2019年焊工合格项目说明-新.doc
焊接证项目内容
目前使用的锅炉压力容器压力管道焊工合格证,填写的内容都是以焊接项目代码表示,其代码与国际上所通用的焊接代码接轨,非专业人员一般很难理顺,为了在施工中合理使用焊工资源,以及在焊工培训中方便各施工单位报考项目,现根据国家《焊考规》中有关内容,将我公司常用的焊接项目符号作如下解释,以方便各有关单位及施工管理人员查阅。
1.焊工合格证项目的组成:焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素1.焊接方法:GTAW――氩弧焊SMAW――焊条电弧焊GMAW――气体保护焊SAW――埋弧焊2.母材类别:国家规定将母材分成4类Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。
3.焊接位置1G――板平焊管转动焊2G――板横焊管垂直固定------------公司常有的项目3G――板立焊-----------公司常有的项目4G――板仰焊5G――管水平固定(向上)-----公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)6GX――管45度固定(下降焊)2FG――管板垂直固定--------公司常有的项目4FG――管板垂直固定仰焊5FG――管板水平固定6FG――管板45度固定--------公司常有的项目4.母材规格(忽略)5.焊接材料要素1.02――实芯焊丝---------公司常有的项目2.03――药芯焊丝3.FI――钛钙型(酸性)焊条4.F3J――低氢型(碱性)焊条----公司常有的项目5.F4――不锈钢(酸性)焊条6.F4J――不锈钢低氢型(碱性)焊条--公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。
焊工网焊工论坛焊工证件网上查询焊接知识焊接技术焊工招聘举例说明:1.GTAW-Ⅱ-5G-4/63.5-02(全氩弧焊,低合金钢63.5×4管材,水平固定,实芯焊丝)2.GTAW-Ⅰ-5G-2/63.5-02/SMAW-Ⅰ-2G(K)-5/63.5-F3J碳钢管63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度5mm),垂直固定,实芯焊丝碱性焊条。
焊工考证焊缝项目代号说明

类别代号低碳钢Fe I低合金钢Fe II铁素体钢、马氏体钢、Cr≥5%的铬钼钢:Fe III奥氏体不锈钢、双相钢:Fe IV1G 平焊试件3G立焊试件2FG 管板角接头垂直固定平焊试件Fef3J低合金钢焊条Fef4奥氏体不锈钢焊条和双相钢焊条FefS全部的实芯焊丝和药芯焊丝11 —背面无保护气体15—喷射弧焊接1.项目代号:YSMAW –F II-1G-12-Fef3J指厚度为12㎜的低合金钢板(比如Q345C)对接焊缝平焊试件,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;2.项目代号:YSMAW –F IV-1G-12-Fef4指厚度为12㎜的奥氏体不锈钢板或双相钢板(比如304、2205等)对接焊缝平焊试件,使用不锈钢焊条(比如A102、E2209)手工焊接,试件全焊透;3.项目代号:YSMAW –F II-1G-12/273-Fef3J指壁厚为12㎜、外径为273㎜的低合金钢管(Q345C)对接焊缝水平转动试件,背面不加衬垫,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;4.项目代号:YSMAW –F II-2FG-12/57-Fef3J指壁厚为12㎜、外径为57㎜的低合金钢(比如Q345C)管板垂直固定角接头平焊试件,背面不加衬垫,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;5.项目代号:YGMAW –F II-1G-FefS-11/15指壁厚为12㎜、低合金钢板(比如Q345C)对接焊缝平焊试件,背面不加衬垫,采用半自动CO2气体保护焊,填充金属为实心焊丝,背面无保护气体,采用喷射弧施焊,试件全焊透;6.项目代号:YSMAW –F II-3G-12-Fef3J指厚度为12㎜的低合金钢板(比如Q345C)对接焊缝立焊试件,使用低合金钢焊条(比如J507)手工焊接,试件全焊透;。
