最新2019-六西格玛教材40-10Unit-3测量33工程能力研究CPKPPK-PPT课件
六西格玛教材4040附3新编Minitab教程第二版精品文档

数据菜单介绍
路径:数据 >排秩(S)…
您可以向列中的值分配排秩分值:1 分配给该列中最 小的值,2 分配给第二小的值,以此类推。为结分配 该值的平均秩。缺失值保留为缺失。
数据菜单介绍
路径:数据 >删除行(D)…
在特定列中选择要删除的行的范围
‘Name’列中删除 1~10行。
数据菜单介绍
路径:数据 >删除变量(E)… 制定要删除的特定 列, 常数, 行列。
注:这里的项目是指的由图形,文 字信息,多个工作表等组成的整体 工作表指的就是单一的一个工作表 图形指的单独的图形 保存后后缀分别如下: 项目:MPJ 工作表:MTW 或 MTP 图形:MGF
文件菜单介绍
文件 管理
打印管理 打印管理
文件菜单介绍
路径:文件 > 新建(N)…
新建: 新建一个项目或者一个工作表
结果
生成 1~6 行的子工作表.
-下面工作表是本来可以和上面的 工作表单独制作, 也可以与上面的 工作表匹配生成.
数据菜单介绍
路径:数据 > 拆分工作表(P)…
以SEX变量列为基准分离工作表
-从活动工作表已特定变数为基准分离新的工作表
数据菜单介绍
路径:数据 > 拆分工作表(P)…
结果
SEX变数为基准分离成两个工作表的结果
本教程的编写是六西格玛断根推进团队张德华负责编写和校定,由于时间仓促难免出 现纰漏及错误,欢迎各位阅者给予指导及建议,为了我集团的六西格玛断根推进,创造更 好的基础平台,从而在质量损失降低和效率提升上,努力打造第一竞争力的六西格玛质保 体系,让我们的产品引领世界一流水准而努力.
六西格玛断根推进团队
2019/01/01
CPK培训教材6sigma基础知识培训精编版
Ca等级评定及处理原则
Ca好﹐Cp差
Cp好﹐Ca差
Cpk好﹔
製程能力靶心圖
如何通过CPK看制程能力
了解了CPK的涵义和计算公式,那么我们在生产过程中,多大的CPK是好的,怎样的CPK是需改善,一般来说,下面的表格可作为参考:
CP/CA/CPK应用举例2
1.AQL 依抽樣計劃檢驗規格公差內即判定OK.2.Cpk 依 Lot or 交貨批量執行 30PCS 量測,Cpk值需達1.33以上.3.製程能力需達 4 以上.4.良品率 99.993 以上.5.63 ppm 以下.
Cpk & AQL 之比較
Cpk---Process capability index attempts to answer the question “does my process in the long run meet specification?”
Cpk等于对上公差的Cp和对下公差的Cp中二者较小的
CPK的计算公式
样本的标准差σ按下面的公式计算而得:σ=
计算CPK时,我们一般选用30-50的样本数。此时称为短期制程能力指数。
样本的平均值 µ 的计算方法如下:µ = (X1 + ‥ + Xn) / n
以上计算 σ 方法是较常用的,也是比较简单的,适用于我们手算。也可以用Excel和Minitab计算, Excel一般引用函数STDEV
UCL-LSL
6 σ
Cp=
=
T
6 σ
CPL=
µ-LSL
3 σ
为单侧下限过程能力指数
六西格玛教材40-13(Unit-3测量 3.6 因果矩阵)
¹¤Ðò
¹¤³Ì Êä Èë
1
0
2
0
3
0
4
0
5
0
6
0
7
0
8
0
C&E 矩阵
示 例
Rating of
Importance to
10
5
6
Customer
1
碰划伤
2
表面脏
3
脱漆
Total
Process Step Process Input
1 2
2. 按照对顾客
3
的重要度给输出
4
打分
5
6
7
8
9
10
11
12
Measurement Technique
Process Input
装配工 装配工 装配工 作业空间布局 场所布局 风批 电批 风批 电批 风批 电批 装配工 海绵垫 海绵垫 手套 抹布
上线检验工 吸盘 纸箱 手套 手套 升降机 传送带 机壳原材料 后壳原材料 操作工 工装板 装饰片原材料 灯光 作业指导书
9
9
1
9
9
0
9
3
1
9
3
0
9
0
0
