焊工合格项目
特种设备焊工项目考试合格项目代号编制方法及其适用范围

特种设备焊工项目考试合格项目代号编制方法及其适用围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用围○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);○2试件位置代号,见表A-4,带衬垫加代号:(K);○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
焊工取证项目表

母材
方法
焊接试件形式
考试项目
适用范围
Fe II类
(碳钢及低合金钢)
焊条电
弧焊
板板对接
SMAW-FeⅡ-2G-12-Fef3J
板板对接平、横焊,直径≥76的管管对接平、横焊以及除接管与法兰焊接外的角接接头
SMAW-FeⅡ-3G-12- Fef3J
板板对接平,上立焊,直径≥76的管管对接平、上立焊以及除接管与法兰焊接外的角接接头
SMAW- FeⅣ-6G-5/57- Fef4J
焊缝金属厚度≤10的板板对接,直径≥25,厚度≤10的管管对接以及除接管与法兰外的角接接头
管板角接(≥φ25)
SMAW- FeⅣ-6FG-12/57- Fef4J
直径≥25的接Leabharlann 与筒体,接管与法兰的焊接;筒体与管板、筒体法兰的组合焊缝,
及其他角接接头。
FeⅣ类(不锈钢)
焊条
电弧焊
板板对接
SMAW- FeⅣ-2G-12- Fef4J
板板对接平、横焊,直径≥76的管管对接平、横焊以及除接管与法兰焊接外的角接接头
SMAW- FeⅣ-3G-12- Fef4J
板板对接平,上立焊,直径≥76的管管对接平、上立焊以及除接管与法兰焊接外的角接接头
管管对接(≥φ25)
管管对接(≥φ25)
SMAW-FeⅡ-6G-5/57- Fef3J
厚度≤10的板板对接;直径≥25,厚度≤10的管管对接以及除接管与法兰焊接外的角接接头
管板角接(≥φ25)
SMAW- FeⅡ-6FG-12/57- Fef3J
直径≥25的接管与筒体的焊接,接管与法兰的焊接筒体与管板、筒体与法兰的组合焊缝,及其他角接接头。
焊接考试要求及相应项目

焊接考试要求及相应项目一、考试要求1. 考试目的焊接考试旨在评估焊工的技能和能力,确保其具备进行安全有效的焊接工作的能力。
考试要求焊工在特定条件下使用正确的焊接方法和设备,达到符合相关标准和规范的焊接质量要求。
2. 考试合格标准考试合格标准根据不同焊接项目的要求而有所不同。
一般来说,焊工需要满足以下条件才能通过考试: - 无明显的焊缺陷,如气孔、夹渣、裂纹等; - 符合焊接标准和规范的焊接质量要求; - 通过焊接拼合试样的实际测试。
3. 考试项目焊接考试包含以下几个主要项目,具体要求如下:3.1 焊接材料准备在焊接项目之前,焊工需要准备好焊接材料,包括焊接金属材料、焊条或焊丝、气体或药剂等。
焊工需要根据焊接材料的类型和要求进行正确的准备。
3.2 焊接设备检查焊工需要检查焊接设备的状态和性能,确保其正常工作。
包括检查焊接机、电缆、气体供应等设备,确保其符合安全操作要求。
3.3 焊接电流设置根据焊接项目的要求,焊工需要正确设置焊接电流。
电流设置不当可能导致焊接质量不达标或设备损坏。
3.4 清洁工作区域焊工需要在焊接之前清洁工作区域,确保没有杂质和污染物。
清洁工作区域可以提高焊接质量和工作安全。
3.5 焊接执行焊工需要按照焊接程序要求进行焊接操作,包括焊接位置、焊接顺序、焊接速度等。
焊接过程中需要注意焊接参数的控制,确保焊缝的形状和质量符合要求。
3.6 焊后处理焊接完成后,焊工需要进行相应的焊后处理。
包括清理焊接残渣、打磨焊缝、进行非破坏性检测等。
焊后处理的目的是提高焊接质量和外观。
二、考试安排1. 考试时间和地点焊接考试的时间和地点将根据实际情况安排。
通常考试会在具备焊接设备和实验室的专业培训机构或焊接工厂进行。
2. 考试流程焊接考试分为理论考试和实际操作考试两个环节。
2.1 理论考试理论考试主要测试焊工对焊接知识和相关标准的理解程度。
考试内容包括焊接原理、焊接材料、焊接方法和工艺、焊接标准和规范等。
焊工技能测评标准及评分表
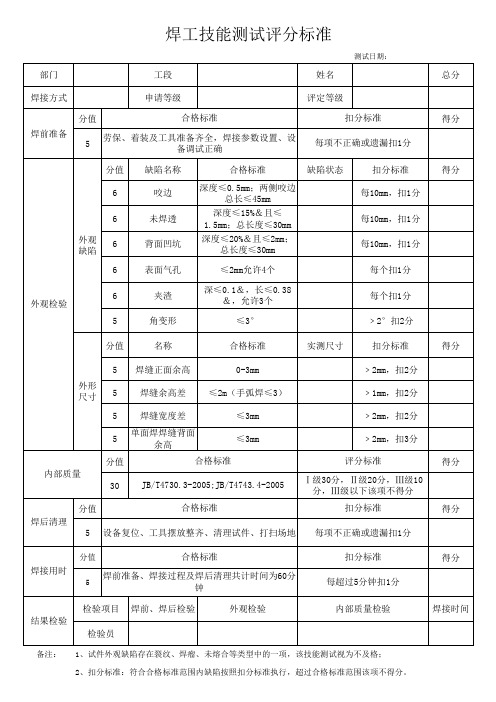
分值
合格标准
焊后清理 5 设备复位、工具摆放整齐、清理试件、打扫场地
扣分标准 每项不正确或遗漏扣1分
得分 得分
焊接用时
分值
合格标准
5
