标准工时宽放
标准时间和宽放制定

提高工作效率
通过合理安排工作时间,员工可以更好地平衡工作与生活,减少加班和压力, 提高工作效率。
宽放制度的优缺点
• 降低缺勤率:灵活的工时安排可以降低员工 的缺勤率,提高企业的生产效率。
宽放制度的优缺点
案例二:某物流企业的宽放制度应用案例
总结词:灵活适应
详细描述:该物流企业针对运输、仓储等不同环节的特点,采用灵活的宽放制度,允许员工在一定范 围内自行调整工作时间和休息时间,以适应业务波动和突发事件。
案例三
总结词
兼顾效率与员工福利
详细描述
该餐饮企业根据餐厅运营特点和员工需求,制定标准工作时间,同时采用适当的宽放制 度,如弹性排班、加班调休等,既保障了工作效率,又关注员工的工作负担和休息需求
管理难度增加
可能导致工作效率下降
采用宽放制度需要企业加强对员工工 作时间的监控和管理,增加了管理难 度。
如果员工在工作时间之外过度工作, 可能会影响工作效率和生产力。
可能导致工作与生活失衡
如果员工过度安排自己的工作时间, 可能会导致工作与生活失衡,影响身 心健康。
03
标准时间与宽放制度的关联
Chapter
标准时间
是制定生产计划和排程的基础,为生产计划提供时间依据。
宽放制度
用于弥补生产过程中的不确定因素,确保生产计划的顺利实 施。
如何平衡标准时间与宽放制度的关系
01
充分考虑生产过程 中的不确定因素
在制定标准时间时,应充分考虑 生产过程中可能出现的不确定因 素,如设备故障、人员缺勤等。
02
03
合理设置宽放时间
标准工时如何计算
标准工时如何计算标准工时与宽放率的计算方法是:标准工时等于正常的工时乘以1加上宽放率的和。
宽放率又是等于标准工时与实测工时的差除以实测工时得到的值,或者宽放率等于管理宽放率加上生理宽放率再加上疲劳宽放率。
标准工时指的是,工作人员在标准的工作环境下,做着自己所需要做的工作的时间,一般是指该工作人员在进行一件产品的加工时候,耗费的人工时间。
标准工时在法律中其实有很多种制定方法:1、秒表测量法,这个方法是直接利用一个熟悉该工艺的工作人员来在标准的工作环境中进行工作从而直接计算的时间。
但是因为只用一个熟悉该工艺的人来进行测量的话,会导致标准工时有着很大的误差,因此,一般情况下,我们需要进行多次的测量或者连续的测量,尽量将误差减小到微乎其微。
2、模特法,模特法是将加工这个产品的工艺需要人工负责的部分来划分21种动作,对这21种不同的动作分别测量它的标准工时。
3、简明工作因素法,这个方法也是将加工产品所需要的人工动作的划分成最基本的动作,并且让每个动作的时间划分成一样的,直接将这些动作的标准时间定制为一样的。
其实定制标准工时的方法有很多种,这里只是最基本的几种,只要你设定的标准工时合理又合法就可以了。
标准工时最基本的计算方法是:标准作业时间加上辅助该工作的时间就等于标准工时。
在这之中标准作业时间是由加工该产品所需要的时间,一般是指为了增加这个产品的价值所消耗的人工或者机器的时间,标准工时的减少只能是因为加工该产品的时间减少或者辅助加工的时间减少了。
标准工时与宽放率的计算方法是:标准工时等于正常的工时乘以1加上宽放率的和。
宽放率又是等于标准工时与实测工时的差除以实测工时得到的值,或者宽放率等于管理宽放率加上生理宽放率再加上疲劳宽放率。
标准工时宽放率

标准工时宽放率
标准工时宽放率指的是在生产或劳动过程中,实际工作时间与标准工时之间的差异程度。
它是衡量工作效率和生产效益的一个重要指标。
标准工时是指在相同的工作条件下,完成同一项工作所需的标准时间。
而实际工作时间则是指工人实际完成某项工作所花费的时间。
如果实际工作时间比标准工时短,就称为宽放率;如果实际工作时间比标准工时长,就称为收缩率。
通常情况下,标准工时宽放率应该在5%以内。
如果超过了这个比例,就可能意味着工人的工作效率出现了问题,需要对流程进行优化或对员工进行培训。
同时,标准工时宽放率也可以用来评估某个企业或部门的工作效率和管理水平。
总之,标准工时宽放率是生产管理中一个非常重要的指标,它能够反映出企业或部门的工作效率和生产效益,可以用来指导企业的管理决策。
- 1 -。
标准工时简介
1.标准工时 标准工时=观测工时*(1+宽放率) 2.观测工时 一般是由秒表测量所得,使用秒表实际测量6〜12次数据取平均值,第一次测量 时间命名为T1,依次类推,T2,T3,-----T12等,取样越多,样本平均值越可信, 对于时产能计算就越准确.这个平均值就叫作观测时间。 (另外观测时间有的公司使用MOD 或者BWF 法制定观测时间) 3.宽放率 宽放一般分为:疲劳宽放,私事宽放,管理宽放 总体而言累加之宽放总和一般在10%以下,宽放的大小要按照实际工位 劳动强度及工位作业难度来定义宽放率的大小.
