鱼尾板液压夹具设计及总装图资料
尾座的工艺工装设计及零件制作毕业设计设计说明书

南阳理工学院本科生毕业设计(论文)学院(系):机械与汽车工程学院专业:机械设计制造及其自动化学生:刘俊杰指导教师:余光莉完成日期 2012 年 5 月南阳理工学院本科生毕业设计(论文)尾座的工艺工装设计及零件制作Design of Technology and Equipment on The tailstock andManufacturing of Parts总计:毕业设计(论文)56页表格: 4个插图: 22 幅尾座的工艺工装设计与制作机电工程学院刘俊杰[摘要]:尾座体是车床上的重要的部件之一,是车床上用以支撑轴类零件车削加工和实施钻孔的主要车床附件。
本文针对某类给定的尾座体进行了加工工艺与工装的设计,完成了以下工作:(1)概述了尾座体的技术和现状发展;(2)对尾座体进行了工艺分析,并完成了其工序卡的设计;(3)编制了尾座体的工艺规程,完成了其工序卡的设计;(4)针对工艺中的某重要工序,设计完成了一套镗孔夹具和一套铣槽夹具,包括定位元件、夹紧机构、夹具体的设计并分析了定位误差。
[关键词]:尾座体工艺工装设计Design of Technology and Equipment on The tailstock andManufacturing of PartsMechanical Design, Manufacturing and Automation Major liujunjieAbstract:Abstract:stalk spare parts,the car pares to process the main lather enclosure that drills a hole with implementation.This text aims at a certain the tail body giving certainly carried on to process the design that craft and work pack and completed once work:(1)All said a tail the technique and present condition development of the body;(2)Carried on craft analysis to the tail body,and put forward two kinds of projects to carry on a comparison;(3)Drew up a tail body of craft regulations,completed the design of its work preface card;(4)Aim at a craft in of some important work preface,designed to complete a set of Xian slot tongs,including fixed position component,clipped tight organization,to the knife piece,clip a concrete design and analyzed a fixed position error marigin.Keywords:tailstock craft clamping design目录1.绪论 (1)2.尾座体的工艺设计 (2)2.1机械加工工艺规程概述 (2)2.1. 1工艺规程的作用 (2)2.1.2工艺规程的制定原则 (3)2.1.3工艺规程的制订步骤 (3)2.2工艺分析 (3)2.2.1 零件的技术条件 (3)2.2.3零件的材料 (5)2.3毛坯的选择 (5)2.3.1毛坯的种类 (6)2.3.2毛坯选择时应考虑的因素 (6)2.3.3毛坯的类型及制造方法确定 (7)2, 4基准的选择 (8)2.5机械加工工艺路线的拟订 (10)2, 5.1表面的加工方法的选择 (10)2.5. 2加工工艺路线的拟订 (13)2.6 机械加工余量、工序尺寸及公差的确定 (15)2.7机床设备及工艺装备的选择............................................................................. 错误!未定义书签。
数控车床液压尾座设计含全套CAD图纸

本科毕业设计(论文)题目:数控车床尾座套筒液压装置设计系别机电信息系专业机械设计制造及其自动化班级姓名学号导师2021年4 月27日数控车床尾座套筒液压装置设计摘要为了完本钱课题的设计,在设计之前的预备工作必需做好,第一是搜集和分析资料,要紧包括国内外数控机床的进展现状;液压技术和液压传动系统的大体资料;一样机床液压尾座的图纸和资料等。
第二是初步确信液压尾座的整体布局,包括配置形式、液压系统的布置及选择液压能源及相应的配套元件等。
最后主若是关于尾座的设计计算。
数控机床变档卡紧及尾座顶紧的操纵方式大体上是手工操纵,在通常的加工进程中,需先用手工操纵的方式完成变档和卡紧工作,然后再进行装夹,在装夹完毕后还需要利用手工操纵的方式完成尾座的顶紧工作。
由此可知,在数控机床的加工作效率效率并非高,而且工人劳动强度大,耗时又耗力,还会增加企业本钱。
因此,本课题研究所要达到的预期成效是在数控车床加工进程中,当需要利用尾座时,利用本课题所设计的尾座能够提高加工进程的机械化和自动化水平,提高生产效率,降低工人的劳动强度,降低企业本钱。
关键词:数控机床;尾座;液压系统;液压缸The design of CNC machine Tailstock Hydraulic systemAbstractTo accomplish this design, I collected and analysed the information before the design, including domestic and international development of CNC machine tools; hydraulic system of hydraulic technology and the basic information; equal hydraulic machine Tailstock the drawings and information . Then is tentatively determined the overall layout of hydraulic Tailstock, including the allocation of form, layout and the hydraulic system of hydraulic energy, and select the appropriate matching components, such as. This was followed by the main Tailstock the design and calculation.CNC machine tools changed file cards bear and Tailstock top tight is basically manual control, in the conventional process, the change required manual card file and clamping a tight and then again after the fixture also need to use a manual Tailstock The top tight. Therefore, in the process of CNC machine tools in efficiency is not high, workers in labor intensity and great. Therefore, the issue of the Institute to achieve the desired results in the CNC lathe processing, when the need to use Tailstock, the