焊前准备、焊接过程及焊后清理共计时间为60分 钟
扣分标准 每超过5分钟扣1分
结果检验
检验项目 焊前、焊后检验 检验员
外观检验
内部质量检验
备注:
1、试件外观缺陷存在裂纹、焊瘤、未熔合等类型中的一项,该技能测试视为不及格; 2、扣分标准:符合合格标准范围内缺陷按照扣分标准执行,超过合格标准范围该项不得分。
焊缝正面余高 焊缝余高差
0-3mm ≤2m(手弧焊≤3)
﹥2mm,扣2分 ﹥1mm,扣2分
5 焊缝宽度差
≤3mm
﹥2mm,扣2分
内部质量
5
单面焊焊缝背面 余高
≤3mm
分值
合格标准
30 JB/T4730.3-2005;JB/T4743.4-2005
﹥2mm,扣3分
评分标准 Ⅰ级30分,Ⅱ级20分,Ⅲ级10
深度≤15%&且≤ 1.5mm;总长度≤30mm
深度≤20%&且≤2mm; 总长度≤30mm
≤2mm允许4个
深≤0.1&,长≤0.38 &,允许3个
≤3°
扣分标准 每10mm,扣1分 每10mm,扣1分 每10mm,扣1分
每个扣1分 每个扣1分 ﹥2°扣2分
得分
分值
名称
合格标准
实测尺寸
扣分标准
得分
5 外形 尺寸 5
焊工技能测试评分标准
部门
工段
姓名
测试日期:
总分ห้องสมุดไป่ตู้
焊工项目考试合格项目代号编制方法及其适用范围

识考试和操作技能考试的简称。除普通焊工项目考试外,焊工项目
考试还包括焊工专项考试和专用焊工项目考试。
z 焊工专项考试
以下三类有特殊要求的焊工项目考试称为焊工专项考试:
(1)X 类专项考试-HAF603 附件 1 表 1 中未列的特殊焊接方法
以及 HAF603 附件 1 表 2 所列Ⅸ类母材的特种金属焊接活动为 X 类专
备注
将带极堆焊(埋弧和电渣堆焊)分成 带极埋弧堆焊和电渣堆焊
— 64 —
六、试件形式代号 6.1 焊工试件形式代号
焊接评定焊工考试焊接性讲解

CE﹤0.4 ﹪时,淬硬倾向不大,焊接性良好
堆焊试件母材厚度 适用于堆焊焊件母材厚度范围(mm)
T(mm)
最小值
最大值
<25
T
不限
≥25
25
不限
10)焊接位置:6G、6GX、6FG
11)向下立焊和向上焊不能互代。 12)摩擦焊焊考试件应与焊评的焊件相同。
4、合格项目的适用范围:
1)材料变化时,属下列情况之一的,不需重考:
• 手工焊采用某类别钢号合格后:焊接该类别其它钢号; 焊接该类别钢号与低类别钢号的异种钢接头;除Ⅳ外 的低类别钢号。
GTAW-Ⅰ-5G-3/60-02
⑦-焊接要素代号
SMAW-Ⅰ-5G(K)-5/60-F3J
2、焊机操作工考试项目: ①-②-③
①-焊接方法代号[耐蚀堆焊加(N﹢试件母材厚度) ②-试件形式(位置)代号[带衬垫加(K)] ③-焊接要素代号(两种以上要素时用‘/’分开)
例:版厚为16mm的0Cr19Ni9钢板,采用埋弧自动焊平焊,背
《现场设备、工业管道焊接工程施工及验收规范》
(GB50236-98) 《建筑钢结构焊接工艺规程》(JGJ81-2002) 《石油天然气金属管道焊接工艺评定》
(SY/T0452-2002)
• 焊评的程序和内容
拟定焊评任务书→拟定焊评指导书→试件及设备准备→试件 焊接(记录)→检验检测(报告)→试样制备→理化试验(报告) →编制焊评报告(合格否)
• 焊工合格项目代号:
1、手工焊焊工考试项目:
①-②-③-④/⑤-⑥-⑦(不出现不填)
①-焊接方法代号[耐蚀堆焊加(N﹢试件母材厚度)
焊工国家职业技能标准

焊工国家职业技能标准
焊接是一项古老而又重要的工艺,它在现代工业生产中扮演着至关重要的角色。
焊工作为一个职业,需要具备一定的专业技能和标准。
因此,制定并实施焊工国家职业技能标准对于提高焊工的整体素质和水平至关重要。
首先,焊工国家职业技能标准应该明确规定焊工的基本技能要求。
包括但不限
于焊接设备的操作、焊接材料的选择、焊接工艺的掌握、焊接质量的保证等方面。
这些基本技能是焊工必须掌握的基础,也是保证焊接质量的关键。
其次,焊工国家职业技能标准应该包括对焊工安全意识和操作规范的要求。
焊
接作业中存在着一定的安全风险,因此焊工必须具备良好的安全意识,严格遵守操作规程,做好个人防护措施,确保自身和他人的安全。
另外,焊工国家职业技能标准还应该对焊工的职业素养和团队合作能力提出要求。
作为一名合格的焊工,除了具备专业的焊接技能外,还应该具备良好的职业道德和团队协作精神。
只有这样,才能在工作中做到与人和谐相处,积极配合他人,共同完成工作任务。
此外,焊工国家职业技能标准还应该对焊工的技能培训和继续教育提出要求。
