2015 焊接线生产进度对比表
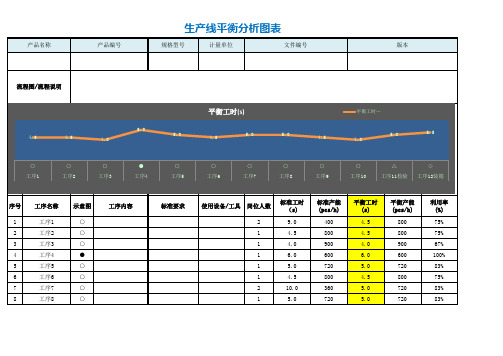
【最新】生产线平衡分析图表
产品名称
产品编号
规格型号
计量单位
文件编号
版本
流程图/流程说明
平衡工时(s)
平衡工时…
4.5
4.5
4.0
6.0
5.0
4.5
5.0
5.0
4.5
4.0
5.0
5.5
○ 工序1
○ 工序2
○ 工序3
● 工序4
○ 工序5
○ 工序6
○ 工序7
○ 工序8
○ 工序9
○ 工序10
△ 工序11检验
◇ 工序12装箱
9
工序9
○
10
工序10
○
11 工序11检验
△
12 工序12装箱
◇
注:○表示一般生产作业
4.5
800
4.5
800
75%
1
4.0
900
4.0
900
67%
1
5.0
720
5.0
720
83%
2
11.0
327
5.5
655
92%
生产线总人力
15
生产线每小时产能 (pcs/h)
600
核准
总标准工时
人均产出(pcs/人 *h)
72.50 40 审核
平衡率 损失率
80.56% 19.44%
制表
400 800 900 600 720 800 360 720
平衡工时 (s)
4.5 4.5 4.0 6.0 5.0 4.5 5.0 5.0
平衡产能 (pcs/h)
800 800 900 600 720 800 720 720
产线建设进度计划表

结束时间 [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期] [具体日期]
负责人 [姓名] [姓名] [姓名] [姓名] [姓名] [姓名] [姓名] [姓名] [姓名]
产线建设进度计划表
序号 1 2 3 4 5 6 7 8 9
阶段 规划设计 设备选型 设备采购 场地准备 设备安装 人员培训
试生产 优化调整 正式生产
具体任务 产线布局设计 确定所需设备型号 签订设备采购合同 场地清理、改造等 设备安装调试 对操作人员进行培训 进行小批量试生产 根据试生产情况优化 开始正式大规模生产
备注
生产线进度跟踪表
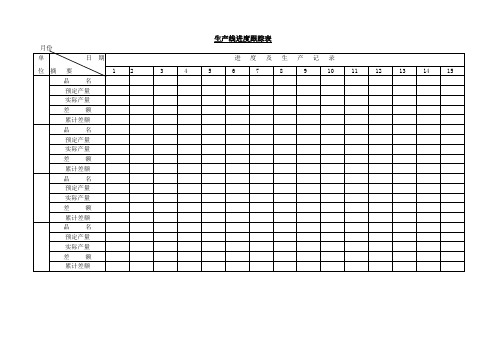
生产线进度跟踪表
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
《合同条件》是根据《中华人民共和国合同法》,对双方权利义务作出的约定,除双方协商同意对其中的某些条款作出修改、补充或取消外,都必须严格履行。
《协议条款》是按《合同条件》的顺序拟定的,主要是为《合同条件》的修改、补充提供一个协议的格式。
双方针对工实际情况,把对《合同条件》的修改、补充和对某些条款不予采用的一致意见按《协议条款》的格式形成协议。
《合同条件》和《协议条款》是双方统一意愿的体现,成为合同文件的组成部分。
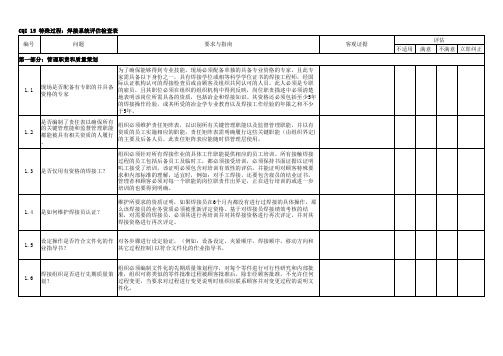
IATF16949 CQI 15 特殊过程 焊接系统评估
的,以及顾客所引用的标准和规范。并且确保这些标准及规范为最新的,这些标 准和规范包括但不限于由SAE,AIAG,ASTM,ASME,AWS,ISO,通用汽车,本田,福 特,丰田以及克莱斯勒等发布的相关文件材料,组织必须有一个过程来确保所有 来自顾客的或行业的技术标准/规范能得到及时的评审,分发和实施,并且能根据 顾客所要求的计划进行更改,评审应尽快执行,且不得超过两个工作周,同时, 组织必须将评审,实施的过程文件化,应明确顾客和行业文件是如何获得,在组 织内部如何维护,当前的状态如何建立,有关信息如何在两周内被传递到生产现
质量经理或得到授权的人是否 1.17 对隔离状态材料的处理进行了 质量经理或得到授权的人负责批准对被隔离材料的处理记录。
批准?
