五金产品生产工艺流程图
生产工艺流程图
生产工艺流程图使用主要材料:三聚氰胺板、封边条、胶水、五金生产工艺:钢木(板式)凳子、椅子、餐桌等使用机械:铲车、电子锯、封边机、电钻、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺使用主要材料:钢管、三聚氰胺板、封边条、胶水、五金、塑粉生产工艺:床板部分:木质部分(或组合柜部分):钢制部分:钢木(曲木)椅子等使用机械:铲车、裁板机、模具、热压机、切片机、打磨机、砂纸、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺、甲醛测试仪使用主要材料:钢管、曲木板、封边条、胶水、五金、塑粉生产工艺:木质部分:原木、开料、烘干、切片、开模、定型、热压、裁板、打磨、油漆处理钢制部分:油漆家具(茶几、会议桌、班台、文件柜等油漆家具)使用机械:电子开料锯、裁刀、电熨斗、螺旋机、冷压机、打磨机、电钻、U V设备、码钉枪、砂光机、卷尺、空气压缩机、喷枪、甲醛测试仪使用主要材料:密度板、胶水、胡桃木皮、码钉、五金件生产工艺:油漆家具(纯实木餐桌、床)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、U V设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪使用主要材料:原木、胶水、码钉、五金件生产工艺:油漆家具(带榫头的椅子、床、沙发类型)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、U V设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪使用主要材料:原木、胶水、码钉、五金件生产工艺:床垫使用机械:弹簧机、衍缝机、粘胶机、缝纫机床、打包机床、绣花机使用主要材料:弹簧、椰棕、面料生产工艺:简略说明。
五金部生产流程图
文员
排机
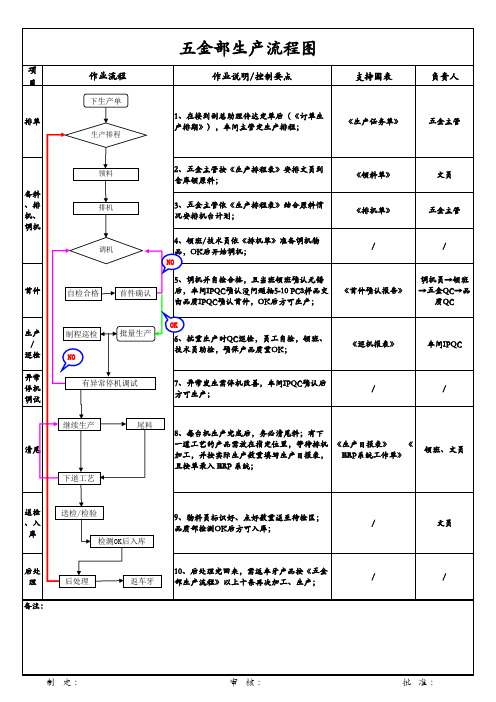
3、五金主管依《生产排程表》结合原料情 况安排机台计划;
《排机单》
五金主管
调机 自检合格 首件确认
4、领班/技术员依《排机单》准备调机物 品,OK后开始调机; NO
5、调机并自检合格,且当班领班确认无错 后,车间IPQC确认没问题抽5-10 PCS样ቤተ መጻሕፍቲ ባይዱ交 由品质IPQC确认首件,OK后方可生产;
领班、文员
送检 、入
库
送检/检验
9、物料员标识好、点好数量送至待检区; 品质部检测OK后方可入库;
/
检测OK后入库
后处 理
后处理
返车牙
10、后处理完回来,需返车牙产品按《五金 部生产流程》以上十条再次加工、生产;
/
备注:
文员 /
制 定:
审 核:
批 准:
/ 《首件确认报告》
/
调机员→领班 →五金QC→品
质QC
制程巡检 NO
批量生产
OK
6、批量生产时QC巡检,员工自检,领班、 技术员助检,确保产品质量OK;
《巡机报表》
车间IPQC
有异常停机调试
7、异常发生需停机改善,车间IPQC确认后 方可生产;
/
/
继续生产 下道工艺
尾料