随着科技的不断发展和工业生产的不断进步,焊接技术也在不断更新和演进。
因此,焊工需要不断学习新知识、新技术,提高自己的综合素质和竞争力。
总的来说,焊工国家职业技能标准的制定和实施对于提高焊工的整体素质和水
平具有重要意义。
只有通过严格的技能标准要求,才能培养出一支技术过硬、安全可靠、职业素养高的焊工队伍,为工业生产的发展和进步做出应有的贡献。
焊工国家职业技能标准的不断完善和落实,将为我国焊接行业的发展奠定坚实的基础。
焊工合格项目说明

焊工合格项目说明焊工考试项目代号说明SMAW-Fe I-5G(K)-5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表A-1焊接方法代号返回表A-2钢号分类及代号返回表A-4试件形式、位置代号表A-6 试件适用于焊缝和焊件位置注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回注A-4:管材向下焊试件表A-9手工焊管板角接头试件适用于管板角接头焊件范围表A-3填充金属类别、示例与适用范围返回表A-5焊接工艺要素与代号返回SMAW-Fe II-1G-12-Fef3J SMAW-Fe I-5G(K)5/60-Fef3JGMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3JSAW-1G(K)-07/09/19焊机操作工操作技能考试项目标识方法①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)②试件位置代号(A-4),带衬垫加K③焊接工艺要素(表A-5)SAW-1G(K)-07/09/19。
项目管理-焊工项目考试合格项目代号编制方法及其适用范围

适用范围 气焊 焊条电弧焊 手工钨极氩弧焊 半自动熔化极气体保护焊 手工等离子弧焊接 半自动药芯焊丝电弧焊
备注 将等离子弧焊接区分手工和自动两种
5.3 焊接操作工焊接方法代号:
— 63 —
02 t5 D200 PA ss nb 和 HD T GW VI C t15 D200 PA ss mb。 对于采用 5.2、5.3 节列表以外的焊接方法的情况,聘用单位应
将新增的焊接方法代号报国家核安全局备案,由国家核安全局发文 后统一使用。
5.2 焊工焊接方法代号
代号 HQ HD。除普通焊工项目考试外,焊工项目
考试还包括焊工专项考试和专用焊工项目考试。
z 焊工专项考试
以下三类有特殊要求的焊工项目考试称为焊工专项考试:
(1)X 类专项考试-HAF603 附件 1 表 1 中未列的特殊焊接方法
以及 HAF603 附件 1 表 2 所列Ⅸ类母材的特种金属焊接活动为 X 类专
附件三:
焊工项目考试合格项目代号编制方法及其适用范围
一、目的 《民用核安全设备焊工焊接操作工资格管理规定》(HAF603)的 附件 1、附件 2 和附件 3 确定了针对特定的核安全设备焊接活动的操 作技能考试的考试和检验要求以及考试合格项目代号。为便于核安 全设备焊工焊接操作工考核中心和聘用单位焊工焊接操作工资格管 理工作,保证核安全设备焊接活动的顺利进行,本文件根据 HAF603 及其附件确定的原则,给出焊工项目考试合格项目代号(简称项目 代号)编制方法和适用范围。 本文件是对 HAF603 的补充和解释,适用于聘用单位选择焊工项 目考试申请项目代号、考核中心确定考试项目代号以及聘用单位为 持证焊工、焊接操作工安排焊接活动。聘用单位以及考核中心在焊 工项目考试时应根据 HAF603 和本文件确定焊工项目考试合格项目代 号。 二、技能变素与适用原则 与焊接活动有关,其变化会影响焊工项目考试结果适用性的近 似因素或参数的综合叫做技能变素,在 HAF603 中简称变素。为了便 于管理,HAF603 将技能变素归纳为八个类别:焊接方法、试件形式、 焊缝形式、母材类别、焊接材料、焊缝金属厚度与管材外径、焊接
焊工合格项目说明
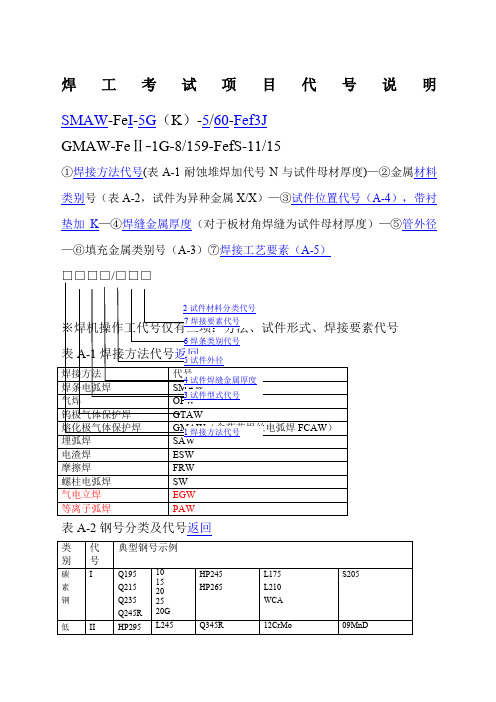
焊工考试项目代号说明
SMAW-Fe I-5G(K)-5/60-Fef3J
GMAW-FeⅡ-1G-8/159-FefS-11/15
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)
表A-2钢号分类及代号返回
位置
注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围返回