1.18
包括在焊接过程中的焊接人员必须得到程序或作业指导书,这些程序或作业指导 定义在焊接过程中的焊接员是 书必须包含对潜在紧急情况(例如停电)的处理方法,设备重启,设备关闭,产品 否可获得程序或作业指导书? 隔离(见2.8),产品检验,产品安全性,清洁整理以及一般操作程序,同时,这
可疑产品或不符合的产品应被严格控制,以预防粗心大意的错发运或批次的混
2.4
是否有程序足以阻止不符合的 淆,必须有适当的程序用于阻止不符合的产品进入生产系统,在解决适宜的排列
产品进入生产系统?
布置,产品标识,所掌控区域内材料进出的跟踪中,都必须有适当的程序,不符
合产品所占有的区域必须明确地指定,以维护这些材料的隔离。
个特殊过程编制。在任何情况下,控制过程必须覆盖从零件接收到零件发运的所
1.8
焊接过程控制计划是否得到更 新,以反映当前的过程状态?
有过程步骤,并识别所有使用的设备以及由相关过程表所定义的,所有重要的焊 接过程参数以及由供应商与顾客认可的非重要参数,控制计划必须由一个包含生 产操作者在内的多功能小组来开发,控制计划必须与所有相关联的文件材料,诸
设备制造进度计划表
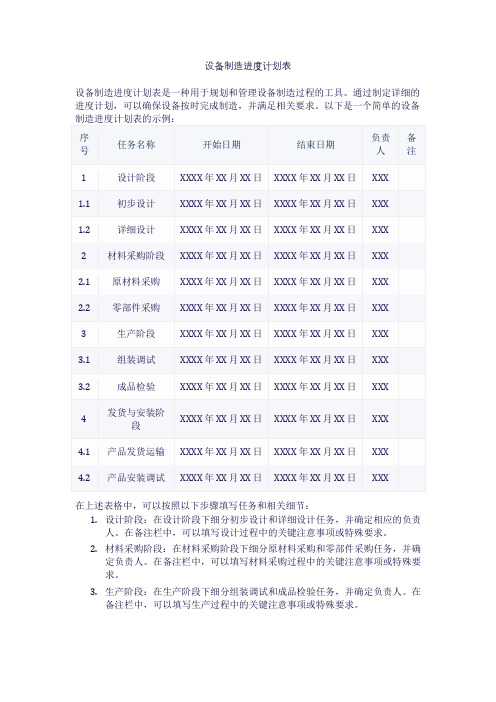
设备制造进度计划表
设备制造进度计划表是一种用于规划和管理设备制造过程的工具。
通过制定详细的进度计划,可以确保设备按时完成制造,并满足相关要求。
以下是一个简单的设备
在上述表格中,可以按照以下步骤填写任务和相关细节:
1.设计阶段:在设计阶段下细分初步设计和详细设计任务,并确定相应的负责
人。
在备注栏中,可以填写设计过程中的关键注意事项或特殊要求。
2.材料采购阶段:在材料采购阶段下细分原材料采购和零部件采购任务,并确
定负责人。
在备注栏中,可以填写材料采购过程中的关键注意事项或特殊要求。
3.生产阶段:在生产阶段下细分组装调试和成品检验任务,并确定负责人。
在
备注栏中,可以填写生产过程中的关键注意事项或特殊要求。
4.发货与安装阶段:在发货与安装阶段下细分产品发货运输和产品安装调试任
务,并确定负责人。
在备注栏中,可以填写发货和安装过程中的关键注意事项或特殊要求。
请注意,上述表格仅为示例,实际应用中可能需要根据设备制造的具体情况和要求进行调整和完善。
此外,还可以根据需要添加其他任务和细节,以确保进度计划的完整性和准确性。
IATF16949完整版本CQI-15 特殊过程:焊接系统评估检查表单

1.4
是如何维护焊接员认证?