观测T1 观测 观测T3 1.00 1.50 1.60 1.00 2.00 3.00
观测T4 0.90 4.00
观测T5 1.20 5.00
更精确的算法,例如下: 更精确的算法,例如下: 观测T6 STDEV AVERAGE 1.70 0.33 1.18 6.00 1.87 3.27
MAX 1.51 5.14
这个站有无涉及 ,
尤其是
的产能大小 越接近
MIN 0.84 1.40
样本值在MAX与MIN之间 0.4〈X〈1.51 1.4〈X〈5.14
4.平衡工时 平衡工时这个数据是为瓶颈时间服务的,因为瓶颈时间(BT)是所有站平衡 时间中最大的一个平衡时间,平衡时间=标准工时/人数 ,或者等于 标准工时/机台数。如何选择这个公式,关键在于两点:第一点是这个站有无涉及 到治具或者机台,第二点也是最关键一点,就是当机台或者治具数量一定时, 任意加人对于该站,检验该站产能是否会提升,如果有,那么说明机台或者 治具对于该站的产能影响可以忽略不计,平衡时间=标准工时/人数 ,如果人力增加产能不增加,那么平衡时间=标准工时/机台数. 其实以上公式仅仅适用于组装厂,如果涉及到系统厂的人机相关作业,尤其是 测试站,机对于产能影响比较大的时候,那么平衡工时会是另外一种算法. 5.瓶颈时间 英文缩写为BT ,B是bottleneck ,T 是time ,这数据的大小取决该条线的产能大小 ,时产能=3600/BT , 当然需要注意的是,不是BT越小越好,BT 是无法消除的, 决定一条流水线的人力成本是否合理取决于BT 于其它站时间是否接近,越接近 人力闲置就越少,那么该线的排线人力分布就越合理.这个合理性有一个新的 指标来衡量 即线平衡率 (LB=line balance)
标准工时讲解--宽放明细
五、细排程适用范围
1.分批订单生产的加工程序安排
(订单生产/程序加工业)生产批加工途程安排交期确认之用
2.制程组内机台(作业员)作业程序进 度安排
以人员/机台/工作组为对象 确立(日/时辰)排程数量,作进度稽催管制依据
3.包括生产前各项准备工程的作业安排
1.甘特图基本格式
生产线:____月份:___周次___
生产批 产制 一
二
三
四
五
号
件号
#90018 A111 A制程
#90023 B232
#90024 C334
#90029 D224
#90031 E443
#90033 E234
2.另一种形式的甘特图
排程 制令No. 制 一 二 三 四 五
对象
程
甲 #90002 A 100 100 8
#90003 A 4
第一章
标准工时的应用方向
一、标准工时在工厂管理的工具性 角色
1、多项“计划”作业的核算工具
生管排程 工作负荷量 人工成本基准
2、多项“查核”工作的基准
员工效率 人力编成/设备配置编成 生产线/设备绩效 损失分析
3、其他
方法比较与工作改善
二、标准工时之应用范围
1、生产管理方面
A、生产排程
各制程之“制程工时”,以“标准工时”乘“排程数量”与
考
.作部门间人力调度及作业工时调整之依据 .作自制/让工外发指令之依据
七、产能负荷管理之程序范围
.生产线(大制程)产能预估/修订
.依MPS(DPS)展开生产线负荷/异状提出 .产能负荷异状之提示/建议 .MPS(DPS)再调整 .作自制/让工外发指令之依据
标准工时之宽放设定

