Claus气的温度和保持适宜的汽提氮流量等措施,大大降低了系统甲醇损耗,使其控制在0.5kg/t氨以内.【期刊名称】《煤化工》【年(卷),期】2012(040)003【总页数】3页(P40-42)【关键词】低温甲醇洗;甲醇损耗;优化;改进【作者】郝高峰;芦国智;尹俊杰;董丽旭【作者单位】航天长征化学工程股份有限公司兰州分公司,甘肃兰州730050;航天长征化学工程股份有限公司兰州分公司,甘肃兰州730050;航天长征化学工程股份有限公司兰州分公司,甘肃兰州730050;航天长征化学工程股份有限公司兰州分公司,甘肃兰州730050【正文语种】中文【中图分类】X781.4低温甲醇洗工艺(Rectisol Process)是20世纪50年代由德国林德公司(Linde)和鲁奇(Lurgi)联合开发的一种气体净化技术,以低温甲醇作为溶剂,通过物理吸收的方法脱除原料气中的酸性气体。
低温甲醇洗装置的优化和改进

浅析低温甲醇洗装置的优化和改进摘要:随着经济技术的不断发展,低温甲醇洗技术的也不断得到改善,且在煤化工行业中已得到了极为广泛的运用。
但由于其工艺流程较为的复杂,且控制点相对较多,在实际的运用过程中往往会发生气体成分及温度难以得到有效控制的问题,不利于装置的平稳运用。
为了在后期的运用过程中让低温甲醇洗技术越来越完善,我们必须对低温甲醇洗装置进行优化和改进。
本文将结合笔者的实际经验,对低温甲醇洗技术的工艺流程及具体的优化和改进措施进行研究,其实际情况如下。
关键词:低温甲醇洗煤化工优化和改进一、前言通常情况下,甲醇对酸性气体有着较强的溶解能力,如:co2、h2s及cos等。
但甲醇对co 及h2等气体的溶解能力相对较弱。
低温甲醇洗对酸性气体进行吸收,甲醇的解析、再生及回收,就需要根据各种气体性质以及其在甲醇中的不同溶解度进行相关选择性的分离。
而在低温甲醇洗技术中,温度是对甲醇洗净化水平造成影响的关键要素之一,气体会在液体中逐渐发生溶解,其溶解度会由于温度的逐渐降低呈上升的趋势。
二、低温甲醇洗装置的优化及改进1.对甲醇流量进行调节t1601洗涤塔对原料气中所含有的co2含量进行控制,使其达到2~3%左右,t1621洗涤塔的将原料气中的co2塔进行控制,使其不高于20ppm。
为了确保处理后的合成气保持在一定的纯度范围内,还必须对进入t1621、t1601洗涤塔的相关贫甲醇温度进控制,使其达到设计的温度标准,贫甲醇到达t1621、t1601洗涤塔顶部后,其温度应控制在-54℃左右。
若t1601、t1621塔顶的co2含量出现了上升趋势或严重超标时,需进行如下的分析及调节。
1.1甲醇洗的实际循环量有所偏小在煤种发生变化的情况下,或在其他环节出现了问题,导致该环节变换气中二氧化碳含量增加。
在其他环节不发生改变的前提下,可以适量增加甲醇的实际循环量,使t1601、t1621塔在对co2进行脱除的能力增强,从而对co2的含量进行控制。
降低低温甲醇洗装置甲醇消耗的对策
降低低温甲醇洗装置甲醇消耗的对策发布时间:2022-10-28T05:11:01.123Z 来源:《科学与技术》2022年第12期6月作者:袁有君[导读] 经济社会领域的化工产品需求急剧增加袁有君哈密广汇环保科技有限公司新疆哈密 839000摘要:经济社会领域的化工产品需求急剧增加,刺激了化工行业的现代化发展,很多化工企业内都采用了低温甲醇洗工艺,这一工艺作为企业中的关键性技术,在该工艺的应用中,低温甲醇洗装置有着不可替代的作用,但很多化工企业在这一装置的应用过程中,却存在着巨大的甲醇损耗,不利于化工企业经济效益的实现,也不利于企业的长远可持续发展。