use of this issue by the Tailstock design can improve the process of mechanization and automation level, increase production efficiency and reduce Workers in the labor intensity.Key words:Numerically-controlled machine;Tailstock;Hydraulic system;Hydraulic cylinder inside diameter目录1 绪论 (4)研究背景和意义 (4)液压传动介绍 (4)国内外数控机床的进展现状 (5)1.3.1国外数控机床进展现状 (5)1.3.2国内数控机床进展现状 (6)本文研究对象 (7)2 液压尾座液压传动整体设计 (8)尾座简介 (8)回路设计 (9)2.2.1液压尾座顶针液压回路 (9)2.2.2液压尾座顶针加紧液压回路 (10)3 尾座液压系统设计 (12)液压系统压力 (12)顶针油缸的计算 (12)3.2.1顶针轴向力 (12)3.2.2液压油缸计算 (14)液压泵的设计 (15)3.3.1液压泵工作压力的确信 (16)3.3.2液压泵流量的确信 (16)3.3 ....................................................................................................................................... .3电动机功率的确信 (18)液压元件的选择 (18)3.4.1油管及管接头 (18)3.4.2过滤器的选择 (19)3.4.4油箱容积的确信 (20)液压系统的性能验算 (21)3.5.1液压系统压力损失验算 (21)3.5.2液压系统发烧温升的验算 (21)4 液压尾座结构设计 (24)液压尾座箱体设计 (24)尾座顶尖的设计 (24)尾座主轴的设计 (26)尾座导轨的设计 (26)尾座孔系设计 (27)4.5.1套筒与尾座体的配合 (28)4.5.2套筒与顶尖、尾座活塞轴的配合 (28)4.5.3孔和键的设计 (28)5 尾座精度的设计 (30)表面粗糙度的确信 (30)尾座与机床形位公差的确信 (30)底面及立导向面形位公差的确信 (30)结论 (32)参考文献 (33)致谢 (34)毕业设计(论文)独创性声明 (35)1 绪论研究背景和意义随着科技的进步,生活水平提高,为了减小工人工作强度,自动化技术被普遍运用到各行各业。
尾座体零件机械加工工艺规程及夹具设计(全套图纸)(常用版)

尾座体零件机械加工工艺规程及夹具设计(全套图纸)(常用版)(可以直接使用,可编辑完整版资料,欢迎下载)尾座体零件机械加工工艺规程及夹具设计摘要:我要完成的任务是写出尾座体零件的加工工艺规程和设计加工孔φ17的专用夹具。
查看零件图找出主要的面和孔,分析它们的结构和工艺特征,计算出重要的参数,选择出合适的机床、夹具、刀具等。
编写工艺步骤。
设计孔φ17的夹具,以导轨平面作为主定位面限制3个自由度,75度斜面作为侧定位面限制2个自由度。
以更好的保证孔φ17的位置和加工精度。
再在孔φ17的不加工面找个定位加紧点限制一个自由度,确保六点定位。
关键词:加工工艺;夹具;尾座体;设计The tailstock body parts machining process planning and the fixturedesignAbstract:This topic is mainly design that designs the tail a body of some tool machine to process the craft and tongses, adopting to design first in the design a body of that tail processes the craft at according to process the craft to select by examinations the tongs of the project of the design and concrete design of the tongs;But the point of design is the design of the tongs.Because bore 17 of accuracy have high request, and position the size error margin small, for guarantee the position of the bore and process the accuracy we certainly at process the bottom to face of time pass to draw the line to find out the bottom to face of process the amount of remaining.Thus can with better assurance bore 17 of position and process the accuracy!Process the bore 17 of time is opposite for assurance to run parallel with B face of in the A we have to design accurately with the AN and B faces to settle for of tongs!Return in consideration of a degree of the work piece and the error margin of the cylinder degrees are small, the furniture that we design have to the bore 17 of tongs fixed position is accurate, and process the vibration of time small, that have to in the bore 17 of neighborhood seek a fixed position to step up the point.Keyword : process the craft;tongs;a body of tail;design目录摘要 (I)Abstract (II)目录 (III)1绪论 (1)1.1 设计的依据、背景以及研究意义 (1)1.2 国内外研究现状 (1)1.2.1 国外研究现状 (1)1.2.2 国内研究现状 (2)1.3 主要研究内容 (3)2 零件分析 (4)2.1 零件的特点 (4)2.2 零件工艺分析 (4)3 机械加工工艺规程设计 (5)3.1 确定毛坯的制造形成 (5)3.2 基面的选择 (5)3.3 制定工艺路线 (5)工艺路线方案一 (5)3.3.2 工艺路线方案二 (6)3.3.3 工艺方案的比较分析 (6)3.4 选择加工方法,制定工艺路线 (8)φ的端面孔 (8)3.4.1 孔7φ (9)3.4.2 内孔mm17H73.4.3 燕尾面加工 (9)3.4.4 导轨面刨削加工 (10)3.4.5 孔14φ的内径表面 (10)3.5 确定切削用量及基本工时 (11)3.5.1 铣削617H φ的孔的两端面 (11)3.5.2 钻孔617H φ (12)3.5.3 铣削14φ的孔的端面 (12)3.5.4 铣削M6的端面 (13)3.5.5 钻14φ、M6孔 (14)3.5.6 扩孔617H φ (15)3.5.7 加工 451⨯的倒角 (15)3.5.8 扩14φ孔 (15)3.5.9 刨削导轨面 (16)3.5.10 铣削2⨯2的退刀槽 (18)3.5.11 刨削燕尾面 (18)3.5.12 镗削(精镗、细镗17φ的孔) (19)3.5.13 磨削(导轨面、燕尾面) (19)3.5.14 镗削(镗削14φ的孔、镗削28φ的沉降孔) (21)3.5.15 攻丝 (22)3.5.16 导轨面配刮 (22)3.5.17 珩磨mm H 617φ的孔 (22)3.5.18 精加工617H φ的孔研配 (23)3.5.19 终检 .................................................................................................................. 23 4 夹具设计 . (24)4.1 问题的提出 (24)4.2 夹具设计 (24)4.2.1 主视图617H φ孔的加工夹具 (24)5 结论 (27)参考文献 (29)致谢 (31)1 绪论1.1 设计的依据、背景以及研究意义随着科研的深入研究与创新,我国的机械制造业得到了长足的发展。