疲劳宽放评价表
评价项目
详细评价项目
宽放率
1、体力
1.轻松坐着作业
0
2.轻体力劳动,单人拿起或移动轻的东西
1
3.重体力劳动,两人拿起或移动重的东西
1.5
4.超重体力劳动,几人合力完成,不休息
1.75
2、姿势
1.稳定、坐着作业
0
2.拿着东西步行,比通常坐着作业条件差
0.3
3.要小心作业,蹲着或站着作业,有时休息但作业姿势不自然
1
4.突然停止或突然启动,蹲着或站着作业,少有休息
1.5
3、特殊作业衣服或装置
1、没有什么特别
0
2、有时需使用口罩、套鞋,手套等装置
0.2
3、使用特殊装置(和上一项一样),有时可以脱掉
0.6
4、使用特殊装置(我上一项一样),不可以脱掉
0.75
4、精密和视力疲劳
1、不是太精密
0
2、有时要求精密
0.3
3、要求特别精密
3、有较多烟,污染,臭气,灰尘
0.25
4、非常多的烟,污染,臭气,灰尘
0.4
1、无噪音
0
2、有一些噪音
0.2
3、有噪音,但不连续
0.25
4、非常大的噪音,但偶尔停止
0.4
1、温度可调节,温度适宜
0
2、温度会在一定程度上变化
3、温度会发生变化,温度不太适宜
1、不需要
0
2、需要一点
0.3
3、需要
0.4
4、非常需要
0.7
8、承担责任和注意安全
1、无需承担责任和注意安全
0
2、在一定程度上要承担责任和注意他人的安全
标准工时宽放

一.寬放定義
根據我們的實際經驗,實際作業時非常容易 產生一些突然或異常的狀態,或者一些可以諒解 的事,致使作業中斷;因此一般來說無法嚴格遵 守原訂的正常工時,不得不附加一些工時,這就 是寬放(Allowance)
二.寬放的種類
生理寬放
上廁所,喝水,擦汗等引起的作業 中斷
寬
疲勞寬放
由于重量或作業姿勢等造成的疲勞 (肉體疲勞) 由于作業精細,需集中注意力或眼力 造成的疲勞(精神疲勞)
六.寬放係數的賦予
標準工時=正常工時*(1+寬放率)
標準工時=正常工時*(1+生理寬放率+疲勞(International Labor Office)確定的寬放係數 1.不變寬放—基本疲勞寬放:4% 2.可變寬放—站立工作:2% 非正常姿勢工作:0~7% 負重工作:0~22%(5pounds) 燈光惡劣:0~5% 空氣質量:0~100% 工作精度:0~5% 噪音水平:0~5% 精神緊張:1~8% 工作單調:0~4% 工作繁瑣:0~5% 特殊作業衣:0~0.75%
五.管理寬放的範圍
在有些企業或工作研究里,更廣泛的稱為特殊寬放 或延遲寬放,這是指由于某些行政管理或其他特殊而非 作業員因素所造成的作業中斷. 管理寬放是指必要尤其定時的朝會,會議,作業場 所清掃整頓,制程品管人員來車間進行制程抽樣稽核時 作業員需接受檢查或訊答,以及作業前,作業中的作業 標準稽核……這些都會使作業員不得不中斷作業,使得 真正的作業工時更長. 至於管理寬放率表,迄今沒有世界性的標準,各企業 依據內部需求自行合理設定.
放
管理寬放
由于管理原因造成的作業中斷,如 填寫生產報表,接受制程品管人員 的詢問或檢驗等
三.生理寬放的範圍
依據聯合國國際勞工局的分析,在適合人體的正常 溫度環境條件下,男性生理寬放率為5%,女性為7%,以 每天工作8小時計.(包括上廁所,喝水,洗手,擦汗等需求) 如果更沉重的工作或者更不利的工作環境,還必須 酌情提高比率.
