QCC降低报废率提升良率专案PPT
合集下载
良率提升改善报告ppt
培训员工:对员工进行技 能培训,提高生产效率和 质量意识
优化流程:对生产流程进 行优化,提高生产效率和 质量稳定性
实施监控:对生产过程进 行实时监控,及时发现和 解决问题
定期评估:定期对实施效 果进行评估,及时调整计 划和策略
持续改进:根据评估结果, 持续改进生产流程和员工 技能,提高良率
关键节点与里程碑
良率提升百分比:衡量良率提升的幅度 生产效率提升:衡量生产效率的提高程度 成本降低:衡量生产成本降低的程度 质量稳定性:衡量产品质量的稳定性和一致性 客户满意度:衡量客户对产品质量的满意度 员工满意度:衡量员工对生产环境和工作条件的满意度
评估方法与流程
添加标题
确定评估目标:明 确评估的目的和预 期效果
提升良率的挑战
技术瓶颈:现有技术无法满足生 产需求
市场竞争:竞争对手的良率提升 速度更快
添加标题
添加标题
添加标题
添加标题
成本压力:提高良率需要增加投 入
人员素质:员工技能和素质需要 提升
良率提升策略
第二章节
工艺流程优化
优化生产工艺,提高生产效率 引入自动化设备,减少人工操作误差 加强质量控制,提高产品合格率 优化供应链管理,降低原材料成本
设备故障问题:设备故障导 致生产过程不稳定,影响良
率
人员操作问题:员工操作不 当或技能不足,影响产品质
量
良率提升的必要性
提高产品质量: 良率提升可以减 少不良品,提高 产品质量
降低成本:良率 提升可以减少废 品率,降低生产 成本
提高生产效率: 良率提升可以减 少返工和维修时 间,提高生产效 率
增强市场竞争力 :良率提升可以 提高产品竞争力 ,增强企业在市 场中的地位
良率提升改善报告PPT幻灯片
改善前
改善后
差异点:所以吸嘴避开导光板的1区到3区直接接触。
2020/2/7
9
9
7改善方法
取消灯条贴附时的缓冲距离
改善前
改善后
差异点:在灯条缓冲位置处增加0.5cm的厚度,同时压覆灯条气 缸下限距离上升0.5cm,避免在贴附灯条是导光板发生形变。
2020/2/7
10
Hale Waihona Puke 10 8改善方法取消导光板与铁壳组装过程中压附步骤
每半个小时清洁导光板工位清洁粘滚及导光板拖块 (用粘滚清洁)。
环
车间静态测试OK,机台内部 测试OK
ok
指标达成
2020/2/7
5
5
3改善方法
膜材清洁机粘滚高度调整
改善前
改善后
差异点:在粘滚的四个角增加0.5cm厚度,避免粘滚在清洁导 光板压的太紧造成白点。
2020/2/7
6
6
4改善方法
2020/2/7
1
23
4
56
789
1
1
SF0006良率提升改善报告
工程部:杨兴强
2020/2/7
2
2
2020/2/7
目录
1 不良分析 2 分析方向 3 改善方法1 4 改善方法2 5 改善方法3 6 改善方法4 7 改善方法5 8 改善方法6 9 改善方法7 10 改善数据对比 11 结束语
3
3
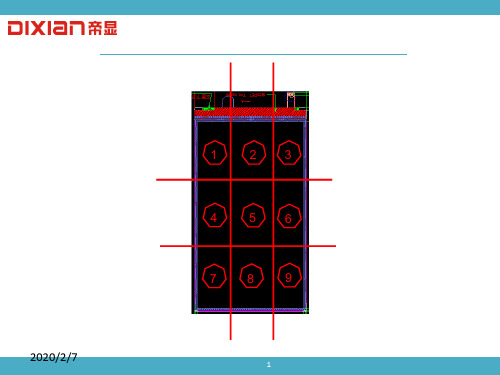
导光板拖块接触面改善
改善前
改善后
差异点:在拖块表面贴附一层铁氟龙,然后在上中下各自贴附 一条泡沫棉,缩小导光板与拖块的接触面积。
2020/2/7
7
7
5改善方法
导光板拖块位置改善
改善后
差异点:所以吸嘴避开导光板的1区到3区直接接触。
2020/2/7
9
9
7改善方法
取消灯条贴附时的缓冲距离
改善前
改善后
差异点:在灯条缓冲位置处增加0.5cm的厚度,同时压覆灯条气 缸下限距离上升0.5cm,避免在贴附灯条是导光板发生形变。
