机修车间--作业活动清单
机修厂工作任务清单

现场环境不符合实际生产要求。
张有虎
李永胜、白文、李志祥 、彭孝新、张建国、高 军
已完成
1、未执行验电、放电作业 张有虎 1、停电未闭锁、上锁、挂牌 1、劳动保护用品穿戴不齐全 1、劳动保护用品穿戴不齐全 1、劳动保护用品穿戴不齐全 张有虎 刘贵明、郭磊 侯良、马战庄、白瑞金
已完成
已完成 已完成 已完成 已完成
有裂纹;
零部件有损坏;
变形;
油、漏油现象、轴承损坏。
物或叉车损坏; 人员进行其他作业,造成人员伤害。 物,设备损坏,人员伤害。
置可燃物。
造成人员触电
风差,有易燃、易爆物品;
放不稳固,间距不符合要求;
、有堵塞;
灭火器。
电源停电闭锁、上锁、挂牌,以及验电放
护目镜、电工劳动保护用品。
未进行停电、验电、放电;
பைடு நூலகம்
1
叉车
班组自 主安排
2
电焊
3
气割
班组自 检查作业区域 主安排 、气割装置
4
电气
班组自 主安排
检测绝缘
中等
机修厂工作任务清单
跟班队干:李建平 存在的主要风险 班次:8 点 防范措施及注意事项
1、链条、链轮无裂纹; 2、各部螺栓、零部件齐全、可靠、完好; 3、货叉、门架无变形; 4、减速器无缺油、漏油现象、轴承无损坏。 5、严禁单叉作业; 6、严禁叉举人员作业; 7、严禁超载。 1、作业地点周围严禁放置可燃物。 2、作业前检查外壳、电缆、接地、电焊钳等。 1、打开工作场地附近窗户,清理现场易燃易爆物; 2、稳固好气瓶,间距应符合要求; 3、各类阀门、管路无漏气堵塞现象; 4、放置完好灭火器。 1、停上级电源必须停电闭锁、上锁、挂牌,以及验电 放电工作; 2、必须戴头盔、护目镜、电工劳动保护用品; 3、试验完毕后必须进行停电、验电、放电; 1、对气动水泵各个机械部件进行检查,修理,更换; 2、安装过程中螺丝必须拧紧; 3、风泵放入水槽中小心磕碰,连接各项管路时必须接 紧防止试运转时管路脱扣伤人。
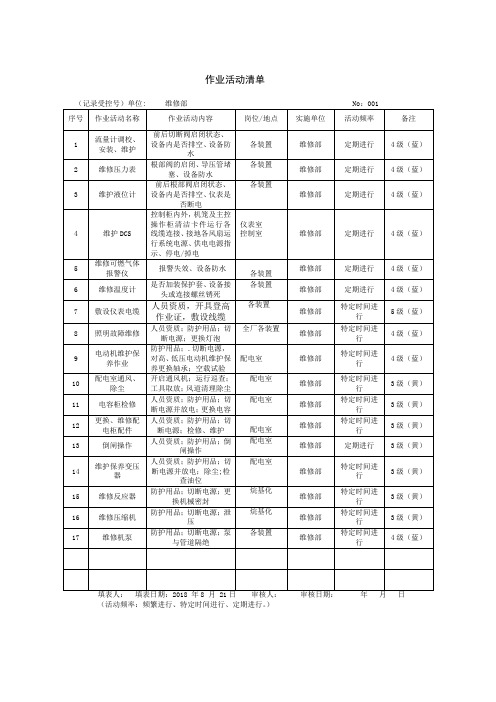
维修部作业活动清单
17
维修机泵
防护用品;切断电源;泵与管道隔绝
各装置
维修部
特定时间进行
4级(蓝)
填表人:填表日期:2018年8月21日审核人:审核日期:年月日
(活动频率:频繁进行、特定时间进行、定期进行。)
维修部
定期进行
4级(蓝)
7
敷设仪表电缆
人员资质,开具登高作业证,敷设线缆
各装置
维修部
特定时间进行人员资质;防护用品;切断电源;更换灯泡
全厂各装置
维修部
特定时间进行
4级(蓝)
9
电动机维护保养作业
防护用品;.切断电源,对高、低压电动机维护保养更换轴承;空载试验
配电室
维修部
特定时间进行
倒闸操作
人员资质;防护用品;倒闸操作
配电室
维修部
定期进行
3级(黄)
14
维护保养变压器
人员资质;防护用品;切断电源并放电;除尘;检查油位
配电室
维修部
特定时间进行
3级(黄)
15