表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围返回
注A-4:管材向下焊试件
表A-9手工焊管板角接头试件适用于管板角接头焊件范围
表A-3填充金属类别、示例与适用范围返回
表A-5焊接工艺要素与代号返回
SMAW-Fe II-1G-12-Fef3J SMAW-Fe I-5G(K)5/60-Fef3J GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3J
SAW-1G(K)-07/09/19
焊机操作工操作技能考试项目标识方法
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)
②试件位置代号(A-4),带衬垫加K
③焊接工艺要素(表A-5)
SAW-1G(K)-07/09/19。
特种设备金属材料焊工考试范围、内容、方法和结果评定

特种设备金属材料焊工考试范围、内容、方法和结果评定A1 适用范围本附件规定了特种设备金属材料焊工考试范围、内容、方法、结果评定与项目代号。
适用于特种设备用金属材料的气焊、焊条电弧焊、钨极气体保护焊、熔化极气体保护焊、埋弧焊、等离子弧焊、气电立焊、电渣焊、摩擦焊、螺柱焊和耐蚀堆焊的焊工考试。
A2 术语A2.1 焊工从事焊接操作的人员。
焊工分为手工焊焊工、机动焊焊工和自动焊焊工。
机动焊焊工和自动焊焊工合称焊机操作工。
A2.2 手工焊焊工用手进行操作和控制工艺参数而完成的焊接,填充金属可以由人工送给,也可以由焊机送给。
A2.3 机动焊焊工操作焊机进行调节与控制工艺参数而完成的焊接。
A2.4 自动焊焊机自动进行调节与控制工艺参数而完成焊接。
A2.5 焊机操作工操作机动焊、自动焊设备的焊工。
A3 基本知识考试范围(1)特种设备的分类、特点和焊接要求;(2)金属材料的分类、牌号、化学成分、使用性能、焊接特点和焊后热处理;(3)焊接材料(包括焊条,焊丝、焊剂和气体等)类型、型号、牌号、性能、使用和保管;(4)焊接设备、工具和测量仪表的种类、名称、使用和维护;(5)常用焊接方法的特点、焊接工艺参数、焊接顺序、操作方法与焊接质量的影响因素;(6)焊缝形式、接头形式、坡口形式、焊缝符号与图样识别;(7)焊接缺陷的产生原因、危害、预防方法和返修;(8)焊缝外观检查方法和要求,无损检测方法的特点、适用范围;(9)焊接应力和变形的产生原因和防止方法;(10)焊接质量控制系统、规章制度、工艺纪律基本要求;(11)焊接作业指导书、焊接工艺评定;(12)焊接安全和规定。
(13)特种设备法律、法规和标准;(14)法规、安全技术规范有关焊接作业人员考核和管理规定。
A4 焊接操作技能考试A4.1焊接操作技能的要素与焊接操作技能的要素如下:(1)焊接方法;(2)焊接方法的机动化程度;(3)金属材料类别;(4)填充金属类别;(5)试件位置;(6)衬垫;(7)焊缝金属厚度;(8)管材外径;(9)焊接工艺因素。
焊工合格项目说明-新

焊工合格项目说明-新焊工合格项目说明表1(通用)焊接方法代号焊接方法代号条电弧焊SMAW 埋弧焊SAW气焊OFW 电渣焊ESW钨极气体保护焊GTAW 等离子焊PAW熔化极气体保护焊GMAW 摩擦焊FRW药芯焊丝气体保护FCAW 螺柱焊SW焊气电立焊EGW表2(ASME)类别代号典型材料碳钢P1 SA-516 70不锈钢P8 304L,316L铝材P21~P25 50,525,183铜P31~P35 C10200镍P41~P49 HC-22,HC-276,HB-3钛P51~P54 GR2锆P61~P62 R60702,R60705 表3(ASME)试板形式位置代号板对接平焊1G横焊2G立焊3G仰焊4G管对接水平转动1G 垂直固定2G 水平固定5G 45度固定6G角接头平焊1F横焊2F立焊3F仰焊4F 管板水平转动2FR 管板水平固定5F螺柱焊平焊1S 横焊2S 仰焊4S表4㈢有下列情况之一的,焊工要重新评定①焊接方法改变表5 材料适用范围(ASME )评定试件母材适用范围P-或S-NO.1至P-或S-NO.11或P-或S-NO.34或P-或S-NO.41至P-或S-NO.49P-或S-NO.1至P-或S-NO.11和P-或S-NO.34和P-和S-NO.41至P-或S-NO.49P-或S-NO.21至P-或S-NO.25 P-或S-NO.21至P-或S-NO.25 P-或S-NO.51至P-或S-NO.53或P-或S-NO.61至P-或S-NO.62 P-或S-NO.51至P-或S-NO.53 和P-或S-NO.61至P-或S-NO.62表6管外径适用范围(ASME )对接试管母材外径 适用范围 最小值 最大值<25D 不限 25≤D <73 25 不限 ≥73 73不限角接试管母材外径 适用范围 最小值 最大值<25 D 不限 25≤D <73 25 不限 ≥7373不限②对于SMAW 、GTAW 、GMAW (含FCAW )、PAW 减去垫板(原评定有垫板的),对于OFW 增加垫板的③ 母材P-NO.