鱼尾板液压夹具设计及总装图
本科毕业设计题目鱼尾板液压夹具设计及总装图学院机械工程学院专业机械设计制造及其自动化2015 年 5 月14 日鱼尾板夹具设计及总装图摘要:在大四的最后一学期的时间里,我们进行了机械制造技术基础的夹具课程设计。
这是我们学完大学全部基础课,技术基础课以大部及分专业课之后进行的一个综合课程。
本次课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的一个课程的综合。
它是将设计和制造知识有机的结合,并融合现阶段机械制造的实际生产情况和较先进成熟的制造技术的应用,是在学完了机械制造技术基础的理论之后,并进行了生产实习的基础上进行的又一个实践性教学环节。
夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。
在这个课程设计中,我们组的课题是液压铣床的设计课题。
我们4人一组,每人都拿到一个自己负责的部分。
其中我负责的部分是鱼尾板夹具的设计。
夹具的夹紧力是靠液压缸产生的力来使工件被夹紧。
从而让工件不能产生移动。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后从事的工作打下良好的基础。
关键词:工件;夹具;液压缸;机械制造技术基础The Tail Board Fixture and AssemblySpecialty:Machine Design & Manufacturing Student Number:201110111508 and their AutomationStudent:YongJingYe Supervisor:Zhu DaqingAbstract: in the last semester of the last term of four, we carried out the design of the fixture course based on the mechanical manufacturing technology. This is our school university all basic courses, basic technology and professional courses, imposed after a comprehensive course. The curriculum design is carried out after we finished the University of all basic courses, technical basic course and the most specialized of a curriculum of comprehensive. It is will design and manufacture the organic combination of knowledge, and integration of practical production situation at this stage machinery manufacturing and more advanced mature manufacturing technology application, and is in the finished machinery manufacturing technology foundation of theory, and carried out on the basis of production practice and a practical teaching link. The fixture is a process equipment for clamping workpiece. It is widely used in machining process of machining, heat treatment, assembly, welding and inspection.. Application of machine tool fixture, to ensure the machining accuracy of the workpiece, stable product quality; to improve labor productivity and reduce the cost; is conducive to improve the working conditions of the workers to ensure production safety; to machine technology to expand the scope of, "a machine" to achieve. In this course design, our group is the design of hydraulic milling machine design issues. We have 4 people, each person to get a part of their own. One of my part is the design of fish plate fixture. The clamping force of the clamp is the force that the hydraulic cylinder produces to make the workpiece clamping. So that the workpiece can not move.On me personally, I hope through the curriculum design of their future will be engaged in the work of an adaptability training and the exercise their own analysis problem, problem solving ability, for future work to lay a good foundation.Key words: mechanical manufacturing technology; hydraulic cylinder; fixture; workpiece目录1 零件的工艺分析 (1)1.1零件的功能、结构及生产类型的确定 (1)1.1.1 零件的作用 (1)1.1.2 零件的工艺分析 (1)1.1.3 零件的生产类型 (2)1.2主要加工面及要求 (2)2 基准的选择 (3)2.1粗基准的选择 (3)2.2精基准的选择 (3)3 夹具总体分布图 (4)3.1夹具的大致分布 (4)3.2切削力及夹紧力的计算 (4)4 夹具的结构设计 (5)4.1 液压缸的设计 (6)4.1.1 液压缸的工作原理及结构 (6)4.1.2 一号液压缸钢筒的设计 (7)4.1.3 二号液压缸钢筒的设计 (15)4.2活塞环的结构设计 (20)4.2.1 一号活塞环的结构设计 (21)4.2.2 二号号活塞环的结构设计: (21)4.3活塞杆的结构设计 (22)4.3.1 一号活塞杆杆体的选择 (22)4.3.2 一号活塞杆与一号活塞环的连接形式 (22)4.3.3 一号活塞杆材料和技术要求 (22)4.3.4 二号号活塞杆杆体的选择 (22)成都学院学士学位论文(设计) 4.3.5 二号活塞杆与二号活塞环的连接形式 (23)4.3.6 二号活塞杆材料和技术要求 (23)4.4液压缸的密封 (24)5 夹具总图 (24)5.1夹具装配总图 (25)5.2铣床的装配总图 (25)结论.............................................. 错误!未定义书签。