焊接证项目内容
目前使用的锅炉压力容器压力管道焊工合格证,填写的内容都是以焊接项目代码表示,其代码与国际上所通用的焊接代码接轨,非专业人员一般很难理顺,为了在施工中合理使用焊工资源,以及在焊工培训中方便各施工单位报考项目,现根据国家《焊考规》中有关内容,将我公司常用的焊接项目符号作如下解释,以方便各有关单位及施工管理人员查阅。
1.焊工合格证项目的组成:焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素1.焊接方法:GTAW――氩弧焊SMAW――焊条电弧焊GMAW――气体保护焊SAW――埋弧焊2.母材类别:国家规定将母材分成4类Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。
3.焊接位置1G――板平焊管转动焊2G――板横焊管垂直固定------------公司常有的项目3G――板立焊-----------公司常有的项目4G――板仰焊5G――管水平固定(向上)-----公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)6GX――管45度固定(下降焊)2FG――管板垂直固定--------公司常有的项目4FG――管板垂直固定仰焊5FG――管板水平固定6FG――管板45度固定--------公司常有的项目4.母材规格(忽略)5.焊接材料要素1.02――实芯焊丝---------公司常有的项目2.03――药芯焊丝3.FI――钛钙型(酸性)焊条4.F3J――低氢型(碱性)焊条----公司常有的项目5.F4――不锈钢(酸性)焊条6.F4J――不锈钢低氢型(碱性)焊条--公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。
举例说明:1.GTAW-Ⅱ-5G-4/63.5-02(全氩弧焊,低合金钢63.5×4管材,水平固定,实芯焊丝)2.GTAW-Ⅰ-5G-2/63.5-02/SMAW-Ⅰ-2G(K)-5/63.5-F3J碳钢管63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度5mm),垂直固定,实芯焊丝碱性焊条。
焊工资格项目说明

焊工/焊接操作工资格说明书8 ASME焊工/焊接操作工资格项目说明8.1焊接资格代号说明资格项目代号说明图[注1,2]注1.所有的项目都是坡口焊缝注2.,可以评定角焊缝,且角焊缝的填充厚度不受限制,母材外径大于、等于73mm,位置与坡口焊缝的位置相同(横焊角焊缝也可以由立焊或仰焊的坡口焊缝来评定)。
注2. 整个项目代号分为两部分,第一部分由前两个字母组成,列在表的上部总栏中,第二部分由第一个分隔符号后面的代号组成,天灾表中。
如果在第二部分代号中划上横线,则表明焊工以前曾经有该资格,但暂时吊销。
注1. 填充金属F-NO号的一些例子:F-4:E7018,E8018-B2,E9018-B3等等;F-5:E308H-16,E309-16等等;F-6:ER70S-2,ER80S-B2,ER90S-B3,ER309,E71T,E81T-B2等等;F-43:EniCrFe-2,ERNiCr-3等等2. 用实芯或金属芯焊丝作填充金属,没有嵌条,用直流正接,代号T有或是没有惰性气体背气,代号B和N有惰性背气3. 没有惰性气体背气,实用的过渡形式是喷射过渡、颗粒过渡或脉冲过渡表2. 板或管外径代号说明[注1]注1. 对于堆焊,如果沿管的轴向焊接,则可视为在板上焊接。
注1. 焊接位置代码:F-平焊,H-横焊,V-立焊,O-仰焊,S.S.-车间位置2. 在6G的基础上再评定437接头,可焊任何位置的437接头注1:堆焊填充厚度最小2.1mm注 1. 此表中所列出的各变素是依据ASME IX QW-361.1和ASME IX QW-361.2的要求。
其中QW-361中的(c)~(f)由于所有列出的焊接方法均不适用,故未列出2. 2F-横角焊,4F-仰角焊,1G-平坡口焊3. 包括了QW-361.2(f)和(g)4. 如果在表中的栏目中划上横线,则表示该焊接操作工以前曾经有该资格,但暂时吊销8.2 特殊资格说明8.2.1 目的:8.2.1.1 为了更好地控制焊接质量,提高焊工的操作水平,焊接部特增加了T/P91的焊接资格和障碍焊的焊接资格(特殊资格)。