改变,除表4允许替代的以外 ④ 管直径超出表5允许的范围 ⑤焊接材料F-NO.改变,除表6 允许替代的以外⑥ 焊缝金属厚度超过表7允许的范围 ⑦ 焊接位置超出表8允许的范围⑧ 对于GTAW 、PAW 加减焊丝(即使用焊丝和不填丝之间的改变)需要重新评定 ⑨ 焊接位置超出表8允许的范围⑩对于SMAW 、GTAW 、GMAW (含FCAW )、PAW 改变立向上为立向下或反之;增加或者减少嵌条,以及减少背部气体保护等都需要重新评定㈣ 坡口焊缝评定合格的,可以焊接任意厚度规格的角焊缝表7焊接材料适用范围(ASME)评定试件用焊材适用范围任一F-NO.6 所有的F-NO.6任一F-NO.21至F-NO.25 所有的F-NO.21至F-NO.25任一F-NO.31至F-NO.33,F-NO.35至F-NO.37只能用评定合格的F-NO.焊材F-NO.34或任一F-NO.41至F-NO.46 F-NO.34和所有的F-NO.41至F-NO.46 任一F-NO.51至F-NO.55 全部F-NO.51至F-NO.55任一F-NO.61 全部F-NO.61任一F-NO.71至F-NO.72 只能用评定合格的F-NO.焊材表8厚度适用范围(ASME)焊缝形式母材厚度T 适用于焊缝金属厚度最小值最大值坡口焊缝<13mm 不限制2t≥13mm不限制不限制(注)焊工合格项目说明特种设备安全管理规范TSG Z6002-2010《特种设备焊接操作人员考核细则》表1(通用)焊接方法代号焊接方法代号条电弧焊SMAW 埋弧焊SAW气焊OFW 电渣焊ESW钨极气体保护焊GTAW 等离子焊PAW熔化极气体保护焊GMAW 摩擦焊FRW药芯焊丝气体保护焊FCAW 螺柱焊SW气电立焊EGW表2 试件类别、位置、代号及适应焊件焊缝及焊件位置试件适用焊件范围对接焊缝角焊缝位置管板角焊缝焊件位置类别代号试件位置板和外径>600mm管板和外径≤600mm管板材对接1G 平焊平平(注2)平- 2G横焊平、横平、横(注2)平、横-3G立焊平、立(注平(注2)平、横、-焊缝1)立4G仰焊平、仰平(注2)平、横、仰-板材角焊缝1F 平焊--平(注3)- 2F横焊--平、横(注3)-3F立焊--平、横、立(注3)-4F仰焊平、横、仰(注3)-管材对接焊缝1G 水平转动平平平-2G垂直固定平、横平、横平、横-5G水平固定向上焊平、立、仰平、立、仰平、立、仰-5GX水平固定向下焊平、立向下、仰平、立向下、仰平、立向下、仰-6G45°固定向上焊平、横、立、仰平、横、立、仰平、横、立、仰-6GX45°固定向下焊平、横、立向下、仰平、横、立向下、仰平、横、立向下、仰-管1F45°转动--平(注3)-材角焊缝2F垂直固定横焊--平、横(注3)-2FR水平转动--平、横、立(注3)-4F垂直固定仰焊--平、横、仰(注3)-5F 水平固定--平、横、立、仰-管板角接焊缝2FG垂直固定平焊--平、横2FG 2FRG水平转动--平、横2FG、2FRG 4FG垂直固定仰焊--平、横、仰2FG、4FG 5FG水平固定--平、横、立、仰2FG、2FRG、5FG 6FG45°固定--平、横、立、仰所有位置注1:表中“立”表示向上立焊;向下立表示为“立向下”焊。
焊工国家职业标准
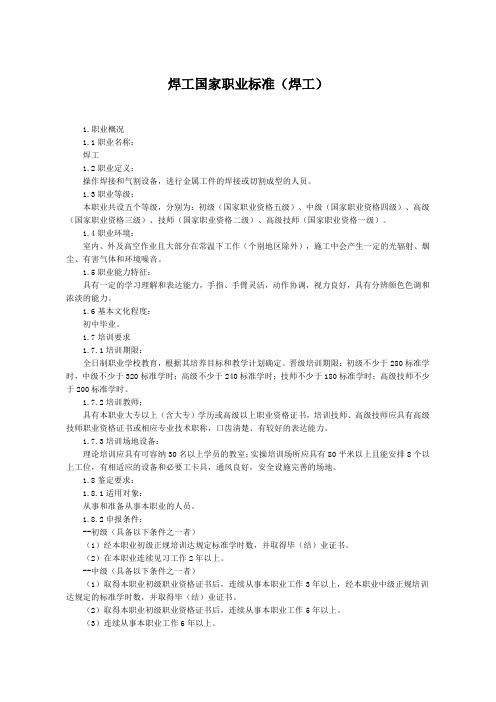
焊工国家职业标准(焊工)1.职业概况1.1职业名称:焊工1.2职业定义:操作焊接和气割设备,进行金属工件的焊接或切割成型的人员。
1.3职业等级:本职业共设五个等级,分别为:初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。
1.4职业环境:室内、外及高空作业且大部分在常温下工作(个别地区除外),施工中会产生一定的光辐射、烟尘、有害气体和环境噪音。
1.5职业能力特征:具有一定的学习理解和表达能力,手指、手臂灵活,动作协调,视力良好,具有分辨颜色色调和浓淡的能力。