基于此,文章以某化工企业的低温甲醇洗装置作为研究对象,探析了该装置甲醇损耗的原因,提出了对应的控制对策。
关键词:低温甲醇洗装置;甲醇损耗;控制对策引言低温甲醇洗装置虽然有很好的净化粗合成气的作用,但是在实际操作中存在低温甲醇消耗高的问题,影响装置运行的经济性。
1低温甲醇洗系统工艺流程简介哈密广汇环保科技有限公司荒煤气综合利用年产40万吨乙二醇项目气体净化分离装置低温甲醇洗11塔流程系统,包括变换气洗涤塔(C04401)、中压闪蒸塔(C04402)、H2S浓缩塔(C04403)、热再生塔(C04404)、甲醇水精馏塔(C04405)、尾气水洗塔(C04406)、氮气气提塔(C04407)、未变换气洗涤塔(C04408)、半贫液气提塔(C04409)、变换气洗氨塔(C04410)、未变换气洗氨塔(C04411)。
1.1原料气洗涤进低温甲醇洗系统的变换、未变换原料气先在洗氨塔用低温锅炉给水洗涤,使其中的NH3降至2ppm以下。
洗氨后的变换原料气与出压缩机后的循环闪蒸气混合并喷射少量甲醇,经冷却降温后进入1塔下塔的脱硫段。
1塔分为四段,最下段(A段)为脱硫段,上面的三段(B、C、D段)为脱碳段,脱碳段的部分富碳甲醇作为脱硫段洗涤甲醇。
变换气经C04401脱除H2S、COS、CO2、NH3后,变换净化气由塔顶引出,经原料气冷却器回收冷量后送至后工序。
低温甲醇洗开车甲醇回收改造
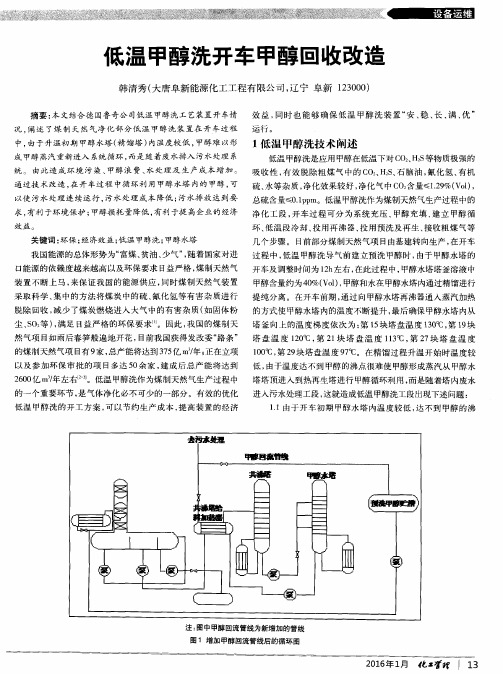
注: 图中甲醇 回流管线为新增 加的管线 图 1增加 甲醇 回流管线后 的循 环图
2 0 1 6 年1 月 化工 理 l 1 3
r
点, 甲醇 随废水 进入污 水处理 工段 , 甲醇水 中的 甲醇 浓度 较高 , 使 污水 处理 工段 负荷 短时 间 内急剧 增加 。在 污水 处理 初期 因
况, 阐述 了煤 制 天 然气 净化 部 分低 温 甲醇洗 装 置 在开 车 过程 运 行 。
中. 由于升 温初 期 甲醇 水塔 ( 精 馏塔 ) 内温度较 低 , 甲醇难 以形
1 低温 甲醇洗技 术阐述
低温 甲醇洗是应 用 甲醇在 低温下对 C O 、 H S 等物 质极 强的 吸收 性 , 有效 脱 除粗 煤 气 中的 C O : 、 Hz S 、 石 脑油 , 氰化 氢 、 有机
低温 甲醇洗开 车 甲醇 回收改造
韩清 秀 ( 大 唐阜 新 能源 化工 工程 有 限公 司 , 辽宁 阜新 1 2 3 0 0 0 )
摘要 : 本文 结合德 国鲁奇公 司低 温 甲醇洗工 艺装置 开车情 效 益 , 同时 也 能 够 确 保 低 温 甲醇 洗 装 置 “ 安、 稳、 长、 满、 优”
尘、 S O 等) , 满 足 日益严 格的 环保 要求…。因此 , 我 国 的煤制 天 塔 釜 向上的 温度 梯 度依 次为 : 第l 5 块 塔 盘温 度 1 3 0 ℃, 第l 9 块 然 气项 目如 雨后 春笋 般遍地 开花 , 目前 我 国获 得发 改委 “ 路 条”
塔盘温 度 1 2 0 ℃, 第2 1 块 塔盘温 度 1 1 3 ℃, 第2 7块 塔 盘 温 度