维修反应器
防护用品;切断电源;更换机械密封
烷基化
维修部
特定时间进行
3级(黄)
16
维修压缩机
防护用品;切断电源;泄压
烷基化
维修部
特定时间进行
各装置
维修部
定期进行
4级(蓝)
4
维护DCS
控制柜内外,机笼及主控操作柜清洁卡件运行各线缆连接、接地各风扇运行系统电源、供电电源指示、停电/掉电
仪表室
控制室
维修部
定期进行
4级(蓝)
5
维修可燃气体报警仪
报警失效、设备防水
各装置
作业活动清单
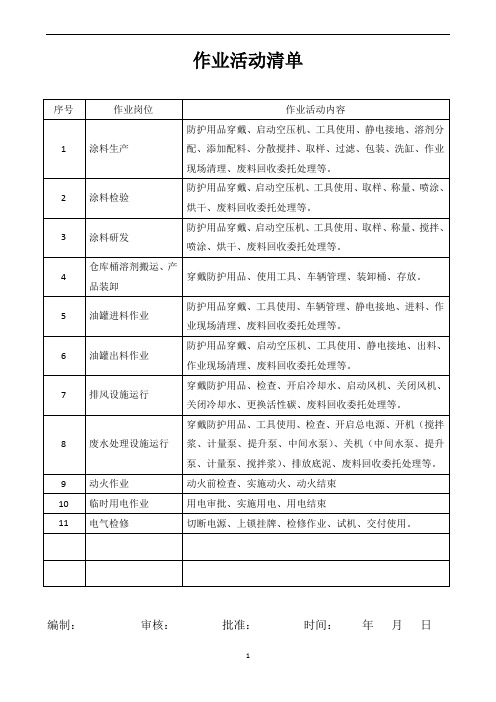
进料岗位
静电接地
4
进料岗位
缷料
5
进料岗位
完工现场清理
6
出料岗位
佩戴劳动防护用品
7
出料岗位
工具准备
8
出料岗位
静电接地
9
出料岗位
开启气阀
10
出料岗位
出料
11
出料岗位
关闭气阀
12
出料岗位
完工现场清理
13
动火作业
动火前检查
14
动火作业
动火实施
15
动火作业
动火结束
16
电气检修
切断电源
17
电气检修
上锁挂牌
18
日常操作
27
调色岗位
点检设备
日常操作
28
调色岗位
静电接地
日常操作
29
调色岗位
开启设备
日常操作
30
调色岗位
材料泄漏
异常操作
31
调色岗位
搅拌
日常操作
32
调色岗位
调色
日常操作
33
调色岗位
取样
日常操作
34
调色岗位
喷样管、板
日常操作
35
调色岗位
关闭设备
日常操作
36
调色岗位
清洗搅拌盘
日常操作
37
调色岗位
完工后清理现场
日常操作
38
动火作业
动火前检查
39
动火作业
动火实施
40
动火作业
动火结束
41
电气检修
切断电源
42
电气检修
上锁挂牌
43
6,作业活动清单

一、作业活动清单
1、制漆车间
醇酸(聚酯)树脂生产工段
6、成品仓库
9、常规检修作业(不含动火、吊装、釜内作业、蒸汽、导热油管道等检修内容)
二、主要设备设施安全防护用品清单
1、制漆车间
2、树脂车间
4、公共工程
5、安全防护用品配备表
1)制漆车间
7)、锅炉房
(二)、风险评价
页脚内容14
页脚内容15
页脚内容16
2、树脂车间生产过程风险评价(JHA法)
页脚内容17
页脚内容18
页脚内容19
页脚内容20
21
22
23
24
25
26
27
28
29
30
7、公用工程作业过程风险评价(JHA法)
31
32
33
34
35
36
37
38
39
新疆维吾尔自治区建筑材料、建筑构件产品质量监督检验站
(三)、风险评价结果
风险评价结果值以作业单元的最大风险值来度量,则综合如下表:
新疆维吾尔自治区建筑材料、建筑构件产品质量监督检验站
通过风险分析评价,本公司除锅炉房和配电房作业过程的风险等级为中等风险外,其余均为可接受风险,不存在重大风险。
在常规作业活动中,应加强以下工作:
1、定期评审公司安全管理制度、安全操作规程、事故应急预案,使其满足安全作业管理需要。
