断屑槽型PCBN和PCD刀片及断屑效果图收藏
后角和排屑槽 精密刀具具有完美的刀刃、

+ 清洁、精确的切口 + 对于 3.2 mm 的材料厚度, 每边锥度只有 25 µm + 较低的轮缘破损从 50 μm 起 + 对于 1.6 mm 的 PCD, 切割速度可达 100 mm/min
25 年的专业经验
位于 Pfronten 的 LASERTEC 展示厅
FLY.D6169_0114CN_NB D6139_0414AD11
选配: 可扩展的托盘抽屉、刀片或直柄刀具。
2 硬质合金
LASERTEC 40 PrecisionTool
LASERTEC 40 PrecisionTool
硬质合金转位式刀片原型样件的生产
机床 + 行程为 300 × 400 mm 的 3 轴机床 + 选配第 4 根轴作为分度头 + 聚合物混凝土底座 + 通过圆舱实现很好的可接近性 + 通过图像处理可以进行自动精确定位
亮点 + 高度紧凑的直线刀库, 通过上方的工件自动化实现最好的可接近性。 + 刀片、立铣刀、带 HSK 刀柄的刀具的自动化解决方案 (在一套自动化设备中组合不同类型的刀具)。 + 应用程序相关的扩展选配件用于处理最大的 42 HSK 刀具。 + 选配: 对于 HSK 刀具, 操作臂可更换把手、直柄刀具或刀片。 + 通过夹头或液压卡盘抓取刀具。 + 带自动电压的刀片刀柄。
LASERTEC 20 PrecisionTool 200 / 400 / 280
光纤激光器 (100 瓦)
PCD、CVD 和 MKD 金刚石工具的粗加工和精加工, 精加工 PCD / CVD 和断屑槽的切削刃在 PCD
LASERTEC 40 PrecisionTool 400 / 300 / 500
切屑种类及断屑
其中带状屑连绵不断,经常缠绕工件或刀 具表面,且不易清除。不仅划伤工件表面、 损坏刀具,而且极易伤人。因此,除特殊 情况下,应尽量避免带状屑。
通常采用断屑的方法、即将带状屑折断成 为粒状、半环形状、螺旋状等。
1.车削切削层参数
如图所示,刀具车削工件外圆时,切削刃 上任一点走的是一条螺旋线运动轨迹,整 个切削刃切削出一条螺旋面。工件旋转一 周,车刀由位置I移动到位置II,移动一个 进给量f ,切下金属切削层。此点的参数是 在该点并与该点主运动方向垂直的平面内 度量。
(1) 切削层公称厚度hD 在主切削刃选定点的基面内,垂直 于过渡表面的切削层尺寸,称为切削层公称厚度。切削层截面 的切削厚度为
hD = f sinκr
κr为刀具主偏角,即刀具主切削刃与进给 方向的夹角。根据上式可以看出,进给量f 或刀具主偏角κr增大,车削切削层厚度hD 增大。
(2) 切削层公称宽度bD 在主切削刃选 定点的基面内,沿过渡层表面度量的切削
层尺寸,称为切削层公称宽度。切削层截 面的公称切削宽度为
bD = ap/sinκr
工件材料脆性越大, 刀具前角越小,切削 深度和进给量越大, 越易产生此类切削
(1)切屑的形态可随切削条件不同而改变
(2)可控制切削条件,使切屑形态向有利于生产的
方面转化,保证切削加工的顺利进行和工件的加工
质量
使粒状切屑、
增大前角
节状切屑向带 状切屑转化
提高切 削速度
减小进给量
有利于
使切削过 程平稳
带状切屑是一种连绵 不断的、底面光滑、背 面呈毛茸状的切屑。
PCD刀具应用与发展
PCD刀具应用与发展摘要:对于PCD刀具,如今的铝材料在性能上已今非昔比,在加工各种新开发的铝合金材料(尤其是高硅含量复合材料)时,为了实现生产率及加工质量的最优化,必须认真选择PCD刀具的牌号及几何参数,以适应不同的加工要求。
另一个变化是PCD刀具的加工成本不断降低,大幅下降50%以上。
比较PCD刀具的性能、价格、使用等方面,变化趋势导致PCD刀具在铝材料加工中的应用日益增多。