降低低温甲醇洗甲醇消耗的技术改造

降低低温甲醇洗甲醇消耗的技术改造吕宏洋(内蒙古大唐国际克什克腾煤制天然气有限责任公司,内蒙古赤峰025350)摘要:随着先进低温甲醇洗工艺的引进,我国通过对低温甲醇洗工艺长时间研究和完善,已经对该工艺改造工程有了初步的研究成果。
通过对研究过程中各种问题的分析处理,国内部分企业已经使用有关模拟技术对新型低温甲醇洗工艺进行了模拟实验,并对相应的工作设备进行了改造工作,研究并启用了一套新型工艺流程。
下文,笔者将就如何对低温甲醇洗工艺进行改造进行简要的分析和探究。
关键词:低温甲醇洗;工艺;改造低温甲醇洗工艺是同采用聚乙二醇二甲醚一样的一种工业煤气化装置中比较常用的脱除酸性气体的工艺。
该工艺是由德国两家公司联合研究开发出来的一种较为适用的气体净化工艺,通过采用冷甲醇对酸性气体的溶解特性对酸性气体进行物理吸收,效果较为显著。
1低温甲醇洗工艺的两种类型由于各工业企业对煤矿开采过程中加工流程的不同,因此对气体的处理方式也有所不同。
一般来说,通过冷甲醇洗酸性气体主要有两种选择类型,一种是采用低温甲醇洗工艺首先减少硫含量,其次在一氧化碳转换之后,再次使用低温甲醇除去二氧化碳气体,这种方式不仅比较严格,且步骤复杂,适用于对脱硫标准较为严格的情况之下使用;另外一种类型较为简单,在对低温甲醇进行相关处理之后,使其拥有耐硫性,从而使用低温甲醇对硫和二氧化碳同时进行脱除工作。
现如今,我国已经初步掌握对耐硫催化剂的生产工艺并能基本满足各企业对该催化剂的需求,因而现在各企业更多的选择采用第二种步骤较为简单的方法。
2低温甲醇洗工艺气体再生的三种方式2.1闪蒸气体处理工艺中最为经济的方式是采用减压闪蒸的方式对气体进行解析,通过利用各种气体溶解度不同这一物理特性对溶解度较低的气体进行闪蒸处理,从而有效提高再生气体中硫化氢气体和二氧化碳的气体的纯度。
但是,该种方式会受到压力等条件的限制,导致气体再生不够完全。
2.2汽提法该方式采用对预处理气体通入惰性气体采用压力差从甲醇溶剂中排除残余的酸性气体,从而有效的提高溶剂贫液度。
试论低温甲醇洗工艺节能改进方法6篇

试论低温甲醇洗工艺节能改进方法6篇第1篇示例:低温甲醇洗工艺是一种用于天然气脱硫的技术,它能够有效地去除天然气中的硫化氢和二硫化碳等有害物质,从而保护环境并提高天然气的利用价值。
目前低温甲醇洗工艺在节能方面还存在一些问题,导致能耗较高,影响了其在实际应用中的经济效益。
有必要对低温甲醇洗工艺进行节能改进,以提高其能效,降低成本,并促进其在工业应用中的推广和应用。
一种常见的低温甲醇洗工艺节能改进方法是优化循环系统。
低温甲醇洗工艺中的循环系统是能耗的主要来源之一,因此对其进行优化能够显著降低能耗。
优化循环系统的关键是改进低温甲醇洗工艺中的设备和管道布置,减少系统中的压降和管线阻力,从而降低能耗。
采用高效的循环泵和换热器也能够有效降低循环系统的能耗,提高系统的能效。
改进低温甲醇洗工艺中的脱硫塔结构和填料也是一种有效的节能方法。
传统的脱硫塔结构和填料存在一定的缺陷,导致气液传质效率较低,从而增加了能耗。
通过对脱硫塔结构和填料进行改进,采用更高效的填料和结构设计,能够提高气液传质效率,降低系统的能耗,实现节能减排的目的。
利用先进的自动化控制系统也能够实现低温甲醇洗工艺的节能改进。