9
0
0
9
0
0
9
0
0
9
0
0
9
0
0
9
0
0
3
9
0
1
9
3
1
9
3
0
9
3
0
9
3
3
3
1
0
9
1
六西格玛质量标准及其管理培训教材
SERVQUAL调查问卷(一)
说明:这份调查问卷目的是为了收集你对 公司服务工作的意见。请对 公司 是否应当拥有下列条款中所描述的特征,来表达您的意见,即在多大程度上支持这 项条款。在每个条款后我们设计了从1到7这7个分数供您选择其一。如果您非常赞同
公司应当拥有这项特征,您就选择7;如果您非常反对 公司应当拥有这项 特征,您就选择1。如果您的期望在这两者之间,不是非常赞同,也不是非常反对, 可以根据您的支持程度选择其中的某个数字。答案没有正确和错误之分,我们所关心 的是,最能表达您对 公司的 服务工作的期望的期望值。
难用
3. 全面质量管理阶段(60年代以来)
·通 用 电 气 公 司 质 量 部 长 费 根 堡 姆 首 提 T Q M
管理系统
计划 设计 激励控制
全员参与
全面质量体系
技术系统
设计
制造
产品设计 过程计划 可靠性 检验测量 过程控制 接收抽样
解决问题的方法和工具
ISO9000认证区域分布
国家/地区
1993.1 1993.9 1994.6
·操 作 者 质 量 管 理 时 期 ·检 验 员 质 量 管 理 时 期 : 计 划 与 执 行 部 门 , 检 验 与 生 产 部 门
分开 ·缺 点 : 难 以 补 救 , 全 数 检 验
2.统计质量管理阶段(40-50年代)
· “美国战时质量管理标准” ·戴 明 与 朱 兰 ·缺点:误解“质量管理就是数理统计方法”,难学、难懂、
• 六西格质量管理的六个步骤
• 六西格质量管理的DMAIC模型
• 六西格质量管理系统——以摩托罗拉为例
六、六西格管理的主题与理念
六西格玛的讲解课件

分析结果表明评价人与基准表现出的一致性良好。
注:“1”为合格;“0”为不合格。 基于上述信息,判定该测量系统中,评价人 ABC均接受,该测量系统符合要求。
四、六西格玛方法体系
M阶段过程能力分析
单值控制图显 示控制限制范围 之外有 1 个点, 控制限制范围之 内有 7个点,表 示有非随机模式 ,从而说明存在 特殊原因 。 移动极差控 制图显示没有一 个点高于控制上 限。说明生产流 程还是有效的, 工程控制也是有 效的。
一、六西格玛导入
2、起源与发展
让6 sigma管理模式 声名大振的还是美国通用 电气公司(GE),自 1995年推行6 sigma管理 模式以来,由此所产生的 效益每年呈加速度递增: 每年节省的成本为右图; 利润率从1995年的13.6% 提升到1998年的16.7%。
一、六西格玛导入
2、起源与发展
有效性 ≥90%
96.0% 98.0% 96.0%
A B C
结论:
1 31 1 31.0 1 119 0 119.0 0 150 1 150.0 1 C1 0.92 1 0.94 0 --1
总 计 1 1 1 1.00 1 1 0.00 1 计算 C 1 30 误发警报的比例 1漏发警报的比例 1 1 期望的计算 24.0 30.0 0 0 1.00 120 ≤ 2% 0 计算 ≤5% 119 期望的计算 96.0 120.0 0 0 0 150 2.00% 2.00%120 1 1 1 计算 总计 期望的计算 120.0 150.0 1 1 1 Kappa Kappa≥0.75 ) 0.00% 2.00% 1 1分析结果(要求: 1 1 1 A C 1 1 1 1 1B 2.00% 2.00% 0.96 0.98 0.96 0 0 Kappa 0 0 0 1 1 1 1 1 结论:
六西格玛全套课程
对6σ的认识第一课:对6σ的认识Lesson 1: the realization for 6 SIGMA对6σ的认识:· PPM=0.001 (短期)PPM=3.4 (长期,即考虑1。
5σ的偏移)·过程能力指数C P=2· 6σ中包括多种处理问题的方法· 6σ方法重视统计的证实作用·应用6σ方法的成功案例是证明6σ效果的最有力证据· 6σ是一种哲学,是方法,也是战略6σ中所用的DMAIC业绩改进模型Define — Measure — Analyze — Improve — Control确定—测量—分析—改进—控制1.确定改进活动的目标。
