蒸汽锅炉PID温度控制系统设计
蒸汽锅炉控制系统

基于西门子S7-300的40t蒸汽锅炉控制系统摘要随着社会经济的飞速发展,城市建设规模的不断扩大,以及人们生活水平的不断提高,对城市生活供暖的用户数量和供暖质量提出了越来越高的要求。
目前,我国大部分地区冬季生活供暖仍然以锅炉供暖为主,锅炉房自动控制系统配置相对落后,风机和水泵等电机的控制主要依赖值班人员的手工操作,控制过程繁琐,耗电耗煤,而且手动控制无法对锅炉供水温度和管网压力变化及时做出适当的反应。
本文设计了一套基于PLC和变频调速技术的供暖锅炉控制系统。
该控制系统由可编程控制器、变频器、风机和水泵电机、传感器、以及控制柜等构成。
系统主要包括四个控制回路:锅炉汽包水位控制回路、水温控制回路、炉排控制回路和炉膛负压控制回路。
系统通过变频器控制电动机的启动、运行和调速。
系统以西门子S7-300可编程控制器为下位机。
下位机控制程序采用西门子公司的STEP7编程软件设计,主要完成模拟量信号的处理,水位、温度和压力信号的PID控制等功能,并接收上位机的控制指令以完成风机启/停控制、参数设定、循环泵控制和补水泵控制。
本文设计的变频控制系统实现了锅炉燃烧过程的自动控制,有效地降低了能耗,提高了生产管理水平。
系统安装维护方便,运行稳定、可靠。
系统整体设计合理,功能齐全,实现了预期的目标。
关键词:锅炉控制,变频调速技术,PLC,PIDFor Siemens S7-300 40 Tons Steam Boiler Control SystemAbstractWith the rapid development of social economy and the increasingly improved living standard of people, the scale of city construction is unprecedentedly expanded, arousing urgent requirement for high-quality living heating system to meet the sustainingly increased need. In the majority of our country, however, most current living heating systems for winter use arerelatively still out-of-date boiler heating system, in which, the core part, namely, the control of operating fans in stokehold and water pumps is still manual and therefore hard to realize real-time adjustment according to changing pressure in the pipes and temperature of water supplied. Consequently, this fussy manual control inevitably leads to unnecessary huge waste of coal and electrical power.In this paper, a heating boiler control system based on PLC and variable frequency speed-regulating technology is designed. The control system is made up of PLC, transducers, electromotor units of pumps and fans, sensors and control tanks, etc. In the program control system is consisted by four loops that is the water level control loop, the water temperature control loop, the boilers belt control loop and the hearth pressure control loop. It can control electromotor starting, running and timing by means of transducers. The hardware system adopts a Siemens S7-300 PLC as the lower control system (LCS). The control software of LCS designed with STEP7(Siemens PLC software toolbox) is mainly used to deal with functions such as processing analog signals , PID control of water level、temperature and pressure, and accepting control instructions from the upper supervisory system(USS) to realizestarting/stopping of electromotors, setting of analog parameters and control of water pumps. The frequency control system proposed not only can realize automatic control of boiler burning process efficiently, having greatly reduced energy consumption, and in the meantime effectively improved the level of boiler control management, but also has many advantages such as stable and reliable running, flexible operation, etc. The whole design is feasible and reliable and reach the expected objective..Key words:boiler control, variable frequency speed-regulating technology, PLC,PID目录摘要 (I)ABSTRACT .............................................................................................................................. II 1 绪论 ........................................................................................................................................ 1 引设备的基本结构 .............................................................................................. 1 蒸汽锅炉本体 ........................................................................................................... 1 辅助设备 ................................................................................................................... 2 蒸汽锅炉的工作过程 ...................................................................................................... 3 燃料燃烧与通风系统 ............................................................................................... 3 汽-水系统 ................................................................................................................. 3 控制要求 .......................................................................................................................... 3 控制汽包水位 ........................................................................................................... 4 控制蒸汽温度 ........................................................................................................... 4 控制炉膛压力 ........................................................................................................... 4 控制燃烧系统 ........................................................................................................... 5 控制鼓风引风量 ....................................................................................................... 5 2 PLC硬件设计 ......................................................................................................................... 6 PLC的发展历程 .............................................................................................................. 6 PLC特点 .......................................................................................................................... 