1.6基本文化程度:初中毕业。
1.7培训要求1.7.1培训期限:全日制职业学校教育,根据其培养目标和教学计划确定。
晋级培训期限:初级不少于280标准学时,中级不少于320标准学时;高级不少于240标准学时;技师不少于180标准学时;高级技师不少于200标准学时。
1.7.2培训教师:具有本职业大专以上(含大专)学历或高级以上职业资格证书,培训技师、高级技师应具有高级技师职业资格证书或相应专业技术职称,口齿清楚、有较好的表达能力。
1.7.3培训场地设备:理论培训应具有可容纳30名以上学员的教室;实操培训场所应具有80平米以上且能安排8个以上工位,有相适应的设备和必要工卡具,通风良好,安全设施完善的场地。
1.8鉴定要求:1.8.1适用对象:从事和准备从事本职业的人员。
1.8.2申报条件:--初级(具备以下条件之一者)(1)经本职业初级正规培训达规定标准学时数,并取得毕(结)业证书。
(2)在本职业连续见习工作2年以上。
--中级(具备以下条件之一者)(1)取得本职业初级职业资格证书后,连续从事本职业工作3年以上,经本职业中级正规培训达规定的标准学时数,并取得毕(结)业证书。
(2)取得本职业初级职业资格证书后,连续从事本职业工作5年以上。
(3)连续从事本职业工作6年以上。
焊接证项目解释

1.焊工合格证项目的组成:焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素1.焊接方法:GTAW――氩弧焊SMAW――焊条电弧焊GMAW――气体保护焊SAW――埋弧焊2.母材类别:国家规定将母材分成4类Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。
3.焊接位置1G――板平焊管转动焊2G――板横焊管垂直固定------------公司常有的项目3G――板立焊-----------公司常有的项目4G――板仰焊5G――管水平固定(向上)-----公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)6GX――管45度固定(下降焊)2FG――管板垂直固定--------公司常有的项目4FG――管板垂直固定仰焊5FG――管板水平固定6FG――管板45度固定--------公司常有的项目4.母材规格(忽略)5.焊接材料要素1.02――实芯焊丝---------公司常有的项目2.03――药芯焊丝3.FI――钛钙型(酸性)焊条4.F3J――低氢型(碱性)焊条----公司常有的项目5.F4――不锈钢(酸性)焊条6.F4J――不锈钢低氢型(碱性)焊条--公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。
举例说明:1.GTAW-Ⅱ-5G-4/63.5-02(全氩弧焊,低合金钢63.5×4管材,水平固定,实芯焊丝)2.GTAW-Ⅰ-5G-2/63.5-02/SMAW-Ⅰ-2G(K)-5/63.5-F3J碳钢管63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度5mm),垂直固定,实芯焊丝碱性焊条。
3.SMAW-Ⅰ/Ⅱ-6FG-3.5/57-F3J管板45度电焊焊接,板材为Ⅱ类钢,管材为Ⅰ类钢,(典型的16MnR+20#)管子57×3.5 (板材规格忽略不计)碱性焊条。
电焊工分类表
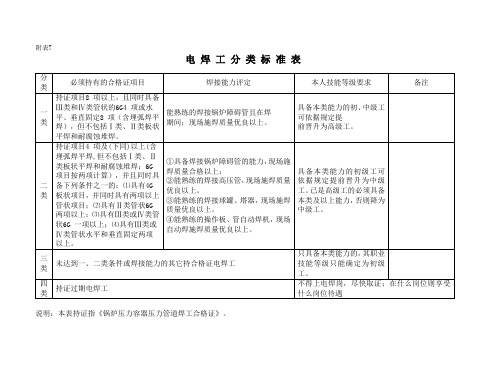
类
未达到一、二类条件或焊接能力的其它持合格证电焊工
只具备本类能力的,其职业技能等级只能确定为初级工。
四
类
持证过期电焊工
不得上电焊岗,尽快取证;在什么岗位则享受什么岗位待遇
说明:本表持证指《锅炉压力容器压力管道焊工合格证》。
附表7
电焊工分类标准表
分
类
必须持有的合格证项目
焊接能力评定
本人技能等级要求
备注
一
类
持证项目8项以上,且同时具备Ⅲ类和Ⅳ类管状的6G4项或水平、垂直固定8项(含埋弧焊平焊),但不包括Ⅰ类、Ⅱ类板状平焊和耐腐蚀堆焊。
能熟练的焊接锅炉障碍管且在焊
期间;现场施焊质量优良以上。
具备本类能力的初、中施焊质量合格以上;
②能熟练的焊接高压管,现场施焊质量优良以上。
③能熟练的焊接球罐、塔器,现场施焊质量优良以上。
④能熟练的操作板、管自动焊机,现场自动焊施焊质量优良以上。
具备本类能力的初级工可依据规定提前晋升为中级工。已是高级工的必须具备本类及以上能力,否则降为中级工。
