一种新型十字架型SAW焊机的研究应用
一种新型十字架型SAW焊机的研究应用

径 的管 子替 代。
荷 量后 , 确定 采 用后 置送 丝 , 将焊 丝 盘放 置于 横 臂最 后端 , 空 间尺 寸第 三次缩 小。
② 对于 ( 1,一般均采用 为 了保 证送 丝 顺 畅 , 在机 头 顶 端加 装滑 动 轮 , 最 终 使机 头
一
种 新型 十字 架型 S A W 焊 机 的研 究应 用
林 范 军 ( 西 安长庆科技工程 有限责 任公司)
摘 要: 通 过 对十 字架 型 S A W 焊 机 机 头 结 构和 焊 丝 输 送机 构 三维
模 拟 设计 , 研制适合本 S A W 焊 机 的焊 剂 自动 输 送 系统 , 选酉 合 理 的 焊 接 监视 系统 ,对 分散 的控 制器 的集 成优 化 后 安 装在 一个 控 制 柜 上 , 最 终 实现 了使 十 字 架 型 S A W 焊机 的焊 接 范 围扩 大 , 焊剂 下 料 输 送 操 作 自动 化 控制 , 施焊 过 程单 人 实 时监 视 控 制 , 焊 接作 业 环 境 的改 善 , 大 大 降低 工 人 劳动 强 度 的 目标。 关键词 : S A W 焊机 优化研制 扩 大 焊 接范 围 单 人 集 成 监 控
目前 , 埋 弧焊 是 焊接 生产 中应用较 为普遍 的工 艺方 法
之一, 由于 该 方法具 有焊 接熔 深 大、 生 产 效率 高 、 焊 接 成型 美观 、 焊接 缺 陷 少等优 点 , 大 大减 少 了焊 工 的劳动 强度 , 而 且机 械化 程度 高 、 焊 工 的操作 难度 小。 在 造船 、 锅炉 、 压 力 容器 、 化工 、 桥梁、 工 程机械 及 核 电设备 等 制造 中都 是 不可
手 工焊 接或超 小 型 S A W 焊机 。
一种新型电焊钳的研制与应用潘鸿勇李兴兴李少军陈文斌
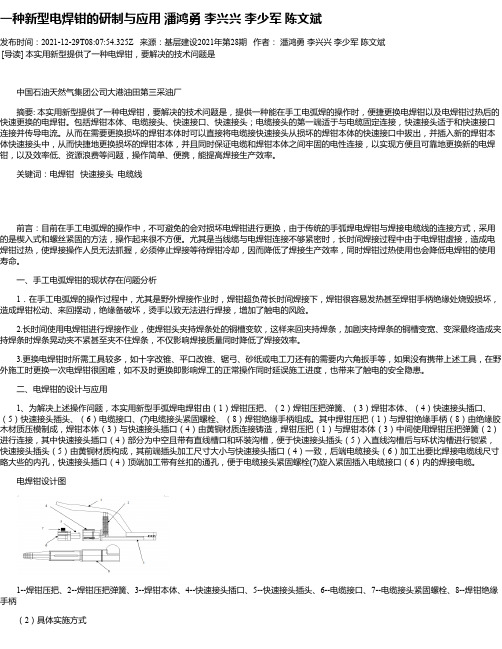
一种新型电焊钳的研制与应用潘鸿勇李兴兴李少军陈文斌发布时间:2021-12-29T08:07:54.325Z 来源:基层建设2021年第28期作者:潘鸿勇李兴兴李少军陈文斌[导读] 本实用新型提供了一种电焊钳,要解决的技术问题是中国石油天然气集团公司大港油田第三采油厂摘要: 本实用新型提供了一种电焊钳,要解决的技术问题是,提供一种能在手工电弧焊的操作时,便捷更换电焊钳以及电焊钳过热后的快速更换的电焊钳。
包括焊钳本体、电缆接头、快速接口、快速接头;电缆接头的第一端适于与电缆固定连接,快速接头适于和快速接口连接并传导电流。
从而在需要更换损坏的焊钳本体时可以直接将电缆接快速接头从损坏的焊钳本体的快速接口中拔出,并插入新的焊钳本体快速接头中,从而快捷地更换损坏的焊钳本体,并且同时保证电缆和焊钳本体之间牢固的电性连接,以实现方便且可靠地更换新的电焊钳,以及效率低、资源浪费等问题,操作简单、便携,能提高焊接生产效率。
关键词:电焊钳快速接头电缆线前言:目前在手工电弧焊的操作中,不可避免的会对损坏电焊钳进行更换,由于传统的手弧焊电焊钳与焊接电缆线的连接方式,采用的是楔入式和螺丝紧固的方法,操作起来很不方便。
尤其是当线缆与电焊钳连接不够紧密时,长时间焊接过程中由于电焊钳虚接,造成电焊钳过热,使焊接操作人员无法抓握,必须停止焊接等待焊钳冷却,因而降低了焊接生产效率,同时焊钳过热使用也会降低电焊钳的使用寿命。