2020/2/7
10
Hale Waihona Puke 10 8改善方法取消导光板与铁壳组装过程中压附步骤
每半个小时清洁导光板工位清洁粘滚及导光板拖块 (用粘滚清洁)。
环
车间静态测试OK,机台内部 测试OK
ok
指标达成
2020/2/7
5
5
3改善方法
膜材清洁机粘滚高度调整
改善前
改善后
差异点:在粘滚的四个角增加0.5cm厚度,避免粘滚在清洁导 光板压的太紧造成白点。
2020/2/7
6
6
4改善方法
2020/2/7
1
23
4
56
789
1
1
SF0006良率提升改善报告
工程部:杨兴强
2020/2/7
2
2
2020/2/7
目录
1 不良分析 2 分析方向 3 改善方法1 4 改善方法2 5 改善方法3 6 改善方法4 7 改善方法5 8 改善方法6 9 改善方法7 10 改善数据对比 11 结束语
3
3
导光板拖块接触面改善
改善前
改善后
差异点:在拖块表面贴附一层铁氟龙,然后在上中下各自贴附 一条泡沫棉,缩小导光板与拖块的接触面积。
2020/2/7
7
7
5改善方法
导光板拖块位置改善
LCD良率提升改善专案

徐静
郭博 刘强、朱小梅
周海英
杨娥
二、QCC介绍 QCC介绍
职责 成员 职责说明 1.定期召开例会,Review前期不良状况,不良原因以及后续改善。 2.针对不良原因,从人、机、料、法、环、测方面进行解析,为改善提 供依据 3.了解不良要因,针对问题提出改善方向,Push责任单位改善并跟踪执 行状况 1.不良分析及原因掌控。 2.对策拟定及效果追踪。 3.现场SOP拟定及维护。 设备调试及改进。 徐静 周海英 杨娥 周新辉 刘强 1.依据SOP进行现场作业,并协助品质相关验证。 2.统计每日产能与良率状况。 3.5S清洁,常规保养,机台点检。 1.不良追溯并及时反馈。 2.OP教育训练 1.LCD与LCM品质以及不良对比。 2.IPQC现场稽核,稽核项目:5S落度实,OP作业手法落实度,制程重点 管制项目现场执行落实度。 分析与汇总 穆红发 周新辉
LCD良率提升 LCD良率提升
---反黑、 ---反黑、反白对比度改善规划 反黑
目录
QCC介绍 QCC介绍 现状分析 目标设定 规划时程表 要因分析 对策改善
二、QCC介绍 QCC介绍
圈介绍
一、现状分析
差异太大
二、QCC介绍 QCC介绍
圈组成
姓名
圈长 圈员 穆红发
周新辉
圈 的 组 成
圈员 圈员 圈员 圈员 圈员
制程改善及验证 设备技术支持 数据统计与现场执行
郭博 朱小梅
异常反馈与教育训练
品质管制与现场稽核
三、目标设定
四、规划时程表 规划时程表 时程
反白、 反白、反黑改善专案规划时程表
项目 专案成立 现状分析 目标设定 团队建立 要因分析 对策实施 效果确认 标准化 目标达成 持续改善 长期展望 9月
QCC库存降低专案ppt课件

.
4
行銷面-停產、改版或改規格造成庫存之改善方法
停產所造成的庫存之解決方案:
產品經理,必需提出成品、特用原料、包材之出清計劃 生管依計劃進行進度追蹤,並定期(每月)發出進度報告。 對於已存在的停產品項庫存,請產品經理提action plan於3個月
內出清 前提 : 行銷需提出停產計劃
改版或改規格所造成庫之解決方案:
有效壓底庫存,將可節省不必要的費用,讓資 金作更有效週轉。
表1. 9月庫存成本
類別
庫存金額
佳格
1,213,841,827
恆天然
225,ቤተ መጻሕፍቲ ባይዱ70,692
總計
1,439,612,519
.
2
庫存偏高分析
行銷面
製造面
高成品庫存
業務面
採購面
生管面
.