汽车液压尾板设计与分析

仿囊 , 建罐 I C AD I C AMI C AE I C AP P
汽车液 压尾 板设计与 分析
巩 朝 冬 。 齐小 剑 。 崔 齐佳
( 西南交通大学 , 四J I I峨 眉 山 6 1 4 2 0 2)
0 引 言
油缸 1 为 翻转 油缸 , 在尾 板达 到 上部 极 限位 置 时 , 可
保 持平 稳 , 以保 证 货物 的安 全 。 当机构 为平 行 四边 形机 构 时可 以满 足 液压 尾板 的运动 要 求 ,通过 对 其 运动 进 行综 合, 绘制 出运 动 简 图 , 如图 1 。
方向位 移与速度 , 所 以, 只需要选择 位移与速度 的竖直
分量 。 通 过 分 析后 可 以得 到 尾 板 的 一 £ 冈( 如图 3 ) 与- 卜£
面板 位 移变 形 图 可 以很 直观 地 表达 面板 的最 大位
移, 由于尾 板 的工 作 状 况要 求 面板 保 持 水平 , 所 以面 板 的
位移变形量不宜过大 , 解算结果显示位移最大值为 7 8 5  ̄ 1 0 - 7 m m, 可以充分满足工作要求 。 应力分布图显示出面板
于铡铁材料 的抗 剪 力能 力明显低 于抗拉 压能 力 ,所 以为 了 简化 分析 过程 , 我们 仅在 翻转油 缸达 到水平 位置 时 , 对杆 1
进行有限元分析。在 A N S Y S 中建立模型后, 进行加载而后 求解得到杆件变形图( 如图 6 ) 和应力分布图( 如图 7 ) 。
的应 力危 险点 ,所 以在加 工 时 一定 注 意危 险 点 处材 料 的
使 用 和结 构 的优 化 ,要保 证 最 大应 力 不超 过 材料 的 允许
范 围。
机械工艺夹具毕业设计84注塑机尾板机械加工工艺规程及夹具设计说明书
题目注塑机尾板机械加工工艺规程及夹具设计系、部:机械工程系学生姓名:指导教师:职称副教授专业:机械设计制造及其自动化班级:完成时间:摘要本设计课题是“注塑机尾板机械加工工艺规程及夹具设计”。
该尾板是注塑机最主要的部件之一,它与注塑机的四根拉杆配合,可沿拉杆方向滑动。
主要作用一是安装液压缸,二是连接拉杆,形成合模力。
本设计旨在对该零件进行加工工艺方案的设计及其相对应的专用夹具的设计,以保证该零件的加工质量并提高生产效率。
由此我们首先对尾板的结构和技术要求进行了仔细的分析,然后参考相应资料,确定了一套较合理的机械加工工艺方案,并且确定了各工序的加工余量、工序尺寸、公差及切削用量等参数,完成了工序过程卡、工序卡。
然后,为了提高劳动生产率,降低劳动强度,保证加工质量,要设计一些专用夹具,为此选择了第14道铣支耳外侧面工序进行夹具设计,确定了夹具的定位、夹紧方案,进行了夹紧力和夹具的误差分析,并绘制了夹具装配图。
关键词注塑机尾板;加工工艺;夹具;设计ABSTRACTThe topic of my graduation design is "The machining process procedures and Fixture design of the Injection tail board " . The tail board is the most import part of Injection machine that cooperate with four bars , and can glide by the direction of the bars . The main function are installing hydraulic cylinder and connecting bars to form mold clamping force . This project is aim at designing the processing technic scheme of components and the corresponding fixtures used in special purpose to improve the production efficiency . First of all , I should make a analysis about the structure of tail board and technical requirements carefully , then refer to the relevant materials to determine a set of reasonable machining process procedures and parameters , such as : machining allowance、size、tolerance、cutting date of each process . Finished the process cards . In order to improve the labour productivity、reduce the intensity involved in the labour、ensure the processing quality , I should design some special fixtures .so that I choose the 14th course process of milling journal stirrup outside part to make the fixture design and make a analysis of clamp force and fixtures ' error、ensure the location of fixture , and the clamp scheme . Finally, assembly drawing of the fixtures .Key words injection tail board; processing technology; fixture; design目录1零件的分析 (1)1.1零件的作用 (1)1.2零件的工艺分析 (1)2确定毛坯的制造形式 (2)3工艺规程的设计 (2)3.1定位基准的选择 (2)3.1.1粗基准的选择 (2)3.1.2精基准的选择 (2)3.2零件表面加工方法的选择 (2)3.3制订工艺路线 (3)3.4加工设备及工艺装备的选择 (4)3.4.1粗铣和精铣A面 (4)3.4.2钻、扩中心孔Ф55 (5)3.4.3粗铣和半精铣B面 (5)3.4.4粗铣和精铣F面 (6)3.4.5粗铣和半精铣C面 (6)3.4.6粗镗,半精镗4-Ф65,4-Ф90 (6)3.4.7粗铣,半精铣支耳外侧面(D,E面) (7)3.4.8粗铣,半精铣支耳内侧面(G,H面) (7)3.4.9镗支耳孔4-Ф60 (7)3.4.10钻、扩螺纹孔12-M16深35、4-M12深25、2-M10深12,钻、铰2-Ф13.5及锪孔2- Ф40 (8)3.4.11钻、扩侧面孔4-M10深10,2-M8深20 (8)3.4.12粗铣油槽 (9)3.4.13钻孔Ф5 (9)3.5机械加工余量、工序尺寸及其公差的确定 (10)3.6切削用量及机本工时的确定 (14)3.6.1切削用量的选择原则 (14)3.6.2确定切削用量及基本工时 (15)4夹具设计 (26)4.1问题的提出 (26)4.2夹具的设计 (26)4.2.1定位基准的选择 (26)4.2.2切削力及夹紧力计算 (26)4.3校核机床功率 (27)4.4定位误差分析 (28)4.5夹具设计操作及简要设计说明 (28)参考文献 (29)致谢 (30)1零件的分析1.1零件的作用题目所给的零件是注塑机尾板,它与注塑机的四根拉杆配合,可沿拉杆方向滑动。
液压工装夹具的设计及关键结构设计
2019.20科学技术创新保仪表自动化设备正常使用也有着较大的影响。