一、手工电弧焊钳的现状存在问题分析1.在手工电弧焊的操作过程中,尤其是野外焊接作业时,焊钳超负荷长时间焊接下,焊钳很容易发热甚至焊钳手柄绝缘处烧毁损坏,造成焊钳松动、来回摆动,绝缘备破坏,烫手以致无法进行焊接,增加了触电的风险。
2.长时间使用电焊钳进行焊接作业,使焊钳头夹持焊条处的铜槽变软,这样来回夹持焊条,加剧夹持焊条的铜槽变宽、变深最终造成夹持焊条时焊条晃动夹不紧甚至夹不住焊条,不仅影响焊接质量同时降低了焊接效率。
关于GMAW和SAW在筒体焊接中的应用

关于GMAW和SA W在筒体焊接中的应用文章介绍了GMAW和SAW在筒体焊接中的设计原理,从工艺的合理性和产生的经济效益上对比了新旧两种工艺。
同时介绍了实验的过程和试验的结果。
标签:GMAW;SAW;新工艺前言筒体焊接是一个比较困难的焊接,旧的焊接方式不管从生产效率还是经济效益等方面都已不再适应,文章介绍一种筒体内侧坡口采用熔化极气体保护焊(英文简称GMAW)而外侧采用埋弧焊(英文简称SAW)的新工艺,此种工艺能够提高30%的焊接效率和降低35%的生产耗费,是一种经济实用的焊接方式。
1 熔化极气体保护焊简介熔化极气体保护焊(以下简称GMAW)采用可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。
连续送进的焊丝金属不断熔化并过度到熔池,与熔化的母材金属融合形成焊缝金属,从而使工件相互连接起来。
熔化极气体保护焊根据保护气体的种类不同可分为:熔化极惰性气体保护焊(英文简称MIG)、熔化极氧化性混合气体保护焊(英文简称MAG)和CO2气体保护电弧焊三种。
熔化极氧化性混合气体保护焊(MAG):保护气体由惰性气体和少量氧化性气体混合而成。
由于保护气体具有氧化性,常用于黑色金属的焊接。
在惰性气体中混入少量氧化性气体的目的是在基本不改变惰性气体电弧特性的条件下,进一步提高电弧的稳定性,改善焊缝成型,降低电弧辐射强度。
2 埋弧焊简介埋弧焊是通过预先把颗粒状焊剂散步在焊接的部位,焊丝通过送丝装置,自动连续地向焊剂中送进,在焊丝前端与构件间引燃电弧,电弧热使构件、焊丝和焊剂熔化,以致部分焊剂蒸发,熔化的金属和焊剂蒸发的气体形成了气泡,电弧在气泡中燃烧。
气泡上部被一层熔化的焊剂-熔渣所覆盖,不仅隔绝了空气与电弧和熔池的接触,同时具有稳弧和冶金的作用。
3 焊接的原理和工艺3.1 设计原理由于GMAW使用的热输入较小,背面成形能够得到控制,且易实现背面成形,针对GMAW和SAW的特点设计出了在内侧采用GMAW而在外侧此采用SAW的新工艺。
十字架自动焊机安全操作及保养规程

十字架自动焊机安全操作及保养规程前言随着工业自动化程度的不断提升,自动焊接技术越来越广泛应用于制造业中。
十字架自动焊机作为一种自动化设备,其效率和稳定性得到广泛认可。
但是,应该注意对十字架自动焊机进行正确的操作和保养,以避免可能的事故和损坏设备。
安全操作规程1. 穿戴适当的个人防护设备个人防护设备包括安全帽、工作服、手套、耳塞等,穿戴适当的个人防护设备,可以保护操作人员的安全和健康。
在进行自动焊接过程中,应特别注意保护眼睛和皮肤,不要直接朝向焊接光弧。
2. 使用合适的焊接电极和材料根据不同的焊接要求,使用合适数量和规格的焊条、焊丝等材料。
如果使用不正确的焊接材料,可能会对焊接效果产生影响,严重时会导致设备的损坏和事故的发生。