自动化控制系统能够实时监测和调节系统的运行参数和工况,实现系统的智能化运行,优化系统的运行状态,降低能耗,提高系统的能效。
通过优化循环系统、改进甲醇再循环系统、改进脱硫塔结构和填料,以及利用先进的自动化控制系统等方法,能够实现低温甲醇洗工艺的节能改进,提高系统的能效,降低成本,从而促进低温甲醇洗工艺在工业应用中的推广和应用。
这些节能改进方法不仅能够降低企业的生产成本,提高竞争力,也能够减少能源消耗和减排二氧化碳等有害气体,更好地保护环境,实现可持续发展。
加大对低温甲醇洗工艺的节能改进研究与应用,具有重要的理论和现实意义。
第2篇示例:我们可以通过对低温甲醇洗工艺的优化来实现节能目的。
在传统工艺中,洗液和气体的接触通常通过塔式设备进行,存在着塔床阻力大、气液分布不均匀等问题,导致能耗增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
进入 中压 闪蒸 塔 进 行 闪蒸 闪蒸 气 通 过 加 压 后 送 回 温度 为 一18—0℃ ,偏 离设 计值 (-25℃ )较 多 。 主要
主洗 塔进 行 有 效 利 用 闪 蒸 后 富 液 进 入 再 吸 收 塔 进 是 由于克 劳斯 气尾 气 换 热 器 换 热 面 积 小 、酸 性 气 侧 行 闪蒸 气 提 。闪 蒸 、气 提 的尾 气 (一 段 尾 气 量 为 19 结 晶 、换 热效 果 差 的 影 响 ,最 终 导 致 酸 性 气 带 甲醇
获得净 化 气 送 至 后 续 的合 成 装 置 生 产 甲醇 。其 中 气损失;②再吸收塔中塔分布管靠近除沫器部分甲醇
低 温 甲醇 洗 经 过 脱 盐 水 洗 涤 后 排 放 的 二 氧 化 碳 尾 随着分布管 直接进入 除沫器 ,最终 随尾 气排放 至大 气
气 量 为 116 360 m /h,送 硫 回收 装 置 的酸 性 气 量 为 损失。要降低尾气携带甲醇含量首先要解决再 吸收
697m /h、二段 尾气 量 为 21 147 m /h、三段尾 气 量为 量较 大 ,系 统 甲醇 损 失 大 。 同 时 ,换 热 后 尾 气 的 温 126 711 m /h)被 系 统 复 热 回收 冷 量 后 进 人 尾 气 洗 度低 ,复 温所 需 的蒸 汽也 相 应 增 大 。 因此 要 想 从 根
消 耗精 甲醇约 30 t;在 240 000~250 000 m 负荷 下 m /h,酸性 气量 维持 300 m 时 ,酸 性气 中 甲醇 夹带
吨产精 甲醇 消耗 甲醇 量 3.5~4.0 kg;265 000 m 负 量 高至 4%,造 成 酸性 气 中 每 月 甲醇 跑 液 量 约 为 6O
涤塔 ,经脱盐水洗 涤 ,最 后排放 至烟 囱放空 。出再 本上 解决 酸性 气 温 度 高 的 问题 必 须 确 保 克 劳 斯 气 吸 收塔 的富液 进 入 热 再 生塔 进 行 H S、HCN、NH,的 尾气 换热 器 的换 热效 果 。
热 再生 ,再 生后浓 度 25%的 Hs气 体 (1 891 m /h)
3)低 温 甲醇洗 系统 送 至 硫 回收 装 置 的 酸 性 气
送 至硫 回收装置 生产 硫磺 。
中夹带 甲醇 含 量 (质 量 分 数 )原 设 计 为 0.092% ,但
2 运 行 状 况
通 过实 际生 产 运 行 发 现 ,因 酸 性 气 温 度 波 动 大 ,高
