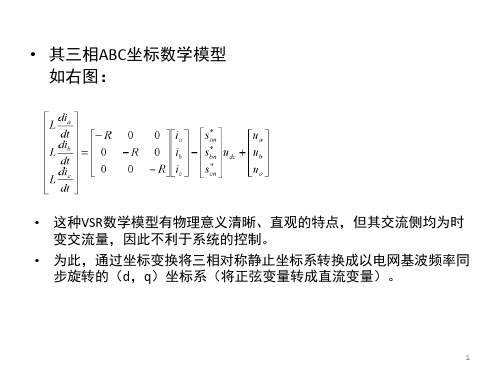
固态高频焊接电源的双闭环整流控制技术
250kW固态高频焊机技术方案
直缝焊管生产线250kW固态高频焊机技术方案保定四方三伊电气有限公司2015年4月目录一、固态高频焊机技术说明 (1)1.新一代串联型固态高频焊机特点 (1)2.串联型固态高频焊机型号说明 (1)3.串联型固态高频焊机工作原理 (1)3.1 串联型固态高频焊机主电路结构 (1)3.2 串联型固态高频焊机的定角控制技术 (2)4.技术参数 (4)5.控制与保护核心技术介绍 (4)6.固态高频焊机主要元器件清单 (5)二、固态高频焊机组成及简介 (6)1.固态高频焊机组成 (6)2.固态高频焊机简介 (6)2.1 开关整流柜 (6)2.2 逆变输出柜 (6)2.3 连接光纤 (6)2.4 水-水冷却系统 (7)2.5 中央控制台 (7)2.6 机械调整装置 (7)三、设备使用要求 (7)1.使用环境要求 (7)2.电网电压要求 (7)3.外配水池水质要求 (7)四、供货清单 (8)五、供货范围 (8)1.供方供货范围 (8)2.需方负责提供 (8)一、固态高频焊机技术说明1.新一代串联型固态高频焊机特点①固态高频焊机选用德国IXYS 公司IXFN38N100Q2 38A/1000V 大功率MOSFET 和DSEI 2×61-12B 60A/1200V 快恢复二极管组成串联型逆变电路。
②固态高频焊机采用模块化设计,结构更加紧凑,维护更趋简便,更易实现大功率化。
③具有独特的分桥过流保护技术,保证固态高频焊机使用的安全性。
④融合了国际上同类产品先进的控制理念,采用定角锁相控制、上/下限频率失锁保护等先进控制技术,使设备运行更加稳定、效率更高,对焊管生产中的感应器短路及开路故障的保护更加准确有效。
⑤固态高频焊机的进线端不需要升压/降压整流变压器,与电子管焊机或并联型焊机相比,具有明显的节能效果(与电子管焊机相比,在同等焊接条件下,节电≥30%)。
2.串联型固态高频焊机型号说明G GP [ ] — [ ] — H [ ]固态高频焊接用设计输出频率(MHz )标称功率(kW )C-串联型,B-并联型3.串联型固态高频焊机工作原理3.1 串联型固态高频焊机主电路结构串联型固态高频焊机主电路结构如图1所示,它是一种典型的AC -DC -AC 变频结构。
双闭环矢量控制的电压型PWM整流器参数整定
双闭环矢量控制的电压型PWM整流器参数整定双闭环矢量控制是一种常用于电压型PWM整流器的控制策略,该控制策略通过同时控制电流环和电压环,可以实现对整流器输入电压和输出电流的精确控制。
在进行双闭环矢量控制的参数整定时,通常需要考虑以下几个方面:1.电流环参数整定:电流环主要控制整流器输出电流的稳定性,其参数整定需要根据控制系统的动态特性进行选择。
在进行参数整定时,可以采用传统的PID控制器或者先进的自适应控制算法。
具体的参数整定方法可以采用试探法、经验法或者数学模型等不同的方法进行,其中需要注意参数的合理性和抗干扰能力。
2.电压环参数整定:电压环主要控制整流器输入电压的稳定性,其参数整定也需要根据控制系统的动态特性进行选择。
在进行参数整定时,可以采用与电流环类似的方法,通过试探法、经验法或者数学模型等不同方法选择合适的参数,保证整流器在变化负载和输入电压的情况下能够稳定输出。
3.内环与外环的协调:在进行双闭环矢量控制时,电流环和电压环之间需要进行合理的协调。
通常情况下,电流环的整定需要比电压环更为严格,以确保电流的稳定性。
在实际参数整定中,可以通过调整两个环节的参数比例关系来实现内外环之间的协调,以达到更好的控制效果。