3. 确认工作环境,避免干扰在进行自动焊接过程中,应确保工作环境的清洁和整洁。
避免产生干扰物,比如:噪音、灰尘、水气等。
同时,也应该注意避免其他人员靠近工作区域,防止意外的发生。
4. 熟知设备的操作步骤在进行自动焊接之前,必须了解设备的操作步骤。
通常,设备的操作步骤会在操作手册中有详细的说明。
其中包括设备的操作流程、可能发生的问题和处理方法等内容。
5. 避免操作失误在进行自动焊接的过程中,应避免操作失误,安全地进行焊接过程。
如果发现操作错误,应立即停止操作,并通知设备负责人进行处理。
保养规程1. 定期进行检查和维护在使用十字架自动焊机之前,必须彻底清洁设备,并进行检查和维护。
定期检查和维护,可以确保设备的正常工作,并延长其使用寿命。
2. 保持设备的干燥和清洁十字架自动焊机应该保持干燥和清洁,避免湿气、灰尘和其他杂物进入设备,这些物质可能导致设备损坏或故障。
定期进行清洁和检查,可以避免此类问题的发生。
3. 保养电气系统和机械系统十字架自动焊机的电气系统和机械系统都需要进行定期的维护和保养。
电气系统必须定期更换电路元件和线路,机械系统则需要进行润滑和清洁。
4. 避免过度工作十字架自动焊机在长时间内连续工作时,可能会出现过度工作的现象,导致设备损坏或机械失灵。
一种新型的SAW封装方法[发明专利]
![一种新型的SAW封装方法[发明专利]](https://img.taocdn.com/s3/m/7aa3e2a9767f5acfa0c7cd98.png)
专利名称:一种新型的SAW封装方法专利类型:发明专利
发明人:施小赟,杜迅
申请号:CN201911129866.1
申请日:20191118
公开号:CN111064446A
公开日:
20200424
专利内容由知识产权出版社提供
摘要:一种新型的SAW封装方法。
本发明涉及用于通信设备中的滤波器,尤其涉及声表面波滤波器的封装方法及结构,该方法包括制备叉指换能器、第一次涂胶与曝光、第二次涂胶与曝光、显影、覆膜、曝光、显影、引出电极、设置外部电极等步骤。
该方法制作的SAW封装结构器件,既能使电信号转换成声波的叉指换能器处于空腔内,避免腐蚀,同时耐高温、显著的温度变化以及高湿空气,又能满足体积小、重量轻的要求。
申请人:常州微泰格电子科技有限公司
地址:213000 江苏省常州市武进区雪堰镇曹家村工业大道13号
国籍:CN
代理机构:常州唯思百得知识产权代理事务所(普通合伙)
代理人:孙丽
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种新型十字架型SAW焊机的研究应用
摘要:通过对十字架型saw焊机机头结构和焊丝输送机构三维模拟设计,研制适合本saw焊机的焊剂自动输送系统,选配合理的焊接监视系统,对分散的控制器的集成优化后安装在一个控制柜上,最终实现了使十字架型saw焊机的焊接范围扩大,焊剂下料输送操作自动化控制,施焊过程单人实时监视控制,焊接作业环境的改善,大大降低工人劳动强度的目标。
关键词:saw焊机优化研制扩大焊接范围单人集成监控
目前,埋弧焊是焊接生产中应用较为普遍的工艺方法之一,由于该方法具有焊接熔深大、生产效率高、焊接成型美观、焊接缺陷少等优点,大大减少了焊工的劳动强度,而且机械化程度高、焊工的操作难度小。
在造船、锅炉、压力容器、化工、桥梁、工程机械及核电设备等制造中都是不可缺少的焊接工艺手段。