因此,在进行预防性维护的过程中也应当给予充分的关注,特别是其中的运行回路,各个回路中的所有部件不能出现任何故障,对于这些小型的部件也应当形成生命周期档案,对其进行生命周期成本分析,精准测算出仪表自动化设备生命周期最佳维护方案,从而将设备、生产及维护全部链接起来,不仅能够降低设备运行成本,同时也非常有助于降低设备出现故障而导致停产的概率,实现企业效益的综合提升。
2.4全面使用自诊断技术从当前仪表自动化设备预防性维护效果来看,通过将自诊断技术应用到其中有着较好的效果。
在具体实施时,智能仪表的自诊断功能采用了人工智能与设备故障诊断技术,通过监测和诊断来早期发现仪表故障的先兆,能够自动报警或自动消除故障等。
随着仪表设备自诊断技术的不断完善,可以减轻仪表设备维护工作量,充分利用自诊断信息,确定维护检修或保养计划,促使仪表预防性维护工作更准确具体。
例如,在仪表自动化设备中使用科里奥利流量计,对于确保整个工艺过程处于良好状态有着非常明显的效果。
其通过对具体工艺中较多的参数进行检测,若出现的异常其可以及时向维护人员发出警告。
此外,还可以选择使用电磁流量计,其通过电极电路、传感器励磁线圈性能等将设备运行的数据和出厂时的相关数据进行对比,实现对仪表使用情况的有效判断,当出现故障后可提示维护人员及时进行更换或者维修。
结束语综上分析,在当前化工仪表自动化设备运行过程中,由于工作量较大等方面因素影响,其中容易出现各种类型的故障,而通过采取预防性维护的方式,可较好提升整个化工仪表自动化设备运行的连续性,因此,这就需要化工企业切实从企业的实际出发,结合仪表自动化设备运行实际,制定出仪表自动化设备预防性维护策略,更好提升仪表自动化设备运行效率。
参考文献[1]孙新亮.我国石油化工仪表自动化设备的维护措施研究[J].中国石油和化工标准与质量,2018,38(12):16-17.[2]曹华,葛风,温啸然.石油化工仪表自动化设备的故障预防与维护措施[J].山东工业技术,2017(18):85.[3]刘芸.现代煤化工行业应用自动化仪表的相关问题探讨[J].山西化工,2019,39(01):126-128.液压工装夹具的设计及关键结构设计魏春锋(伟成金属制品有限公司,浙江宁海315600)针对于机械加工而言,工装夹具在其中起到了至关重要的作用。
7.5完善夹具总体结构及图纸标注

工 三者间(包括导向元件与导向元件之间)的位置不精
作 精
确而造成的加工误差,称为夹具误差。
度
的
分
析
计
算
LOGO
1.影响加工精度的因素分析
夹 (5)加工方法误差△G
具
因机床精度、刀具精度、刀具与机床的位置精度
工 、工艺系统受力变形和受热变形等因素造成的加工误
作 差,统称为加工方法误差。
精
度
因该项误差影响因素多,又不便于计算,所以常
制
夹 根据与调刀尺寸
具 (9.045±0.02)
总 mm相同的公差,
图 及
取垂直方向调刀
制 尺寸的基本尺寸
定 及其极限偏差为
技 (59士0.02) 术 mm。 要
求
LOGO
4)夹具与机床连接部分的联系尺寸
绘 制
定向键与工作台T型槽的配合尺寸14H7/h6。
夹
具
总
图
及
制
定
技
术
要
求
LOGO
5)夹具内部的配合尺寸
绘 φ12H7/n6,φ10F8/h7,φ10M8/h7,
制 夹 具
φ10H7/n6,φ6F8/H 7,φ6M8/h7, φ5H7/n6等。
总
图
及
制
定
技
术
要
求
LOGO
(2)制订技术条件
绘
制 (1)由于工件上有槽底至工件B面的垂直度要
夹 求0.10mm,夹具上应标注定位表面Q对夹具体
具 总
底面的垂直度允差 100:0.02(mm)。
LOGO
3. 夹具加工精度的分析计算
夹 2)对刀误差
厢式面包车液压尾板的设计分析
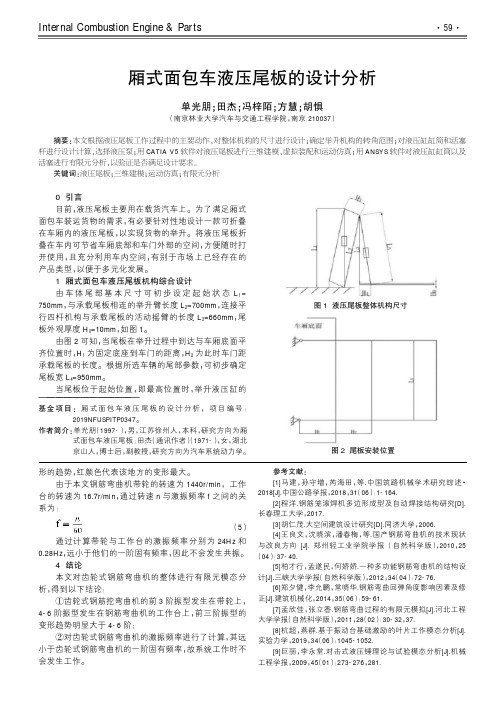
Internal Combustion Engine &Parts图2尾板安装位置0引言目前,液压尾板主要用在载货汽车上。
为了满足厢式面包车装运货物的需求,有必要针对性地设计一款可折叠在车厢内的液压尾板,以实现货物的举升。
将液压尾板折叠在车内可节省车厢底部和车门外部的空间,方便随时打开使用,且充分利用车内空间,有别于市场上已经存在的产品类型,以便于多元化发展。
1厢式面包车液压尾板机构综合设计由车体尾部基本尺寸可初步设定起始状态L 1=750mm ,与承载尾板相连的举升臂长度L 2=700mm ,连接平行四杆机构与承载尾板的活动摇臂的长度L 3=660mm ,尾板外观厚度H 0=10mm ,如图1。
由图2可知,当尾板在举升过程中到达与车厢底面平齐位置时,H 1为固定底座到车门的距离,H 2为此时车门距承载尾板的长度。
根据所选车辆的尾部参数,可初步确定尾板宽L 4=950mm 。
当尾板位于起始位置,即最高位置时,举升液压缸的———————————————————————基金项目:厢式面包车液压尾板的设计分析,项目编号:2019NFUSPITP0347。
作者简介:单光朋(1997-),男,江苏徐州人,本科,研究方向为厢式面包车液压尾板;田杰(通讯作者)(1971-),女,湖北京山人,博士后,副教授,研究方向为汽车系统动力学。
形的趋势,红颜色代表该地方的变形最大。
由于本文钢筋弯曲机带轮的转速为1440r/min ,工作台的转速为16.7r/min ,通过转速n 与激振频率f 之间的关系为:(5)通过计算带轮与工作台的激振频率分别为24Hz 和0.28Hz ,远小于他们的一阶固有频率,因此不会发生共振。
4结论本文对齿轮式钢筋弯曲机的整体进行有限元模态分析,得到以下结论:①齿轮式钢筋挖弯曲机的前3阶振型发生在带轮上,4-6阶振型发生在钢筋弯曲机的工作台上,前三阶振型的变形趋势明显大于4-6阶;②对齿轮式钢筋弯曲机的激振频率进行了计算,其远小于齿轮式钢筋弯曲机的一阶固有频率,故系统工作时不会发生工作。
Get格雅基于液压夹紧的专用夹具设计含全套CAD图纸

基于液压夹紧的专用夹具设计(含全套CAD图纸)毕业设计论文任务书一、题目及专题:1、题目基于液压夹紧的专用夹具设计2、专题——支架零件的工艺工装设计二、课题来源及选题依据课题来源为无锡某机械。
该课题主要是为了培养学生开发、设计和创新机械产品的能力,要求学生能够结合常规机床与零件加工工艺,针对实际使用过程中存在的金属加工中所需要的三维造型、机床的驱动及工件夹紧问题,综合所学的机械三维造型、机械理论设计与方法、机械加工工艺及装备、液压与气动传动等知识,对高效、快速夹紧装置进行改良设计,从而实现金属加工机床驱动与夹紧的半自动控制。
在设计液压系统装置时,在满足产品工作要求的情况下,应尽可能多的采用标准件,提高其互换性要求,以减少产品的设计生产本钱。
三、本设计〔论文或其他〕应到达的要求:①该部件工作时,能运转正常;②熟悉有关标准、规格、手册和资料的应用;③拟定零件的机械加工工艺方案,并进行多方案比照分析,进行优化设计;④对现代加工机床所需的快速夹紧系统具有初步分析能力和改良设计的能力;⑤理论联系实际的工作方法和独立工作能力深化和提高;⑥设计绘制零件工作图假设干;⑦编制设计说明书1份。
四、接受任务学生:机械97 班姓名孙皓五、开始及完成日期:自2012年11月12日至2013年5月25日六、设计〔论文〕指导〔或参谋〕:指导教师签名签名签名教研室主任〕签名〔学科组组长研究所所长系主任签名2012年11月12日摘要本文是对支架零件的加工工艺规程进行设计,并针对其中某一道工序进行基于液压的专用夹具设计,并进行了另一工序的普通夹具设计。
支架零件作为叉架类零件,其主要加工外表是平面及孔。
按照机械加工工艺要求,遵循先面后孔的原那么,并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以支架大外圆端面作为粗基准,以支架大外圆端面与两个工艺孔作为精基准,确定了其加工的工艺路线和加工中所需要的各种工艺参数。
汽车尾板液压原理图

汽车尾板液压原理图汽车尾板液压原理图是指汽车尾板上所使用的液压系统的原理图。
液压系统是利用液体传递能量的一种动力传动系统,它通过液压传动来实现各种机械运动。
汽车尾板液压原理图主要包括液压泵、油箱、液压缸、控制阀等组成部分。
下面将详细介绍汽车尾板液压系统的工作原理。
首先,液压泵负责将机械能转换成液压能,它通过旋转运动产生负压,吸入液体并将液体压力增加后输出。