前晋升为高级工。
二
类
持证项目4项及(下同)以上(含埋弧焊平焊,但不包括Ⅰ类、Ⅱ类板状平焊和耐腐蚀堆焊;6G项目按两项计算),并且同时具备下列条件之一的:⑴具有4G板状项目,并同时具有两项以上管状项目;⑵具有Ⅱ类管状6G两项以上;⑶具有Ⅲ类或Ⅳ类管状6G一项以上;⑷具有Ⅲ类或Ⅳ类管状水平和垂直固定两项以上。
电气焊工技能等级考核项目及评分标准
电气焊工技能等级考核项目及评分标准高级电(气)焊工一、工作技能(40分)1、熟知本岗位相关的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(10分)3、掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务。
(5分)4、合理布置车间内部焊接、通风和防护设备的基本知识。
(5分)5、对相关岗位的操作技能达到中级水平,并能够解决工作中出现的疑难问题。
(5分)6、具有一定的专业理论知识如:识图以及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件的合格率达到95%以上。
(8分)2、合理布置车间内部焊接、通风和防护设备,工器具摆放整齐,工作现场简洁有秩序。
(5分)3、检修工作按计划进行,材料工器具的准备及时准确,判断问题清楚,解决问题到位。
(3分)4、检修后的设备及备件要保证一定的使用时间,对经常出现的故障部位要提出整改意见,措施到位,效果明显。
(4分)三、工作效率(20分)1、准备工作要及时准确,不重复工作,检修工作有序连贯。
(10分)2、能在计划时间内完成工作并达标,能在计划材料量的前提下完成工作并达标。
(10分)四、工作经验(20分)1、从事焊工工作8年以上。
(8分)2、参加或负责过本单位的设备维修工作。
(5分)行过程中的突发故障。
(7分)中级电(气)焊工一、工作技能(40分)1、熟知本岗位及相关岗位的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(5分)3、掌握本岗位(车间)的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工任务。
(5分)4、能够经济合理的准备本岗位的备品备件。
(5分)5、能够解决工作中出现的突发故障。
(5分)6、具有相应的专业理论知识如:识图及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件合格率达到90%----95%。
(8分)2、合理布置车间内部焊接、通风和防护设备,工器具摆放整齐,工作现场简洁有秩序。
焊工资格项目说明

焊工资格项目说明焊工资格项目说明一、项目目的随着科技发展和产业升级,焊接作为一项重要的加工工艺,在制造业、建筑业、船舶制造等各个领域都扮演着重要的角色。
因此,为了保证焊接作业的质量和安全,对于从事焊接工作的人员,必须经过严格的培训和评估,获得相应的职业技能证书。
本项目旨在通过各级人才培训和评估,提升我国的焊接技术水平,推进产业发展。
二、项目范围该焊工资格项目主要涵盖以下内容:1.焊接技能培训。
培训内容包括焊接基础知识、焊接工艺、安全事项等。
2.焊接技能评估。
评估内容包括焊接技能、焊缝质量、焊缝尺寸等项指标,评估结果将直接决定考生是否能获得资格证书。
3.焊接师傅评定。
对有一定工作经验、在焊接领域有突出贡献的工人进行评定,评定结果将决定其是否能被认定为焊接技术专家并获得相应的职业技能水平证书。
三、项目目标1.建立科学严谨的技能培训体系,确保焊工具备必要的知识和技能,以适应现代制造业和建设工程的需要。
2.加强对焊工的技能评估和监管,确保其操作符合标准,提高焊接质量和安全性。
3.建立焊接师傅评定体系,表彰业内精英,进一步提高职业技能水平,并为企业提供高素质员工。
四、申报条件1.年龄在18-50岁之间。
2.具有初中文化程度以上。
3.具备相关行业从业经验和技能。
4.无影响工作的视、听、语言障碍等身体疾病。
五、项目流程1.线上报名。
前期已办理就业手续的人员可在线报名,同时上传相关材料,未办理就业手续的人员可到区人力资源市场报名。
2.培训学习。
有报名资格的人员,将参加培训学习,完成培训学习的人员将得到培训合格证书。
3.技能评估。
通过线下组织的测试,对培训合格的人员进行技能考核,评估通过的人员将得到焊工证书。
4.师傅评定。