4.频率响应和控制性能:在双闭环矢量控制中,需要对整流器的频率响应和控制性能进行评估和优化。
通过对控制系统的传输函数进行建模和仿真,可以获取整流器系统的频率响应和控制性能,从而选择合适的参数进行整定。
总结起来,双闭环矢量控制的电压型PWM整流器参数整定是一个综合考虑电流环和电压环相互协调的过程。
通过合理选择和调整参数,优化控制系统的频率响应和控制性能,可以实现对整流器输入电压和输出电流的精确控制。
在实际应用中,可以结合试探法、经验法和数学模型等方法进行参数整定,以实现最佳的控制效果。
新型固态高频焊管电源

新型固态高频焊管电源的开发耿开博(保定红星高频设备有限公司,河北保定071000)摘要:钢管的直缝焊接大多使用电子管电源,但其能耗大、电压高、电子管使用寿命短,随着电力电子技术的发展,国内外相继开发出固态高频电源。
保定红星高频设备有限公司研制开发出焊接钢管用新型固态高频电源,简介了该固态高频电源的性能和特点,分析了电力电子器件在高频下的开关损耗。
通过波形对比指出了电子管电源和固态焊管电源输出纹波的区别。
关键词:焊接钢管;固态高频焊接电源;零电压开关技术;特点中图分类号:TN86文献标识码:B文章编号:1001-2311(2007)02-0028-03DevelopmentofNewTypeSolidHighFrequencyPowerSourceGengKaibo(BaodingHongxingHighFrequencyEquipmentCo.,Ltd.,Baoding071000,China)Abstract:Forweldingofthestraightweldpipe,mostcommonly-usedpowersourcetypeistheelectronictubepowersupplyfeaturingsuchdisadvantagesashighenergyconsumption,highvoltageandshortservicelifeoftheelectronictube.Alongwithdevelopmentofelectricpower-serviceelectronictechnology,solidhighfre-quency(HF)powersourceshavebeendevelopedbothathomeandabroad.AnewtypesolidHFpowersupplyforsteeltube-weldinghasbeendevelopedbyBaodingHongxingHighFrequencyEquipmentCo.,Ltd.Describedinthepaperaretheperformancesandfeaturesofthesaidpowersupply,andtheanalysisoftheswitchinglossoftheelectricpower-servicecomponentsunderhighfrequencycondition.Thedifferencebetweentheoutputripplewavesoftheelectronicpowersourceandtheabovementionedsolidpowersupplyisidentifiedbycomparingthewaveformsofthetwo.Keywords:Weldsteeltube;Solidhighfrequencypowersupplyforweldingprocess;Zero-voltageswitch-ingtechnology;Features0前言长期以来,钢管的直缝焊接一直使用电子管电源,而电子管电源具有耗能大、电压高、电子管使用寿命短等缺点。