焊工合格项目说明

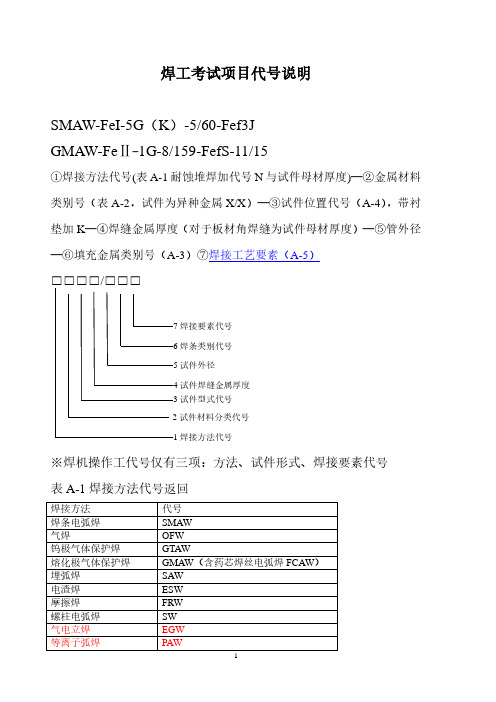
焊工合格项目说明焊工考试项目代号说明SMAW-Fe I-5G(K)-5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表A-1焊接方法代号返回表A-2钢号分类及代号返回表A-4试件形式、位置代号表A-6 试件适用于焊缝和焊件位置注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回注A-4:管材向下焊试件表A-9手工焊管板角接头试件适用于管板角接头焊件范围表A-3填充金属类别、示例与适用范围返回表A-5焊接工艺要素与代号返回SMAW-Fe II-1G-12-Fef3J SMAW-Fe I-5G(K)5/60-Fef3JGMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3JSAW-1G(K)-07/09/19焊机操作工操作技能考试项目标识方法①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)②试件位置代号(A-4),带衬垫加K③焊接工艺要素(表A-5)SAW-1G(K)-07/09/19。
焊工资格项目说明

焊工/焊接操作工资格说明书8 ASME焊工/焊接操作工资格项目说明8.1焊接资格代号说明资格项目代号说明图[注1,2]注1. 所有的项目都是坡口焊缝,可以评定角焊缝,且角焊缝的填充厚度不受限制,母材外径大于、等于73mm,位置与坡口焊缝的位置相同(横焊角焊缝也可以由立焊或仰焊的坡口焊缝来评定)。
注2. 整个项目代号分为两部分,第一部分由前两个字母组成,列在表的上部总栏中,第二部分由第一个分隔符号后面的代号组成,天灾表中。
如果在第二部分代号中划上横线,则表明焊工以前曾经有该资格,但暂时吊销。
批准 : 日期:焊接经理注1. 填充金属F-NO号的一些例子:F-4:E7018,E8018-B2,E9018-B3等等;F-5:E308H-16,E309-16等等;F-6:ER70S-2,ER80S-B2,ER90S-B3,ER309,E71T,E81T-B2等等;F-43:EniCrFe-2,ERNiCr-3等等2. 用实芯或金属芯焊丝作填充金属,没有嵌条,用直流正接,代号T有或是没有惰性气体背气,代号B和N有惰性背气3. 没有惰性气体背气,实用的过渡形式是喷射过渡、颗粒过渡或脉冲过渡表2. 板或管外径代号说明[注1]注1. 对于堆焊,如果沿管的轴向焊接,则可视为在板上焊接。
注1. 焊接位置代码:F-平焊,H-横焊,V-立焊,O-仰焊,S.S.-车间位置2. 在6G的基础上再评定437接头,可焊任何位置的437接头注1:堆焊填充厚度最小2.1mm注 1. 此表中所列出的各变素是依据ASME IX QW-361.1和ASME IX QW-361.2的要求。
其中QW-361中的(c)~(f)由于所有列出的焊接方法均不适用,故未列出2. 2F-横角焊,4F-仰角焊,1G-平坡口焊3. 包括了QW-361.2(f)和(g)4. 如果在表中的栏目中划上横线,则表示该焊接操作工以前曾经有该资格,但暂时吊销8.2 特殊资格说明8.2.1 目的:8.2.1.1 为了更好地控制焊接质量,提高焊工的操作水平,焊接部特增加了T/P91的焊接资格和障碍焊的焊接资格(特殊资格)。
焊接工艺评定检验项目及合格标准

焊接工艺评定检验项目及合格标准1角焊缝检验项目1.1磁粉或液体渗透检验(按各系统专用技术条件)。
1.2 板状试件应横向切取5块试样,每块长约50mm,每块取一个断面进行宏观检验,但任意两检验面不得为同一切口的两侧面。
1.3 管-板或管-管试件应4等分截取4个试样,焊缝的起始和终了位置应位于试样焊缝的中部;每块试样取其一个面进行金相检验,但任意两检验面不得为同一切口的两侧面。
2角焊缝检验合格标准2.1目测焊缝和热影响区的横断面应完全熔合并无裂纹。
2.2两焊脚之差不大于3mm。