标准工时宽放率(国际标准)

①稳定的坐式作业
0
②普通步行并携带物品
0.3
③注意力集中的干干停停,姿势不自然
1.0
④急速停止、起动,无休息
1.5
特殊的作业服装与工具
①无特别处
0
②口罩、长筒、草靴、手套等劳保用品有时用
0.2
③基本需配戴上述用品,但偶尔可以拿下
0.6
④不间断使用
0.75
细致程度与眼部疲劳
①需要细致作业
0
②偶尔需谨慎细致
0.4
噪音
①没有噪音
0
②少许噪音
0.2
③有噪音,但有间歇
0.25
④持续不断强噪音
0.4
温度
①有空调,温度正常
0
②普通的温度变化
0.2
③温度变化较大
0.25
④温度变化极大,对人不利
0.4
光照度
①光照度在标准之间
0
②正常一般照明水平
0.2
③光线弱或过强,影响人的情绪
0.25
④非常弱的光线并且明暗变化强烈,严重影响情绪
0.4
地面
①地面光洁
0
②普通状态地面
0.2
③潮湿不干净
0.25
④潮湿容易滑倒的地面
0.4
3
作业宽放
由于材料/零件/机械/工具等生产相关物品造成的非周期性/不规则的准备或是清洁等类似作业,时间在15分钟以内.
3.0
4
管理宽放
由管理制度造成的管理时间的占用,如班前会/交班会等.
3.5
0.3
③需要小心细致
0.4
④经常需高度小心细致
0.7
重复动作与紧张度
①几乎很少有重复
标准工时宽放率(国际标准)

标准工时宽放率(国际标准)
本文介绍了标准工时宽放项目和宽放率。
其中,生理宽放包括喝水、上洗手间、轻松性质工作和重劳动等不同情况,对应的宽放率也不同。
疲劳宽放则考虑了努力度、姿势、特殊的作业服装和工具、细致程度与眼部疲劳、重复动作与紧张度、单调性、创造性注意力和对责任与危险注意度等因素。
作业宽放主要指材料、零件、机械、工具等生产相关物品造成的准备或清洁等非周期性或不规则的作业,时间控制在15分钟以内。
管理宽放则指由管理制度造成的管理时间的占用,如班前会、交班会等。
标准工时计算方法

标准工时计算方法标准工时计算方法一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。
二、名词定义:2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
2.3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
三、标准工时的构成:3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率3.2、正常时间:3.2.1、主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品外形,改变产品性能等。
3.2.2、副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
正常时间设定方法如下:直接观测法:秒表观测法;摄影分析法;work sampling法。
优点:比较简单;任何人都可以做。
缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。
合成法:动作分析法、历史数据法。
优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。
缺点:需要教育和训练。
3.3、宽放时间:3.3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。
3.3.2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。
3.3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放. 作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用处理不良品等。
3.3.4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。
标准工时中宽放时间的计算

标准工时中宽放时间的计算一:宽放分类说明1.定义:宽放时间指工人除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
2.构成:⑴. 人为宽放:私事宽放;疲劳宽放⑵. 非人为宽放:作业宽放;集体宽放⑶. 特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其他宽放3. 宽放种类3.1 个人私事宽放(生理宽放)私事宽放并非影响正常操作时间之因素,而是要维护员工工作舒适所需要的时间。
包括解决私事,满足喝水、上厕所、擦汗、更衣等生理要求的时间等。
若工厂的作业环境良好,人的生理需求基本一致,对个人或作业不单独设定,全厂统一安排。