3
庫存偏高魚骨圖分析
相關部門 行銷 業務 生管
採購 製造
庫存偏高原因 停產、改版或改規格後之舊版庫存 新品或新規格上市需求預估過高 政策性備貨 活動不如預期、取消或延期 活動跨月,提前備貨 預測不準確 安全庫存設定不合理 生產排程安排不當 進貨排程安排不當 交期不穩定 lead time 過長 MOQ的限制 搶貨 大量生產以提升效率
(cost saving 執行項目)
自製產品 進口產品 外包產品 半成品 原料 包材 合計
9月期末庫存 10月期末庫存 差異
233,372 411,623 18,717 93,136 83,585 15,221 855,654
209,829 355,301 22,337 63,799 60,964 14,057 726,287
分批生產的生產線: 麥片生產線 油品生產線 三合一生產線
外层良率提升专案-1

职务
经理
副经理
DF总管 DF主管 DF主管 电镀总管 品质主管 工艺主管 工艺工程师 工艺工程师 维修总管 QC总管
职责项目 提供专案技术资源咨询,使专案改善顺利有效 进行 负责活动推行、会议召开、对专案进度及成果 进行阶段性回报;
负责现场的人员教育培训,改善对策执行,专 案计划实施。
对现场执行情况进行监督、数据统计和分析、 专案成效确认.
膜碎开路 膜碎缺损
78%
13% 曝光 短路
84%
6% 对偏
89%
92%
93%
5% 甩膜
2%
1%
干膜擦花 冲板过度
94%
1% 渗镀
95%
96%
96%
97%
所占比例 累计比例
1% 胶渍
1%
0%
0%
贴膜起泡 撕膜不净 封边不良
三、现状数据分析:
4、干菲林双面和多层总报废----开路层别分析:
报废原 膜碎开 膜碎缺
负责现场提供技术指导,专案改善对策评估可 行性
负责生产设备维修/保养,设备异常整改实施. 对现场产品检查数据统计
三、现状数据分析:
1、双面干菲林报废数据: 2018年到2019年2月数据来源MRB
月份 1月
2月
3月
4月
5月
6月
7月
8月
9月 10月 11月 12月 1月
2月
报废面积 3105 1860 3984 3952 3384 2849 2744 2439 2904 2801 2407 2450 1585 1816 报废率 0.42% 0.47% 0.56% 0.59% 0.53% 0.61% 0.45% 0.43% 0.68% 0.52% 0.43% 0.38% 0.29% 0.39%
QCC改善 PPT课件

我们的理念是:
2020/3/30
40
步骤14:总结发布
意义: 逐级论证,得到认可; 交流经验,分享成果。
形式: 成果发布会,评选优秀成果。
2020/3/30
41
步骤14:总结发布
2020/3/30
42
步骤14:总结发布
2020/3/30
43
步骤15:选择下一主题
品管圈的意义与启示: 人们大部分时间是在工作场所中度过,
2020/3/30
7
第二部分: QCC的作用
2020/3/30
8
QCC的作用
➢ 提高素质、提高效率 ➢ 改变工作态度 ➢ 改善管理 ➢ 鼓舞士气 ➢ 降低成本,增加效益
2020/3/30
9
QCC的意义
QCC活动—东西方管理文化结合的瑰宝
2020/3/30
10
QCC的意义
它促使了从传统的管理到现在品管的根 本转变
18
步骤2:命名选圈长
圈长“三力”
凝聚力 影响力 执行力
2020/3/30
19
步骤3:掌握问题点
人
机
料
环
法
2020/3/30
20
步骤4:确定主题
选题主要注意哪三个问题?