3对接焊缝检验项目3.1外观检验3.2无损检验3.2.1磁粉检验(或液体渗透检验)3.2.2超声波检验或射线检验3.3机械性能检验3.3.1机械性能检验项目和数量(见表一)表一对接焊缝机械性能检验项目和数量试件母材的厚度mm试样的类别数量(个)拉力试弯曲试验冲击试验验**拉力试样面弯试样背弯试样侧弯试样焊缝区试样热影响区试样2<T<10 2 2 2 3 310≤T<202 2 2 *3 3T≥20 2 4 3 3注:*对所要求的面弯和背弯试样可用4个侧弯试样代替。
**当不能制作5×10×55小冲击试样时可免做冲击试验。
3.3.2组合评定时每种焊接方法(或焊接工艺)的焊缝金属应包括在拉力试样,弯曲试样受拉面和冲击试样(产品有要求时)中。
3.3.3当焊缝两侧母材的钢号不同时,每侧热影响区都要取三个冲击试样。
3.3.4拉力试样和弯曲试样是指全厚度试样,根据试验条件可采用全厚度试样,也可以用两片或多片试样(应包括整个试件厚度)的试验代替一个全厚度试样的试验。
3.3.5当产品有要求时,还应作落锤试验。
4对接焊缝检验方法4.1对接焊缝拉力试验方法:按GB2651-89进行。
4.2对接焊缝弯曲试验方法:按GB2653-89进行。
4.3对接焊缝压扁试验方法:按GB2653-89进行。
4.4对接焊缝冲击试验方法:按 GB2650-89进行。
焊工合格项目说明-新

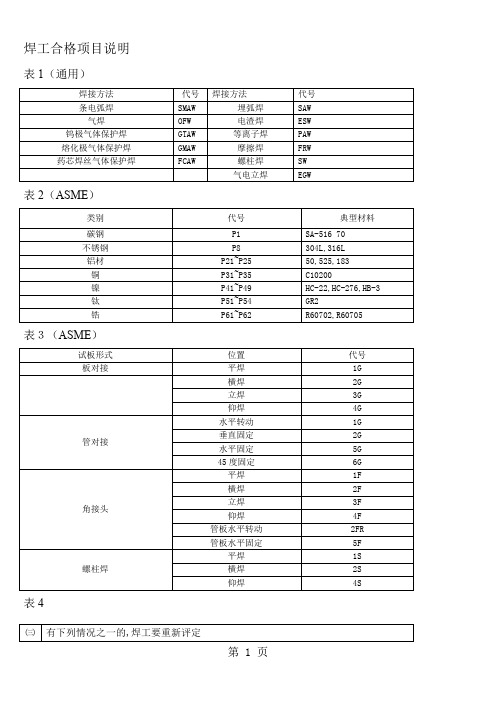
焊工合格项目说明-新焊工合格项目说明表1(通用)焊接方法代号焊接方法代号条电弧焊SMAW 埋弧焊SAW气焊OFW 电渣焊ESW钨极气体保护焊GTAW 等离子焊PAW熔化极气体保护焊GMAW 摩擦焊FRW药芯焊丝气体保护FCAW 螺柱焊SW焊气电立焊EGW表2(ASME)类别代号典型材料碳钢P1 SA-516 70不锈钢P8 304L,316L铝材P21~P25 50,525,183铜P31~P35 C10200镍P41~P49 HC-22,HC-276,HB-3钛P51~P54 GR2锆P61~P62 R60702,R60705 表3(ASME)试板形式位置代号板对接平焊1G横焊2G立焊3G仰焊4G管对接水平转动1G 垂直固定2G 水平固定5G 45度固定6G角接头平焊1F横焊2F立焊3F仰焊4F 管板水平转动2FR 管板水平固定5F螺柱焊平焊1S 横焊2S 仰焊4S表4㈢有下列情况之一的,焊工要重新评定①焊接方法改变表5 材料适用范围(ASME )评定试件母材适用范围P-或S-NO.1至P-或S-NO.11或P-或S-NO.34或P-或S-NO.41至P-或S-NO.49P-或S-NO.1至P-或S-NO.11和P-或S-NO.34和P-和S-NO.41至P-或S-NO.49P-或S-NO.21至P-或S-NO.25 P-或S-NO.21至P-或S-NO.25 P-或S-NO.51至P-或S-NO.53或P-或S-NO.61至P-或S-NO.62 P-或S-NO.51至P-或S-NO.53 和P-或S-NO.61至P-或S-NO.62表6管外径适用范围(ASME )对接试管母材外径 适用范围 最小值 最大值<25D 不限 25≤D <73 25 不限 ≥73 73不限角接试管母材外径 适用范围 最小值 最大值<25 D 不限 25≤D <73 25 不限 ≥7373不限②对于SMAW 、GTAW 、GMAW (含FCAW )、PAW 减去垫板(原评定有垫板的),对于OFW 增加垫板的③ 母材P-NO.改变,除表4允许替代的以外 ④ 管直径超出表5允许的范围 ⑤焊接材料F-NO.改变,除表6 允许替代的以外⑥ 焊缝金属厚度超过表7允许的范围 ⑦ 焊接位置超出表8允许的范围⑧ 对于GTAW 、PAW 加减焊丝(即使用焊丝和不填丝之间的改变)需要重新评定 ⑨ 焊接位置超出表8允许的范围⑩对于SMAW 、GTAW 、GMAW (含FCAW )、PAW 改变立向上为立向下或反之;增加或者减少嵌条,以及减少背部气体保护等都需要重新评定㈣ 坡口焊缝评定合格的,可以焊接任意厚度规格的角焊缝表7焊接材料适用范围(ASME)评定试件用焊材适用范围任一F-NO.6 所有的F-NO.6任一F-NO.21至F-NO.25 所有的F-NO.21至F-NO.25任一F-NO.31至F-NO.33,F-NO.35至F-NO.37只能用评定合格的F-NO.焊材F-NO.34或任一F-NO.41至F-NO.46 F-NO.34和所有的F-NO.41至F-NO.46 任一F-NO.51至F-NO.55 全部F-NO.51至F-NO.55任一F-NO.61 全部F-NO.61任一F-NO.71至F-NO.72 只能用评定合格的F-NO.