维护所要求的资质证明。如果焊接员在6个月内都没有进行过焊接的具体操 作,那么该焊接员的业务资质必须被重新评定资格。基于对焊接员焊接绩效 考核的结果,对有需要的焊接员,必须其进行再培训并对其焊接资格进行再 次评定.并对其焊接资格进行再次评定. 对各步骤进行设定验证,(例如:设备设定,夹紧顺序,焊接顺序,移动方向 和其它过程控制)以符合文件化的作业指导书。 组织必须编制文件化的先期质量策划程序。对每个零件进行可行性研究和内 部批准。组织可将类似的零件定义为零件族来完成上述的研究与批准程序。 当这个零件批准过程被顾客批准后,除非经顾客批准,不允许任何过程变 更,当要求对过程进行变更说明时组织应联系顾客并对变更过程的说明文件 化
1.5
设定操作是否符合文件化的 作业指导书?
1.6
焊接组织是否进行先期质 量策划?
1
CQI-9Special Process: Heat Treat System Assessment Version 3, Issue 10/11
特殊过程:焊接系统评估
评估
问题编号
问题
要求与指南 组织必须编制并运用一个文件化的FMEA程序(潜在失效模式及后果分析)并 确保FMEA程序得到更新以确保能反映现有的零件质量状态.FMEA必须按每 个零件或零件族编制,或针对特定过程,为每个特定过程编制。在任何情况 下这些FEMA应覆盖从零件接收到零件发运的所有过程步骤,以及组织所定 义的所有关键焊接过程参数.FEMA程序必须由一个多功能小组来开发。所有 由组织和顾客定义的特殊特性都必须在 FMEA中得到识别、定义和处理. 组织必须编制和使用文件化的控制计划程序,并确保这些控制计划得到更 新,以反映当前的控制。控制计划必须按每个零件或零件族编制或针对特殊 过程,为每个特殊过程编制。在任何情况下,控制过程必须覆盖从零件接收 到零件发运的所有过程步骤,并识别所有使用的设备以及由相关过程表所定 义的、所有重要的焊接过程参数以及由供应商与顾客认可的非重要参数。控 制计划必须由一个包含生产操作者在内的多功能小组来开发。控制计划必须 与所有相关联的文件材料。诸如作业指导书、流转卡以及FEMA记录保持一 致。所有由组织和顾客定义的特殊特性都必须在控制计划中得到识别、定义 和处理。用以评估过程以及产品特性的样本规模和抽样频次必须与过程表中 所列明的最低要求保持一致. 为了确保顾客的所有要求能被理解并且得到满足,组织必须备有所有与焊接 相关的、以及顾客所引用的标准和规范。并且确保这些标准及规范为最新的 。这些标准和规范包括但不限于由SAE,AIAG.ASTM,ASME,AWS,ISO.通用 汽车、本田、福特、丰田以及克莱斯勒等发布的相关文件材料。组织必须有 一个过程来确保所有来自顾客的或行业的技术标准/规范能得到及时的评审 、分发和实施,并且能根据顾客所要求的计划进行更改。评审应尽快执行, 且不得超过两个工作周。同时,组织必须将评审、实施的过程文件化。应明 确顾客和行业文件是如何获得、在组织内部如何维护、当前的状态如何建立 、有关信息如何在两周内被传递到生产现场的。组织还必须确定由谁来负责 履行这些任务。 焊接组织必须对所有现行过程、返修过程都建立书面的过程规范,在规范中 识别包含相关操作参数在内的所有过程步骤,例如被相关过程表所规定了的 操作参数。同时,组织不应仅仅只定义这些参数,还必须定义其操作公差以 维护过程控制。这些过程规范可以采用作业指导书、作业卡、参数设定表单 或其他类似的文件.