1、课题宜小不宜大; 2、课题名称应一目了然地看出解決
什么问题(不可抽象); 3、选题理由应注重目的和必要性;
2020/3/30
30
步骤8:追究原因
人
机器
员
压著時
异常磨
间
敲打端 子
外观检驗
线材拉 扯
損 鉚刀
作
使用寿
业
命
料带輸送
料带轮送偏 移
2020/3/30
40
步骤14:总结发布
意义: 逐级论证,得到认可; 交流经验,分享成果。
形式: 成果发布会,评选优秀成果。
2020/3/30
41
步骤14:总结发布
2020/3/30
42
步骤14:总结发布
2020/3/30
43
步骤15:选择下一主题
品管圈的意义与启示: 人们大部分时间是在工作场所中度过,
2020/3/30
7
第二部分: QCC的作用
2020/3/30
8
QCC的作用
➢ 提高素质、提高效率 ➢ 改变工作态度 ➢ 改善管理 ➢ 鼓舞士气 ➢ 降低成本,增加效益
2020/3/30
9
QCC的意义
QCC活动—东西方管理文化结合的瑰宝
2020/3/30
10
QCC的意义
它促使了从传统的管理到现在品管的根 本转变
18
步骤2:命名选圈长
圈长“三力”
凝聚力 影响力 执行力
2020/3/30
19
步骤3:掌握问题点
人
机
料
环
法
2020/3/30
20
步骤4:确定主题
选题主要注意哪三个问题?
1、课题宜小不宜大; 2、课题名称应一目了然地看出解決
什么问题(不可抽象); 3、选题理由应注重目的和必要性;
2020/3/30
30
步骤8:追究原因
人
机器
员
压著時
异常磨
间
敲打端 子
外观检驗
线材拉 扯
損 鉚刀
作
使用寿
业
命
料带輸送
料带轮送偏 移
QCC案例分享(课件PPT)

团队组织 原因分析
主题选定 改善措施
数据收集及分析 改善效果验证
目标设定
标准化
培训教材标准化:入品管内部培训资料库
文件编号:Q5-01(封装)-0004 文件编号:Q5-01(封装)-0005 完成人:仲燕 完成时间:10-30
15
➢ 延展项目
No.
文件编号
目标
实际完 达成 成状况 率
责任人
预计完 成日期
13
➢ 改善效果验证
团队组织 原因分析
主题选定 改善措施
数据收集及分析
改善效果 验证
目标设定 标准化
前期目标降低 68.5%,专案结束 时达到100%,达
成率145%
11/10 LGA-00AK-014打 标字符偏移,Pin1 Mark 点圆圈切割后缺失
依目前统计数据误放率符合前期目标设定
14
➢ 标准化
团队组织 主题选定
数据收集方法 错误导致延误
数据收集及分析
目标设定 原因分析 改善措施
数据分析 延误导致 目标延误
改善效果验证
标准化
3
➢ 团队组织
圈 长
圈
孙
员
娟
团队组织
原因分析
主题选定 改善措施
数据收集及分析 改善效果验证
目标设定 标准化
王爽(会议召开)
辅导员: 汪昳珺
卜
于
曹
任
仲
君
丽
兴
玮
炳
敏
蕾
燕
工 作
团队组织
原因分析
主题选定 改善措施
数据收集及分析 改善效果验证
目标设定 标准化
无外观不良图片或样 品
秦川降低基座铸件废品率QC小组PPT

小组名称
活动时间 活动次数
降低基座铸件废品率QC小组
2012年10~2013年3月 3次 小 组 年龄 41 48 44 37 25 47 30 职务 工艺员 副厂长 质量专干 熔炼工艺员 工艺员 合箱班长 合箱操作工
秦川铸造厂QC小组
小组类型
小组人数 95% 成 学 员 历
攻关型
7人
出勤率
序号 1 2 3 4 5 6 7
碳当量偏低
熔炼工艺 不合理 浇注温 度偏高
未放置 冷铁
热电偶使用 过久失灵
材料
方法
Hale Waihona Puke 测量铁 夜 温 度 测 量 偏 差
铸 件 缩 孔 缺 陷
秦川铸造厂QC小组
10
六、原因分析2
设备故障 型 砂 树 脂 加 入 量 大 原砂未烘干 型砂发 气量大 残留水 分高
通过因果图分析造成气孔的要因是: 熔炼浇注温度偏低、冷铁未烘干 。
1天
技术、 QC小组全 质管、 体 成员 生产