焊材表8厚度适用范围(ASME)焊缝形式母材厚度T 适用于焊缝金属厚度最小值最大值坡口焊缝<13mm 不限制2t≥13mm不限制不限制(注)焊工合格项目说明特种设备安全管理规范TSG Z6002-2010《特种设备焊接操作人员考核细则》表1(通用)焊接方法代号焊接方法代号条电弧焊SMAW 埋弧焊SAW气焊OFW 电渣焊ESW钨极气体保护焊GTAW 等离子焊PAW熔化极气体保护焊GMAW 摩擦焊FRW药芯焊丝气体保护焊FCAW 螺柱焊SW气电立焊EGW表2 试件类别、位置、代号及适应焊件焊缝及焊件位置试件适用焊件范围对接焊缝角焊缝位置管板角焊缝焊件位置类别代号试件位置板和外径>600mm管板和外径≤600mm管板材对接1G 平焊平平(注2)平- 2G横焊平、横平、横(注2)平、横-3G立焊平、立(注平(注2)平、横、-焊缝1)立4G仰焊平、仰平(注2)平、横、仰-板材角焊缝1F 平焊--平(注3)- 2F横焊--平、横(注3)-3F立焊--平、横、立(注3)-4F仰焊平、横、仰(注3)-管材对接焊缝1G 水平转动平平平-2G垂直固定平、横平、横平、横-5G水平固定向上焊平、立、仰平、立、仰平、立、仰-5GX水平固定向下焊平、立向下、仰平、立向下、仰平、立向下、仰-6G45°固定向上焊平、横、立、仰平、横、立、仰平、横、立、仰-6GX45°固定向下焊平、横、立向下、仰平、横、立向下、仰平、横、立向下、仰-管1F45°转动--平(注3)-材角焊缝2F垂直固定横焊--平、横(注3)-2FR水平转动--平、横、立(注3)-4F垂直固定仰焊--平、横、仰(注3)-5F 水平固定--平、横、立、仰-管板角接焊缝2FG垂直固定平焊--平、横2FG 2FRG水平转动--平、横2FG、2FRG 4FG垂直固定仰焊--平、横、仰2FG、4FG 5FG水平固定--平、横、立、仰2FG、2FRG、5FG 6FG45°固定--平、横、立、仰所有位置注1:表中“立”表示向上立焊;向下立表示为“立向下”焊。
焊接证项目解释

1.焊工合格证项目的组成:焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素1.焊接方法:GTAW――氩弧焊SMAW――焊条电弧焊GMAW――气体保护焊SAW――埋弧焊2.母材类别:国家规定将母材分成4类Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。
3.焊接位置1G――板平焊管转动焊2G――板横焊管垂直固定------------公司常有的项目3G――板立焊-----------公司常有的项目4G――板仰焊5G――管水平固定(向上)-----公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)6GX――管45度固定(下降焊)2FG――管板垂直固定--------公司常有的项目4FG――管板垂直固定仰焊5FG――管板水平固定6FG――管板45度固定--------公司常有的项目4.母材规格(忽略)5.焊接材料要素1.02――实芯焊丝---------公司常有的项目2.03――药芯焊丝3.FI――钛钙型(酸性)焊条4.F3J――低氢型(碱性)焊条----公司常有的项目5.F4――不锈钢(酸性)焊条6.F4J――不锈钢低氢型(碱性)焊条--公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。
举例说明:1.GTAW-Ⅱ-5G-4/63.5-02(全氩弧焊,低合金钢63.5×4管材,水平固定,实芯焊丝)2.GTAW-Ⅰ-5G-2/63.5-02/SMAW-Ⅰ-2G(K)-5/63.5-F3J碳钢管63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度5mm),垂直固定,实芯焊丝碱性焊条。
3.SMAW-Ⅰ/Ⅱ-6FG-3.5/57-F3J管板45度电焊焊接,板材为Ⅱ类钢,管材为Ⅰ类钢,(典型的16MnR+20#)管子57×3.5 (板材规格忽略不计)碱性焊条。
焊工资格项目说明