ClappDICO公司开发的一种不需重磨的超速(Super Speed)PCD铣刀。
铣刀上装夹了多个不需重磨的小刀尖PCD刀片,刀片上的断屑槽可实现对切屑的有效控制。
聚晶金刚石(PCD)刀具加工铝制工件具有刀具寿命长、金属切除率高等优点,其缺点是刀具价格昂贵,加工成本高。
这一点在机械制造业已形成共识。
但近年来PCD刀具的发展与应用情况已发生了许多变化。
如今的铝材料在性能上已今非昔比,在加工各种新开发的铝合金材料(尤其是高硅含量复合材料)时,为了实现生产率及加工质量的最优化,必须认真选择PCD刀具的牌号及几何参数,以适应不同的加工要求。
PCD刀具的另一个变化是加工成本不断降低,在市场竞争压力和刀具制造工艺改进的共同作用下,PCD刀具的价格已大幅下降50%以上。
上述变化趋势导致PCD刀具在铝材料加工中的应用日益增多,而刀具的适用性则受到不同被加工材料的制约。
PCD刀具的基本特点具有极高硬度和独特机械性能的PCD复合片是由金刚石颗粒和催化剂的混合物在高温高压下烧结而成,在合成过程中产生了金刚石颗粒共生物,并在金刚石颗粒之间建立起连接“桥”,从而获得具有催化剂岛状结构、类似于整体金刚石的PCD材料。
PCD材料的结构与PCBN(聚晶立方氮化硼)材料不同。
在PCBN材料中,CBN粒子之间并无实际粘结物;而PCD材料中则存在共生物,金刚石颗粒之间通过晶格“桥”相互连接。
PCD刀具牌号是以金刚石颗粒的粒度进行分类。
根据制造商的标准,细颗粒、中等颗粒和粗颗粒PCD牌号所对应的金刚石粒度大致分别为2μm、10μm和25μm。
断屑槽型PCBN和PCD刀片及断屑效果图收藏!
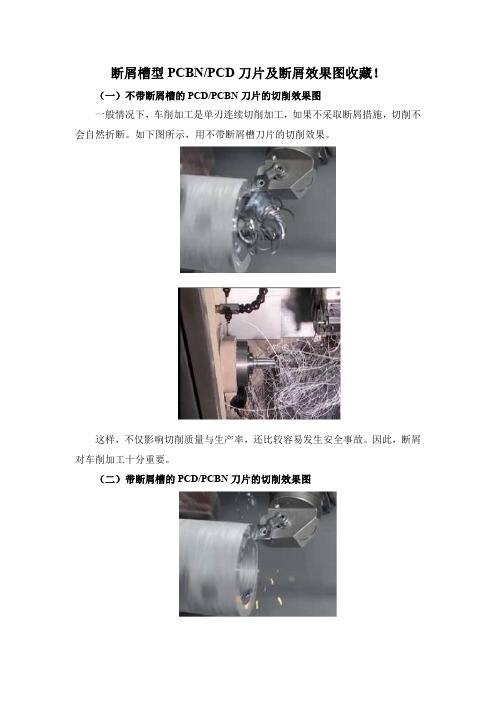
断屑槽型PCBN/PCD刀片及断屑效果图收藏!(一)不带断屑槽的PCD/PCBN刀片的切削效果图一般情况下,车削加工是单刃连续切削加工,如果不采取断屑措施,切削不会自然折断。
如下图所示,用不带断屑槽刀片的切削效果。
这样,不仅影响切削质量与生产率,还比较容易发生安全事故。
因此,断屑对车削加工十分重要。
(二)带断屑槽的PCD/PCBN刀片的切削效果图使用断屑槽可以消除切屑缠绕问题,实现高效率、无故障的切削加工,断屑效果如下图。
随着工业技术的发展,难加工材料的应用越来越多,加工中断屑的问题更加突出,诸如现代航空和汽车制造业大量使用轻型铝合金材料,其目的是减轻飞机和汽车的重量,进而降低对驱动功率的需求。
由于某些高强度锻造铝合金在切削加工时具有产生有害的缎带形切屑和螺旋形切屑的趋势,因此给加工造成了严重的问题。
此类切屑不仅会影响刀具的切削性能,还可能对机床造成损坏,导致在加工过程中不得不频频停机,以清理被切屑堵塞的区域;铝合金活塞铝合金型材铝合金压铸件铝合金花鼓铝合金腔体碳纤维汽车零部件更多断屑槽型PCBN/PCD刀片可来图/来样加工制造刀具材质也不停的更新换代,而且随着超硬刀具材质的应用,尤其是超硬金刚石和立方氮化硼刀具,普通PCD/PCBN刀片由于没有断屑槽导致切屑过长,给连续加工和工件表面质量带来很大问题,但对于具有超高硬度的PCBN/PCD 刀具,设计和制造断屑槽的难度非常大,目前国内也只有为数不多的企业能够制造PCD/PCBN刀片断屑槽,采用当今世界上较为先进的激光雕琢技术,可在刀具的前刀面上加工立体形状,满足定位、断屑等要求,实现了金刚石刀片的断屑槽制造甚至设计,使得超硬刀具具有真正意义上的三维断屑槽!华菱超硬PCBN/PCD断屑槽刀片优势:优异的断屑性能,避免切屑缠绕工件或刀具,保证良好的工件表面质量和刀具使用寿命。