油箱则用来存储液压油,并通过滤油器过滤液压油,保证液压系统的正常运行。
液压缸是液压系统的执行元件,它将液压能转换成机械能,实现汽车尾板的升降运动。
控制阀则起到控制液压系统工作的作用,它根据外部信号控制液压泵的启停和液压缸的运动方向,从而实现对汽车尾板的控制。
液压系统的工作原理是利用液体在封闭的管路中传递压力,从而实现力的传递和运动控制。
当液压泵启动时,液压油被泵入液压缸的一侧,同时液压缸的另一侧的液压油则返回油箱。
液压缸的活塞随之产生运动,从而带动汽车尾板的升降。
而控制阀则可以通过控制液压油的流向和压力来控制液压缸的运动方向和速度。
汽车尾板液压原理图的设计需要考虑液压系统的稳定性、可靠性和安全性。
在设计过程中,需要合理选择液压泵、液压缸和控制阀的型号和参数,保证液压系统能够满足汽车尾板的升降需求,并且能够在各种工况下稳定可靠地工作。
此外,还需要考虑液压系统的安全保护装置,比如液压缸的行程限位阀和压力安全阀,以确保汽车尾板在使用过程中不会发生意外。
总的来说,汽车尾板液压原理图是汽车尾板液压系统的设计蓝图,它包括液压泵、油箱、液压缸、控制阀等组成部分,通过液压传动实现汽车尾板的升降运动。
液压系统的工作原理是利用液体在封闭的管路中传递压力,从而实现力的传递和运动控制。
在设计过程中,需要考虑液压系统的稳定性、可靠性和安全性,以确保汽车尾板能够稳定可靠地工作。
变速箱液压铣夹具的设计
3
结语
综合上述情况, 扭簧带材质选择主要考虑材料 线性好、 放大比大、 拉伸刚度小、 易于压延、 容易定型 处理和焊接等。根据对制作扭簧带的几种稀有金属 材料的分析, 锡锌青铜主要适用于小量程的扭簧比 较仪, 铍青铜适用于大量程的扭簧比较仪 , 而铂银则 适用于高精度的扭簧比较仪。相信随着制造技术的 不断发展和对新材料的研发不断深入, 将会有更多 更好的新材料应用于扭簧带 , 扭簧比较仪的质量也 会产生飞跃性的提升。
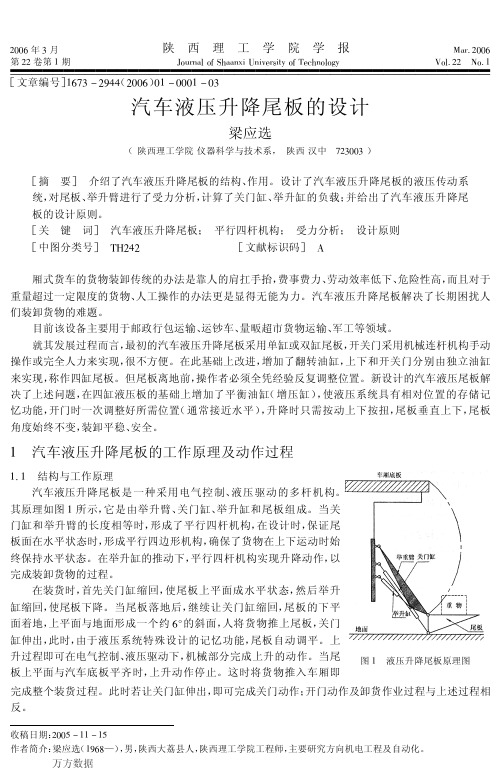
图 2 工装结构
此套结构适用于汽车、 拖拉机、 机床等产品箱体 类零件的加工, 一次装夹就可以完成铣面、 钻孔、 铰 孔、 镗孔等工序的加工, 保证了面与孔、 孔与孔之间 的位置要求 , 改变了传统的加工方法 , 提高了零件加 工的自动化。
第一作者 : 陈红梅 , 南通科 技投资 股份有 限公司 , 226200 江苏省业 企业兼并重组方案
8 月 13 日 , 国务 院 新闻 办公 室就 加大 产业 结构 调整 力 度 , 保持工业平 稳较快增长 等情况 举行发 布会 , 工业 和信 息 化部部长李毅中出席了发布会并回答记 者提问。 李毅中指出 , 工业结构调 整正积 极推 进 , 将大力 推进 企 业联合重组。加快推进企业兼并重组 , 提高产业集中度和 资 源配置效率。正在研究 制定加 快推进 企业兼 并重组 的指 导 意见以及十个重点行 业企业 兼并重 组方案 , 启 动了汽 车、 钢 铁行业重组工作。
2
稀有金属在扭簧带中的应用分析
以焊接 ; ( 3) 铂银 线性最好 , 焊接性最好 , 电阻系数最大 ; 硬度较高而压延性较差 ; ! 它的 E/ G 比值略小于锡锌青铜, 因此放大 比略小于锡锌青铜 ; ∀ 它的 G 值最大 , 因此扭簧带刚度最大。
尾板结构及原理示意图

1.尾板简介 2.凯卓立S系列尾板介绍 3.凯卓立垂直尾板介绍 4.凯卓立轮椅升降器介绍 5.军用尾板简介
尾板结构及原理示意图
1.尾板简介
• 车用液压升降尾板(以下简称:尾板)是装于箱式货车和
各种密封车辆尾部的一种液压传动式装卸机构,它仅以车 上的蓄电池为动力源,即可完成数吨货物的装卸。尾板由 机械系统、液压传动系统和电气控制系统组成。
或其它:
• 3、每次装卸货物最大重量约:1000kg□、1500kg□、2000kg□、2500kg□。
• 4、车辆最大宽度(B1) mm,内宽度(B2) mm,厢地高度(H) mm、
• 尾长(L) mm,大梁宽度 mm。蓄电池电压:24V双电瓶 □、12 V单电瓶 □。
• 您的资料:
• 公司名称:
③
②
①
尾板结构及原理示意图
3.3 CD-QB10/300垂直尾板结构示意
• CD-QB10/300车载液压起重尾板以液压为动力,通过一对链轮,驱动升降
机构完成货物的装卸
• CD-QB10/300车载液压起重尾板主要由下列 5 部分构成,见图1。 • 1) 大平板(包括大板翻转机构); • 2) 传动机构(包括油缸、链轮系统); • 3) 机 架; • 4) 电控系统(包括固定电控箱及线控器); • 5) 油 源(包括电机、油泵、各种液压控制阀、油箱等)。
2.1尾板工作过程图示
尾板结构及原理示意图
2.2 S系列尾板结构示意
• CADRO 凯卓立 06款S系列尾板主要由下列 5 部分构成,见下图。 • 1. 大平板; • 2. 传动机构(包括举升油缸、关门油缸、方钢支座、举升臂等); • 3. 管路系统; • 4. 电控系统(包括固定电控箱及线控器); • 5. 油源(包括电机、油泵、各种液压控制阀、油箱等)
汽车液压升降尾板的设计
!""#年$月%%%%%%%%%%%陕%西%理%工%学%院%学%报&’()!""#第!!卷第*期%%%%%%%%%%%+,-(.’/,012’’.345.467(849:,0!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!;7<2.,/,=:>,/)!!%?,)*[文章编号]*#@$A !BCC (!""#)"*A """*A "$汽车液压升降尾板的设计梁应选(陕西理工学院仪器科学与技术系,%陕西汉中%@!$""$)[摘%要]%介绍了汽车液压升降尾板的结构、作用。
设计了汽车液压升降尾板的液压传动系统,对尾板、举升臂进行了受力分析,计算了关门缸、举升缸的负载;并给出了汽车液压升降尾板的设计原则。
[关%键%词]%汽车液压升降尾板;%平行四杆机构;%受力分析;%设计原则[中图分类号]%;D!C!%%%%%%%%%[文献标识码]%E 收稿日期:!""F A **A *F%%作者简介:梁应选(*B#G —),男,陕西大荔县人,陕西理工学院工程师,主要研究方向机电工程及自动化。
厢式货车的货物装卸传统的办法是靠人的肩扛手抬,费事费力、劳动效率低下、危险性高,而且对于重量超过一定限度的货物、人工操作的办法更是显得无能为力。
汽车液压升降尾板解决了长期困扰人们装卸货物的难题。
目前该设备主要用于邮政行包运输、运钞车、量畈超市货物运输、军工等领域。
就其发展过程而言,最初的汽车液压升降尾板采用单缸或双缸尾板,开关门采用机械连杆机构手动操作或完全人力来实现,很不方便。
在此基础上改进,增加了翻转油缸,上下和开关门分别由独立油缸来实现,称作四缸尾板。
但尾板离地前,操作者必须全凭经验反复调整位置。
新设计的汽车液压尾板解决了上述问题,在四缸液压板的基础上增加了平衡油缸(增压缸),使液压系统具有相对位置的存储记忆功能,开门时一次调整好所需位置(通常接近水平),升降时只需按动上下按扭,尾板垂直上下,尾板角度始终不变,装卸平稳、安全。
五十铃货运汽车升降尾板液压系统设计

五十铃货运汽车升降尾板液压系统设计摘要本文首先介绍了汽车尾板液压系统的研究背景和意义,通过了解市场和查阅各项数据与资料,整理出尾板液压系统的相关理论知识。
基于汽车液压系统对货运汽车尾板液压系统进行了设计。
通过对尾板的结构受力分析和车型的参数分析,得出了液压缸的受力情况和载荷,通过计算得出液压缸的流量,从而得出液压缸的尺寸大小并对其结构进行了设计。
接着设计出了升降尾板液压系统,对液压控制回路进行动作分析,通过计算,选出液压系统中的液压泵、电机、液压阀原件体等型号。
最终的完成尾板液压系统的设计。
本文采用的尾板板形式为垂直升降尾板,能更大的节省了空间。