焊工资格项目说明焊工资格项目说明一、项目目的随着科技发展和产业升级,焊接作为一项重要的加工工艺,在制造业、建筑业、船舶制造等各个领域都扮演着重要的角色。
因此,为了保证焊接作业的质量和安全,对于从事焊接工作的人员,必须经过严格的培训和评估,获得相应的职业技能证书。
本项目旨在通过各级人才培训和评估,提升我国的焊接技术水平,推进产业发展。
二、项目范围该焊工资格项目主要涵盖以下内容:1.焊接技能培训。
培训内容包括焊接基础知识、焊接工艺、安全事项等。
2.焊接技能评估。
评估内容包括焊接技能、焊缝质量、焊缝尺寸等项指标,评估结果将直接决定考生是否能获得资格证书。
3.焊接师傅评定。
对有一定工作经验、在焊接领域有突出贡献的工人进行评定,评定结果将决定其是否能被认定为焊接技术专家并获得相应的职业技能水平证书。
三、项目目标1.建立科学严谨的技能培训体系,确保焊工具备必要的知识和技能,以适应现代制造业和建设工程的需要。
2.加强对焊工的技能评估和监管,确保其操作符合标准,提高焊接质量和安全性。
3.建立焊接师傅评定体系,表彰业内精英,进一步提高职业技能水平,并为企业提供高素质员工。
四、申报条件1.年龄在18-50岁之间。
2.具有初中文化程度以上。
3.具备相关行业从业经验和技能。
4.无影响工作的视、听、语言障碍等身体疾病。
五、项目流程1.线上报名。
前期已办理就业手续的人员可在线报名,同时上传相关材料,未办理就业手续的人员可到区人力资源市场报名。
2.培训学习。
有报名资格的人员,将参加培训学习,完成培训学习的人员将得到培训合格证书。
3.技能评估。
通过线下组织的测试,对培训合格的人员进行技能考核,评估通过的人员将得到焊工证书。
4.师傅评定。
所申报的师傅将参加专业评定,评定通过的人员将得到职业技能水平证书和焊接师傅头衔。
六、项目收益1.获得焊工资格证书或职业技能水平证书,将大大增加就业机会和薪酬待遇。
2.提高了焊接技能,拓宽了发展空间,增加了职业竞争力。
焊工合格项目(2020年10月整理).pdf
焊工考试项目代号说明SMAW-FeI-5G(K)-5/60-Fef3JGMAW-FeⅡ-1G-8/159-FefS-11/15①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表A-1焊接方法代号返回表A-2钢号分类及代号返回表A-4试件形式、位置代号表A-6 试件适用于焊缝和焊件位置注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回注A-4:管材向下焊试件表A-9手工焊管板角接头试件适用于管板角接头焊件范围表A-3填充金属类别、示例与适用范围返回表A-5焊接工艺要素与代号返回SMAW-FeII-1G-12-Fef3J SMAW-FeI-5G(K)5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3JSAW-1G(K)-07/09/19焊机操作工操作技能考试项目标识方法①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)②试件位置代号(A-4),带衬垫加K③焊接工艺要素(表A-5)SAW-1G(K)-07/09/19。
焊工取证项目表

SMAW-FeⅡ-6G-5/57- Fef3J
厚度≤10的板板对接;直径≥25,厚度≤10的管管对接以及除接管与法兰焊接外的角接接头
管板角接(≥φ25)
SMAW- FeⅡ-6FG-12/57- Fef3J
直径≥25的接管与筒体的焊接,接管与法兰的焊接筒体与管板、筒体与法兰的组合焊缝,及其他角接接头。
钨极气体
保护焊
管管对接(≥φ25)
GTAW- FeⅣ-6G-5/57 -Fefs-02/10/12
焊缝金属厚度≤10的板板对接,直径≥25,厚度≤10的管管对接以及除接管与法兰外的角接接头
管板角接(≥φ18)
GTAW- FeⅣ-6FG-6/18-Fefs-02/10/12
直径≥18的接管与筒体的焊接;接管与法兰的焊接;直径≥18的换热管与管板的焊接;筒体与管板、筒体法兰的组合焊缝,及其他角接接头。
焊工取证项目表--施焊项目及适用范围
母材
方法
焊接试件形式
考试项目
适用范围
Fe II类
(碳钢及低合金钢)
焊条电
弧焊
板板对接
SMAW-FeⅡ-2G-12-Fef3J