高层次的目标可以是组织的战略目标,如高的投资回报率或市场份额。
在作业层目标可以是增加某个制造部门的产出.在项目这一级,目标可以是降低缺陷率和增加产出。
2.测量现有体系。
制定合理的、可靠的衡量标准,以监督过程的进展。
首先要确定目前的水准线。
3.分析体系以确定应用哪些方法来消除当前业绩与目标业绩之间的差距。
应用统计工具来指导分析。
4.改进体系.寻找新方法要具有创造性,以把事情做得更好、更快、更节约成本。
应用项目管理或其他策划和管理工具来应用这些新方法.应用统计方法来确认这些改进.5.控制新体系。
通过修订激励机制、方针、目标等使改进后的体系制度化。
可以应用ISO 9000之类的体系来保证文件化体系的正确性.第二课:质量经济性——6SIGMA管理的基本原则Lesson 2: Economics of Quality--(Basic Principle of Six Sigma)质量经济性(Economics of Quality)--6SIGMA管理的基本原则(——Basic Principle of Six Sigma)摘要:本文通过对质量经济性原理的研究,阐述了质量与经济的关系,以及如何通过提高顾客满意度和降低经营资源成本来实现质量经济性管理.论述了6SIGMA管理与质量经济管理的关系,并结合推行6SIGMA管理理论和方法的运用,描述了6SIGMA管理是致力于把质量和财务业绩联系起来的新概念,提出质量经济是6SIGMA管理的基本原则的观点。
六西格玛教材40-10Unit-3测量33工程能力研究CPKPPK-73页精品文档

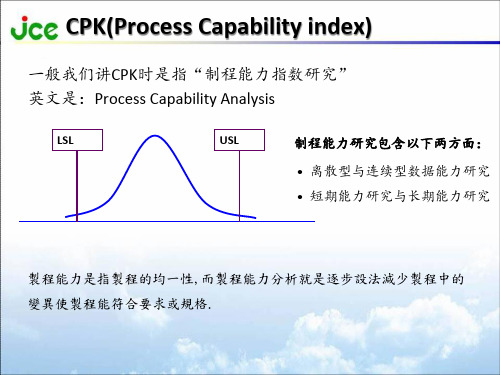
LSL
USL
当我们继续收集该流程的数据时,我们会有如下疑问: “这个流程有能力不产生不良吗?” 要求数据收集分析.
“流程能力研究”
流程能力研究
研究流程的能力 - 流程可以充分满足目标吗 ?
- 流程是处于可接受的散布水平吗 ?
使用可能的工具
- 流程能力分析
主要考虑事项
- 要求流程是在可控制状态. - 合理的子群 (Rational Subgroup)
.00621 0 2. .2 0 0 0. .4 02 20 27 74 5 0 0. .4 01 26 28 23 2 0 0. .4 01 22 19 64 9 0 0. .4 00 29 10 15 8 0 0. .4 00 25 01 67 8 0 0. .4 00 21 02 19 8
0 2. .3 1 0 0. .3 08 12 70 89 6 0 0. .3 07 18 72 48 3 0 0. .3 07 14 74 08 0 0 0. .3 07 10 67 50 9 0 0. .3 06 16 69 13 8 0 0. .3 06 13 51 77 8
流程能力
LSL
供应材料 的散布
USL
不适当的 设计容限
不良
流程能力
多少材料脱离了规格? 短期的/长期的?
流程能力路径
记数型
从流程里 收集数据
用 Excel 分析数据
流程能力表述
DPU, PPM
你的数据是 什么类型的
计量型
从流程里 收集数据
用 Minitab 分析数据
流程能力表述
DPU, PPM Cp, Cpk, Pp, Ppk
Analyze
Improve
六西格玛培训内容
6-Sigma为什么
“20世纪是生产力的世纪,21世纪是质量的世纪。 ” (朱兰语) “质量管理是企业管理的纲。”
(朱鎔基语)
“我们要使我们的质量对我们的客户如此特别、 如此具有价值,对他们的成功如此重要,以使我 们的产品成为他们唯一具有真正价值的选择。” (Jack Welch)
80年代日本产品抢占美国市
顾客功能需求 产品质量特性 工艺技术参数 作业指导要求
质量问题及质量问题的分类
技术问题 • 设计问题
• 工艺问题
管理问题 • 扯皮
• 职责不清
• 设备问题
• 材料问题
• 人为疏忽
• 士气低落 • 沟通出错 • 问题重复出现
技术问题与管理问题的关系
管理问题的积累衍生技术问题
技术问题的重复其实是管理问题
规格管理的危险性
You will never know when the defect parts will produce !!!!!!