6 S7-300简介 ...................................................................................................................... 8 系统组成 .......................................................................................................................... 8 3 软件设计 .............................................................................................................................. 10 S7-300编程软件简介 .................................................................................................... 10 控制系统软件设计 ........................................................................................................ 11 控制算法的选择 ..................................................................................................... 11 STEP7中的PID功能块 ......................................................................................... 12 主程序设计 (12)子程序设计 ............................................................................................................. 13 结论 ...................................................................................................................................... 19 致谢 ...................................................................................................................................... 20 参考A (S7-300-PLC MODULE SPECIFICATION) .................................................... 22 附录B (S7-300模板规范手册) ...................................................................................... 30 附录C (蒸汽锅炉控制系统原程序) . (36)1 绪论引言供暖锅炉控制系统属于过程控制系统,其控制的目标是控制锅炉燃烧过程中的水位、炉膛负压等参数,使锅炉燃烧工况良好,保证设备运行安全,满足用户的供热要求。
基于PLC的加热炉温控制系统设计

毕业设计(论文)题目:基于PLC的加热炉温控制系统设计学院:电子信息学院专业班级:06自动化(2)指导教师:康涛职称:讲师学生姓名:雷颖倩学号:40604010225摘要在现代工业生产过程中,一些温度等作为被控参数的过程,往往其容量滞后较大,控制要求又较高,若采用单回路控制系统,其控制质量无法满足生产要求。
本文针对锅炉的结构特点以及船机控制能够有效的改善过程的动态特性、提高工作频率、减小等效过程时间常数和加快响应速度等,提出了锅炉温度串级控制的解决方案。
本系统以电加热锅炉为被控对象,以锅炉出口水温为主被控参数,以炉膛内水温为福被控参数,以加热炉电阻丝电压为控制参数,以PLC为控制器,构成锅炉温度控制系统;完成了系统的硬件设计和PLC程序设计。
经过调试,PLC程序实现了数据采集、A/D转换、PID运算和D/A转换等,达到了设计要求。
关键词:锅炉,温度,串级控制,PLC,PIDABSTRACTIn modern industrial production,some course's capacity often lags behind relatively largely,control also expect relatively much regarding temperature,etc,if adopt the controlsystem of single circuit,its quality of control is unable to meet the production requirement.Because the bunches of control can improve the dynamic characteristic of the course effectively,improve operating frequency,reducing the time constant of the equivalent course and accelerating the response speed,etc.This text have proposed one bunch of solutions of control of boiler temperature.This system leaves target of accusing of on boiler with electricity,export water temperature.With boiler for accuse of parameter mainly,regard the burner hearth water temperature as one pair of parameters of accusing of,regard voltage of resistance wire of the heating furnace as the control parameter,regard PLC as the controller, form one bunch of control systems of boiler temperature;Finish the designing of systematic hardware and the program with PLC.Through debugging,PLC procedure has realized the data gathering,A/D changing,PID operation and D/A changing,etc,has reached the designing requirement.KEYWORDS:boiler,temperature,bunches of control,plc,pid前言随着我国国民经济的快速发展,锅炉的使用范围越来越广泛。
蒸汽锅炉PID温度控制系统设计

目旳:
对锅炉过热蒸汽温度控制系统进行分析和设计,而对 锅炉过热蒸汽旳良好控制是确保系统输出蒸汽温度稳 定旳前提。所以本设计采用串级控制系统,这么能够 极大地消除控制系统工作中旳多种干扰原因,使系统 能在一种较为良好旳状态下工作,同步锅炉过热器出 口蒸汽温度在允许旳范围内变化,并保护过热器管壁 温度不超出允许旳工作温度。
调整器接受过热器出口蒸汽温度t变化后,调整器才开始动作, 去控制减温水流量W ,W旳变化又要经过一段时间才干影响到 蒸汽温度t,这么既不能及早发觉扰动,又不能及时反应控制旳 效果,将使蒸汽温度t发生很大旳动态偏差,影响锅炉生产旳安 全和经济运营。
燃烧工况
温度设定值
控制信号
喷水流量
控制器
执行器
过热器
温度变送器
在本设计用到串级控制系统中,主对象为送入负荷设 备旳出口温度,副对象为减温器和过热器之间旳蒸汽 温度,经过控制减温水旳流量来实现控制过热蒸汽温 度旳目旳。
蒸汽锅炉工艺流程及控制要求
蒸汽锅炉工艺流程及控制要求
锅炉是一种具有多输入、多输出且变量之间相互关联 旳被控对象。 过热蒸汽温度控制系统:主要使过热器出口温度保持 在允许范围内,并确保管壁温度不超出工艺允许范围;
被控对象建模
根据在减温水量扰动时,过热蒸汽温度有较大旳容积迟延, 而减温器出口蒸汽温度却有明显旳导前作用,完全能够构成 以减温器出口蒸汽温度为副参数,过热蒸汽温度为主参数旳 串级控制系统
温度设定值
温度主调节器
副调节器
减温水流量
蒸汽流量或者烟
扰动
气热量扰动
阀 门
减温器 2
过热蒸汽温度
过热器 1
温度变送器 温度变送器
基于PLC的锅炉燃烧控制系统设计_毕业设计论文正文 精品
基于PLC的锅炉燃烧控制系统设计1 绪论1.1锅炉燃烧控制项目的背景改革开放以来,我国经济社会快速发展,生产力水平不断提高,在生产中,锅炉起着十分重要的作用,尤其是在火力发电中发挥重要作用的工业锅炉,是提供能源动力的主要设备之一。
锅炉产生的蒸汽可以作为蒸馏,干燥,反应,加热等各过程的热源,另外也可以作为动力源驱动动力设备。
工业过程中对于锅炉燃烧控制系统的要求是非常高的,要求锅炉燃烧控制系统必须满足控制精度高,响应速度快[1]。
作为一个非常复杂的设备,锅炉同时具有了数十个包括了扰动、测量、控制在内的参数,参数之间有着复杂的关系,并且相互关联[2]。
而锅炉燃烧过程中的效率问题、安全问题一直是大众关注的重要方面。
1.2锅炉燃烧控制的发展历史对于锅炉燃烧的控制,已经经历了四个阶段[3~5](1)手动控制阶段因为20世纪60年代以前,电力电子技术和自动化技术还没有得到完全发展,技术尚不成熟,因此,这个时期工业人员的自动化意识不强,锅炉燃烧的控制方式一般多采用纯手动的方法。
这种控制方法,要求进行控制的操作工人依靠他们的经验决定送风量,引风量,给煤量的多少,然后利用手动的操作工具等操控锅炉,该方法控制的程度完全取决于操作工人的经验。
因此,要求操作工人必须具有非常丰富的经验,这样无疑大大提高了操作工人的劳动强度,由十人的主观意识,所以事故率非常大,同时,也不能保证锅炉高效稳定的运行。
(2)仪器继电器控制阶段随着科技的不断进步,自动化技术以及电力电子技术快速提高,国内外以继电器为基础的自动化仪表工业锅炉控制系统也得到发展,并且广泛应用于实际生产过程。
在上个世纪60年代前期,我国锅炉的控制系统开始得到迅速发展;到了60年代的中后期,我国引进了国外全自动的燃油锅炉的控制系统;到了上个世纪的70年代末,我国逐渐自主研发了一些工业锅炉的自动化仪器,同时,在工业锅炉的控制系统方面也在逐步推广应用自动化技术。
在仪表继电器控制阶段,锅炉的热效率得到了提高,并且大幅度的降低了锅炉的事故率。
蒸汽温度自动控制系统

WT1S
1
1
时,1
21K
1
2.21K
;Ti1
T1K 1.2
WT1S
1
1
1
1 Ti1S
时,
(3)主、副回路投入后再作适当调整。
能源与动力工程学院 (二)衰减曲线法
步骤与临界曲线法略同,不同之处要注意!