2天
2
6天
王户民、 质管、 魏永强、 技术 祝奇胜、 王永锋
14天 技术、 QC小组全 质管、 体 成员 生产 5天
3
60天
按PDCA 循环(可 以利用内 部外部资 源采取对 策)
4 5
阶段总结 下一阶段现状 问题分析
QC成果总结 PDCA循环
编制/日期
冷铁无 锈、无 杂质
措施
1.烫包浇注 2.浇注过程 紧凑 3.加强引气
地点 负责人
完成 日期
1
提高浇注 温度
熔炼 现场
魏永强
2012.10
2
冷铁未 烘干
烘干冷铁
1.冷铁喷砂、 烘干处理 2.扣箱前烘 烤型内冷铁
活动时间 活动次数
降低基座铸件废品率QC小组
2012年10~2013年3月 3次 小 组 年龄 41 48 44 37 25 47 30 职务 工艺员 副厂长 质量专干 熔炼工艺员 工艺员 合箱班长 合箱操作工
秦川铸造厂QC小组
小组类型
小组人数 95% 成 学 员 历
攻关型
7人
出勤率
序号 1 2 3 4 5 6 7
碳当量偏低
熔炼工艺 不合理 浇注温 度偏高
未放置 冷铁
热电偶使用 过久失灵
材料
方法
Hale Waihona Puke 测量铁 夜 温 度 测 量 偏 差
铸 件 缩 孔 缺 陷
秦川铸造厂QC小组
10
六、原因分析2
设备故障 型 砂 树 脂 加 入 量 大 原砂未烘干 型砂发 气量大 残留水 分高
通过因果图分析造成气孔的要因是: 熔炼浇注温度偏低、冷铁未烘干 。
1天
技术、 QC小组全 质管、 体 成员 生产
2天
2
6天
王户民、 质管、 魏永强、 技术 祝奇胜、 王永锋
14天 技术、 QC小组全 质管、 体 成员 生产 5天
3
60天
按PDCA 循环(可 以利用内 部外部资 源采取对 策)
4 5
阶段总结 下一阶段现状 问题分析
QC成果总结 PDCA循环
编制/日期
冷铁无 锈、无 杂质
措施
1.烫包浇注 2.浇注过程 紧凑 3.加强引气
地点 负责人
完成 日期
1
提高浇注 温度
熔炼 现场
魏永强
2012.10
2
冷铁未 烘干
烘干冷铁
1.冷铁喷砂、 烘干处理 2.扣箱前烘 烤型内冷铁
QCC品管圈详解ppt

柏拉图
总结词
用于优先排序的工具
VS
详细描述
柏拉图是一种柱状图,用于显示各类数据 的大小和比例。在QCC品管圈中,柏拉 图常被用来确定问题的优先级,以便集中 精力解决最重要的问题。通过将问题按照 影响程度或发生频率进行排序,柏拉图可 以帮助团队成员明确工作的重点和优先级 。
直方图
总结词
用于展示数据分布的图表
改进措施
总结词
制定具体的改进措施是实现目标的关键环节。
详细描述
在改进措施阶段,需要根据目标设定和现状分析的结果,制定具体的改进措施和实施方 案。改进措施应具有可行性和可操作性,能够被团队成员理解和接受。同时,措施应具 有针对性和实效性,能够有效地解决存在的问题和达到预期的目标。在制定措施时,应
充分考虑资源、时间和技术等方面的限制因素,确保措施的可行性和有效性。
05
QCC品管圈的案例分享
案例一:提高产品合格率
总结词
通过实施一系列的质量控制措施,提高产品 合格率,降低不良率。
详细描述
某制造企业针对产品合格率低的问题,成立 了品管圈。通过分析生产流程和员工操作, 发现主要问题在于原料质量和员工操作不规 范。针对这些问题,品管圈提出了改善原料 质量、加强员工培训和制定操作规范的措施 。实施后,产品合格率得到了显著提高,不
目标设定
总结词
目标设定是品管圈活动的核心,应明确、具体、可行。
详细描述
在目标设定阶段,需要根据现状分析的结果,明确品管 圈活动的目标和期望结果。目标应具有可行性和可操作 性,能够被团队成员理解和接受。同时,目标应具有挑 战性和激励性,以便激发团队成员的积极性和创造力。 在设定目标时,应充分考虑资源、时间和技术等方面的 限制因素,确保目标的可行性和有效性。
QCC小组活动改善案例ppt课件

寓意:QCC种子如一颗海上明珠, 在我们大家的共同努力下,
奕奕生辉, 每一次改善都使我们的工作更上一层楼!
;.