固态高频焊管说明书_中文_v071230

.........使用说明保定三伊天星电气有限公司GGPXXX-0.X-H 型固态高频焊管设备目录第1章引言 (1)1.1 编写目的 (1)1.2 型号说明 (1)1.3 设备用途 (1)1.4 说明事项 (1)第2章使用条件 (3)2.1 使用环境 (3)2.2 冷却水要求 (3)2.3 电网要求 (4)第3章设备描述技术规范 (5)3.1 外型及结构 (5)3.2 规格型号 (11)3.3 电源连线要求 (12)3.4 开关整流柜与逆变柜动力连接线 (12)3.5 控制技术特点 (13)第4章电气原理 (15)4.1 三相全控桥式整流电路 (15)4.2 单相串联桥式逆变电路 (15)4.3 输出功率调节 (17)4.4 整流侧控制 (17)4.5 锁相环和相角锁定 (18)4.6 驱动电路及开关过程中寄生振荡的抑制 (18)第5章设备安装及使用说明 (21)5.1 设备安装 (21)5.2 使用说明 (21)第6章操作及注意事项 (26)6.1 操作程序 (26)6.2 注意事项 (26)第7章常用器件测量方法 (28)7.1 MOSFET管 (28)7.2 二极管 (28)7.3 电流霍尔元件 (28)7.4 可控硅 (28)第8章感应加热电源设备接零和接地要求 (29)8.1 设备的接零 (29)8.2 设备的接地 (29)8.3 高频机组生产线地线分布示意图 (30)第9章电气原理图及布线图 (31)附:固态焊管人机界面使用手册(V5.0版)11.1 编写目的本使用说明是针对用户操作人员和维护人员编写的,主要目的是为了用户能够正确使用、操作本设备,对设备的异常现象能简单处理,并能向本公司技术人员准确描述,以便本公司能及时准确地做好设备售后服务工作。
因此本使用说明主要描述一般性原理、外围电气结构及简单的调整和维护,不涉及详细的控制电路和深层次的控制原理,有关器件的参数及控制手段均不做详细解释,其原因是众所周知的。
双闭环SVPWM整流电源--PPT课件
7
• 由二型系统得出中频宽 • 根据典型二型系统参数整定关系,得 • 工程上取h=5,最后得出所需的电压外环设计参数为:
8
三相VSRPWM的SVPWM调试步骤
I. 计算合成电压矢量V*; II. 判断V*所在扇区; III. 确定基本开关矢量及作用顺序; IV. 计算开关矢量作用时间,生成
• 采用双环控制,即电压外环和电流内环"电压外环的作用主要是 控制三相 VSR 直流侧电压,而电流内环的作用主要是按电压外环 输出的电流指令进行电流控制,如实现单位功率因数正弦波电流
控制"
4
电流内环控制系统设计
• 设dq坐标系中q轴与电网电动势矢量Er重合,则电网电动势矢量d轴分量 e d=0。从三相 VSR dq模型方程(4.35)看出,由于V SR dq轴变量互相耦合, 因而给控制器设计造成一定困难“为此,可采用前馈控制策略,当电流调 节器采用PI调节器时。有
• 把旋转的空间矢量通过坐标变换,分解成以交流频率同步旋转的两个 dq轴正交量,并把d-q坐标上的这两个分量作为直流分量,于是不用考 虑旋转或者频率等交变问题,可以使控制变得更简单容易"这就是在dq坐标系下进行控制的一大优势
2ห้องสมุดไป่ตู้
三相VSR在dq坐标系下的数学模型
3
三相VSR的svpwm控制策略
• 若适当选取同步旋转坐标系(d,q)的初始参考轴方向,如q轴与电网电动 势矢量E重合,则q轴表示有功分量参考轴,而 d 轴表示无功分量参考轴, 从而有利于三相 VSR 网侧有功、无功分量的独立控制。
12