若上下午工厂有统一规定的休息时间,则标准时间中不再考虑。
在不良的环境下如高温、吵杂、粉尘、恶臭的环境下,其所需的宽放时间率就要高点。
3.2 疲劳宽放它跟私事宽放有密切关系,为宽放时间中最复杂、最重要且也最受争议的一种。
而在疲劳宽放中,主要有生理疲劳和心理疲劳二大类,生理疲劳已渐渐由改进操作方法或者设备之途径来加以改善,例如自动化设备,而心理疲劳则衡量及减少比较困难。
为了消除疲劳,必须给予宽放时间。
它是由作业环境,作业条件的不同而产生的体力上,精神上疲劳引起。
带来疲劳的各种原因如下:a)作业环境:温度、照明、废气、噪音、空气、湿度b)作业条件:作业强度、作业场所、作业的体能要求、作业的精密度注:一般情况下,取疲劳宽放率为男:4%,女:5%。
一般而言,可以透过下列几种方式来减低疲劳●适当的工作环境(如照明、湿度、温度、噪音)的提供,以避免生理与心理上的疲劳。
制程的自动化以使肌肉运动的疲劳减少到最大极限。
●适人适事,依据不同人的性格来安排工作,使其工作时能符合其个人的性格和兴趣,以降低心理疲劳。
●实施中间休息制度,使员工在工作休息时间可以恢复体力,减少疲劳,或则做私自宽放之用。
标准工时之MOD法
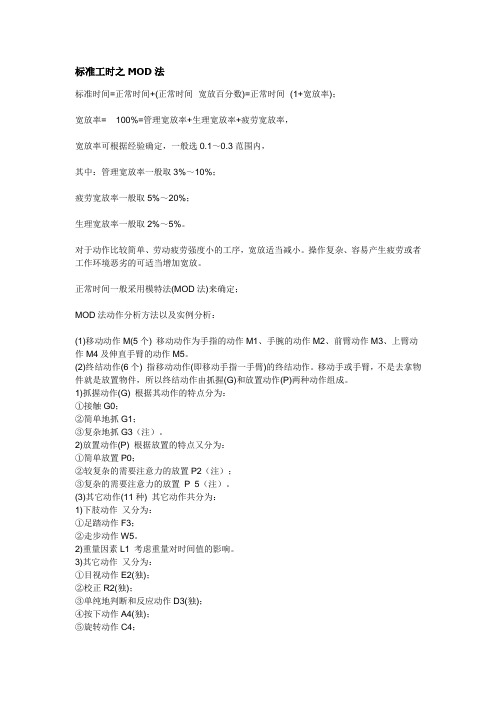
标准工时之MOD法标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MO D,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
标准工时中宽放时间的计算

它跟私事宽放有密切关系,为宽放时间中最复杂、最重要且也最受争议的一种。而在疲劳宽放中,主要有生理疲劳和心理疲劳二大类, 生理疲劳已渐渐由改进操作方法或者设备之途径来加以改善,例如自动化设备,而心理疲劳则衡量及减少比较困难。为了消除疲劳,必须给予宽放时间。它是由作业环境,作业条件的不同而产生的体力上,精神上疲劳引起。带来疲劳的各种原因如下:
可见采用哪种宽放率,标准时间是相同的。
1.定义:宽放时间指工人除正常工作时间之外必须的停顿及休息的时间。包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
2.构成:
⑴. 人为宽放:私事宽放;疲劳宽放
⑵. 非人为宽放:作业宽放;集体宽放
总之,对上述宽放时间,一般根据实际情况,综合起来取正常时间的一定百分率作为宽放率。
二、宽放的计算方法
1.外乘法
即在单位净时间内,要给与多少的宽放时间。
宽放率= 宽放时间/净工作时间*100%
2.内乘法
宽放时间占总工作时间的比率,即在一完整的工作时间内(包括工作与宽放时间),要给与多少比例的宽放率。
⑶. 特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其他宽放
3. 宽放种类
3.1 个人私事宽放(生理宽放)
私事宽放并非影响正常操作时间之因素,而是要维护员工工作舒适所需要的时间。包括解决私事,满足喝水、上厕所、擦汗、更衣等生理要求的时间等。若工厂的作业环境良好,人的生理需求基本一致,对个人或作业不单独设定,全厂统一安排。若上下午工厂有统一规定的休息时间,则标准时间中不再考虑。在不良的环境下如高温、吵杂、粉尘、恶臭的环境下,其所需的宽放时间率就要高点。
标准工时宽放标准
标准工时宽放标准一、疲劳宽放疲劳宽放是为了补偿工人在长时间工作或重复性工作中所产生的疲劳和体力下降而设立的工时宽放。
疲劳宽放的时间应基于工作性质、工作强度和工作时长等因素进行合理设定。
二、生理需求宽放生理需求宽放是为了满足工人生理上的基本需求,如休息、进食、饮水等而设立的工时宽放。
生理需求宽放的时间应基于工人的工作强度和工作时长等因素进行合理设定。
三、努力程度宽放努力程度宽放是为了补偿工人在工作中所付出的额外努力和体力消耗而设立的工时宽放。
努力程度宽放的时间应基于工作性质、工作难度和工作要求等因素进行合理设定。
四、技能宽放技能宽放是为了补偿工人在工作中所具备的特殊技能和经验而设立的工时宽放。
技能宽放的时间应基于工作性质、技能要求和工人具备的技能水平等因素进行合理设定。
五、特殊情况宽放特殊情况宽放是为了应对工作中出现的特殊情况,如设备故障、突发事件等而设立的工时宽放。
特殊情况宽放的时间应根据实际情况进行合理设定。
六、设备与工具使用宽放设备与工具使用宽放是为了补偿工人在使用设备和工具时所产生的额外时间和体力消耗而设立的工时宽放。
设备与工具使用宽放的时间应基于设备与工具的使用频率、使用难度和使用要求等因素进行合理设定。
七、材料和消耗品宽放材料和消耗品宽放是为了补偿工人在工作中所使用的材料和消耗品的处理和搬运所产生的额外时间和体力消耗而设立的工时宽放。
材料和消耗品宽放的时间应基于使用的材料和消耗品的数量、重量和搬运距离等因素进行合理设定。