车间焊接产能核算明细表
审核:
拟定: MD-025A
第 4 頁,共 4 頁
锡产能核算明细表
备注
备注:依USB2.0A TYPE为计算基准,1200点/H为A级,1000点/H为B级,900点/H为C级,700点/H为D级。
核准:
审核:
拟定:
第 2 頁,共 4 頁
序号 料号
焊锡产能核算明细表
品名规格
插头规格 焊点数 套管数 难易系数
第 3 頁,共 4 頁
锡产能核算明细表
备注
0点/H为A级,1000点/H为B级,900点/H为C级,700点/H为D级。
第 1 頁,共 4 頁
焊锡产能核算明细表
序号 料号
品名规格
插头规格 焊点数 套管数 难易系数
NO.01 NO.02 NO.03 NO.04 NO.05 NO.06 NO.07 NO.08 NO.09 NO.10 NO.11 NO.12 NO.13 NO.14 NO.15 NO.16 NO.17 NO.18 NO.19 NO.20 NO.21 NO.22 NO.23 NO.24 NO.25 NO.26 NO.27 NO.28 NO.29 NO.30 NO.31 NO.32 NO.33 NO.34 NO.35 NO.36 NO.37 NO.38 NO.39 NO.40 NO.41
焊接月度施工进度计划表
4-5月份焊接施工进度计划表
工程名称:广州科学城综合研发孵化区(A组团)A6栋幕墙钢构件现场焊接第 页
项次
工程项目
单位
数量
计划工期
工种
每天出
勤数
分日进度
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
焊接钢大门及顶部C轴预埋耳板
榀
3
4
焊工
3
2
焊接钢梁501-510连接柱
榀
10
4
焊工
3
3
焊接钢梁501-510连接柱
榀
40
7
焊工
5
5月份
分日进度
4
焊接钢梁31-38\41-44连接柱
榀
38
7
焊工
5
5
焊接钢梁21-27连接柱梁
榀
14
5
焊工
5
6
焊接单管术及驳接管支Βιβλιοθήκη 162焊工
5
注:此进度计划在正常安装施工条件进行(广告牌不在内)属不正常施工条件:1、安装进度达不到要求;2、停电或电压不稳定;3、受大自然气候影响及不可抗力;4、甲方要求停工范围;5、甲方未按合同付进度款。5项之内影响正常焊接施工进度往后顺延,以此类推。
生产及验货进度表

主要经营:网络软件设计、图文设计制作、发布广告等,
公司秉着以优质的服务对待每一位客户,做到让客户满意!
感谢您下载我们文档
生产及验货进度表承办专业人员:来自厂商S/CNO.
P/O
NO.
ITEMNO.