串级控制系统产生共振效应的条件是:
1.副回路的工作频率ω2接近于共振频率ω; 2.主回路的工作频率ω1接近于副回路的工作频率ω2,即 T1P≈3T2P 。
实际生产中,通常把两种过热器结合使用,对流方式下吸收 的热量比辐射方式下吸收的热量要多,因此综合而言,过热器出 口汽温是随流量D的增加而升高的。
能源与动力工程学院
(2)动态特性 影响汽温变化的扰动因素很多,例如蒸汽负荷,烟气温度和
流速,给水温度,炉膛热负荷,送风量,给水母管压力和减温 水量。
归纳: 蒸汽流量,烟气传热量和减温水三个方面的扰动。 1)蒸汽流量扰动
能源与动力工程学院
(二)现场试验整定法
1、边界稳定法(临界曲线法) (1)先决定副调节器的比例带
主、副回路全部投入闭环,主调节器的参数设置:δ1置于较大位 置,Ti1=∞,Td1=0,副调节器的δ2 置于较大位置,且Ti2=∞,Td2=0, 而后便将副调节器的比例带由大往小调,使副回路产生不衰减振荡 (同时观察2),并记下此时的δ2K(临界比例带),T2K(振荡周 期),则副调节器的参数设置为:
2、锅炉过热汽温串级控制系统原理图
温度定值
主P调I1
副P调I2 执行器
内扰 阀门
θ2
减 导温前器区
过惰热性器区
θ1
变送器
变送器
锅炉过热蒸汽温度控制系统设计研究毕业设计开题报告
重点解决的问题
主要内容:
1、建立被控对象数学模型。
2、基于单片机设计总体方案,进行PID控制规律的选用与数字化。
3、硬件设计,包括单片机输入信号接口电路、外围电路等。
4、软件设计,包括初始化及主程序、控制程序、A/D和D/A转换程序及其他处理程序。
5利用PROTUES仿真。
重点解决的问题:
锅炉是我国工业生产和生活上应用面最广、数量最多的热力设备,是石油化工、发电等工业过程必不可少的重要动力设备,其产物蒸汽不但可以作为蒸馏、干燥、反应、加热等过程的热源,而且还可以作为驱动设备的动力源。
过热蒸汽温度控制是锅炉控制系统不可缺少的重要组成部分,其性能和可靠性已成为保证锅炉安全性和经济性的重要因素。由于锅炉往往负荷变化大,起停频繁,依靠人工操作很难保证其安全、稳定地在经济工况下长期运行。温度过高,会使蒸汽带水过多,汽水分离差,使后续的过热器管壁结垢,影响了生产安全;温度过低又将破坏部分水冷壁的水循环不能满足工艺要求,严重时会发生锅炉爆炸,从而造成重大事故。因此,工业过程对锅炉控制系统都有很高的要求,在锅炉运行中,保证过热蒸汽的温度在正常的范围内具有非常重要的意义。
完成论文的初稿;
修改、完善毕业设计并送指导老师审阅;
完成论文的PPT文件,准备毕业答辩。
指
导
教
师
意
见
***同学查阅了大量与课题相关的文献资料,对设计意图和课题意义清
楚明确,设计了初步的研究方案,预见了难点和关键问题,并拟定了工作计划,
为开题做了充分准备。目前已达到开题要求,同意开题。
指导教师签名:
年 月 日
1、了解锅炉过热蒸汽的工艺过程,对被控对象进行分析,设计控制方案。
锅炉过热蒸汽温度控制系统的设计与仿真

低(5~IO) ̄C,效率就降低约 1%,因此严格 控制过热汽温在给定值 间 r约为 20s,具有较 良好的动态特性。但实际运行 中,蒸汽负荷
附近是大型火电机组运行 的重要任务之一[1J。
是变化的,因此不宜用来控制过热汽温 。
过热蒸汽温度控制 中,被控对象具 有非 线性 、时变性 、滞后 2-2 烟气传 热量扰 动的动态 特性
monitored control system is developed by Kingview.Th e results show that t he FUZZY-PID con troller not only improves the
system of nonlinear,time variability and ce , 桫 processing capacity,but also has better se L adaptive ca pa city a nd
第 4期 2016年 4月
机 械 设 计 与 制 造
Machinery Design & Manufacture
265
锅 炉过 热 蒸 汽 温度控 制 系统 的设 计 与仿 真
刘丽桑 ,张锦 枫
(福建工程学院 福建省数字化装备重点实验室 ,福建 福州 350118)
摘 要 :过热蒸汽温度 的高低直接影响着火电机组的安全性和经济性 。由于过 热蒸汽温度对象具有非线性 、时变等复杂 特 性 ,设 计了一种采用模糊 PID控制策略 的串级控制方案 ,分析 了锅炉过热蒸汽温度在 不同扰动作 用下的动 态特 性 ,设 计 了 FUZZY—PID控制 器,对 PID控制器参数进行 了整定,并对 FUZZY-PID控制器和常规控制器的控制效果进行 了仿真 比较 ,最后利用组态王 Kingview开发 了相应的过热蒸汽温度监控 系统。结果表明 ,FUZZY—PID自适应能力强 ,提高 了系 统对非线性、时变性和不确定性等的处理能力,改善 了控 制效果 ,具有更好的动态特性。 关键词 :过热蒸汽 ;温度控制;FUZZY-PID;串级控制 ;Kingview 中图分类号 :TH16;TP368.1;TK3 文献标识码 :A 文章编 号:1001—3997(2016)04—0265—03
基于PLC控制的电锅炉控制系统