关键词:五十铃货运汽车;升降尾板;液压系统设计Design of Hydraulic System for Lifting Tail Plate of Isuzu MotorsFreight CarAbstractThis paper first introduces the research background and significance of automotive tail plate hydraulic system, through understanding the market and consult various data and data, sorted out the relevant theoretical knowledge of tail plate hydraulic system. Based on the automobile hydraulic system, the tail plate hydraulic system of freight car is designed. Through the structural stress analysis of the tail plate and the analysis of the vehicle parameters, the force and load of the hydraulic cylinder are obtained, the flow rate of the hydraulic cylinder is calculated, and the size of the hydraulic cylinder is obtained and its structure is designed. Then the design of the lifting tail plate hydraulic system, the hydraulic control loop for action analysis, through the calculation of the hydraulic system in the hydraulic pump, motor, hydraulic valve components and other models. The final completion of the tail plate hydraulic system design. In this paper, the form of tail plate is vertical lifting tail plate, which can save more space.Key words: Isuzu freight car; lifting tailboard; hydraulic system design目录1前言 (3)1.1研究背景和意义 (3)1.2国内外研究现状 (4)1.3研究内容和思路 (4)2垂直升降尾板的结构原理 (5)2.1尾板的组成 (5)2.2尾板工作的操作原理 (5)2.3垂直升降尾板的特点 (6)2.4使用尾板的注意事项 (6)2.5垂直升降尾板的故障原因分析 (7)2.6庆铃五十铃厢式货车的参数汇总 (7)2.7本章小结 (8)3升降液压机构的设计 (8)3.1尾板的动力分析 (8)3.1.1液压缸的负载 (9)3.2载荷分析 (10)3.2.1举升机构和面板回收机构的受力分析 (11)3.2.2机构受力的相关计算及公式 (11)3.3确定垂直升降尾板机构尺寸 (14)3.3.1面板的举升高度 (14)3.3.2缸体材料壁厚的选择与校核 (14)3.3.3液压缸流量计算 (15)3.3.4液压缸装配技术要求 (16)3.4本章小结 (17)4货运升降尾板液压系统的设计 (17)4.1设计思想 (17)4.2控制系统 (17)4.2.1液压控制回路的设计 (17)4.2.2液压系统中控制阀的动作分析 (18)4.3液压系统原件的选择 (19)4.3.1液压泵的选定和功率的计算 (20)4.3.2液压阀体元件的选择 (21)4.3.3电机的选择 (22)4.3.4油箱的容量设计 (22)4.4本章小结 (22)5结论与展望 (23)参考文献 (24)谢辞................................................................................................. 错误!未定义书签。
后盖主体一序液压夹具的设计

后盖主体一序液压夹具的设计【摘要】本文通过介绍后盖主体一序液压夹具的设计思路和设计过程,使大家对液压夹具的设计有一个初步的了解。
【关键词】后盖主体;液压夹具;原理图;油路引言随着国内市场对变速箱及缓速器等传动机构需求的增大,此类箱型后盖主体的手动夹具因加工效率低、质量不稳定、班产少等特点已不能满足生产的需求;液压夹具因其装夹方便快捷、工件受力均匀,加工质量稳定等特点已被广泛应用,并得到了大家的一致认可。
本文针对箱体四大件之一的后盖,对液压夹具的设计思路和设计流程进行简单的介绍说明。
1 现状描述后盖主体用手动夹具加工一序时:加工时间1.5h,换夹时间30分钟,班产3件;加工需要调试工完成,质量靠经验保证,平行度要求0.06,但大口面悬空处经常加工出来0.10左右。
而随着市场对并联缓速器的需求不断增大,现生产已不能满足要求。
手动夹具方案:2-φ120为定位孔,三点固定支撑,大口面处有1个螺栓浮支。
2 设计思路及现有问题分析该夹具继续沿用壳体类一面两销设计思路,大体方案和手动夹具一样,对薄弱环节进行重点处理。
并且解决该零件在加工过程装夹时间过长,劳动强度较大的问题。
详细内容如下:(1)在面上选择能组成最大的三角形的三个点,同时要求能压紧;(2)两销还选择2-φ120;(3)我们对大口面悬空处经常加工出来0.10左右,加工不稳定,进行了现场跟踪及分析,发现目前手动夹具浮动支撑在加工受力过程中发生支撑钉上下浮动、支撑不稳定是造成平行度超差的主要原因。
因此,在本次设计液压夹具过程中,重点对该部位做了受力变形分析。
决定在大口面悬空处底下加浮支,侧面加侧抱或者浮支进行加强,该处底下浮支的力不低于侧面力的1.5倍;(4)在面上支撑的两点之间距离大的地方增加浮支,保证工件受力均匀合理。
3 液压元件的选择液压缸选择双动旋转缸,既方便装卸工件,又方便油路的布置,同时和车间后盖线上的液压站能配用上。
(注:油路选择时,了解车间相配套的液压站是高压还是低压,单路还是双路;尽量和车间相应的生产线保持一致的,既能节省费用,又方便车间使用,同时还方便换产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本科毕业设计题目鱼尾板液压夹具设计及总装图学院机械工程学院专业机械设计制造及其自动化2015 年 5 月14 日鱼尾板夹具设计及总装图摘要:在大四的最后一学期的时间里,我们进行了机械制造技术基础的夹具课程设计。
这是我们学完大学全部基础课,技术基础课以大部及分专业课之后进行的一个综合课程。
本次课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的一个课程的综合。
它是将设计和制造知识有机的结合,并融合现阶段机械制造的实际生产情况和较先进成熟的制造技术的应用,是在学完了机械制造技术基础的理论之后,并进行了生产实习的基础上进行的又一个实践性教学环节。
夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。
在这个课程设计中,我们组的课题是液压铣床的设计课题。
我们4人一组,每人都拿到一个自己负责的部分。
其中我负责的部分是鱼尾板夹具的设计。
夹具的夹紧力是靠液压缸产生的力来使工件被夹紧。
从而让工件不能产生移动。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后从事的工作打下良好的基础。