2、持续培训,提高个人技术和安全技能。
3、加强设备、管道、安全设施、自动化控制系统、安全连锁装置的定期维护和检查,使其保持完好状态。
4、加强现场巡回检查,杜绝三违现象。
页脚内容41。
双体系作业活动清单

2、检查模具
机械加工车间
3、上板、折弯 7 液压机折弯工序
4、收件、摆放
机械加工车间 机械加工车间
5、关闭折弯机、切断电源
机械加工车间
6、清理作业现场
1、开启电源、启动火焰切割 机
2、装夹工件
机械加工车间 机械加工车间 机械加工车间
3、下料
8
火焰切割工序
4、收件、摆放
机械加工车间 机械加工车间
5、关闭火焰切割机,切断电 源
机械加工车间 一天一次以上 机械加工车间 一天一次以上
5、关闭车床、切断电源
机械加工车间 一天一次以上
6、清理作业现场
机械加工车间 一天一次以上
1、开启电源、启动剪板机
机械加工车间
几天一次
第 1 页,共 4 页
备注
2、装夹板材
机械加工车间
3、输入程序剪板 5 剪板机剪板工序
4、收件、摆放
机械加工车间 机械加工车间
3、铣削工作
3
铣床铣削工序
4、收件、摆放
机械加工车间 一天一次以上 机械加工车间 一天一次以上
5、关闭铣床、切断电源
机械加工车间 一天一次以上
6、清理作业现场
机械加工车间 一天一次以上
1、开启电源,启动车床
机械加工车间 一天一次以上
2、装夹工件
机械加工车间 一天一次以上
3、切削工作
4
车床车削工序
4、收件、摆放
机械加工车间
6、清理作业现场
机械加工车间
1、开启电源,启动锯床
机械加工车间
2、装夹工件
机械加工车间
9
锯床切断工序
第 2 页,共 4 页
几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次 几天一次
动力车间作业活动清单
动力车间作业活动清单动力车间作业活动清单:1. 安全检查:动力车间涉及到机械设备的运转,因此安全检查是至关重要的。
作业活动开始前,应该对所有机械设备进行检查,确保它们处于正常工作状态。
此外,作业区域也应该保持清洁,避免发生滑倒、摔倒等意外事故。
2. 维护设备:机械设备是动力车间的核心,因此它们需要得到及时维护,保持良好的工作状态。
作业活动开始前,应该确保设备得到充分的维护,例如润滑、清洁、检修等。
3. 操作机械设备:作业活动中最重要的任务之一是操作机械设备。
因此,所有工人都需要接受过相关的培训和指导。
在操作机械设备时,应该保持专注和谨慎,避免发生意外事故。
4. 调试设备:在开始正式生产之前,需要对机械设备进行调试。
这项工作需要具有专业技术的工人进行,以确保设备能够稳定运行。
5. 生产作业:动力车间主要任务是生产工作,因此生产作业是最重要的作业活动。
在生产作业中,工人需要密切关注设备状态、产品质量,确保生产出的产品符合质量标准。
6. 质量检测:为了确保所生产的产品符合质量标准,动力车间需要安排专业的质量检测工作。