8、每台机生产完成后,务必清尾料;有下 一道工艺的产品需放在指定位置,等待排机 《生产日报表》 《 加工,并按实际生产数量填写生产日报表, ERP系统工作单》 且按单录入 ERP 系统;
五金部生产流程图
项
作业流程
目
作业说明/控制要点
支持图表
负责人
排单
下生产单 生产排程
1、在接到副总助理传达定单后(《订单生 产排期》),车间主管定生产排程;
五金冲压工艺流程图

模具结构Biblioteka 三。冲压用材料金属材料: SPCC:冷轧钢板(网料), SPHC(热轧钢板) SECC: 镀锌钢板 ,SPTE:马口铁(镀锡铁板), AL1050(纯铝), AL5052:(镁合金铝) SUS301(不锈钢) SUS304 SUS430 CU3100(纯铜) CU3130…(铜合金)
非金属材料:电木板,纸板,皮革,压克力板,木质 夹合板等 按素材形态分:板材/型材/锭材/线材 等 五金薄板冲压是批指:4MM以下的五金薄板冲压
同时卡在模里的工件数卸料力推件力系数表料厚k卸k推k顶钢01006500750101401050045005500630080525004005005500625650030040045005650020030025003铝及合金0025008003007纯铜黄铜002006003009冲压力计算实例t1secc100的圆形工件上冲50个2的网孔冲孔落料模f总f冲f卸f推133141003142501440f卸f推3665吨0053665吨00553665吨3665385405吨下料及展开弯曲件毛坯展开长度的计算原则
冲床规格
機 臺 規 格(25T)
大 昶 電 腦 配 件 (蘇州) 有 限 公 司
二。冷冲压模具
按工序分:冲裁模,弯曲模 ,拉深模 ,成型 模 ,压印模,冷挤压模。
按工艺分:单冲模 ,连续模 ,复合模
按导向结构分:敞开模 ,导柱模,导板模
其它:刀模(用来冲制纸,布,皮革等材料), 可变万能模(用来制作样品等或小量工艺非特 别严格的产品加工)
0.1
0.14
0.063
0.08
0.055
0.06
0.045
0.05
K卸,K推:卸料力与推料力系 数
五金产品生产工艺PPT课件

展开
(c.通常不采用)
•24.01.2024
挖工艺槽 方便折弯
(b.一般做法)
•20
产品可行性分析
▪ 折弯(拉伸高度≥料厚) 时转角处必须是圆角 过渡,不锈钢材质R 至少为一个料厚,铝 材则可挤压加工为稍 小于料厚的R角。
▪ “z”形折弯其折弯高 度至少为一个料厚。
•24.01.2024
•21
a
•24.01.2024
•45
表面处理工艺
▪ 其他表面加工工艺 1、激光雕刻 2、CD纹机 3、车削加工
激光机
CD纹机
•24.01.2024
万能车床
•46
加工设备
油压机
火花机
•24.01.2024
切边机
雕刻机
亮字机
•47
检测设备
摩擦试验
硬度测试
投影仪
•24.01.2024
温度冲击
跌落试验
•48
车间概貌
脱脂
•35
表面处理工艺
腐蚀
氧化
染色
•24.01.2024
氧化后
•36
表面处理工艺
•24.01.2024
•37
表面处理工艺
▪ 亮边
▪ 依靠钻石的硬度,在高速 旋转时对铝材边缘进行不 同角度的切削,形成有镜 面光泽的表面。
▪ 一般用在铝制产品边缘、 内框,主要起装饰作用。