PCBN断屑槽刀片PCD/PCBN断屑槽轮毂刀PCD/PCBN断屑槽PCD/PCBN断屑槽PCD/PCBN断屑槽PCD/PCBN断屑槽PCD带断屑槽型标准刀片PCD 带断屑槽型标准刀片PCD带断屑槽型标准刀片PCD带断屑槽型标准刀片PCD带断屑槽型标准刀片PCD带断屑槽型标准刀片PCD带断屑槽型标准刀片PCD 带断屑槽型标准刀片更多断屑槽型PCBN/PCD 刀片可来图/来样加工制造(三)延伸阅读:断屑相关知识简介1、处理断屑的加工要求:(1)要使断屑顺畅,而且不影响正常的切削;(2)控制切屑的体积,使切屑在处理、保管、搬运时更容易;(3)切屑要在不缠绕工件、车刀或造成附属装置发生故障的情况下排出。
PCD﹑PCBN刀具材料及刀具涂层
PCD﹑PCBN刀具材料及刀具涂层(一)PCD二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。
金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。
金刚石刀具的上述特性是由金刚石晶体状态决定的。
在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。
由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石。
但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍;②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0.1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 -6~1.18×10 -6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD 刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
PCD刀具的应用: 工业发达国家对PCD刀具的研究开展较早,其应用已比较成熟。
自1953年在瑞典首次合成人造金刚石以来,对PCD刀具切削性能的研究获得了大量成果,PCD刀具的应用范围及使用量迅速扩大。
目前,国际上著名的人造金刚石复合片生产商主要有英国De Beers公司、美国GE公司、日本住友电工株式会社等。
据报道,1995年一季度仅日本的PCD刀具产量即达10.7万把。
硬质材料之硬质合金与硬质合金涂层
第一节 硬质合金
• “碳化钨”是非常硬的硬质合金颗粒,特别是碳 化钨在富铁基质的出现使得高速钢具有优异的加 工能力。早期的硬质合金在用于工业用途时过于 脆弱,但是不久发现将碳化钨粉末与大约10%的 金属,如铁、镍或钴,允许压坯在大约1500℃下 烧结,在这个过程中生成的产品具有低孔隙率、 非常高的硬度,而且相当大的强度。这些性质的 组合使得材料理想的适合用来作为切削金属的加 工刀具。
可惜得是,碳化钛和TiC基固溶体非常脆而且不如碳化钨耐 磨。因此尽可能地将TiC的含量保持在最低水平。
在极限配方中碳化物是不含钨的并且完全是基于TiC基础之 上的,但一般的TiC成分不能超过18%。如果超过这个数值, 碳化物变得过脆并且非常难于铜焊。
一般情况下 WC/TiC/Co的成分具有两种显著的碳化物相, 几乎纯净的WC角晶体和磨圆的TiC/Co 混合晶体。在发展的 制造业中尽管WC/TiC/Co硬金属应用非常广泛,在某些重要 的考虑中是禁止使用的,它们在许多应用中被具有更高强度 以及抗麻坑优势的WC/TiC/Ta(Nb)C/C9系列所替代。TiC, TiN以及其他在硬基质上的涂敷也已经减少了高速加工钢和铁 合金对高TiC成分的吸引力。
CNC刀具介绍
PCBN超硬刀具的研究及进展