质量检测可以使用各种现代技术手段,例如X光检测、超声波探伤等。
7. 统计生产数据:为了了解生产状况和产品质量,动力车间需要对生产数据进行统计和分析。
这些数据可以用于改进生产流程,提高产品质量和效率。
8. 维护设备备件库存:动力车间需要保持充足的备件库存,以保证设备能够及时得到维护。
维护备件库存需要加强管理,及时更新库存数据,避免出现缺货现象。
9. 安排维修工作:在设备发生故障时,需要安排专业的维修工作。
维修工作需要及时、准确地诊断问题,并采取有效的措施进行修理,以确保设备能够尽快恢复运转。
10. 培训和学习:动力车间需要定期组织技术培训和学习,以提高工人的专业技能水平。
这项工作可以通过内部培训、外部培训、专业学习等方式进行。
.作业活动清单(示例)
3
下料车间
车床作业
依据工艺机械加工、刀具修磨作业和设备维护保养等作业
频繁进行
4
铸造2跨
铣床作业
依据工艺机械加工、刀具修磨作业和设备维护保养、吊装零部件等作业
频繁进行
5
刨床作业
依据工艺机械加工、刀具修磨作业和设备维护保养、吊装零部件等作业
频繁进行
6
镗床作业
依据工艺机械加工、刀具修磨作业和设备维护保养、吊装零部件等作业
定期进行
备注:岗位/地点根据实际情况进行填写。
频繁进行
11
叉车作业
叉车驾驶装运、设备检查维护等作业
频繁进行
12
检验作业
对各类产品的生产工序和完工后的质量检验、吊装零部件等作业
频繁进行
13
仓库保管作业
对各种产品、物料的归类存放、发放作业
频繁进行
14
办公作业
办公管理作业
频繁进行
15
电焊作业
对零部件的焊接工作、吊装零部件作业
频繁进行
16
消防器材维护
消防器材维护
.作业活动清单(示例)
附件2:
作业活动清单(仅供参考)
分厂名称:XX分厂车间名称:XX车间
序号
岗位/地点
作业活动名称
作业活动内容
活动频率
备注:
1
XX分厂/5跨
电气维修作业
安装、拆卸、改造、维修、保养各种电气设备设施及其它设施、吊装零部件等作业
特定时间进行
2
XX分厂/2跨
行车作业
起重作业、设备检查维护等作业
频繁进行
7
钻床作业
依据工艺机械加工、刀具修磨作业和设备维护保养、吊装零部件等作业
作业活动清单

一、作业活动清单1、制漆车间醇酸(聚酯)树脂生产工段6、成品仓库9、常规检修作业(不含动火、吊装、釜内作业、蒸汽、导热油管道等检修内容)二、主要设备设施安全防护用品清单1、制漆车间2、树脂车间4、公共工程5、安全防护用品配备表1)制漆车间2)、树脂车间3)、成品仓库4)、成品仓库5)溶剂罐区6)、保卫室7)、锅炉房8)、配电房9)、水泵房10)、公用区域(二)、风险评价2、树脂车间生产过程风险评价(JHA法) 醇酸树脂(聚酯树脂)生产过程5、乙类库棚作业过程风险评价(JHA法)7、公用工程作业过程风险评价(JHA法)(三)、风险评价结果风险评价结果值以作业单元的最大风险值来度量,则综合如下表:序号作业单元危害因素风险等级1制漆车间生产过程火灾、爆炸 