可得V在不同扇区相邻电压矢量作用时间赋值:
电网频率波动下改进的VIENNA整流器双闭环控制策略研究
电网频率波动下改进的VIENNA整流器双闭环控制策略研究电网频率波动下改进的VIENNA整流器双闭环控制策略研究摘要:随着电力系统规模的不断扩大和电网电压频率波动问题的日益突出,传统的电网整流器控制策略已经不能满足实际需求。
为了提高电网电压频率波动下的整流器运行性能,本文对VIENNA整流器双闭环控制策略进行了深入研究。
通过分析电网频率波动对整流器运行的影响,针对控制策略中的问题,提出了一种改进的双闭环策略,将电压环和电流环进行优化,以提高整流器的动态响应和抗干扰能力。
通过数值仿真验证,结果表明,该改进控制策略能够有效地改善整流器在电网频率波动时的控制性能,提高系统的稳定性和可靠性。
关键词:电网频率波动,VIENNA整流器,双闭环控制,动态响应,抗干扰能力,稳定性,可靠性引言电力系统是现代社会不可或缺的基础设施之一。
然而,随着电力系统规模的不断扩大,电力负荷的日益增加以及可再生能源的大规模接入,电网电压频率波动问题愈发突出。
电网电压频率波动对整个电力系统的运行稳定性和可靠性产生了严重影响,特别是对整流器的控制性能提出了更高要求。
因此,对电网频率波动下整流器的控制策略进行研究具有十分重要的意义。
一、电网频率波动对整流器的影响电网频率波动对整流器的运行有着直接的影响。
传统的电网整流器控制策略采用单环控制结构,只能根据电压误差进行调节,忽略了电流的影响。
然而,电网频率波动会导致电流的变化,从而影响整流器的工作稳定性和性能。
因此,需要改进整流器的控制策略,提高整流器的动态响应和抗干扰能力。
二、VIENNA整流器的特点和问题VIENNA整流器是近年来提出的一种新型整流器,具有体积小、效率高和运行稳定性好等特点。
然而,由于电网频率波动的影响,VIENNA整流器的控制策略存在一些问题。
首先,由于采用了传统的PID控制器,整流器的动态响应较慢,调节时间长。
其次,由于整流器的电流受电压波动的影响较大,传统的单环控制无法满足对电流的精确控制需求。
固态高频焊接电源的双闭环整流控制技术
固态高频焊接电源的双闭环整流控制技术随着近年来焊接工艺及技术的发展,越来越多的企业开始采用固态高频焊接电源来满足市场的需求。
固态高频焊接电源是一种能够把电能转换成适宜的高频电流的设备。
焊接电源的设计比较复杂,其中最重要的是整流控制。
而双闭环整流控制由于具有更高的精度和稳定性,已越来越受到企业的重视。
双闭环整流控制技术是一种新型的固态高频焊接电源控制技术,它包括两个独立的反馈回路。
一个反馈回路是采用反馈控制的锥形变压器,另一个则是直接控制自动调节负载的整流回路,双闭环技术使焊接电源的负载形变精度大大提高。
首先,它的锥形变压器可以保证焊接电源的输出精度。
锥形变压器使用反馈控制,可以设置不同的反馈率,根据负载形变率来精确控制电压输出,从而实现焊枪和工件之间的精确控制。
其次,整流回路的控制可以实现电流的精确控制。
整流回路使用自动调节负载控制,可以自动调节电流,从而实现对焊接工件的精确控制。
此外,双闭环整流控制技术还可以充分提高固态高频焊接电源的稳定性和可靠性。
整流反馈控制可以有效的抑制电流的波动,防止发生过失调现象。
另外,它还可以有效的抑制因环境温度变化而引起的输出电压降低的现象,从而有效的保证焊接电源的正常工作。
最后,双闭环整流控制技术还可以有效的降低焊接电源的耗能。
整流反馈控制可以有效的抑制电流的波动,减少了发生在锥形变压器中的电能损失,从而有效的降低了焊接电源的耗能。
以上是固态高频焊接电源的双闭环整流控制技术的基本原理及其特点的介绍,双闭环整流控制技术的使用可以有效的提升焊接电源的性能,为焊接应用带来更高的效率。