所申报的师傅将参加专业评定,评定通过的人员将得到职业技能水平证书和焊接师傅头衔。
六、项目收益1.获得焊工资格证书或职业技能水平证书,将大大增加就业机会和薪酬待遇。
2.提高了焊接技能,拓宽了发展空间,增加了职业竞争力。
焊工岗位工资级别技能考核要求

焊工岗位工资级别技能考核要求----------------------------精品word文档值得下载值得拥有----------------------------------------------她含着笑,切着冰屑悉索的萝卜,她含着笑,用手掏着猪吃的麦糟,她含着笑,扇着炖肉的炉子的火,她含着笑,背了团箕到广场上去晒好那些大豆和小麦,大堰河,为了生活,在她流尽了她的乳液之后,她就用抱过我的两臂,劳动了。
大堰河,深爱着她的乳儿;在年节里,为了他,忙着切那冬米的糖,为了他,常悄悄地走到村边的她的家里去,为了他,走到她的身边叫一声“妈”,大堰河,把他画的大红大绿的关云长贴在灶边的墙上,大堰河,会对她的邻居夸口赞美她的乳儿;大堰河曾做了一个不能对人说的梦:在梦里,她吃着她的乳儿的婚酒,坐在辉煌的结彩的堂上,而她的娇美的媳妇亲切的叫她“婆婆”…………大堰河,深爱她的乳儿!大堰河,在她的梦没有做醒的时候已死了。
她死时,乳儿不在她的旁侧,她死时,平时打骂她的丈夫也为她流泪,----------------------------精品word文档值得下载值得拥有----------------------------------------------五个儿子,个个哭得很悲,她死时,轻轻地呼着她的乳儿的名字,大堰河,已死了,她死时,乳儿不在她的旁侧。
大堰河,含泪的去了!同着四十几年的人世生活的凌侮,同着数不尽的奴隶的凄苦,同着四块钱的棺材和几束稻草,同着几尺长方的埋棺材的土地,同着一手把的纸钱的灰,大堰河,她含泪的去了。
这是大堰河所不知道的:她的醉酒的丈夫已死去,大儿做了土匪,第二个死在炮火的烟里,第三,第四,第五而我,我是在写着给予这不公道的世界的咒语。
当我经了长长的飘泊回到故土时,在山腰里,田野上,兄弟们碰见时,是比六七年----------------------------精品word文档值得下载值得拥有----------------------------------------------。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊工考试项目代号说明
SMAW-Fe I-5G(K)-5/60-Fef3J
GMAW-FeⅡ-1G-8/159-FefS-11/15
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)—②金属材料类别号(表A-2,试件为异种金属X/X)—③试件位置代号(A-4),带衬垫加K—④焊缝金属厚度(对于板材角焊缝为试件母材厚度)—⑤管外径—⑥填充金属类别号(A-3)⑦焊接工艺要素(A-5)
※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号
表A-1焊接方法代号返回
.
.
表A-2钢号分类及代号返回
.
.
表A-4试件形式、位置代号表A-6 试件适用于焊缝和焊件位置
.
.
注A-2:板材对接焊缝试件考试合格后,适用管材对接焊缝试件时,管外径应大于或等于76mm。
注A-3:板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径应大于或等于76mm。
表A-7手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度围返回
表A-8 手工焊管材对接焊缝试件适用于对接焊缝焊件外径围返回
注A-4:管材向下焊试件
表A-9手工焊管板角接头试件适用于管板角接头焊件围
.
.
表A-3填充金属类别、示例与适用围返回
.
.
表A-5焊接工艺要素与代号返回
.
.
SMAW-Fe II-1G-12-Fef3J SMAW-Fe I-5G(K)5/60-Fef3J
GMAW-FeⅡ-1G-8/159-FefS-11/15 SMAW-FeⅡ-6G-5/57-Fef3J
SAW-1G(K)-07/09/19
.
.
焊机操作工操作技能考试项目标识方法
①焊接方法代号(表A-1耐蚀堆焊加代号N与试件母材厚度)
②试件位置代号(A-4),带衬垫加K
③焊接工艺要素(表A-5)
SAW-1G(K)-07/09/19
.
.。