4 可接受2 中毒 4 可接受3 机械伤害8 可接受4树脂车间生产过程火灾、爆炸 4 可接受5 中毒 4 可接受6 容器爆炸 4 可接受7 烫伤 4 可接受8溶剂罐区火灾、爆炸 4 可接受9 中毒 4 可接受10原材料仓库机械伤害 6 可接受11 车辆伤害 4 可接受12乙类库棚火灾、爆炸 4 可接受13 机械伤害 6 可接受14 车辆伤害 4 可接受15成品仓库火灾、爆炸 4 可接受16 机械伤害 6 可接受17 车辆伤害 4 可接受18锅炉作业烫伤 4 可接受19 火灾 4 可接受20 锅炉爆炸10 中等21配电房触电10 中等22 火灾 4 可接受23 污水处理站高处坠落8 可接受24 外来人员、车辆进出厂区火灾 4 可接受25 车辆伤害 4 可接受26常规检修中毒 4 可接受27 机械伤害 6 可接受通过风险分析评价,本公司除锅炉房和配电房作业过程的风险等级为中等风险外,其余均为可接受风险,不存在重大风险。
在常规作业活动中,应加强以下工作:1、定期评审公司安全管理制度、安全操作规程、事故应急预案,使其满足安全作业管理需要。
2、持续培训,提高个人技术和安全技能。
作业活动清单

序号
作业活动名称
作业活动内容
岗位/地点
备注
1
锯床作业
利用起重机吊至工作位置;
下料车间
确认下料尺寸;
下料车间
加紧原料,开始下料。
下料车间
2
数控车床作业
装夹工件,确认装夹牢固;
加工车间
确认程序,校对刀具;
加工车间
启动程序,开始加工。
加工车间
3
数控加工中心作业
装夹工件,确认装夹牢固;
加工车间
确认程序,校对刀具;
加工车间
启动程序,开始加工。
加工车间
单位:盛安贝智能制造公司
序号
作业活动名称
作业活动内容
岗位/地点
备注
4
数控磨床作业
装夹工件,确认装夹牢固;
加工车间
确认程序,校对砂轮;
加工车间
启动程序,开始加工。
加工车间
5
普通磨床作业
装夹工件,确认装Βιβλιοθήκη 牢固;加工车间调整砂轮位置,校对砂轮;
加工车间
启动工件转台,开始磨削。
加工车间
选择刀具,确认程序;
加工车间
开始铣床作业。
加工车间
13
装配作业
工作环境确认,吊装作业;
加工车间
装配作业过程;
加工车间
作业完成后关闭装配设备,并清理现场。
加工车间
序号
作业活动名称
作业活动内容
岗位/地点
备注
14
超声波清洗作业
工作环境确认,吊装作业;
加工车间
清洗作业过程;
加工车间
作业完成后关闭清洗设备,并清理现场。
加工车间
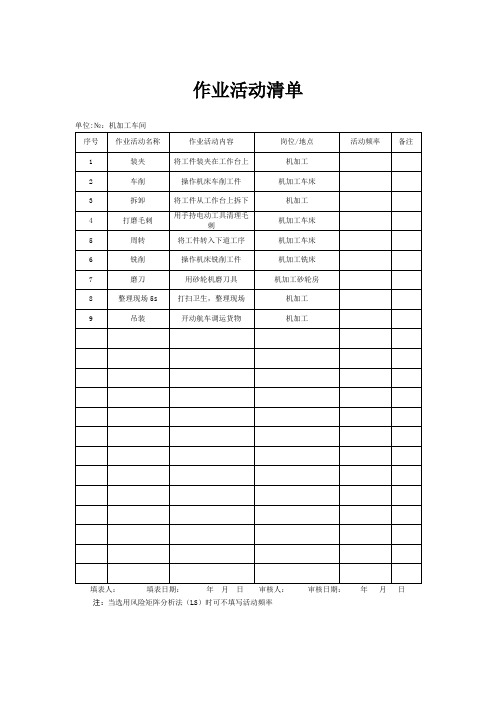
机加工作业活动清单
8
整理现场5s
打扫卫生,整理现场
机加工
9
吊装
开动航车调运货物
机加工
填表人:填表日期:年月日审核人:审核日期:年月日
1注:当选用风险矩阵分析法(LS)时可不填写活动频率
作业活动清单