2
圈的简介
圈名
明珠圈
单 位 制造部营业课
圈长
张建林
辅导员
刘家忠
圈员
李建奎、李万通、杨宝军、 费术娟、张静、高丽
圈会次数 每周一次 圈会时间 40分钟以上
圈会地点 办公室会议桌 成立日期 2003年1月
评核项目 配分 长春一汽 沈阳金杯 天津丰田 北京江森 哈尔滨龙兴 全兴海南 天津双协 天津丰铁 全兴福州 福州联泓 富士兴
交期 50 45 41 49 39 41 24 50 50 48 49 35 33
交期 50 43 43 50 39 45 35 50 45 45 48 47
品质 30 30 服务 20 20
224
227
1.资料来源:客户满意度调查表
全海
全海
51 52 68 171
2.收集范围:6月-8月客户满意度
3.收集人:高 丽
全福
全福
78 96 84 258
联泓 富士兴
联泓 富士兴
86
88
58
53
72
90
216
231
;.
7
40
35
30
单
25
位 :
20
分
15
10
5
项 目0 月份
6月 7月 8月 平均分 未达成分数 百分比 累计
28 16
28 19
19 19
26 18
12 16
30 18
30 18
26 17
28 19
15 8
奕奕生辉, 每一次改善都使我们的工作更上一层楼!
;.
2
圈的简介
圈名
明珠圈
单 位 制造部营业课
圈长
张建林
辅导员
刘家忠
圈员
李建奎、李万通、杨宝军、 费术娟、张静、高丽
圈会次数 每周一次 圈会时间 40分钟以上
圈会地点 办公室会议桌 成立日期 2003年1月
评核项目 配分 长春一汽 沈阳金杯 天津丰田 北京江森 哈尔滨龙兴 全兴海南 天津双协 天津丰铁 全兴福州 福州联泓 富士兴
交期 50 45 41 49 39 41 24 50 50 48 49 35 33
交期 50 43 43 50 39 45 35 50 45 45 48 47
品质 30 30 服务 20 20
224
227
1.资料来源:客户满意度调查表
全海
全海
51 52 68 171
2.收集范围:6月-8月客户满意度
3.收集人:高 丽
全福
全福
78 96 84 258
联泓 富士兴
联泓 富士兴
86
88
58
53
72
90
216
231
;.
7
40
35
30
单
25
位 :
20
分
15
10
5
项 目0 月份
6月 7月 8月 平均分 未达成分数 百分比 累计
28 16
28 19
19 19
26 18
12 16
30 18
30 18
26 17
28 19
15 8
QCC改善步骤ppt演示课件

.
28
简易七手法
简单好用 统 计 图 推 移 图 差异显示 1、 数 据 对时 间变化 管 理使用 了解数据差异是简单 2、 可 以 把握 现状, 掌 的方法,应用很广 握问题点 3、 效果、差异比较 1、异常数据一目了然 2、容易对照、比较 3、易看出结论 应用最普遍报章、杂 志均可看到的图表
.
.
20
总结和下一步打算:
A、总结一般从三个方面入手: 1、专业技术 2、管理技术 3、小组综合素质之提高
B、总结成功的经验和失败的教训;
C、要决定下一步活动的课题是接着本课题活动追求更高
的目标,还是寻找新的课题;
.