亮边区域
平面亮边
曲面亮边
亮边后
李红星 李红星
•24.01.2024
客 供旧3d图尺寸 20 0 5. 1 1. 1 4供
模具 所做尺寸 外形实 配机壳 , 内孔 参照以 前客供 3d
1:1
A-U526装饰件
五金产品模具开发流程图
手板制作
产品评估
手板,试验模启动周期 图纸,产品评估会议
研发部、品质部、 技术部
组装测试,手板样板确认 正式图档(含软体)
研发部/技术部/品
图纸、手板检测报告、检讨会 质部/管理部模具
议
部
产品正式图档,模具开发图 研发部、设计部 档,确认检讨会
模,治,夹具设计 制作周期
,产能分析,
模治夹具验收 样品制作/确认
小量试产,试产排程,试产记 录
模具部/技术部
排产会议,检讨改良会议
研发部/品质部/模 具部/生产部/采购 部
试模记录/检测报告/检讨会议 研发/品质/采购
记录
/模具部/生产部
量产计划/检讨会议记
生产部/品质部
结案报告/品质管理办法
研发部/品质部/管
理部
试产
生产过程中注意事项
检讨改良会议
生产移交 量产
模具开发检讨会议,设计周期 研发部、模具部 设计部
模具制作周期,T1 时间,异 品质部/生技/采购 常分析报告,产能分析报告 部/研发部/模具部
正式产品模具图档/T2 会议记 研发部/采购部/品
录/模具治验收报告
质部/模具部/管理
部
产品分析报告/合格样板封样 研发部/模具部/品 质部
-
项目立项
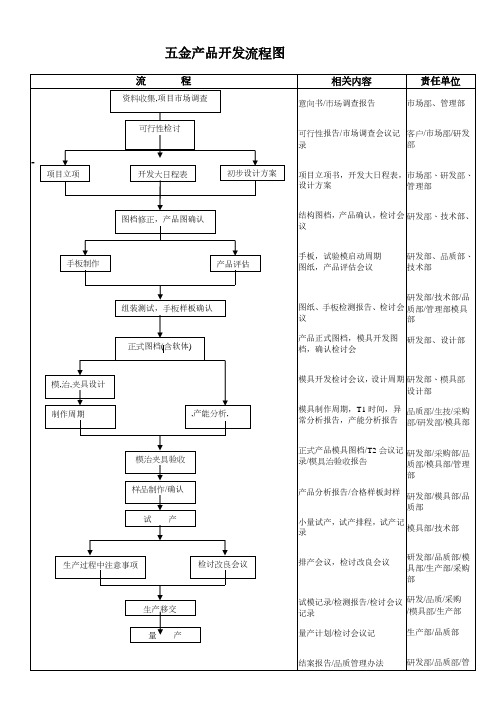
五金产品开发流程图
流程Βιβλιοθήκη 资料收集,项目市场调查相关内容
意向书/市场调查报告
责任单位
市场部、管理部
可行性检讨
可行性报告/市场调查会议记 客户/市场部/研发
录
部
开发大日程表
初步设计方案 方案
项目立项书,开发大日程表, 市场部、研发部、
设计方案
塑胶五金件生产流程图 QC工程图

品保部(QA)
制程序》处理 储
存
2
储存
(store)
3
发料(store issue)
仓库 (warehouse )
射出
成型
4
射出成型(injection)
射出部(MFG)
毛边 处理
PIN 折弯 成型
电 镀
全检
5
毛边处理
(De-flash)
6
PIN折彎成型
Shaping pin
7 依《检验与测试
电镀 Plating
管理程序》&
《不合格品控制
程序》处理
8
全检100%
( inspection)
射出部(MFG)
冲压(MFG)
电镀厂(Electroplate Factory)
外观全检组 (100% inspect Dept.)
PIN
切脚
9
PIN切脚 (Cutting pin)
冲压(MFG)
塑胶五金件生产流程图
Process follow chart
品名:
制程責任:
页数:
1
料号: 跨功能小组成员 :
发行日期:
编制:
FMEA(REV)
1
工工序序名称(process name)
责任部门
进料
依《检验与测
检验
试管理程序》 & 《不合格品控
1
进料检验(incoming
material inspeciton)
装管
入库
检查
装管入库检查
包装部/仓库
10 (Packing and ship to
(Packiing /warehouse )