基于PLC控制的电锅炉控制系统电锅炉控制系统是现代工业制造中常见的一种设备,它通过PLC(可编程逻辑控制器)来实现对电锅炉的精确控制。
PLC控制技术具有灵活、方便、可靠等优点,能够实现复杂的逻辑控制和自动化控制功能。
本文将从PLC控制系统的原理、功能及特点入手,结合电锅炉的工作原理,详细介绍基于PLC控制的电锅炉控制系统的设计与实现。
1. PLC控制系统原理PLC控制系统是一种专门设计用于工业自动化控制的设备,其核心是一个可编程的CPU,通过不同的输入/输出模块和通信模块,与外部传感器、执行器等设备连接,实现对生产过程的控制。
PLC控制系统通过预先编写好的程序,根据不同的输入信号执行相应的逻辑控制,以达到自动化控制的目的。
2. 电锅炉工作原理电锅炉是一种利用电能进行加热的设备,通常由加热元件、控制系统、水泵等部件组成。
在工作过程中,电能被加热元件转换为热能,将水加热至设定的温度,为生产或生活提供热水或蒸汽。
电锅炉的控制系统通常包括温度传感器、压力传感器、水位传感器等,用于监测和控制锅炉的工作状态。
3. 基于PLC控制的电锅炉控制系统设计基于PLC控制的电锅炉控制系统主要由PLC控制器、传感器、执行器、人机界面等部件组成。
在设计过程中,首先需要根据电锅炉的工作原理和需求确定系统的功能要求和控制策略,然后编写PLC程序实现相应的逻辑控制。
通过合理的硬件布局和接线连接,将各部件连接到PLC控制器上,实现信号的采集和输出。
4. 控制系统功能与特点基于PLC控制的电锅炉控制系统具有如下功能与特点:1)灵活性:PLC控制系统可根据需要进行程序修改,实现不同的控制策略;2)可靠性:PLC控制器具有较高的稳定性和可靠性,可以长时间稳定运行;3)精确性:通过PLC控制系统可以实现对电锅炉的精确控制,提高生产效率和产品质量;4)扩展性:PLC控制系统可根据需要扩展输入/输出模块和功能模块,实现系统的功能扩展。
5. 控制系统优化与应用为了进一步优化电锅炉控制系统的性能,可以采用PID控制算法、模糊控制算法等先进的控制技术,提高系统的响应速度和稳定性。
蒸汽锅炉汽包液位模糊PID控制

。
为控制信号 , 控制汽包水位。在负荷 比较稳定、 燃烧 比 较平 稳 的条 件下 , 由常 规 PD控 制器构 成 的串级三 冲 I 量控 制系统 对于虚假水 位和给水量 的波动有较强 的处 理 能力 ; 是 当负荷 发生较大变化 时 , 但 常规的 串级 三冲 量系统的控制效果会明显下降, 出现超调量增大、 振荡 加剧等现象 , 不利于锅炉的安全、 经济运行 。针对这一 问题 ,将模糊 自整定 PD算法应用于三冲量控制系 I 统, 以实现 对锅炉汽包 水位控制 品质的改善 。
运行 中的应 用, 主要是将模糊控制理念引入到汽包三冲量 PD运算中, I 以此更好的 实现汽包水位的控制。在文章 中详细介 绍 了模糊控制器的应用和模糊规则的建立, 并通过 MA L B进行仿真 , TA 得到引入模糊控制后的汽包水位仿真曲线。
关 键 词 : 包液 位 ; 糊 控 制 ; I 三 冲 量 汽 模 PD;
偏差和偏差变化率 e e 和 c的论域选得越大 , 控
其模糊子集为ee = B N N ,0P ,M,B , N ,M,SZ ,SP P 。 c
.
应 取较大 的 和较小 的 K , d 同时为 了避 免 系统 出现 根据锅炉对汽包水位 的控制要求 , 设水位误差 e 较大的超调量, 应对积分作用加以限制 , 通常取 K= 。 iO 在(1 l,0 m 之间, 位误差变化 率 e 的基本 一0mn 1 ) m 水 C ( ) e和 e 大小适 中时 , 2当 C 为了使 系统 的超 调
论域为(3 i,3 m 。因此 , 一0ml+ 0 ) l m 误差 的量化 因子为 量产生的小 , 的选取应 尽量小 , 幻 d得大小将 影响
23 2
E u p n Ma u a t n e h oo y N . 201 q i me t n f cr g T c n l g o 3 i 2
锅炉主蒸汽温度模糊PID控制系统的研究
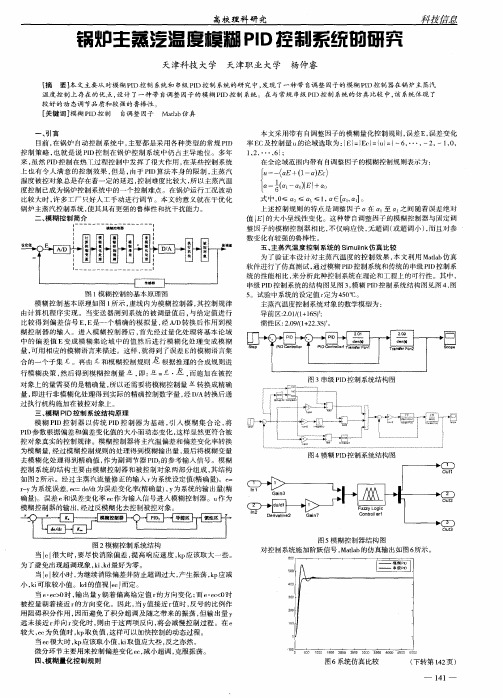
图1 模糊控制 的基本原理 图 模 糊控制基本 原理如 图 1 示 , 所 虚线 内为模糊 控制器 , 其控制 规律 由计 算机程 序实现 。当变送器 测到系统 的被 调量值后 , 与给定值进 行 比较得 到偏差信 号 E E , 是一 个精确 的模拟量 , A D 经 / 转换 后作用 到模 糊 控制器 的输入 。进入模糊控 制器后 , 先经过量化 处理将基本论 域 首 中的 偏差值 E变 成模糊 集论 域中 的值然后 进行 模糊化 处理 变成模 糊 量, 可用相应 的模糊 语言来描述 。这 样 , 就得到 了误差 E的模糊语 言集 合 的一个子集 旦 。再 由 £和模糊控制规 则 墨 根据推理 的合 成规 则进 行模糊决 策 , 然后 得到模糊 控制量 旦 , : =旦 ・ , 即 旦 笪 而施加在 被控 对象上的量需要 的是精确量 , 以还需要将模糊控制量 旦 转换 成精确 所 量, 即进行非模糊 化处理得到实 际的精确控制数字量 , DA转换 后通 经 / 过执行 机构施加在被控对象上 。 