它可以根据需要做出精确的控制,在焊接过程中减少能量损耗,以节省能源,保证焊接质量。
总之,双闭环整流控制技术是一种先进而有效的固态高频焊接电源控制技术,它已经成为当今焊接行业焊接电源性能提高及质量控制的重要技术。
固态高频焊接电源的双闭环整流控制技术
固态高频焊接电源的双闭环整流控制技术今天,随着电子元件在通讯等领域得到快速发展,高频焊接技术变得愈发重要。
焊接电源存在较大的功率波动,比如在焊接过程中,功率可能随时上升和下降,因此,高频焊接电源的控制技术变得特别重要。
本文将对固态高频焊接电源的双闭环整流控制技术进行介绍。
首先,双闭环整流是固态高频焊接电源的控制技术中使用最广泛的技术。
它使用双闭环控制,以确保电流保持在一个稳定的状态,尤其是在负载变化时。
其原理如图1所示,双闭环控制在大范围内可以控制电流,从而实现对焊接电源的精确控制。
此外,双闭环整流控制技术的最大优势是其能够减小纹波幅值,并能够抑制外部电磁干扰,从而降低电流的变化量。
其原理如图2所示,使用双闭环控制,可以抑制外部电磁干扰,使得电流变化量小于0.5mA和电压变化量小于1V。
此外,因为双闭环控制不需要使用大量的电容器,所以整流控制电路就可以精简,并且效率也极高。
此外,双闭环整流控制技术还能够改善焊接稳定性,在负载变化时能够确保电流的稳定,从而避免焊接出现失真的情况。
双闭环整流控制技术还可以调整焊接电流幅值,从而加强焊接质量和稳定性。
总而言之,双闭环整流控制技术是固态高频焊接电源中常用的一种控制技术,其优势有:能够减小纹波幅值,抑制外部电磁干扰,改善焊接稳定性,调整焊接电流幅值,精简电路结构,提高效率等。
因此,双闭环整流控制技术在固态高频焊接电源中得到了广泛的应用。
本文通过介绍固态高频焊接电源的双闭环整流控制技术,指出了
该技术的优势,并简要介绍了其工作原理和应用场景。
希望本文能够为读者提供参考和启发,让他们在高频焊接方面有更多的了解和把握。
高频开关电源双闭环反馈并联系统的工作原理
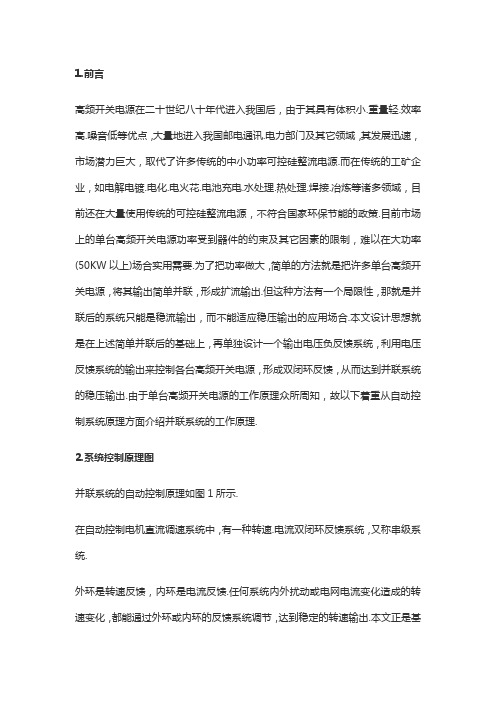
1.前言高频开关电源在二十世纪八十年代进入我国后,由于其具有体积小.重量轻.效率高.噪音低等优点,大量地进入我国邮电通讯.电力部门及其它领域,其发展迅速,市场潜力巨大,取代了许多传统的中小功率可控硅整流电源.而在传统的工矿企业,如电解电镀.电化.电火花.电池充电.水处理.热处理.焊接.冶炼等诸多领域,目前还在大量使用传统的可控硅整流电源,不符合国家环保节能的政策.目前市场上的单台高频开关电源功率受到器件的约束及其它因素的限制,难以在大功率(50KW以上)场合实用需要.为了把功率做大,简单的方法就是把许多单台高频开关电源,将其输出简单并联,形成扩流输出.但这种方法有一个局限性,那就是并联后的系统只能是稳流输出,而不能适应稳压输出的应用场合.本文设计思想就是在上述简单并联后的基础上,再单独设计一个输出电压负反馈系统,利用电压反馈系统的输出来控制各台高频开关电源,形成双闭环反馈,从而达到并联系统的稳压输出.由于单台高频开关电源的工作原理众所周知,故以下着重从自动控制系统原理方面介绍并联系统的工作原理.2.系统控制原理图并联系统的自动控制原理如图1所示.在自动控制电机直流调速系统中,有一种转速.电流双闭环反馈系统,又称串级系统.外环是转速反馈,内环是电流反馈.任何系统内外扰动或电网电流变化造成的转速变化,都能通过外环或内环的反馈系统调节,达到稳定的转速输出.本文正是基于此设计思想,设计了如图1的高频开关电源双闭环反馈并联自动控制系统.图中各台高频开关电源本身就是可以独立工作的,且内部形成电压或电流负反馈系统.