关键词:工件;夹具;液压缸;机械制造技术基础The Tail Board Fixture and AssemblySpecialty:Machine Design & Manufacturing Student Number:201110111508 and their AutomationStudent:YongJingYe Supervisor:Zhu DaqingAbstract: in the last semester of the last term of four, we carried out the design of the fixture course based on the mechanical manufacturing technology. This is our school university all basic courses, basic technology and professional courses, imposed after a comprehensive course. The curriculum design is carried out after we finished the University of all basic courses, technical basic course and the most specialized of a curriculum of comprehensive. It is will design and manufacture the organic combination of knowledge, and integration of practical production situation at this stage machinery manufacturing and more advanced mature manufacturing technology application, and is in the finished machinery manufacturing technology foundation of theory, and carried out on the basis of production practice and a practical teaching link. The fixture is a process equipment for clamping workpiece. It is widely used in machining process of machining, heat treatment, assembly, welding and inspection.. Application of machine tool fixture, to ensure the machining accuracy of the workpiece, stable product quality; to improve labor productivity and reduce the cost; is conducive to improve the working conditions of the workers to ensure production safety; to machine technology to expand the scope of, "a machine" to achieve. In this course design, our group is the design of hydraulic milling machine design issues. We have 4 people, each person to get a part of their own. One of my part is the design of fish plate fixture. The clamping force of the clamp is the force that the hydraulic cylinder produces to make the workpiece clamping. So that the workpiece can not move.On me personally, I hope through the curriculum design of their future will be engaged in the work of an adaptability training and the exercise their own analysis problem, problem solving ability, for future work to lay a good foundation.Key words: mechanical manufacturing technology; hydraulic cylinder; fixture; workpiece目录1 零件的工艺分析 (1)1.1零件的功能、结构及生产类型的确定 (1)1.1.1 零件的作用 (1)1.1.2 零件的工艺分析 (1)1.1.3 零件的生产类型 (2)1.2主要加工面及要求 (2)2 基准的选择 (3)2.1粗基准的选择 (3)2.2精基准的选择 (3)3 夹具总体分布图 (4)3.1夹具的大致分布 (4)3.2切削力及夹紧力的计算 (4)4 夹具的结构设计 (5)4.1 液压缸的设计 (6)4.1.1 液压缸的工作原理及结构 (6)4.1.2 一号液压缸钢筒的设计 (7)4.1.3 二号液压缸钢筒的设计 (15)4.2活塞环的结构设计 (20)4.2.1 一号活塞环的结构设计 (21)4.2.2 二号号活塞环的结构设计: (21)4.3活塞杆的结构设计 (22)4.3.1 一号活塞杆杆体的选择 (22)4.3.2 一号活塞杆与一号活塞环的连接形式 (22)4.3.3 一号活塞杆材料和技术要求 (22)4.3.4 二号号活塞杆杆体的选择 (22)成都学院学士学位论文(设计) 4.3.5 二号活塞杆与二号活塞环的连接形式 (23)4.3.6 二号活塞杆材料和技术要求 (23)4.4液压缸的密封 (24)5 夹具总图 (24)5.1夹具装配总图 (25)5.2铣床的装配总图 (25)结论.............................................. 错误!未定义书签。
参考文献 (27)致谢 (27)成都学院学士学位论文(设计)1 零件的工艺分析1.1 零件的功能、结构及生产类型的确定1.1.1 零件的作用图示为鱼尾板的零件图,材料为ZG25Mn的铸件,生产纲领是6000-10000件/年。
图 1-1 鱼尾板工件图零件是鱼尾板,图示1-1所示为鱼尾板的形状,它的作用主要是起一个连接的效果,连接塔吊之间的零件。
1.1.2零件的工艺分析通过对零件图分析,知原图是正确,完整,尺寸,公差及技术要求齐全的。
其基准面B面要求较高。
该零件主要就A和B两面进行加工,各表面的加工暂时不做要求。
A,B两面面加工采用铣刀铣。
加工不成问题。
可以说零件的工艺性好。
1.1.3零件的生产类型依照设计题目可知:该零件的生产纲领为6000-7000件/年,查表可知生产类型是大批量的生产。
1.2主要加工面及要求(1) B面的平行面为基准面:与A面呈现90度的垂直角度,表面的粗糙度Ra为25um,(2)A面的平行面:与B面呈现90度的垂直角度,表面的粗糙度Ra为25um, 平面度公差为0.15,与A面的平行度为0.1。
2 基准的选择基准的选择是工艺规程设计中的重要工作之一。
基准面的选择是否真确与合理关系到零件的加工质量,以及生产效率的高低。
如果选择不当,在加工过程中出现很多问题,更可能造成零件的大批报废使生产无法进行。
2.1粗基准的选择对于零件而言,尽可能选择不加工表面为粗基准。
而对于若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准,根据这个原则,现在取B面的正对面为粗基准,通过压板压下,保证与B面平行度为0.4的面和A面的垂直度为90度2.2精基准的选择主要应先考虑基准重合的问题,当设计基准与工序基准不重合时,应该进行尺寸换算,这选择的设计基准与工序基准重合。
3 夹具总体分布图3.1夹具的大致分布通过对加工工件的分析,初步夹具夹紧方式及其分布如下图所示,图3-1为主视图,3-2为俯视图。
图3-1 夹具视图图3-2 夹具俯视图3.2切削力及夹紧力的计算切削力,是指在切削过程中产生的作用在工件和刀具上的大小相等、方向相反的切削力。
通俗的讲:在切削加工时,工件材料抵抗刀具切削时产生的阻力。
切削力有三个垂直的分力:1、切削力(主切削力)Fe:在主运动方向上的分力。
它是校验和选择机床功率,校验和设计机床主运动机构、刀具和夹具强度和刚性的重要依据。