LSL
OK but…..
USL
I am still live
But it is too late
Spec-in will be OK
Spec-out Part Spec
41 35 8 10 24 39 70 25 49 35 40 57 25 32 23 34 32 20 32 28 15 13 35 29 7 52 25 33 23 19 30
Histogram of C1, with Normal Curve
8 7 6 5 4 3 2 1 0 28.0 28.5 29.0 29.5 30.0 30.5 31.0 31.5 32.0
质量
• ISO 9000:2000对“质量”的定义: • “质量是一组固有特性满足要求的程 度。” • “要求”是指“明示的、通常隐含的或 必须履行的需求或期望。
六西格玛教材40-10Unit-3测量33工程能力研究CPKPPK
流程能力研究
(Capability Study )
路径位置
Define
Measure
Step 4- 确定项目Y’s Step 5- 确认Y的现水准
基础统计学 Minitab简介 测量系统分析 Y的表现水平
及目标 确定改进目标
Step 6-发掘潜在的原因 变量(X)
1 2. .1 9 0 0. .1 03 05 16 87 7 0 0. .1 03 03 15 80 1 0 0. .1 03 01 13 76 5 0 0. .1 02 09 12 64 9 0 0. .1 02 07 11 64 4 0 0. .1 02 05 10 57 9
1 3. .2 0 0 0. .1 01 05 10 37 5 0 0. .1 01 03 11 34 1 0 0. .1 01 01 12 23 6 0 0. .1 00 09 13 25 2 0 0. .1 00 07 14 19 8 0 0. .1 00 05 16 15 4
s s
s
Avg
-3
-2
-1
Z
1
2
3
平均 = 50 标准偏差 = 10
Z值
SL z = ———
s 2.5s = ————
s = 2.5
SL
s s s s s s s s s s s s
尾部面积是多少?
SL
2.5
我们从Z表获得尾 部的面积...…或者 我们可以使用
用这种方法,我们能在那个产品的输出平均值和σ 的基础上计算产品 脱离规格的比例。
估计不良率
为了估计流程的良品率,我们用规格下限(LSL)和规格 上限(USL)替代x
六西格玛管理之测量培训课程
六西格玛管理之测量培训课程1. 简介六西格玛管理是一种以数据驱动的管理方法,旨在通过测量、分析和改进过程,实现组织的持续改善和客户满意度提升。
测量是六西格玛管理的关键环节之一,而测量培训课程则是帮助组织成员学习六西格玛测量方法和工具的重要途径。
本文档将介绍六西格玛管理之测量培训课程的目标、内容和培训方式。
2. 培训目标测量培训课程的目标是使学员能够掌握六西格玛测量方法和工具,具备以下能力: - 了解六西格玛测量的基本概念和原理; - 掌握六西格玛测量方法和工具的使用步骤; - 熟悉常用的数据收集和分析技术; - 能够分析过程数据,确定关键问题和改进方向; - 能够运用统计方法评估过程的性能和稳定性; - 能够解释和应用测量结果,支持决策和改进;- 具备团队合作和沟通的能力,能够在团队中协同完成测量项目。
3. 培训内容3.1 六西格玛测量概述•六西格玛测量的基本概念和原理•六西格玛测量在组织中的作用和意义•六西格玛测量的关键要素和过程流程3.2 数据收集和测量工具•数据收集方式和技术•测量工具的选择和使用•测量样本的确定方法3.3 数据分析和问题识别•数据分析的基本方法和技巧•针对不同类型的数据分析方法•通过数据分析识别问题和改进机会3.4 统计方法在测量中的应用•基本统计概念和方法•面向六西格玛测量的统计方法•统计工具在测量中的应用3.5 测量结果的解释和应用•测量结果的解读和分析•数据可视化和报告技巧•测量结果在决策和改进中的应用3.6 团队合作和沟通•团队合作的重要性与技巧•团队在测量项目中的角色和责任•沟通技巧和协作方法4. 培训方式4.1 培训形式•理论教学:通过讲解六西格玛测量知识体系,帮助学员建立基本概念和理论框架。