八、环境因素宽放环境因素宽放是为了补偿工人在不良的环境条件下工作所产生的额外时间和体力消耗而设立的工时宽放。
环境因素宽放的时间应基于工作环境的具体条件,如温度、湿度、噪音、灰尘等因。
标准工时知识点

工时介绍
1.求取合理观测次数
1).误差界限法
误差界限法:一般采用95%信赖水平和5%的精确度(即有95%的母 群体平均值的误差在5%的范围内)。 则应观测次数为:(Xi为预观测
次数)
工时介绍
例:设在秒表测时中,先对某操作进行观测10次, 其时间为:5s,7s,8s,6s,6s,7s,6s,7s,7s,6s ,现要求误差界限控
30
40 60 100
制在95%信赖水平和5%的精确度
n=10
=65
=429
工时介绍
2.通过作业周期确定观测次数
高氏观测记数表 周期时间 40min以上 20~40min 10~20min观测次数 3 5 8 10 15 20
0.75~1.0min
0.5~0.75min 0.25~0.5min 0.1~0.25min
标准工时介绍
标准工时简介: 标准工时是指具有平均熟练程度的操作者,在标准作业条件和环境下,
以正常的作业速度和标准的操作方法,完成某一项作业所需要的总时间。
其计算公式为:
正常时间=实测作业时间×评定系数;
标准工时=正常时间+宽放时间=实测作业时间×评定系数×(1+宽放率) =正常作业时间×(1+宽放率);
宽放表及评定系数

0
0.2
0.6
0.75
4、细致程度与眼部疲劳
1.需要细致作业
2.偶尔需谨慎细致
3.需要小心细致
4.经常需高度小心细致
0
0.3
0.4
0.7
5、重复动作与紧张度
1.几乎很少有重复
2.偶尔忙碌的需重复动作
3.繁忙且无变化的反复动作
4.强烈反复枯燥重复
0
0.3
0.4
0.7
6、单调性
1.有一定兴趣并非反复动作
熟练系数
努力系数
非常
熟练
A1
+0.15
非常
努力
A1
+0.13
A2
+0.13
A2
+0.12
比较
熟练
B1
+0.11
比较
努力
B1
+0.10
B2
+0.08
B2
+0.08
熟练
C1
+0.06
努力
C1
+0.05
C2
+0.03
C2
+0.02
普通
D
+0.00
普通
D
+0.00
欠佳
E1
-0.05
欠佳
E1
-0.04
E2
-0.10
0.4
噪音
①没有噪音
0
②少许噪音
0.2
③有噪音,但有间歇
0.25
④持续不断强噪音
0.4
温度
①有空调,温度正常
0
②普通的温度变化
标准工时计算方法
标准工时计算方法标准工时计算方法一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。
二、名词定义:2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
2.3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
三、标准工时的构成:3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率3.2、正常时间:正常时间设定方法如下:直接观测法:秒表观测法;摄影分析法;work sampling法。
优点:比较简单;任何人都可以做。
缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。
合成法:动作分析法、历史数据法。
优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。
缺点:需要教育和训练。
3.3、宽放时间:作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用处理不良品等。
注:宽放种类很多,但在实际计算标准工时时,不能将所有宽放都考虑在内,因宽放越多说明作业效率越低,一般宽放效率10%-20%之间均为正常尺度,根据本公司产品特点总宽放率设置为10%-20% 总宽放率=Σ+各宽放率=15%四、评比4.1定义:作业观测者(时间研究者)把头脑中的正规作业状态(速度、动作等) 和观测对象(操作者)的作业状态相比较,使之定量化。
4.2评比技术:标准作业状态(作业速度)并对之有感性化的认知。
评价结果定量化。
4.3平准化法(平准化法又称西屋法)a、准备秒表,笔和记录窗体《现场观测工时统计表》。
工耗率计算公式

工耗率计算公式
工耗率计算公式如下:
标准工时=正常工时+宽放时间(正常工时=观测工时*评比因素)(标准工时=生产一个良品的作业时间)
测标准工时需要的条件是:a、作业人员都是经过良好训练的熟练操作工,b、必须是正常速度,c、所有物品都是良品,在以上条件下然后需要用码表测出从第一个工序到最后一个工序所需要的时间,反复测量取平均值.