三 、 糊 PI 制 系 统 结构 原 理 模 D控 模 糊 PD控制 器 以传统 PD控制 器 为基础 , I I 引入模 糊 集合 论 , 将 P D参数根据偏差 和偏 差变化值 的大小而动态变化 , I 这样显然更符合被 控对象真实 的控制 规律 。模糊 控制器将主汽温偏差 和偏差 变化率转换 为模 糊量, 经过模糊控制规则 的处理得到模糊输 出量 , 最后将模糊 变量 去模糊化 处理得 到精确值 , 作为副调节 器 PD 的参考 输入信号 。模 糊 I 控制系统 的结构 主要由模糊控 制器和被控 制对象两部分 组成 , 结构 其 如图 2 所示 。经过主蒸汽流量修 正的输 人 r 为系统设定值( 确量) = 精 。e rY _ 为系统误差, C d/ 为误差变化率( e- e t d 精确量) Y , 为系统的输 出量 ( 精 确量) 。误差 e 和误 差变化率 e 作 为输入信号进入模 糊控制器 。u c 作为 模糊 控制器的输 出, 经过反模糊化去控制被控对象 。
锅炉蒸汽温度自动控制系统——模糊控制

锅炉蒸汽温度自动控制系统摘要:电厂实现热力过程自动化,能使机组安全、可靠、经济地运行。
锅炉是火力发电厂最重要的生产设备,过热蒸汽温度是锅炉运行质量的重要指标之一,过热蒸汽温度控制是锅炉控制系统中的重要环节。
在实现过程控制中,由于电站锅炉系统的被控对象具有大延迟,大滞后、非线性、时变、多变量耦合的复杂特性,无法建立准确的数学模型,对这类系统采用常规PID控制难以获得令人满意的控制效果。
在这种情况下,先进的现代控制理论和控制方法已经越来越多地应用在锅炉汽温控制系统。
本文以电厂锅炉汽温系统为研究对象,对其进行了计算机控制系统的改造。
考虑到锅炉汽温系统的被控对象特点,本文分别采用了常规PID控制器和模糊-PID控制器,对两种控制系统对比研究,同时进一步分析了一般模糊-PID控制器的控制特点,在此基础之上给出了一种改进算法,通过在线调整参数,实现模糊-自调整比例常数PID控制。
在此算法中,比例常数随着偏差大小而变化,有效地解决了在小偏差范围内,一般的模糊-PID控制器无法实现的静态无偏差的问题,提高了蒸汽温度控制系统的控制精度。
关键词:锅炉蒸汽温度模糊控制随着我国经济的高速发展,对重要能源“电”的要求快速增长,大容量发电机组的投入运行以及超高压远距离和赢流输电的混和电网的建设,以三峡电网为中心的全国性电力系统的形成,电力系统的不断扩大,对其自动控制技术水平的要求也越来越高。
同时,地方性的自备热电厂亦有长足发展,随着新建及改造工程的进行,其生产过程自动控制与时俱进,小容量机组“麻雀虽小,五脏俱全”,自备热电厂其自身特点:自供电、与主电网的关系疏及相互影响小,供热及采暖季节性等,可以提供更多的应用、尝试新技术、新产品的机会和可能性。
这样做的重要目标是提高和保证电力,热力及牛产过程的安全可靠、经济高效。
为了适应发展并实现上述目标,必须采取最新的技术和控制手段对电力系统的各种运铲状态和设备进行有效的自动控制。
火力发电厂在我国电力工业中占有主要地位,是我国重点能源工业之一。
锅炉过热蒸汽温度控制系统设计
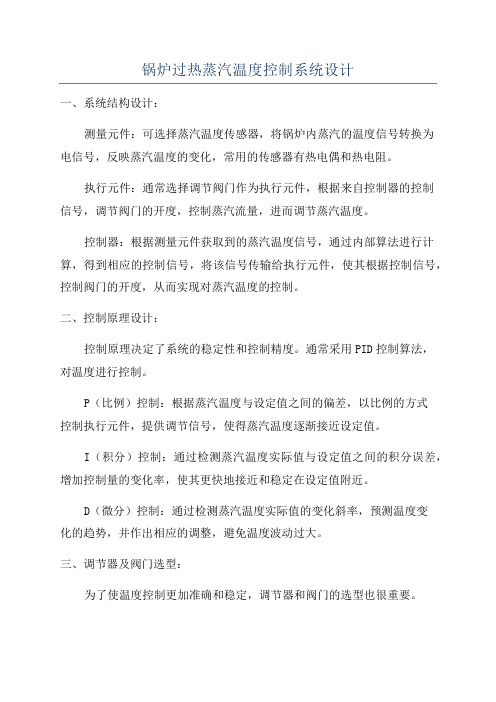
锅炉过热蒸汽温度控制系统设计一、系统结构设计:测量元件:可选择蒸汽温度传感器,将锅炉内蒸汽的温度信号转换为电信号,反映蒸汽温度的变化,常用的传感器有热电偶和热电阻。
执行元件:通常选择调节阀门作为执行元件,根据来自控制器的控制信号,调节阀门的开度,控制蒸汽流量,进而调节蒸汽温度。
控制器:根据测量元件获取到的蒸汽温度信号,通过内部算法进行计算,得到相应的控制信号,将该信号传输给执行元件,使其根据控制信号,控制阀门的开度,从而实现对蒸汽温度的控制。
二、控制原理设计:控制原理决定了系统的稳定性和控制精度。
通常采用PID控制算法,对温度进行控制。
P(比例)控制:根据蒸汽温度与设定值之间的偏差,以比例的方式控制执行元件,提供调节信号,使得蒸汽温度逐渐接近设定值。
I(积分)控制:通过检测蒸汽温度实际值与设定值之间的积分误差,增加控制量的变化率,使其更快地接近和稳定在设定值附近。
D(微分)控制:通过检测蒸汽温度实际值的变化斜率,预测温度变化的趋势,并作出相应的调整,避免温度波动过大。
三、调节器及阀门选型:为了使温度控制更加准确和稳定,调节器和阀门的选型也很重要。
调节器:根据控制要求,选择具有一定控制精度和稳定性的调节器。
常见的调节器有PID调节器、模糊控制器等。
阀门:选用具有快速响应、调节精度高、可靠性强的阀门。
锅炉过热蒸汽温度控制系统中常见的阀门类型有电动调节阀和气动调节阀。
根据系统的操作要求和工艺流程,选择适合的阀门类型,并确保其具有良好的密封性和耐高温性能。
除了以上设计方面的考虑,还应注意系统的安全性和可靠性。
应配备相应的安全阀和过热保护装置,避免锅炉过热引发危险事故。
同时,锅炉过热蒸汽温度控制系统应进行合理的备份和冗余设计,确保系统在故障或异常情况下仍能维持正常运行。
综上所述,锅炉过热蒸汽温度控制系统的设计需要考虑系统结构、控制原理、调节器及阀门的选型等多个因素,从而实现锅炉蒸汽温度的精确控制,确保系统的安全性和稳定性。
锅炉过热蒸汽温度控制系统课程设计