PCBN超硬刀具的研究及进展现代切削速度的不断提高和先进的集成制造速度的不断发展对现代刀具的性能提出了更高的要求,因此开发出高热稳定性和高耐磨性的超硬刀具是当今的发展趋势,聚晶立方氮化硼(polycrystalline cubic boron nitride,PCBN)超硬刀具的高强度、高耐磨性、高导热性、良好的高温力学稳定性以及高温化学稳定性等优异性能,使PCBN超硬刀具成为国内外各工业国家的研究重点。
1.PCBN超硬刀具发展简介1957年,美国GE公司最早合成立方氮化硼,并在1973年合成立方氮化硼刀具,其材料和制品已发展60年。
各国也竞相研制出性能优异的超硬CBN刀具。
我国于1967年合成立方氮化硼样品,1973年制成超硬刀具并投入生产。
我国的刀具的型号和种类也日益丰富,但是我国产品的性能和系列化与国外相比还存在着较大的距离。
为了缩短与发达国家在PCBN超硬刀具行业的的差距,我国于2010年设立了“高档数控机床与基础制造装备”国家科技重大专项,并明确提出要对超硬材料刀具的设计与制造、高精度刀具进行研发,积极建立高精度、高效率切削装置,根据不同工件及加工工艺要求,进行大量实验,建立健全不同刀具不同条件下加工不同工件的数据库等;研发出适用于钢件、钛合金、高温合金等难加工材料的高效切削刀具系列产品。
2.PCBN刀具的特性和应用PCBN刀具具有高硬度、高耐磨性,不同结合剂含量的PCBN硬度值在40-60GPa 之间;良好的耐热性和红硬性,耐热性可达1400℃;可有效切削铁系材料;具备高速切削特性和高加工精度,可以在线速度1000m/min以上的条件下连续干切削,达到抛光级的加工表面光洁度。
高强度、高耐磨性、高导热性、良好的高温力学稳定性以及高温化学稳定性等优异性能,使PCBN超硬刀具成为最能满足当前苛刻要求的首选切削工具。
根据制造业统计,PCBN在制造业的应用情况如图1 所示,PCBN超硬刀具主要用于汽车行业、重型机械等领域的淬火钢工件车削加工,也从侧面反映了PCBN 超硬刀具良好的切削性能。
车削加工中的断屑问题
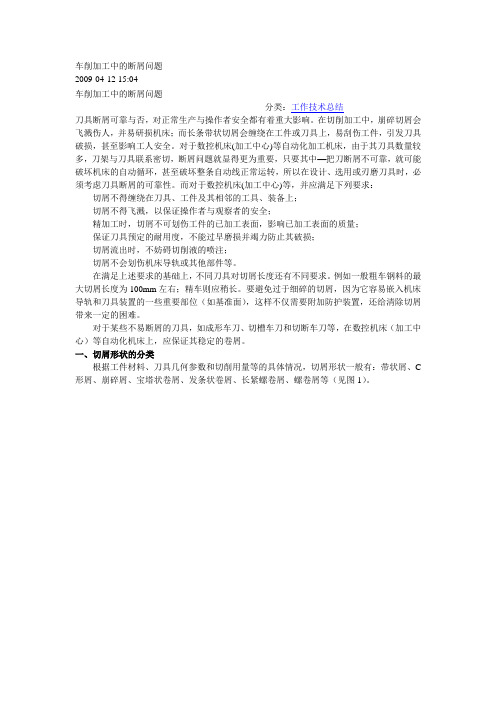
车削加工中的断屑问题2009-04-12 15:04车削加工中的断屑问题分类:工作技术总结刀具断屑可靠与否,对正常生产与操作者安全都有着重大影响。
在切削加工中,崩碎切屑会飞溅伤人,并易研损机床;而长条带状切屑会缠绕在工件或刀具上,易刮伤工件,引发刀具破损,甚至影响工人安全。
对于数控机床(加工中心)等自动化加工机床,由于其刀具数量较多,刀架与刀具联系密切,断屑问题就显得更为重要,只要其中—把刀断屑不可靠,就可能破坏机床的自动循环,甚至破坏整条自动线正常运转,所以在设计、选用或刃磨刀具时,必须考虑刀具断屑的可靠性。
而对于数控机床(加工中心)等,并应满足下列要求:切屑不得缠绕在刀具、工件及其相邻的工具、装备上;切屑不得飞溅,以保证操作者与观察者的安全;精加工时,切屑不可划伤工件的已加工表面,影响已加工表面的质量;保证刀具预定的耐用度,不能过早磨损并竭力防止其破损;切屑流出时,不妨碍切削液的喷注;切屑不会划伤机床导轨或其他部件等。
在满足上述要求的基础上,不同刀具对切屑长度还有不同要求。
例如一般粗车钢料的最大切屑长度为100mm左右;精车则应稍长。
要避免过于细碎的切屑,因为它容易嵌入机床导轨和刀具装置的一些重要部位(如基准面),这样不仅需要附加防护装置,还给清除切屑带来一定的困难。
对于某些不易断屑的刀具,如成形车刀、切槽车刀和切断车刀等,在数控机床(加工中心)等自动化机床上,应保证其稳定的卷屑。
一、切屑形状的分类根据工件材料、刀具几何参数和切削用量等的具体情况,切屑形状一般有:带状屑、C 形屑、崩碎屑、宝塔状卷屑、发条状卷屑、长紧螺卷屑、螺卷屑等(见图1)。
( l )带状屑(见图1a):高速切削塑性金属材料时,如不采取断屑措施,极易形成带状屑,此形屑连绵不断,常会缠绕在工件或刀具上,易划伤工件表面或打坏刀具的切削刃、甚至伤人,因此应尽量避免形成带状屑。
但有时也希望得到带状屑,以使切屑能顺利排出。