21
成果整理与发表:
A、成果报告是“QC小组活动全过程的书面表现形式”,好 的 成果报告应该是:用通俗的语言,写小组自己的故事。 只要能把事情讲清楚,越简练越好。以图表和数据为主 线,伴少量的文字说明,图文并茂,恰当的使用统计方 法,让外行人能看懂,就是好的成果报告。
D、注意:现状调查是调查问题严重到什么程度,不是
题目的再确定,也不是原因分析。
. 13
设定目标:
A、目标宜小不宜大,明确小组通过活动要把问题解决 到什么程度; B、设定目标以一个为宜,与问题对应; C、设定目标要有挑战性,须通过小组共同努力方能达
到,才具成就感;
C、目标要有可比性,有确定的目标值;
¡ Ñ ¡ Ñ ¡ Ñ ¡ Ñ ¡ ð ¡ ð ¡ ð ¡ ð ¡ ð
¡ Ñ ¡ Ñ ¡ Ñ
¡ ð ¡ ð ¡ ð ¡ ð
¡ ð ¡ ð ¡ Ñ ¡ Ñ ¡ ð
¡ Ñ ¡ Ñ ¡ Ñ ¡ Ñ ¡ ð ¡ ð ¡ Ñ ¡ ð ¡ Ñ ¡ Ñ ¡ Ñ ¡ ð ¡ ð
良率提升计划(2)PPT课件

4.1 五一放假期间车间装修(改造中央空调回风及阵压系统,改造风淋室及卫生 间)对车间洁净度有一定的影响。
5.1 用洒精擦拭来清洁导光板,存在不彻底现象,流程过程中存在落尘
5.2
清洁和放板工位无尘布及手指套更换时间未进行要求。易造成交叉污染。
备注
2021/7/24
11
4.整改对策
4M NO 1E
1.1 1人
2021/7/24
3
3.不良分析
XC0246A-350前三大不良跟线趋势图
白印
异物
黑白点
0.90% 0.80% 0.70% 0.60% 0.50% 0.40% 0.30% 0.20% 0.10% 0.00%
0.64% 0.53% 0.41%
4月份
0.590%.68% 0.51%
5月份
0.68% 0.72% 0.46%
1.2
2 机 2.1 3.1
3.2 3 料 3.3
3.4
4.1 4环
变异项改善
完成时间
备注
1.对产线人员进行岗前培训.培训考试合格后方可进行奇美专线上岗与 LQC与OQC进行漏检率.误判率排查.不合格者重新培训合格后上岗 2.作业员工严格按SOP作业 IPQC监督. 6月10号左右产线增加二次全检. 降低不良流出率.
1.2 部份后测员工与OQC漏检率与误判率较高。 2.1 机台使用时产生出污染
3.1 导光板来料出现白印,后检与OQC人员漏检与误判导致不良品流出。
3.2 下BEF来料出现凸点,后检与OQC人员漏检与误判导致不良品流出
3.3 现使用的洒精浓度为97℅,干燥时间过短未充分挥发,造成导光板白块。 3.4 目前使用的无尘布编制线较粗,有造成擦伤导光板的隐患。
5.1 用洒精擦拭来清洁导光板,存在不彻底现象,流程过程中存在落尘
5.2
清洁和放板工位无尘布及手指套更换时间未进行要求。易造成交叉污染。
备注
2021/7/24
11
4.整改对策
4M NO 1E
1.1 1人
2021/7/24
3
3.不良分析
XC0246A-350前三大不良跟线趋势图
白印
异物
黑白点
0.90% 0.80% 0.70% 0.60% 0.50% 0.40% 0.30% 0.20% 0.10% 0.00%
0.64% 0.53% 0.41%
4月份
0.590%.68% 0.51%
5月份
0.68% 0.72% 0.46%
1.2
2 机 2.1 3.1
3.2 3 料 3.3
3.4
4.1 4环
变异项改善
完成时间
备注
1.对产线人员进行岗前培训.培训考试合格后方可进行奇美专线上岗与 LQC与OQC进行漏检率.误判率排查.不合格者重新培训合格后上岗 2.作业员工严格按SOP作业 IPQC监督. 6月10号左右产线增加二次全检. 降低不良流出率.
1.2 部份后测员工与OQC漏检率与误判率较高。 2.1 机台使用时产生出污染
3.1 导光板来料出现白印,后检与OQC人员漏检与误判导致不良品流出。
3.2 下BEF来料出现凸点,后检与OQC人员漏检与误判导致不良品流出
3.3 现使用的洒精浓度为97℅,干燥时间过短未充分挥发,造成导光板白块。 3.4 目前使用的无尘布编制线较粗,有造成擦伤导光板的隐患。
降低报废率提升良率专案

10.00% 8.00% 6.00% 4.00% 2.00% 0.00%
2月20日白班
2月20日夜班
2月21日白班
變形 刮傷 壓傷 總不良率
2月21日夜班
變形初步效果驗証結果
日期 變形 刮傷 壓傷 總不良率
2月20日白班
2.02% 2.33% 3.05% 7.40%
2月20日夜班
1.98% 3.32% 3.15% 8.45%
我們將下料段不良缺點以柏拉圖形式分析得出:變形,壓傷,生技 調模. 為前三大不良, 是本期立案持续改善之重点
聚能圈
1.從上述對近半個月的統計來看,良品率 只有在90%,報廢率在10.11%(2月4日 至2月15日平均值),我們的挑戰性很大, 現狀良品率在90%,我們先制訂必达目标 95%,終極目標97%以上。
10.00% 8.00% 6.00% 4.00% 2.00% 0.00%
10.00%
7.00%
现状
必达目标
3.00% 挑战目标
原因分析-鱼骨图
設備
模具不脫料,導致拉料變 形
人員
作業人員教育訓練缺乏
新員工較多,作業手法 經驗缺乏
品檢員品質意識缺乏
環境
人員操作不标准 未按SOP執行
產品重疊放置
方法
材料
100.00% 99.00% 98.00% 97.00% 96.00% 95.00% 94.00%
2月20日
良品率
文字
2月21日 2月22日 2月23日
下料品良率 包裝良品率
2月24日
刮傷、變形、壓傷
刮傷
4.00%
變形
壓傷
3.00%
2.00%
文字
QCC品管圈持续改进培训ppt课件

推行品管圈的活動,最重要的是各圈的圈 長,他除了要瞭解品質管制方法及簡單的 統計方法外,亦需要瞭解其他的管理技術. 對圈員則教導一些一般管理方法、特性要 因圖、柏拉圖不良解析圖、管制圖等. 品 管圈的主要工作目標,是品質保證及降低 成本.