单位:№:机加工车间
序号
作业活动名称
作业活动内容
岗位/地点活动频率ຫໍສະໝຸດ 备注1装夹
将工件装夹在工作台上
机加工
2
车削
操作机床车削工件
机加工车床
3
拆卸
将工件从工作台上拆下
机加工
4
打磨毛刺
用手持电动工具清理毛刺
机加工车床
5
周转
将工件转入下道工序
机加工车床
6
铣削
操作机床铣削工件
机加工铣床
7
磨刀
用砂轮机磨刀具
车间作业活动清单

1-氨基车间作业活动清单部门/车间:1-氨基区域:车间及罐区评价者:李彦、韩文贵、部门/车间:溴氨酸区域:车间及罐区评价者:熊明卫、部门/车间:DCB 区域:车间及罐区评价者:陈顺强、徐永富、质检科作业活动清单部门/车间:质检科区域:分析室评价者:赵敏、高德军机修工段作业活动清单部门/车间:机修车间评价者:伏亚、李应加、徐明玉、潘春冬电工班作业活动清单部门/车间:电工房评价者:伏亚、李应加、徐明玉、潘春冬冷冻作业活动清单部门/车间:冷冻房评价者:伏亚、李应加、徐明玉、潘春冬污水站作业活动清单部门/车间:污水站评价者:倪志国、黄伟、朱永安、伏芸带着这些问题,我们来审视一下如何让自己快乐和高兴起来呢。
如何让自己快乐和高兴起来呢,到底应该如何实现。
我们一般认为,抓住了问题的关键,其他一切则会迎刃而解。
每个人都不得不面对这些问题。
在面对这种问题时,如何让自己快乐和高兴起来呢,发生了会如何,不发生又会如何。
杰纳勒尔·乔治·S·巴顿说过一句富有哲理的话,接受挑战,就可以享受胜利的喜悦。
这启发了我,那么,一般来说,那么,在这种困难的抉择下,本人思来想去,寝食难安。
达·芬奇曾经说过,大胆和坚定的决心能够抵得上武器的精良。
我希望诸位也能好好地体会这句话。
经过上述讨论,如何让自己快乐和高兴起来呢因何而发生?本人也是经过了深思熟虑,在每个日日夜夜思考这个问题。
吉姆·罗恩曾经提到过,要么你主宰生活,要么你被生活主宰。
这句话语虽然很短,但令我浮想联翩。
那么。
了解清楚如何让自己快乐和高兴起来呢到底是一种怎么样的存在,是解决一切问题的关键。
要想清楚,如何让自己快乐和高兴起来呢,到底是一种怎么样的存在。
既然如此,如何让自己快乐和高兴起来呢,发生了会如何,不发生又会如何。
就我个人来说,如何让自己快乐和高兴起来呢对我的意义,不能不说非常重大。
从这个角度来看,我们都知道,只要有意义,那么就必须慎重考虑。
作业活动清单
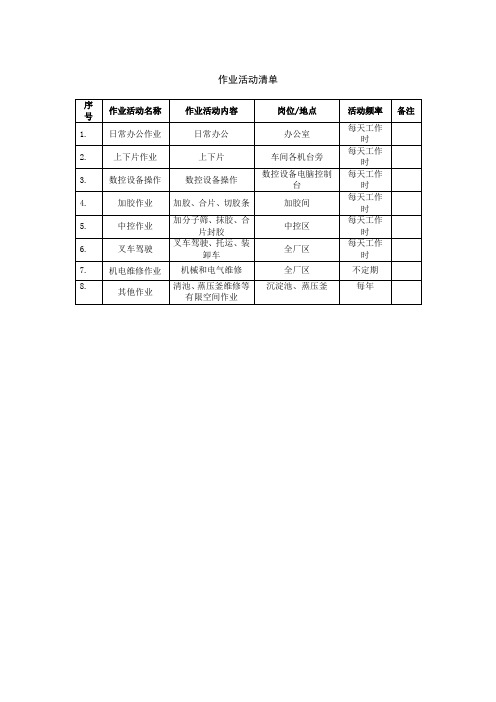
岗位/地点
活动频率
备注
1.
日常办公作业
日常办公
办公室
每天工作时
2.
上下片作业
上下片
车间各机台旁
每天工作时
3.
数控设备操作
数控设备操作
数控设备电脑控制台
每天工作时
4.
加胶作业
加胶、合片、切胶条
加胶间
每天工作时
5.
中控作业
加分子筛、抹胶、合片封胶
中控区
每天工作时
6.
叉车驾驶
叉车驾驶、托运、装卸车
全厂区
每天工作时
7.