例如在立式镗床上镗盲孔时。
断屑
车削加工中的断屑问题(2008-09-01 10:53:12)转载标签:分类:工作技术总结切屑工件进给量前角车刀杂谈刀具断屑可靠与否,对正常生产与操作者安全都有着重大影响。
在切削加工中,崩碎切屑会飞溅伤人,并易研损机床;而长条带状切屑会缠绕在工件或刀具上,易刮伤工件,引发刀具破损,甚至影响工人安全。
对于数控机床(加工中心)等自动化加工机床,由于其刀具数量较多,刀架与刀具联系密切,断屑问题就显得更为重要,只要其中—把刀断屑不可靠,就可能破坏机床的自动循环,甚至破坏整条自动线正常运转,所以在设计、选用或刃磨刀具时,必须考虑刀具断屑的可靠性。
而对于数控机床(加工中心)等,并应满足下列要求:切屑不得缠绕在刀具、工件及其相邻的工具、装备上;切屑不得飞溅,以保证操作者与观察者的安全;精加工时,切屑不可划伤工件的已加工表面,影响已加工表面的质量;保证刀具预定的耐用度,不能过早磨损并竭力防止其破损;切屑流出时,不妨碍切削液的喷注;切屑不会划伤机床导轨或其他部件等。
在满足上述要求的基础上,不同刀具对切屑长度还有不同要求。
例如一般粗车钢料的最大切屑长度为100mm左右;精车则应稍长。
要避免过于细碎的切屑,因为它容易嵌入机床导轨和刀具装置的一些重要部位(如基准面),这样不仅需要附加防护装置,还给清除切屑带来一定的困难。
对于某些不易断屑的刀具,如成形车刀、切槽车刀和切断车刀等,在数控机床(加工中心)等自动化机床上,应保证其稳定的卷屑。
一、切屑形状的分类根据工件材料、刀具几何参数和切削用量等的具体情况,切屑形状一般有:带状屑、C 形屑、崩碎屑、宝塔状卷屑、发条状卷屑、长紧螺卷屑、螺卷屑等(见图1)。
( l )带状屑(见图1a):高速切削塑性金属材料时,如不采取断屑措施,极易形成带状屑,此形屑连绵不断,常会缠绕在工件或刀具上,易划伤工件表面或打坏刀具的切削刃、甚至伤人,因此应尽量避免形成带状屑。
但有时也希望得到带状屑,以使切屑能顺利排出。
肯纳经典产品介绍
KCU10 & KCU25
KCU10 是最新研发的一款 Beyond 车削材质, 其PVD 涂层采 用特殊的表面处理方式从而明显地改善了表面特征和性能 改善了压应力
涂层后处理 改善了压应力 减小了微崩刃 改善了涂层的附着力 提高了表面的光滑度
KCU25 是针对所有 OD 和 ID 切槽和横车, 端面切槽, 外圆切 槽, 清根, 仿型加工和切断操作的最好的材质,以及高温合金, © 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 7 不锈钢和钢件材料的通用加工
齿轮轴 10%
齿轮 14% 泵 5%
辊 8%
其它 10% 传动部件 2% 凸轮轴 2%
刹车毂 4% 曲轴 2%
© 2009 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 20
Hale Waihona Puke PCBN 的优点采用 PCBN 提高生产力;
© 2009 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 21
PCBN 新材质
Low content Medium contentUncoated High content
Application