并联系统电压反馈属于外环,内环由高频开关电源内部形成.这种并联系统之所以简单,就是在单台独立工作的电源基础上,把输出端简单并联在一起.而输入端的给定由外环统一加到各台独立的高频开关电源.图1中虚线框内1#.2#.…….N#为各台高频开关电源,其内部自动控制原理图简化为一阶系统比例积分环节,所以各台高频开关电源的稳流或稳压精度很高.图中它们工作在稳流状态下.3.系统工作设计原理3.1 单台高频开关电源设计及总体框图单台高频开关电源的技术指标:输入电压:380V,50HZ输出电压:DC 18V输出电流:DC 800A限流值:850A限压值:18.5V保护:过流保护.热保护.过压保护.欠压保护转换效率:>80%单台高频开关电源总体框图如图2所示.整机电路可分为变换主回路和控制电路两大部分.交流380V电压经输入电源滤波器.输入直流整流滤波得到550V左右的直流电压,供给脉宽调制器,它有两组IGBT模块.高频变压器及输出整流滤波组成.由PWM控制电路提供交变脉冲经来控制IGBT模块的通断,将直流电压变换成交变的20KHZ脉冲电压,经高频变压器隔离变换成所需的电压,再经输出整流二极管全波整流,得到平均幅值为18V的直流电压.控制电路由PWM控制电路.驱动电路.反馈取样电路.限流限压电路及辅助电源组成.PWM控制电路输出两路彼此相位差180度,并有一定死区的脉冲,经驱动电路放大,控制主回路IGBT模块的通断.为了得到稳定的输出电压或电流,对输出电压或电流进行采样.反馈,与基准值比较.放大,控制PWM电路的脉冲宽度,调整IGBT的占空比来实现稳压或稳流.同时通过软启动.过流过压保护.短路保护及限压限流电路对电源本身实施保护措施.单台高频开关电源构成一个电流负反馈控制系统,简称内环.自动控制原理如图3所示.图3中采用了PI调节器的单闭环电流负反馈控制系统,既保证了动态稳定性,又能做到无静差,很好地解决了动.静态的矛盾.其调节原理:在电流给定值不变的情况下,当负载变动或电源内部原因造成了电源输出电流变动时,自动控制调节过程为:通过以上的调节过程,可以保证单台高频开关电源输出稳定的电流.这样,把各个单独工作的高频开关电源输出并联在一起,且工作在稳流状态下,接受同一的电流给定值,就可保证各台高频开关电源输出同样大小的电流.从而实现并联系统的扩流输出.为了提高系统的整体可靠性,还可根据系统的要求,增加N+1冗于设计.这种简单的组合在一起,当某台高频开关电源出现故障,可立即把其关电退出运行并断开输出连接,把备份的高频开关电源通电投入运行即可.从而把处理故障的时间减少到最小.3.2 系统自动控制原理双闭环并联系统自动控制原理如图4所示.图4中在高频开关电源系统外增加了一个比例积分调节器,用来调节并联系统的电压.把并联系统的输出电压反馈和并联系统给定值进行比较,其差值经信号放大,作为高频开关电源系统电流给定值,而高频开关电源系统根据不断变化的电流给定值来调节自身的输出电压,以此保证自身的输出电流根据给定值变化而变化.从而也保证了并联系统输出电压稳定.从闭环反馈的结构上看,电流调节环在高频开关电源系统内部,是内环;电压调节环在外面,成为外环.二者之间实行串级连接,即以电压调节器的输出作为电流调节器的输入,再用电流调节器的输出作为并联系统输出电压的控制,那么两种调节器作用就能互相配合,相辅相成了.这就形成电压.电流双闭环反馈控制系统.为了获得良好的静.动态性能,两个调节器一般都采用PI调节器.当由于负载扰动,造成了并联系统电压输出变动,则系统自动控制调节过程为:上述电压调节过程可以保证并联系统在稳压工作状态下,输出电压稳定.