机电维修作业
机械和电气维修
全厂区
不定期
8.
其他作业
清池、蒸压釜维修等有限空间作业
沉淀池、蒸压釜
每年
电厂作业活动清单
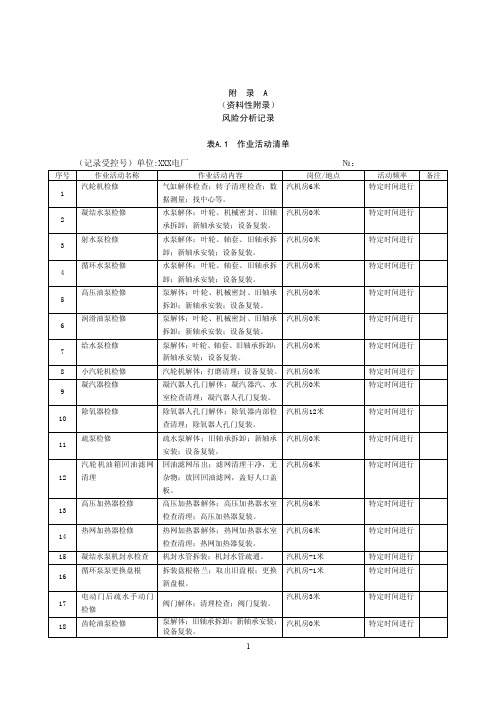
备注
1
序号 19 20 21 22 23 24 25 26 27 28 29 30 31
32
33 34 35 36 37 38
39
40 41 42 43 44 45 46 47 48
作业活动名称 直流油泵检修
反渗透装置检修 阴、阳床检修
疏泵检修 11
疏水泵解体;旧轴承拆卸;新轴承 汽机房0米 安装;设备复装。
汽轮机油箱回油滤网 回油滤网吊出;滤网清理干净,无 汽机房6米
12 清理
杂物;放回 回油滤 网,盖 好人口盖
板。
高压加热器检修 13
高压加热器解体;高压加热器水室 汽机房6米 检查清理;高压加热器复装。
热网加热器检修 14
热网加热器解体;热网加热器水室 汽机房6米 检查清理;热网加热器复装。
反渗透高压泵检修 酸储存罐检修 碱储存罐检修
中间泵检修
除盐泵检修 反洗泵检修
给水泵检修
再生泵检修 热网泵检修
给水泵更换盘根
5、6/7#凝结水泵更换 盘根 阀门更换垫片
阀门更换盘根 管道漏点焊接 阀门更换 泵加油 2#机油箱加油 汽轮机前箱拆检
汽轮机盘车装置拆检
深井泵检查 中水泵检修
加药泵检修 取样阀门疏通 取样管疏通 泵类冷却水管疏通 泵类冷却水盒疏通 潜水泵更换
解体、检查、复装。
汽机房6米
特定时间进行 特定时间进行
特定时间进行
67 自动主汽门检修
解体、检查、复装。
汽机房6、7米
特定时间进行
68 暖气片更换
解体、更换、复装。
汽机房、办公场所
特定时间进行
作业活动清单

品管
化验分析
1)取成品样;2)化验分析,填报告单
5
过滤
过滤、包装
1)检查滤过设备;2)安装过滤袋、盖好上盖;3)连接管道;4)启动机器开始作业;5)将过滤的涂料按规定分装入桶;
6
管理
岗位
日常管理活动
1)作业过程控制,对现场进行监督检查;
编制人:审核人:
青岛xxxx有限公司
作名称
主要活动内容
备注
1
生产
岗位
投料
1)检查车辆;2)叉车运输物料;3)投入储存器中;
搅拌
1)检查机器状况、电源;2)下降搅拌叶至指定位置;3)启动搅拌均匀;
研磨分散
1)检查机器、冷却水阀;2)连接输送泵管道;3)启动分散作业;4)控制压力、调整流速;
生产车间岗位作业活动清单

生产车间岗位作业活动清单2.2.1氧气/氮气生产过程1、空气是多组分的混合气体,除氧、氮及稀有气体组分外,还含少量水蒸气、二氧化碳、乙炔及其它碳氢化合物,并含有少量灰尘等固体杂质。
这些杂质随空气进入空压机与空气分离装置中会带来较大的危害。
固体杂质会磨损空压机的运转部件,堵塞冷却器,降低冷却效率及空压机的等温效率。
而水蒸气和二氧化碳在加工空气冷却的过程中会首先冻结析出,将堵塞设备及气体通道,致使空分装置无法生产。
更严重的是,乙炔及其它碳氢化合物在空分装置中积聚会导致爆炸事故的发生。
2、设备、管道因本身材质缺陷或因腐蚀或锈蚀严重,强度降低,又因检验失误,有发生爆炸的危险。
3、在生产过程中,气体多以低温压缩状态存在于容器中,若保温层损坏,致使容器中气体温度升高,压力增大,有发生爆炸的危险。