•案例分析:通过实际案例的讲解和分析,帮助学员理解六西格玛测量的实际应用场景。
•实践操作:通过实际操作六西格玛测量工具和方法,提升学员的实际操作能力。
4.2 培训工具和材料•讲义和教材:提供六西格玛测量的讲义和教材,方便学员复习和进一步学习。
精选6sigma工程能力分析正态性验证gbk
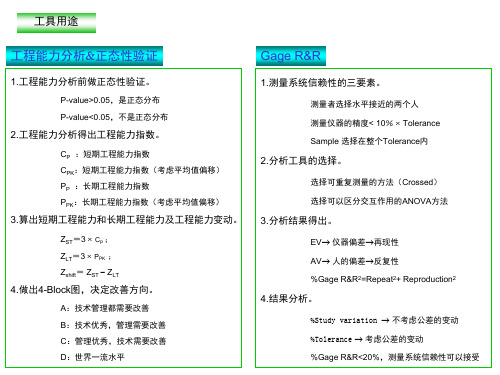
1) 考虑公差范围的Gage R&R的值为( 32.06 )%,测量者引起的误差与测量设备引起的误差 哪一个较大,为什麽(把分析结果拷贝,并解释)?
2) 分析 / 解释 考虑公差范围的Gage R&R的结果.
Total Gage R&R=32.06%>20%,测量系统需要改善。
部品间,测量者间以及部品与测量者间的影响哪个较大? (用图形表示)
3)选择ANOVA方法
4)输入公差范围1
2)选择命令
1)输入数据
5)O K,O K
Gage R&R %ContributionSource VarComp (of VarComp) Total Gage R&R 0.003875 9.12 Repeatability 0.001625 3.82 Reproducibility 0.002250 5.29 C2 0.001660 3.90 C2*C1 0.000590 1.39 Part-To-Part 0.038632 90.88 Total Variation 0.042507 100.00 StdDev Study Var %Study Var %ToleranceSource (SD) (5.15*SD) (%SV) (SV/Toler) Total Gage R&R 0.062249 0.32058 30.19 32.06 Repeatability 0.040311 0.20760 19.55 20.76 Reproducibility 0.047434 0.24429 23.01 24.43 C2 0.040740 0.20981 19.76 20.98 C2*C1 0.024296 0.12512 11.78 12.51 Part-To-Part 0.196550 1.01223 95.33 101.22 Total Variation 0.206172 1.06179 100.00 106.18 Number of Distinct Categories = 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
记数型练习:非制造部门
#1 有缺陷的购买定单
在3月中,共有764份购买定单交付,其中321份有缺陷。
DPU = 0.4202 DPMO = 420,157 Sigma = 1.70
#2
迟到的出货
在2000年,共出货42,100 批更换部件,其中有4,100批晚到 DPU = 0.0974 DPMO = 97,387 Sigma = 2.80
或=normsinv(1- 40000/1000000)+1.5
记数型练习:
制造部门
DPU, DPMO, 和 Sigma 是多少? #1 不良的洗衣机
工厂刚生产完一批共40,000台洗衣机,其中发现100台洗衣机有缺 陷。 DPU = 0.0025 DPMO = 2500 Sigma = 4.31
6
7
15
110
115
120
125
130
135
140
错误数
装配时间 (Min)
计数值流程能力
寻找计量型数据 太难了!!!
计算产品的σ -水平
计算单位产品缺陷数(DPU):
缺陷总数 DPU= 生产的产品总数
计算每百万机会的缺陷数(DPMO):
单位产品缺陷数 DPMO = x 1 ,000 ,000 机会 /单位产品
流程在管理状态时所表现出的产品或服务的品质变动程度
LSL
USL
当我们继续收集该流程的数据时,我们会有如下疑问: “这个流程有能力不产生不良吗?”
要求数据收集分析.
“流程能力研究”
流程能力研究 研究流程的能力 - 流程可以充分满足目标吗 ?
- 流程是处于可接受的散布水平吗 ?