锅炉过热蒸汽温度控制系统课程设计过程控制课程设计说明书——锅炉过热蒸汽温度控制系统院系:化工学院化工机械系班级:10自动化(1)姓名:李正智学号:1 0 2 0 3 0 1 0 1 6日期:2013/12/2-2013/12/15指导老师:王淑钦老师引言蒸汽温度是锅炉安全、高效、经济运行的主要参数,因此对蒸汽温度控制要求严格。
过高的蒸汽温度会造成过热器、蒸汽管道及汽轮机因过大的热应力变形而毁坏;蒸汽温度过低,又会引起热效率降低,影响经济运行。
锅炉控制现场环境恶劣,采用传统的基于模拟技术的控制器、仪器仪表或单片机,不仅结构比较复杂,效率比较低,并且可靠性也不高。
本次课程设计的主要目的是锅炉蒸汽温度控制系统的设计。
蒸汽过热系统包括一级过热器、减温器、二级过热器。
锅炉汽温控制系统主要包括过热蒸汽和再热蒸汽温度的调节。
主蒸汽温度与再热蒸汽温度的稳定对机组的安全经济运行是非常重要的。
过热蒸汽温度控制的任务是维持过热器出口蒸汽温度在允许的范围之内,并保护过热器,使其管壁温度不超过允许的工作温度。
过热蒸汽温度是锅炉汽水系统中的温度最高点,过热蒸汽温度过高或过低,对锅炉运行及蒸汽设备是不利的。
蒸汽温度过高会使过热器管壁金属强度下降,以至烧坏过热器的高温段,严重影响安全。
一般规定过热器的温度与规定值的暂时偏差不超过±10℃,长期偏差不超过±5℃【1】。
如果过热蒸汽温度偏低,则会降低电厂的工作效率,同时使汽轮机后几级的蒸汽湿度增加,引起叶片磨损。
据估计,温度每降低5℃,热经济性将下降约1%;且汽温偏低会使汽轮机尾部蒸汽温度升高,甚至使之带水,严重影响汽轮机的安全运行。
一般规定过热汽温下限不低于其额定值10℃。
通常,高参数电厂都要求保持过热汽温在540℃的范围内。
由于汽温对象的复杂性,给汽温控制带来许多的困难,其主要难点表现在以下三个方面:(1)影响汽温变化的因素很多,例如,蒸汽负荷、减温水量、烟气侧的过剩空气系数和火焰中心位置、燃料成分等都可能引起汽温变化。
基于PID的锅炉温度控制系统设计

1 PID控制器设计
本 系统中 PID控制器应当 以锅炉温度的差值作为输入信号,输 出信 号将 和蒸 汽前馈信号和水 量反馈 信号叠加作 为副调节器 的温度 给定值 。其 PID 调节的系统 框 图如下图 1所示 。PID控制器包括三个校正环节 :比例环节 P、积分环节 I、微 分 环节 D。其作用分别是 :
关键 词 :PID;Labview; 温度 ;控 制
‘
0引言
近年来 ,锅炉作为工业重要设备 ,在产 品生产 和人们生活 中有着广泛 的使用 , 锅炉通过产生水蒸气为人们生 产生活提供所需要 的热能 ,除 了热能之 外 ,也可以 转 变为其他的能量 ,比如机械 能等。锅炉汽包是锅炉最重要 的结构之 一 ,锅炉汽 包 燃烧系统是工业蒸汽锅炉安 全 、稳定运行的重要标准 ,温度过高 ,会 使蒸汽带 水 过多 ,汽水分离差 ,使后续 的过热器管壁结垢 ,传热效率下 降,过 热蒸汽温度 下 降 ,严重时将引起蒸 汽品质 下降 ,影响生产和安全 ;温度过低又将破 坏部分水 冷 壁的水循环不能满足工艺要求 ,严重时会发生锅炉爆炸 。尤其是 大型锅炉 ,一 旦 控制不 当,容易使汽包满水或 汽包内的水全部汽化 ,造成重 大事故 。因此 ,在 锅 炉运行 中,保证温度在正 常范围是非常重要的 。在工程实 际中,应用 最为广泛 便 是 PID控制调节器 ,PID控制器从 问世 至今 已有 7O多年历史 ,它以结构简单、 稳 定性好 、调节方便而成为工业 控制的主流技术之一 。被控对象 的结构 和参数都 不 能完全掌握时 ,通过 PID控制技术进行调节最为方便 ,所 以本系统选择采用 PID 控 制技术来控制锅炉温度的变化 。
图 2 系统控制模块 数据采集完成之后 ,需要对锅炉温度进行控制 ,防止过 高或者过低。控制器 采用上述的 PID控制器 ,PID 控制器的参数设置通过 系统界面完成 。软件系统界 面属常规操作界面,适合操作人员操作 。首先操作 P、I、D使其初始化 ,界面可 直接设定锅炉温度,再通过调节 比例 P、积分 I、微分 D来 控制温度调节 的快 慢, 使得温度值能够快速 的到达给定温度值并维持在 给定 温度附近。同时采集到 的数 据可以进行相应的存储和读取 ,便于 日后需要查询 和维护。查询之后可以通过报 表的方式进行打印,以便综合分析数据 。 PID算法 的嵌入主要是通过 Labview软件中 自带的公式节点控件 ,将设计好的 增量式 PID算法装载进去 ,来 控制温度变化 的快慢 可以通过观察输入输出温度 的实时显示 数据,再结合加热阻丝的颜色变化来观察锅炉温度升高或降低 的快慢 。
基于MCGS的锅炉温度控制系统设计_毕业设计1 精品
西南科技大学专业方向设计报告课程名称:自动化专业方向设计设计名称:基于MCGS的锅炉温度控制系统设计姓名:赵XX学号: 2010XX班级:自动10XX班指导教师:王顺利起止日期: 2013.10.20——2013.11.15 西南科技大学信息工程学院制方向设计任务书学生班级:自动10XX班学生姓名:赵XX 学号:2010XXXX 设计名称:基于MCGS的锅炉温度控制系统设计起止日期:2013.10.20——2013.11.15 指导教师:王顺利方向设计学生日志基于MCGS的锅炉温度控制系统设计摘要:锅炉是工业生产中主要的供热设备。
电力、机械、冶金、化工、民用都需要锅炉提供热量,但是根据行业的不同,对锅炉的大小规模不尽相同。