但是,通过市场调查发现在筒体内焊接时,一般均使用焊接直径为ф1000型号的常规十字架型saw焊机,其焊接局限性比较大,难以适应行业的发展现状。
1 常规设备局限性分析
通过对我公司目前的常规十字架型saw焊机分析认为,这种焊机存在四个方面问题:
①对于在ф600直径以下的筒体内部纵环缝焊接只有少数制造厂采用超小型saw焊机,大多数只能用大直径的管子替代。
②对于ф600~ф1000范围内焊接时,一般均采用手工焊接或超
小型saw焊机。
③对于焊工在筒体内焊接时,焊接材料燃烧产生大量有毒气体,造成施焊环境恶劣,给焊工的身体健康带来很大伤害。
④控制点较多且分散、需两人同时配合进行操作,尤其在焊接工作量大时,造成操作不便,同时生产成本提高。
因此,首先对我公司现有常规十字架型saw焊机的焊接范围及功能进行二次优化研究,并投入使用,使埋弧焊技术迈上一个新的台阶,有效提高企业经济效益。
(见图1)
2 优化研究的技术方案
2.1 在保证原焊接性能的前提下,改进机头整体结构,扩大焊接范围
①改进电机、小机头、导电杆和漏斗。
对机头结构进行分析研究,收集机头各部件结构尺寸并模拟实施,将原大型机头改为小型机头,90型传送电机换为70型,导电杆加工至原尺寸的1/2,旧导流漏斗更换为新型导流漏斗,缩小机头结构尺寸,达到设定的要求。
②改进送丝传动结构。
将原有行走机构为200型更换为100型,缩小行走距离,并利用机头结构的特殊功能将机头旋转90度,使导电杆到机头正前方空间缩小150mm,
同时可将机头周径缩小100mm,实现机头周径二次缩小。
③改进送丝整体机构。
针对焊丝盘装配位置占据整个机头尺寸50%的问题,通过核算焊丝输送电源的最大载荷量后,确定采用后置送丝,将焊丝盘放置于横臂最后端,为了保证送丝顺畅,在机头
顶端加装滑动轮,最终使机头空间尺寸第三次缩小。
2.2 研究焊剂下料阀的自动开关,焊剂的均匀化、自动化输送
根据机头位置空间需要和焊件直径的限制,将原有的自流式焊剂大漏斗改为微型漏斗,取消原有的支架,将微型漏斗安装在机头l 板上;增加气动自动输送焊剂装置和气动开关焊剂下料阀,改善原人工添加焊剂和手工开关焊剂下料阀的不便,实现了机头最小化,焊剂输送自动化。
2.3 选用合适的内窥镜系统,实现焊接过程实时监视
按照传统的焊接方法,在施焊小直径筒体和筒体内焊缝时,操作人员进入筒体内施焊时,焊剂燃烧产生的有毒气体对人身伤害极大,通过对机头空间位置分析,可配置内窥镜、激光指示器,同时为避免大量烟雾影响内窥镜的清晰度,可配置微型排烟器均安装在机头导电杆前端的支架上,实现施焊过程实时监视。
2.4 控制点集成优化,操作自动化监视控制
十字架型saw焊机在焊接环缝时,控制器为:滚轮架控制、焊接控制、焊剂自动输送控制、监视控制四部分,且需同时进行控制,控制器也分散。
通过分析研究,将原控制线路重新策划,并定制操作集成柜,把四大控制部分集中安装在集成柜上,实现控制集成化,操作自动化监视控制的目标。
(见图2)
3 关键技术及创新点
3.1 改进机头结构
通过对常规十字架型saw焊机机头结构部件测量数据,建立计算
机三维模型设计,对模型改进和可行性分析后,将机头结构尺寸由ф880mm缩小到ф680mm,可焊接直径由ф1000mm 以上扩大到了ф760mm以上,取得了机头结构的首次缩小,焊接范围得到了扩大。
3.2 改进送丝机构