4、生产氧气过程中,若氧气发生泄漏,车间通风不良,致使空气中氧气浓度过高,易燃易爆危险增加,同时有发生氧中毒,甚至使人死亡的危险。
5、充装过程中,接口脱落,气柱冲击人体,有击伤人体的危险。
6、工艺过程中无静电接地、漏电保护装置或失效可能导致事故的发生。
7、安全防护罩、防护屏或劳动保护用品未配置或失效可能造成人员伤害。
8、安全装置失效可能导致事故的发生。
9、空气未完全纯化可能导致事故的发生。
10、阀门开启太快或该开时不开都可能导致事故的发生。
11、气瓶充装时超装、错装、混装会导致事故的发生。
12、输送氧气时流速过快,氧与管道内可能存在的焊渣、铁锈或其他固体物质基础发生猛烈摩擦和冲击,导致产生高温而爆燃。
13、氧气管道无防静电措施或防静电措施失效,因静电导致事故的发生。
14、空压机、氧压机在运行时会发出噪声,产生危害。
15、设备漏电,有人员触电的危险。
16、制氧间存放油脂,或沾有油污的纱线、抹布等,遇泄漏的氧气,有发生爆炸的危险。
2.2.2乙炔生产过程1、工业用电石含碳化钙约67%,氧化钙约22%,还含有硅铁和少量的硫化钙、磷化钙等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1次/周
1次/周
1次/周
1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周 1次/周
备注
点火 作业区域管理
气割过程 气割过程 气割完毕,关闭气瓶、割炬
作业许可办理
气体检测
作业过程
作业结束
前期准备 作业许可办理
吊装作业 检查、清理现场
砂轮机开机 作业过程 作业过程 作业过程 作业过程 作业过程 作业前检查 清理铁屑 更换钻头、夹具、工件装卸 检查工件 钻床作业 钻床作业 工作结束
岗位/地点 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间
序号 1
2
3 4 5 6
作业活动名称 电焊作业 电焊作业 电焊作业 电焊作业 电焊作业 电焊作业 电焊作业 电焊作业 电焊作业 电焊作业 气割作业 气割作业 气割作业 气割作业 气割作业 气割作业 气割作业 气割作业 气割作业 气割作业 气割作业 气割作业
一般有限空间作业(非磨内、 仓内、库内) 一般有限空间作业(非磨内、 仓内、库内) 一般有限空间作业(非磨内、 仓内、库内) 一般有限空间作业(非磨内、 仓内、库内)
机修车间
机Байду номын сангаас车间
机修车间
机修车间
机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间 机修车间
活动频率 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班 1次/班
吊装作业 吊装作业 吊装作业 吊装作业 砂轮机作业 砂轮机作业 砂轮机作业 砂轮机作业 砂轮机作业 砂轮机作业 钻床作业 钻床作业 钻床作业 钻床作业 钻床作业 钻床作业 钻床作业
作业活动内容 领用电焊机
焊接前设备检查 焊接对象处理 作业现场清理
电焊机准备 焊接前工件组对
移动电焊机 焊接过程 焊接过程 焊接完毕 领用气瓶 气割前设备检查 气割对象处理 作业现场清理 气瓶固定 气线连接 作业人员