使用可能的工具
s
(SL- x)
Z=
s
这个结果将告诉我们流程的平均值以sigma为单位离规格限有多远
正态分布
s
s
s
Avg
s
s
s
-3
-2
-1
Z
平均 = 50 标准偏差 = 10
1
2
3
Z 值
z=
SL ——— s 2.5s ———— s 2.5
SL
= =
s s s s s s
翻到Sigma表, 然后估计Sigma水平
示 例
计算单位产品缺陷数(DPU):
DPU = 3 个缺陷 / 清洁器
计算每百万机会的缺陷数(DPMO):
3 DPU DPMO = x 1 , 000 , 000 750 ppm 4000 机会 / 冰箱
翻到Sigma表,然后估计Sigma水平
4.67 Sigma
准偏差为单位显示了原来的数值离平均值有多远。
例如, 如果 Z = 2, 说明问题中的数值偏离平均值2个标准偏差
用这种方法,我们能在那个产品的输出平均值和σ 的基础上计算产品
脱离规格的比例。
估计不良率 为了估计流程的良品率,我们用规格下限(LSL)和规格 上限(USL)替代x
Z=
(x - x)
s
s s
s
s
s
尾部面积是多少?
2.5
SL
我们从Z表获得尾 部的面积...…或者 我们可以使用 Minitab!
不适当的设计容限
不稳定的部 件和材料
不充分的 流程能力
流程能力解剖
不适当的 测量能力 不适当的 流程能力 供应材料 的散布
LSL
USL
不适当的 设计容限
不良
流程能力
多少材料脱离了规格? 短期的/长期的?
流程能力路径
你的数据是 什么类型的 记数型 计量型
从流程里 收集数据
用 Excel 分析数据 流程能力表述
#3 不正确购买单据
在3月份,交付了764份购买单据,每份单据要填8处信息,共发 现1234处不正确信息。
DPU = 1.615 DPMO = 201,897 Sigma = 2.33
计量值流程能力
计量型数据等于.... 力量!!
Z-变换
一般形式:
(x - x) Z= s
这个变换产生的值来自一个平均值=0 和σ = 1的分布 。这个值以标
或=normsinv(1- 750/1000000)+1.5
流程能力的工具 - 记数型
记数型 Sigma 计算器
研究的对象: 清洁器
产品数 缺陷机会 / 单位产品 缺陷数
10 10 4
DPU DPMO SIGMA (包括移动)
0.4 40000 3.25
Attribute Sigma Calculator.XLS
#2 不良性批号 在3月份,有12,412台A型电机被组装到干燥机中,每台电机 有3个被正确制造的机会(分别是功率、振动和总重)。在 本月中,发现了200个不良发生。
DPU = 0.0161 DPMO = 5371 Sigma = 4.05
#3 不良性批量
工厂刚生产出一批共400台冰箱(每台冰箱有134个部件)。在生 产中,发现了12,312个不良(错组装或损坏)部件。 DPU = 30.078 DPMO = 229,701 Sigma = 2.24
DPU, PPM
从流程里 收集数据
用 Minitab 分析数据 流程能力表述
DPU, PPM Cp, Cpk, Pp, Ppk
数据分类
记数型
顾客的要求 “无缺陷” (x≤3) “缺陷” (x≥4)
计量型
顾客的要求
“缺陷” (x > 130 Min) “无缺陷” (x < 130 Min)
1
2
3
4
5
测量(Measure)阶段
(Capability Study )
流程能力研究
路径位置
Define Measure
Step 6-发掘潜在的原因 变量(X)
Analyze
Step 4- 确定项目Y’s Step 5- 确认Y的现水准 基础统计学 Minitab简介 测量系统分析 Y的表现水平
Improve
及目标
确定改进目标
Control
目
录Байду номын сангаас
流程能力介绍 计数型流程能力 计量型流程能力
流程能力指数
短期/长期流程能力分析 流程能力练习
流程能力介绍
s
PPM
2 3 4 5 6
流程能力
308,537 66,807 6,210 233 3.4
每百万机会的 缺陷数
流程能力是 ?
- 流程能力分析
主要考虑事项
- 要求流程是在可控制状态. - 合理的子群 (Rational Subgroup)
最终结果物
-明确反映当前Process的短期及长期流程能力的报告书
什么导致缺陷?
额外的散布源于:
制造流程和测量系统 供给的材料散布 不合理的过窄的规格 (为了强化的设计,比顾客的要求更窄)