通过核算电机荷载量后将焊丝盘置于横臂末端,将机头身架水平旋转90°,且在顶端装有滑动轮,选用100型送丝电机进行送丝,满足了送丝要求,也使机头整体结构尺寸缩小了250mm,可焊接直径由ф760mm 以上扩大到了ф480mm以上,再次缩小机头结构,焊接范围得到二次扩大,很大程度上减少了手工焊接量,减少了高标准规格管子替代焊接筒体的频率,节约了成本。
3.3 焊剂输送系统
研制出封闭式、存储量小的微型焊剂漏斗,并在顶盖设有通气阀。
通过焊剂输送装置的输送管与微型焊剂漏斗连接,通过压力自动调节焊剂输送量,另在漏斗下料口安装气动下料阀,在装置中引出两路压力适中的气体与下料阀连接,最终形成一种焊剂输送下料自动控制系统,不再需要人工添加焊剂和控制下料开关,大大减轻了工人劳动强度。
3.4 焊接监视系统
在机头位置装有两组针孔型内窥镜和微型排烟器,与控制柜上的显示器相连,形成一种焊接过程监视系统。
这种监视系统的内窥镜分辨率高,占用空间小,微型排烟器可降低镜头上的烟雾粉尘,保障了内窥镜成像效果,两组内窥镜可在焊接纵、环焊缝时同时通过
切换屏幕完成,显示屏上效果非常好,也减少了焊接有毒烟雾对工人的危害。
3.5 集成控制系统
将分散的焊接控制器、滚轮架控制器、焊剂自动输送控制器及焊接监视系统控制器重新策划,全部设定在集成控制柜上,实现了焊接全过程的集成监视控制,使必须两人配合完成,改变为一人独立焊接完成。
4 运行效果
通过使用优化后的十字架型saw焊机,其焊接范围大幅拓宽,对于直径在ф480mm以上的筒体纵、环缝均能焊接;焊剂自动输送装置能够顺利将焊剂输送到封闭的微型漏斗中,下料阀也能够自由开启,保证了焊接过程中焊剂的供给量;通过在显示屏上实时监视,调整各系统控制点,完全满足了焊接全过程实时监视控制,保证了焊接质量、提高了焊接效率、改善了焊接作业环境。
5 经济效益、社会效益及推广前景
5.1 新型十字架型saw焊机的成功应用,焊接范围得到扩大,使ф480mm以上的筒体纵环缝均可进行saw焊接;降低了人为因素产生焊接缺陷的概率,焊接一次合格率达到96%,提高了45%;降低了高标准规格管子替代焊接筒体的频率,节约了材料成本,从而使得经济效益大幅提高,特别是大批量生产效果尤为显著。
5.2 新型十字架型saw焊机的成功应用,有效降低了焊工的劳动强度,改善了焊接作业环境,减少电弧对人体的伤害,保护了焊工
的身体健康,达到了安全环保、节能减排的效果,取得了良好的社会效益。
5.3 对于我公司每年生产的压力容器设备中,直径大于等于ф480mm的设备就在100台以上,均能应用新型saw焊机焊接,焊接效率得到很大提高,我们还将这种saw焊机在各大油田及涉及saw 技术的不同行业进行推广,其具有很大推广应用空间。
6 结论
新型十字架型saw焊机拓宽了常规十字架型saw焊机的焊接范围,可减少手工焊接量,降低劳动强度,降低人为因素产生焊接缺陷的概率,保证焊接质量,提高焊接效率,降低高标准规格管子替代焊接筒体的材料成本,能够满足任务量饱满的生产现状。
同时,这种新型saw焊机完全响应国家提倡的向数字化、集成化、高科技技术发展方向,对焊接生产厂家saw焊机的改进具有借鉴意义。
参考文献:
[1]中国机械工程学会焊接学会编.《焊接手册》(1)焊接方法与设备.
[2]上海市焊接学会编.《现代焊接生产实用手册》.
[3]压力容器相关标准法规.
作者简介:
林范军(1982-),男,陕西澄城人,现任职务:焊接技术员。