作为重要的工业设备,在保证其安全和稳定运行的情况下则应考虑其自动生产,提高自动运行能力及工作效率。
本设计基于AE2000B实验设备上模拟现场锅炉温度控制系统,通过西门子S7-200 PLC作为控制器,MCGS 作为上位机,通过通信链接对锅炉温度进行实时监控,同时设计系列联锁,保证系统安全运行。
关键词: 锅炉温度 AE2000B PLC MCGSBased on the MCGS boiler temperature control system design Abstract:The boiler is the main heating equipment in the industrial manufacture.The electric power, the machinery, the metallurgical industry ,the chemical industry and the civil all need the heat the boiler offers. However, according to different industries, The size of the boiler varies from one to another. As an important industrial equipment, if we could ensure its safe and stable operation ,we should consider its automatic production and improve the automatic ability and its working efficiency. This design is based on AE2000B experimental device to simulate the spot boiler temperature control system by using the Siemens S7-200 PLC as the controller and the MCGS as upper machine. Meanwhile, the communication link will supervise the boiler temperature timely and the interlocking series will guarantee the safe operation of the system.Keywords: boiler temperature AE2000B PLC MCGS1 设计目的和意义锅炉生产在国民是工业中占据着重要的地位,早期的锅炉自动化程度很低,监控系统不完善,导致系统故障不断,但是锅炉因为适合各种行业仍然被广泛使用,锅炉的广泛使用使锅炉现代化成为必然。
锅炉DCS系统

锅炉DCS系统一、锅炉控制系统工艺概述1 、锅炉控制工艺流程图2 、锅炉控制方案锅炉是一个多输入、多输出、多回路、非线性的相互关联的复杂的控制系统,调节参数与被调节参数之间,存在着许多交叉的影响,调节难度非常大。
我们采用将系统控制分散成一个一个的闭环控制:给煤控制,送风控制,汽包液位控制,炉膛负压控制等。
a 给煤控制锅炉燃烧系统自动调节的基本任务,是使燃料燃烧所产生的热量,适应蒸汽负荷的需要,同时还要保持经济燃烧和锅炉的安全运行。
目前,中小型煤粉炉控制系统效果不佳主要体现在送风和给煤控制上。
送风控制系统应与给煤控制相协调,控制在一定的风煤比,维持燃烧处在最佳经济状态。
其控制原理框图如下:b 送风控制送风调节是通过负荷规则调节器实现“加负荷时,先加风后加煤;减负荷时,先减煤后减风的控制规则。
其控制原理框图如下:c 炉膛负压控制炉膛负压反映了送风量与引风量之间的平衡关系,目标就是要保证锅炉在运行过程中,始终保持在微负压的稳定状态,以保证其安全有效运行。
其控制原理框图如下:d 汽包液位控制锅炉给水自动调节的任务是使给水量跟踪锅炉的蒸发量,并使汽包液位保持在工艺允许的范围内。
液位控制是有以下三种:①单冲量控制,即以水位为唯一调节信号的单参数、单回路控制系统;②双冲量控制,即以蒸汽流量作为补充信号的双参数控制系统;③三冲量控制,即以给水流量、主蒸汽流量作为补充信号的三参数控制系统。
其中三冲量调节系统还可分为三冲量单级调节和三冲量串级调节。
三冲量串级控制系统控制原理框图如下:三冲量串级控制系统控制原理框图e 过热蒸汽出口温度控制保证过热蒸汽出口蒸汽温度在允许的范围内,保护过热器,使过热器管壁温度不超过允许的温度范围。
其控制原理框图如下:过热蒸汽出口温度控制原理框图3、锅炉的自动保护系统?锅炉的保护系统是锅炉控制系统的重要组成部分。
其保护内容取决于锅炉设备本身的结构、容量、技术特性和运行方式。
一般设有汽压保护、汽包水位保护、锅炉灭火保护、连锁保护和紧急停炉保护等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P
2δs
PI
2.26δs
Ts/1.2
PID
1.7δs
0.5Ts
0.125Ts
求出PID的Kp=1.9 Ti=102.54 Td=25.73 在系统中将配置求得参数得到阶跃响应:
.