低 温 甲醇洗 工 段 在 130 000 m 负 荷 运 行 时 ,月 出设 计值 (一25 oC)很 多 。在 酸 性 气 洗 涤水 量 维 持
· 46·
气体 净化
2018年第 l8卷第 1期
低 温 甲醇 洗 装 置 降低 甲醇 损耗 的 改 造
刘 彩锋
(兖州煤业榆林能化有 限责任公 司 ,陕西榆林 719000)
摘 要 :介绍年产 60万 吨 甲醇项 目低 温 甲醇洗 装置运 行情 况 ,针 对 系统 甲醇 损耗量较 大 问题 ,分 析 原 因 ,采取相应改造措施 ,装置 甲醇 消耗量 明显降低 。
891 m /h,由于尾 气 、酸 性 气 气 量 大 ,在 系 统 设 计 及 塔 尾气 闪蒸 空间 的问题 。
设 备存 在 问题 的情 况下 造成 系统 甲醇损 耗量 较大 。
2)热 再生 塔 Ⅱ段 出 口酸性 气 温 度 略 低 于设 计
1 低 温 甲醇洗 工 艺流 程
值 73℃ ,经 过换 热 、冷 却后 至 回流 罐 分 离 的 甲醇 温
双炉负荷情 况下 分 析尾 气洗 涤 塔 出 口尾气 中甲醇 含
通 过对 类 似 工 艺 系 统 的 装 置 调 研 结 合 实 际 运
的情况 下 ,甲醇 消 耗 大 幅 的增 加 。该 低 温 甲醇 洗 系 繁堵塞 对硫 回收稳 定 运 行 造 成 困扰 。因此 ,必 须 解
统 满负 荷 时 甲醇消 耗相 比同类 型企业 均 较高 。
决 酸 j生气携 带 甲醇 这一 问题 。
2.1 原 因分析
2.2 改 造 措 施
1)再吸收塔 下塔尾气 出 口除沫器 多次损 坏且 在 2.2.1 针对 再 吸收塔 问题 的改 造
关键 词 :低温 甲醇洗 甲醇损耗 整改措施
兖 州煤 业榆 林 能 化 有 限 责任 公 司 年 产 60万 吨 量 为 0.18%一0.23%(设计值 为 0.002%)尾气 带 甲醇成
甲醇项 目低 温 甲醇 洗 装 置 引 进 德 国鲁 奇 工 艺 技 术 为低 温 甲醇洗 甲醇 消耗 高 的主要 因素之 一 。通 过 多
低 温 甲醇 洗 入 口的 变 换 气 在 主 洗 塔 中进 行 脱 度为 45 c【=(与设计值相符 )出回流罐的酸性气经克
硫脱碳经洗涤获得合 格 的净化气送 至后续合 成工 劳斯气 再 热 器 换 热 后 与 克 劳 斯 气 尾 气 换 热 器 管 程
段 生 产 甲醇 。洗 涤吸 收 了 H S、CO 等成 分 的富液 则 的低 温尾 气换 热 ,出 克 劳斯 气 尾 气 换 热 器 的 酸 性 气
包 ,低 温 甲 醇 洗 系 统 设 计 处 理 变 换 气 量 290 000 次检查 塔 内情况 和分析 系统 运行数 据 ,尾气 中甲醇含
nl。/h。以低硫 煤 为原 料 ,经 德 士 古气 化 炉 反 应 制 得 量高的原因为:①再吸收塔下塔顶部塔盘离除沫器距
原 料气 ,原 料 气 经 耐 硫 变 换 、低 温 甲醇 洗 脱 硫 脱 碳 离较 近 ,闪蒸空 间小 ,雾沫夹带 严重 ,随尾 气排放 至 大
荷 下 吨产精 甲醇 消 耗 甲醇量 4.25 左 右 月 消耗 精 t,甲醇损 耗严 重 ;同时 大 量 甲醇 带 入 硫 回收 工 段 燃
甲醇 220—240 t。从 甲醇 消耗 数 据看 出 ,在 负荷 高 烧 排放 ,造 成 硫 回收 催 化 剂 床 层 积 碳 、液 硫 管 道 频