若系统要工作在稳流状态下,只需通过系统内部的选择开关,把外环电压反馈单元关闭,直接把电压给定信号加到各台高频开关电源,由于各台高频开关电源本身工作在稳流状态下,从而可以保证并联系统的每台高频开关电源输出同等大小电流.从动态稳定性上看,在设计过程中,先把单台高频开关电源设计调整好,使之能稳定的输出额定电流.然后把各台并联连接在一起,加上电压反馈外环,再按系统设计要求并调整外环,使系统输出电压保持稳定.需要注意的是:内环根据其设计指标要逐一开启和外环连调,等所有的内环调整好后,再把所有内环开启,与外环一同调节系统的输出电压和电流.4.实验与结论应用以上原理,制作了一台组合式并联的72KW高频开关电源.具体参数为:AC380V±10%,稳压输出18VDC;限流电流4100ADC;稳流输出4000ADC;限压电压18.5VDC.该并联系统由五台单独的高频开关电源并联组合,每台高频开关电源都输出同等的800A/18V.系统在稳压工作时,即使输出短路也能限流在4100A稳定工作;稳流工作时,输出端开路能实现限压而稳定工作.若为了提高并联系统的可靠性,还可增加一台备份.该电源在电镀行业镀铬工艺中现场运行已有近两年,基本上达到了设计要求,用户反应良好.。
固态高频构造及工作原理

固态高频构造及工作原理1 前言目前,我国设计与制造的高频焊管设备都是采用电子管振荡器的单回路高频设备,通过调节电子管阳极电压大小,达到调节高频输出功率的目的。
电子管高频焊管设备不仅效率低,体积大,而且存在使用前需要预热,电子管使用寿命短等诸多缺点。
因此采用功率MOSFET构成高频逆变器的固态高频电源在容量和频率两方面都得到很大提高,除在一些特殊应用领域(如高频介质加热等行业)外,固态高频电源完全能取代电子管高频电源,而成为新一代感应加热电源的代表。
大容量、高频化的固态高频电源主要应用领域是高频焊管行业,由于我国高频焊管行业存在感应器开路、感应器与钢管短路等突变恶劣工况,同时高频焊管电源基本属于满负荷长期工作制,因此固态高频电源在焊管行业中的应用代表了固态高频电源设计与制造的最高水平。
在焊管行业中的应用以美国色玛图公司生产的固态高频电源最具代表性,无论在电源功率、频率和配套性等方面都具有世界先进水平。
中国河北保定三伊天星电气有限公司自行设计制造的固态高频焊管设备已在功率60~300KW、频率300~550KHz范围内取得了成熟的运行与设计经验。
本文以保定三伊天星电气有限公司研制的采用功率MOSFET作为逆变开关器件的固态高频焊管为基础,对电源的工作原理及其在高频焊管行业中的应用进行的讨论,并与电子管高频焊管电源和国外固态高频焊管电源进行了比较。
2 固态高频电源的工作原理固态高频电源采用常见的交—直—交变频结构。
三相380V电源经开关柜中的降压变压器和主接触器后,送入电源柜中的整流器,整流器采用三相晶闸管全控整流桥,通过控制晶闸管导通延时角α,达到调节电源输出功率大小的目的,整流后的直流电压经滤波环节送入高频逆变器,由高频逆变器逆变产生单相高频电源送入谐振电路,经焊接变压器和感应器输出高频能量,完成钢管焊接。
高频逆变器可以有串联谐振型和并联谐振型两种,由于并联谐振型逆变器在高频电源应用中有诸多困难,如需要大功率快恢复整流二极管等,因此使其在大容量高频电源中的应用受到限制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
了设备 的恒 功率 输 出 。 自动 控制 理论 角度来 说 , 从 采
用 什 么物 理 量作 为 反 馈 就 能 自动 稳 定该 物 理 量 , 因 此 双 闭 环 P 调 节 器 对实 现 稳 压 、稳 流 功 能 是 真 正 I
A
B
z
.
z
一
。 丰( 0
. ..