品名
规格
数
量
箱
数
材
数
总材数
生产及验货进度
预计
实际
预计
实际
预计
实际
预计
实际
经
理
业务科长
欢迎您下载我们的文档,后面内容直接删除就行
资料可以编辑修改使用
资料可以编辑修改使用
资料可以编辑修改使用
致力于数据挖掘,合同简历、论文写作、PPT设计、计划书、策划案、学习课件、各类模板等方方面面,
2015年质量指标分解
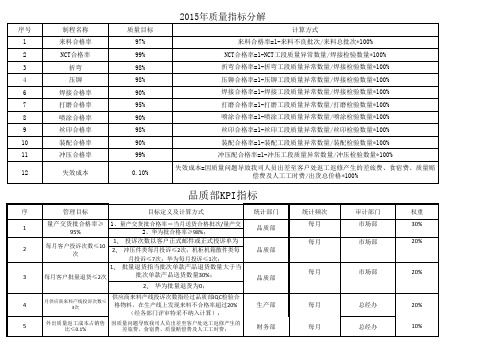
6
客户产线加工不良≤ 5000DPPM
由于产品加工加工问题,导致客户产线反馈的异常数量 /当月交付产品数量*1000000;
品质部KPI指标
序 1 2 管理目标 目标定义及计算方式 统计部门 品质部 品质部 统计频次 每月 每月 审计部门 市场部 市场部 权重 30% 20% 量产交货批合格率≥ 1、量产交货批合格率=当月送货合格批次/量产交 95% 2、华为批合格率≥98%; 1、 投诉次数以客户正式邮件或正式投诉单为 每月客户投诉次数≤10 准; 2、 冲压件类每月投诉≤ 2次;机柜机箱散件类每 次 月投诉≤7次;华为每月投诉≤1次; 1、 批量退货指当批次单款产品退货数量大于当 批次单款产品送货数量30%; 每月客户批量退货≤2次 2、 华为批量退货为0; 4 5
2015年质量指标分解
序号 1 2 3 4 6 7 8 9 10 11 12 制程名称 来料合格率 NCT合格率 折弯 压铆 焊接合格率 打磨合格率 喷涂合格率 丝印合格率 装配合格率 冲压合格率 失效成本 质量目标 97% 99% 98% 98% 90% 95% 90% 98% 90% 99% 0.10% 计算方式 来料合格率=1-来料不良批次/来料总批次*100% NCT合格率=1-NCT工段质量异常数量/焊接检验数量*100% 折弯合格率=1-折弯工段质量异常数量/焊接检验数量*100% 压铆合格率=1-压铆工段质量异常数量/焊接检验数量*100% 焊接合格率=1-焊接工段质量异常数量/焊接检验数量*100% 打磨合格率=1-打磨工段质量异常数量/打磨检验数量*100% 喷涂合格率=1-喷涂工段质量异常数量/喷涂检验数量*100% 丝印合格率=1-丝印工段质量异常数量/丝印检验数量*100% 装配合格率=1-装配工段质量异常数量/装配检验数量*100% 冲压配合格率=1-冲压工段质量异常数量/冲压检验数量*100% 失效成本=因质量问题导致我司人员出差至客户处返工返修产生的差旅费、食宿费、质量赔 偿费及人工工时费/出货总价格*100%
2015年生产制程直通率统计表11

1088 2 0.2%
1000 2 0.2%
800 0 0.0%
#DIV/0!
380 0 0.0%
#DIV/0!
1300 1 0.1%
400 0 0.0%
200 0 0.0%
#DIV/0!
#DIV/0!
600 2 0.3%
#DIV/0!
300 1 0.3%
#DIV/0!
#DIV/0!
#DIV/0!
300 2 0.7%
460
9
2.0% 460
20 4.3%
#DIV/0! 400 33 8.3%
406
1
0.2% 160
3 1.9% 200 0
0.0% 200 15 7.5%
#DIV/0!
######
#DIV/0!
######
#DIV/0!
######
#DIV/0!
######
1112
18
1.6% 1112
8 0.7% 800 0
95
0Leabharlann 0.0%#DIV/0!
#DIV/0!
#DIV/0!
8
0
0.0%
#DIV/0!
#DIV/0!
#DIV/0!
30
0
0.0%
#DIV/0!
#DIV/0!
100 3 3.0%
#DIV/0!
#DIV/0!
#DIV/0!
560 1 0.2%
664
0
0.0%
#DIV/0!
#DIV/0!
#DIV/0! 123
0.1% 800 23 2.9%
#DIV/0!
######