控制系统参数的整定
再次循环以上做法:副回路的p参数Kp=200,求出主回路PID的Kp=1.9 Ti=100 Td=60得到下图阶跃响应:
.
控制系统参数的整定
此时副回路就作为随动作用再接着调主回路,主回路采用临界比例法求PID 参数,副回路整定不变,先调P得到等幅震荡,测得Tk=205.882
.
控制系统参数的整定
根据临界比例法计算:(此时Kp=3.23、Tk=205.882)
调节器参数 调节器名称
δ(%)s
T1(S)
TD(S)
WT 2(S) 为 P 调节器,其传递函数为:WT 2(S) KP2 ; 调节阀以及温度测量变换单元的传递函数: Kf =1;Wm1(S) Wm2(S) 1; f (t)、g(t) 分别为减温水流量扰动以及蒸汽流量扰动;
.
仿真分析
Simulink仿真图
.
控制系统参数的整定
(1)先整定副调节器(p) 当副回路受到阶跃扰动时,在较短时间内副回路控制过程就告结束。在此
.动后的系统响应
超调量增加,但是调节时间减少
.
过热器处加入阶跃扰动后的系统响应
超调量减少,调节时间也比单扰动下减少为244
在本设计用到串级控制系统中,主对象为送入 负荷设备的出口温度,副对象为减温器和过热
.
蒸汽锅炉工艺流程及控制要求
.
蒸汽锅炉工艺流程及控制要求
锅炉是一个具有多输入、多输出且变量之间相互关联 的被控对象。 过热蒸汽温度控制系统:主要使过热器出口温度保持 在允许范围内,并保证管壁温度不超过工艺允许范围;
温度变送器 温度变送器
.
传递函数的模型建立
汽温控制对象的数学模型建立,采用工程整定的方法,即给喷水阀一个阶 跃扰动信号,然后多次记录减温器出口温度 和过热蒸汽出口温度 ,得到 两条阶跃响应曲线。
.
仿真分析
WT1(S ) 为 PID 调节器,其传递函数为:WT1(S) KP1 1 S TdS ; Ti
.
被控对象建模
根据在减温水量扰动时,过热蒸汽温度有较大的容积迟延, 而减温器出口蒸汽温度却有明显的导前作用,完全可以构成 以减温器出口蒸汽温度为副参数,过热蒸汽温度为主参数的 串级控制系统
温度设定值
温度主调节器
副调节器
减温水流量
蒸汽流量或者烟
扰动
气热量扰动
阀 门
减温器 2
过热蒸汽温度
过热器 1
期间,主回路基本上不参加动作,可按单回路系统的整定方法整定副调节 器 采用逐次逼近法 副回路属于二阶模型采用Ziegler-Nichols,主回路采用临界比例法整定 首先对副回路:
.
控制系统参数的整定
按照S曲线大致可以求出延时时间L=0.65、放 大系数K=0.53和时间常数T=51.114
调节器接受过热器出口蒸汽温度t变化后,调节器才开始动作, 去控制减温水流量W ,W的变化又要经过一段时间才能影响到 蒸汽温度t,这样既不能及早发现扰动,又不能及时反映控制的 效果,将使蒸汽温度t发生很大的动态偏差,影响锅炉生产的安 全和经济运行。
燃烧工况
温度设定值
控制信号
喷水流量
控制器
执行器
过热器
温度变送器
.
控制系统参数的整定
采用Ziegler-Nichols法,根据下表得到:
控制器类型 P PI PID
比例度 T/(K*L) 0.9T/(K*L) 1.2T/(K*L)
积分时间 无穷 L/0.3 2.2L
微分时间 0 0 0.5L
求得:Kp=148.37,将副回路的p参数置为148.37,副回路就作为随动作用再接着 调主回路,主回路采用临界比例法求PID参数。下图为副回路整定( Kp=148.37 ) 阶跃响应图
.
过热蒸汽温度控制对象的动态特性
过热汽温调节对 象的扰动主要来 自三个方面:① 蒸汽流量变化 (负荷变化);② 加热烟气的热量 变化;③减温水 流量变化(过热 器入口汽温变 化)。通过对过 热汽温调节对象
.
被控对象建模
在单回路控制系统中,控制减温水流量,实际上是改变过热器 出口蒸汽的热能,也就控制了出口蒸汽温度
.
蒸汽锅炉PID温度控制系统设计
.
目的:
对锅炉过热蒸汽温度控制系统进行分析和设计, 而对锅炉过热蒸汽的良好控制是保证系统输出 蒸汽温度稳定的前提。所以本设计采用串级控 制系统,这样可以极大地消除控制系统工作中 的各种干扰因素,使系统能在一个较为良好的 状态下工作,同时锅炉过热器出口蒸汽温度在 允许的范围内变化,并保护过热器管壁温度不 超过允许的工作温度。