板板对接平、横焊,直径≥76的管管对接平、横焊以及除接管与法兰焊接外的角接接头
SMAW-FeⅡ-3G-12- Fef3J
板板对接平,上立焊,直径≥76的管管对接平、上立焊以及除接管与法兰焊接外的角接接头
SMAW- FeⅣ-6G-5/57- Fef4J
焊缝金属厚度≤10的板板对接,直径≥25,厚度≤10的管管对接以及除接管与法兰外的角接接头
管板角接(≥φ25)
SMAW- FeⅣ-6FG-12/57- Fef4J
直径≥25的接管与筒体,接管与法兰的焊接;筒体与管板、筒体法兰的组合焊缝,
焊工合格项目说明word资料5页

焊工考试项目代号说明
SMAW-FeI-5G(K)-5/60-Fef3J
GMAW-FeⅡ-1G-8/159-FefS-11/15
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)
表A-2钢号分类及代号返回
注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回
表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回
注A-4:管材向下焊试件
表A-9手工焊管板角接头试件适用于管板角接头焊件范围
表A-3填充金属类别、示例与适用范围返回
表A-5焊接工艺要素与代号返回
SMAW-FeII-1G-12-Fef3J SMAW-FeI-5G(K)5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3J
SAW-1G(K)-07/09/19
焊机操作工操作技能考试项目标识方法
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)
②试件位置代号(A-4),带衬垫加K
③焊接工艺要素(表A-5)
SAW-1G(K)-07/09/19。
焊工持证项目及注释

焊条电弧焊-Ⅱ类钢-平焊-12㎜板材-低氢、碱性型焊条
SMAW-FeⅡ-6G-6/57-Fef3J
焊条电弧焊-Ⅱ类钢-45°管固定向上焊-管壁厚度6㎜/管径57㎜-低氢、 碱性型焊条
SMAW-FeⅡ-6FG-12/57-Fef3J
焊条电弧焊-Ⅱ类钢-管板角接头45°固定-管壁厚度12㎜/管径57㎜-低氢 、碱性焊条
焊条电弧焊-Ⅱ类钢-平焊-12㎜板材-低氢、碱性型焊条 焊条电弧焊-Ⅱ类钢-管水平固定向上焊-管壁厚度6㎜/管径57㎜-低氢、
碱性焊条
埋弧焊-平焊(带垫板)-焊条型号 焊条电弧焊-Ⅱ类钢-平焊-12㎜板材-低氢、碱性型焊条 焊条电弧焊-Ⅱ类钢-横焊-管壁厚度6㎜/管径57㎜-低氢、碱性焊条
埋弧焊-平焊(带垫板)-焊条型号 钨极气体保护焊-Ⅱ类钢-横焊-管壁厚度4㎜/管径57㎜-焊条型号
焊条电弧焊-Ⅱ类钢-平焊-12㎜板材-低氢、碱性型焊条
SMAW-FeⅣ-1G-12-Fef4
焊条电弧焊-Ⅳ类钢-平焊-12㎜板材-钛型、钛钙型焊条
SMAW-FeⅣ-5G-6/57-Fef4
焊条电弧焊-Ⅳ类钢-管固定向上焊-管壁厚度6㎜/管径57㎜-钛型、钛钙 型焊条
SMAW-FeⅡ-1G-12-Fef3J
SMAW-FeⅣ-5FG-12/57-Fef4
焊条电弧焊-Ⅳ类钢-管板角接头水平固定-管壁厚度12㎜/管径57㎜-钛型 、钛钙型焊条
SMAW-FeⅡ-6G-6/57-Fef3J
焊条电弧焊-Ⅱ类钢-45°管固定向上焊-管壁厚度6㎜/管径57㎜-低氢、 碱性型焊条
SMAW-FeⅡ-1G-12-Fef3J
GTAW-FeⅡ-6G-3/57-Fefs-02/11/12+SMAW-FeⅡ-6G(K)-3/57-Fef3J 充材料:药芯焊丝-焊条型号+焊条电弧焊-Ⅱ类钢-45°管固定向上焊
焊工合格项目说明-新-5页精选文档
焊工合格项目说明表1(通用)
表2(ASME)
表3(ASME)
表4
表5 材料适用范围(ASME )
表6管外径适用范围(ASME )
表7焊接材料适用范围(ASME )
表8厚度适用范围(ASME)
焊工合格项目说明
特种设备安全管理规范TSG Z6002-2019《特种设备焊接操作人员考核细则》表1(通用)
表2 试件类别、位置、代号及适应焊件焊缝及焊件位置
注1:表中“立”表示向上立焊;向下立表示为“立向下”焊。