YY
28
品質保證
工程不良的減少 疏忽錯誤的減少 初期不良的減少 拒收品的減少 客戶投訴的減少 品質的提高 變異的減少 制程的安定異常值的除去
之后,在韩国、泰国、文莱、菲律宾、印度、印度尼 西亚、斯里兰卡等70多个国家广泛开展,并经久不衰。
从1985年迄今,已成功地轮流举办了19次国际QCC会 议。
QCC活动有效地促进了各国质量水平的提高和经济的 发展,形成东方世界的质量改进潮流。
YY
11
第三節: 中国QCC活动回顾
自1978年开始,在党的十一届三中全会确立的 改革开放和社会主义现代化建设的路线指引下, 我国引入全面质量管理(TQC),广泛开展质量 管理小组(以下简称QCC)活动,至今已有27年 了.
由此可見,QCC活動與企業文化建設是密不可 分的,都具有豐富內涵的人本特徵,與現代 經營的戰略思想——“人的管理”是不謀而 合的。
YY
17
第三部分:QCC小組活動流程
YY
18
第一節:QCC課題申請注冊的條件 第二節: QCC活動的基本條件 第三節:品管圈分析問題的步驟 第四節: QCC活动的流程图 第五節: QCC的活动程序
Where何处;When何时) • 2H(How To Do如何做;How Much成本如何)
QCC的類型:在建立 QCC時,可以根据工作性 質和內容的不同,把QCC 大致分為四大類型:1、 現場型;2、攻關型;3、 管理型;4、服務型
YY
28
品質保證
工程不良的減少 疏忽錯誤的減少 初期不良的減少 拒收品的減少 客戶投訴的減少 品質的提高 變異的減少 制程的安定異常值的除去
之后,在韩国、泰国、文莱、菲律宾、印度、印度尼 西亚、斯里兰卡等70多个国家广泛开展,并经久不衰。
从1985年迄今,已成功地轮流举办了19次国际QCC会 议。
QCC活动有效地促进了各国质量水平的提高和经济的 发展,形成东方世界的质量改进潮流。
YY
11
第三節: 中国QCC活动回顾
自1978年开始,在党的十一届三中全会确立的 改革开放和社会主义现代化建设的路线指引下, 我国引入全面质量管理(TQC),广泛开展质量 管理小组(以下简称QCC)活动,至今已有27年 了.
由此可見,QCC活動與企業文化建設是密不可 分的,都具有豐富內涵的人本特徵,與現代 經營的戰略思想——“人的管理”是不謀而 合的。
YY
17
第三部分:QCC小組活動流程
YY
18
第一節:QCC課題申請注冊的條件 第二節: QCC活動的基本條件 第三節:品管圈分析問題的步驟 第四節: QCC活动的流程图 第五節: QCC的活动程序
Where何处;When何时) • 2H(How To Do如何做;How Much成本如何)
QCC的類型:在建立 QCC時,可以根据工作性 質和內容的不同,把QCC 大致分為四大類型:1、 現場型;2、攻關型;3、 管理型;4、服務型
相关主题