维普资讯
第 3卷 2 第9 期
重珲梭
Elc r ed n a h n e t c W lig M c ie i
2O 02年 9月
V0 . 2 No9 1 3 . Sp 2 0 eL02
_蠢蠢曩舞羹毫l-曩_ 繁囊接一接i l 《
—— —— ——]
u 广 —— ——— —]
u d广 — — — — — — ]
广— ——— —]
O广 ——— 一
交流输入目 整流器 口 滤波器 电 源 基 本 结 构 及 典 型 波 形
L d
- -
内环 的双 闭环 P 调 节 电路 , I 克服 了上 述 缺 点 , 证 保
Ke o d : ih fe u n y we d n ; Ic n r l r d u l l s d lo c n t n o r v l g / u r n e t c i n y w r s h g r q e c l i g P o to l ; o b e c o e —o p; o sa tp we ; o t ec r e t sr t e a r i o
Ab ta t I hspp rh e cso o vni a cnrl ehd o d ci et gpw rsp l sp it u, ep m r s c :n ti a e, ed f t f n et n l o t to sfri u t n hai o e u pyi o e oth r ay r t e c o om n o n nd t i
p n i l f P c n r l r i re y e c b d a d t e c n r l cr ut b s d o d u l l s d lo i e in d a s , e wo k n i r cp e o I o tol s b f d s r e ,n h o t i i a e n o b e c o e —o p s d sg e ,lot r i g e i l i o c h p n i l ft i cr u t a e n c n tn we u p tc n r la d v l g / u r n e t c i n i a ay e . i al , e e e t e e s o i r cp e o s ic i b s d o o sa tp h o ro t u o t n o t e c r tr sr t s n l z d F n l t f c i n s f o a e i o yh v t i o to i u ti p o e h o g x e me t. h sc n r l r i s r v d tr u h e p r n s c c i
引 言
高 频 焊 接技 术 是 通 过 电 磁 感 应 原 理 即利 用 涡
流 对被 焊 工件 进 行 加热 的 , 有 传 统加 热 方 式 无 可 具 比拟 的优 越性 [ 。这项 技术 的核 心就 是 固态 焊 接 电 1 捌
置 , 结 构如 图 1 示( 其 所 以并 联 谐 振 型 为例 )主 电路 ,
流 、 压单 闭环 控 制 方 式 嘲 其 动 态 响应 超 调 量 大 、 限 ,
稳定 性 较差 , 出功 率受 电 网 电压波 动 及 负 载 变化 输 影响, 这样 就大 大降 低 了焊 接 电源 的可靠 性 。 在此 提
出 了 以 直 流 电 压 调 节 为 外 环 , 流 进 线 电 流 调 节 为 交
许 海 文 。 咏 龙 彭
( 北 电力大 学 电力工程 系, 华 河北 保 定 0 10 ) 7 0 3
Co sa tp we o to fs l t t o rs p l a e n PIc n r l r n t n o rc n r lo i s ep we u p y b s d o o to l s o d a e
XU Ha— n, E i we P NG Yo g ln n —o g
.
( p r n f lc cP w r n ier g N r hn l t cP w r nv ri , a dn 7 0 3C ia De at t et o e gn e n , o hC iaE e r o e iesy B o ig0 0 ,hn ) me o E r i E i t ci U t 1
- ] .二 二r - . 1
一
—
__J
准确有 效 的方 法 , 其他 诸如 比例 调节 器加 限压 、 限流 措 施 都是 无 法 与之 比拟 的。
L
C
1 固态 电 源 的 基 本 结构
从 本质 上说 , 这种 电源 是一种 交一 直一 交 变频装
原 理 图如 图 2所 示 。 电源 采用 晶闸 管全 控 整 流桥 该
作 为 直 流 电源 , 变 开 关 采用 I B ( 缘 栅 双 极 晶 逆 G T绝
体 管)P 调 节 器 调节 主 电路 的前端 。 。I
厶
源 的研 制 。 为使 工 件得 到持 续 、 匀 的加 热 , 求 电 均 要 源具 备 恒 功率 输 出能 力 。 如果 采取 传 统 的 比例 或 限