注2:板材对接焊缝试件考试合格后,适用于管材对接焊缝试件事,管外径应大于等于管外径76mm。
注3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径时应大于等于管外径76mm。
表3 手工焊对接焊缝试件适用于随街焊缝焊件焊缝金属厚度范围mm
表5 手工焊管板角接头试件适用于管板角接头焊缝尺寸范围mm
表6 手工焊焊工管材角焊缝试件适用于管材角焊缝焊件尺寸范围mm
表7 手工焊焊工板材角焊缝试件适用于角焊缝焊件范围mm。
焊工合格项目说明
焊工合格项目说明 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
焊工考试项目代号说明-Fe-(K)-/-
GMAW-FeⅡ-1G-8/159-FefS-11/15
①(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属号(表A-2,试件为异种金属X/X)—③—④(对于板材角焊缝为试件母材厚度)—⑤—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)
表A-2钢号分类及代号
表A-4试件形式、位置代号表A-6 试件适用于焊缝和焊件位置
注A-1:表中“立”表示向上立焊;向下立焊表示为“立向下”焊
注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围
表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围
注A-4:管材向下焊试件
表A-9手工焊管板角接头试件适用于管板角接头焊件范围
表A-3填充金属类别、示例与适用范围
表A-5焊接工艺要素与代号
-Fe--- -Fe-(K)/-
GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3J SAW-1G(K)-07/09/19
焊机操作工操作技能考试项目标识方法
①(表A-1耐蚀堆焊加代号N与试件母材厚度)
②
③焊接工艺要素(表A-5)SAW-1G(K)-07/09/19。
焊工文字说明
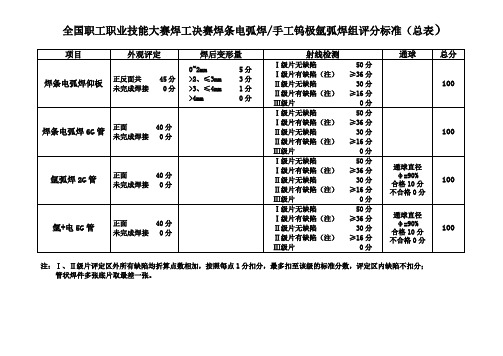
全国职工职业技能大赛焊工决赛焊条电弧焊/手工钨极氩弧焊组评分标准(总表)
注:Ⅰ、Ⅱ级片评定区外所有缺陷均折算点数相加,按照每点1分扣分,最多扣至该级的标准分数,评定区内缺陷不扣分;
管状焊件多张底片取最差一张。
全国职工职业技能大赛焊工决赛焊条电弧焊/手工钨极氩弧焊组评分标准(外观评分表)
全国职工职业技能大赛焊工决赛CO2气体保护半自动焊组评分标准(总表)
注:Ⅰ、Ⅱ级片评定区外所有缺陷均折算点数相加,按照每点1分扣分,最多扣至该级的标准分数,评定区内缺陷不扣分;
管状焊件多张底片取最差一张。
全国职工职业技能大赛焊工决赛CO2气体保护半自动焊组评分标准(外观评分表)
4.焊缝表面成形标准:a)优—成形美观,鱼鳞均匀细密,高低宽窄一致;b)良—成形较好,鱼鳞均匀,焊缝平整;
c)中—成形尚可,焊缝平直;d)差—焊缝弯曲,高低宽窄明显。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊工合格项目说明表1(通用)
表2(ASME)
表3(ASME)
表4
表5 材料适用范围(ASME)
表6管外径适用范围(ASME)
表7焊接材料适用范围(ASME)
表8厚度适用范围(ASME)
焊工合格项目说明
特种设备安全管理规范TSG Z6002-2010《特种设备焊接操作人员考核细则》表1(通用)
表2 试件类别、位置、代号及适应焊件焊缝及焊件位置
注1:表中“立”表示向上立焊;向下立表示为“立向下”焊。
注2:板材对接焊缝试件考试合格后,适用于管材对接焊缝试件事,管外径应大于等于管外径76mm。
注3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径时应大于等于管外径76mm。
表3 手工焊对接焊缝试件适用于随街焊缝焊件焊缝金属厚度范围mm
表5 手工焊管板角接头试件适用于管板角接头焊缝尺寸范围mm
表6 手工焊焊工管材角焊缝试件适用于管材角焊缝焊件尺寸范围mm
表7 手工焊焊工板材角焊缝试件适用于角焊缝焊件范围mm。