用所得的平均值除以85%即得到标准工时.(为什么取以85%,因为考虑人不可能象机器,而我们的嫁动率在正常情况下需达到85%)。
缝纫工时间指标
缝纫工时间指标
标准工时是在标准工作环境下,进行一道加工工序所需的人工时间。
标准工时的制定方法有多种,通常使用的方法有:
1、标准工时=标准作业时间+辅助时间;
2、标准工时=正常工时X(1+竞放率);宽放率=(标准工时-实测工时)/实测工时*100%=管理宽放率+生理宽放率+疲劳宽放率。
正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和标准作业时间由工艺过程决定,主要为直接增加产品价值的人工/机器时间消耗。
对标准工时的降低只能通过工艺改善和辅助时间降低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.寬放定義
根據我們的實際經驗,實際作業時非常容易 產生一些突然或異常的狀態,或者一些可以諒解 的事,致使作業中斷;因此一般來說無法嚴格遵 守原訂的正常工時,不得不附加一些工時,這就 是寬放(Allowance)
二.寬放的種類
生理寬放
上廁所,喝水,擦汗等引起的作業 中斷
寬疲勞寬放Fra bibliotek由于重量或作業姿勢等造成的疲勞 (肉體疲勞) 由于作業精細,需集中注意力或眼力 造成的疲勞(精神疲勞)
五.管理寬放的範圍
在有些企業或工作研究里,更廣泛的稱為特殊寬放 或延遲寬放,這是指由于某些行政管理或其他特殊而非 作業員因素所造成的作業中斷. 管理寬放是指必要尤其定時的朝會,會議,作業場 所清掃整頓,制程品管人員來車間進行制程抽樣稽核時 作業員需接受檢查或訊答,以及作業前,作業中的作業 標準稽核……這些都會使作業員不得不中斷作業,使得 真正的作業工時更長. 至於管理寬放率表,迄今沒有世界性的標準,各企業 依據內部需求自行合理設定.
六.寬放係數的賦予
標準工時=正常工時*(1+寬放率)
標準工時=正常工時*(1+生理寬放率+疲勞寬放率+管理寬放率)
四.疲勞寬放的範圍
ILO(International Labor Office)確定的寬放係數 1.不變寬放—基本疲勞寬放:4% 2.可變寬放—站立工作:2% 非正常姿勢工作:0~7% 負重工作:0~22%(5pounds) 燈光惡劣:0~5% 空氣質量:0~100% 工作精度:0~5% 噪音水平:0~5% 精神緊張:1~8% 工作單調:0~4% 工作繁瑣:0~5% 特殊作業衣:0~0.75%
放
管理寬放
由于管理原因造成的作業中斷,如 填寫生產報表,接受制程品管人員 的詢問或檢驗等
三.生理寬放的範圍
依據聯合國國際勞工局的分析,在適合人體的正常 溫度環境條件下,男性生理寬放率為5%,女性為7%,以 每天工作8小時計.(包括上廁所,喝水,洗手,擦汗等需求) 如果更沉重的工作或者更不利的工作環境,還必須 酌情提高比率.