Uncoated Grade Name Replaces Insert Styles Application CBN content Grade Name Replaces Coating Insert Styles Application CBN content Grade Name Replaces Coating Insert Styles Application CBN content Continous Light Interrupted 50% Heavy Interrupted 90% Continous Light Interrupted 50% KB9610 C6 Light & Medium Interrupted Interrupted 70% 90% CVD Coated Grade KB9640 upgrade at phase 2 Continous Light Interrupted 50% KB5610 F2 Light & Medium Heavy Interrupted Interrupted 70% 90% PVD Coated Grade KB5625 KB5630 KB5625 launch at phase 2 F2 F2 Heavy Interrupted 85% Heavy Interrupted launch at phase 2 KB1610 KD050 KB1625 KB1630 KD120 KB1345 (KB1645) rename KB1645 KB1340 KD200
车床刀片规格

[
aaa aaa aaa
aa a
a aa
a aa
a
a
a a
aa a aa
a a a aa aa
a
a a
C008 C009 E013 E036 E041 H006 ─ 008
C008 C009 E013 E036 E041 H006 ─ 008
C008 C009 E013 E036 E041 H006 ─ 008
作为选择刀片材料的标准。
:稳定切削 :一般切削 :不稳定切削
刀片形状、角度的 标记
表示正角、负角
产品所属大类
刀片形状标题
TURNING INSERTS [NEGATIVE]
CN 80°
TYPE INSERTS WITH HOLE
CNMG 12 04 02- FH
Size Thickness Corner Radius Chip Breaker
0 0.1 0.3 0.5 f (mm/rev)
SY
Mild Steel
4
3
CNMG120404-SY 0.4 120408-SY 0.8
ap (mm)
2
1
Light Cutting
0 0.1 0.3 0.5 f (mm/rev)
C
Carbon Steel • Alloy Steel CNMG120404-C
ap (mm)
3
2
1
Light Cutting
0 0.1 0.3 0.5 f (mm/rev)
CNMG 120402-FH 120404-FH 120408-FH 120412-FH
CNMG 120404-FS 120408-FS
德国Lach公司开发PCD和PCBN刀具断屑槽
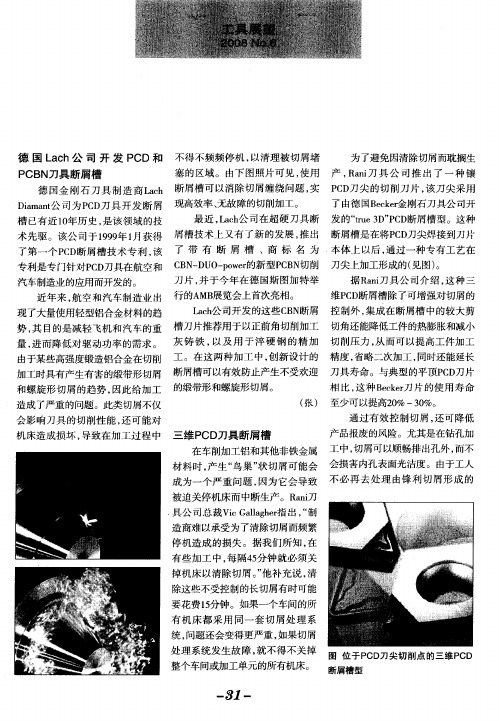
势 , 目的是减轻 飞机 和汽车的重 槽刀片推荐用于以正前角切削加工 切角还能降低工件的热膨胀和减小 其 以及 用 于淬 硬 钢 的精 加 切 削压力 , 而可以提高工件加工 从 量, 进而降低对驱动功率 的需求 。 灰铸 铁 ,
创新设计 的 精度 , 省略二次加工 , 同时还能延长 由于某些高强度锻造铝合金在切削 工。在 这两种加工 中, 断屑槽 可以有效 防止产生不受欢迎 刀具寿命 。与典型的平顶P D C 刀片 加工时具有产生有害的缎带形切屑 和螺旋 形切屑的趋势 , 因此给加工 的缎带形和螺旋形切屑。 造成了严重 的问题 。此类切屑不仅 会影 响刀具 的切 削性 能 , 还可能对
机床造成损坏 , 导致 在加工 过程中 三维P D C 刀具n刀 ai
具公 司总裁VcG l ge指 出 ,制 i a ah r l “
造商难以承受为 了清除切屑而频繁
停机造成 的损失 。据我们所 知 , 在
有些加工 中, 隔4 分钟就 必须关 每 5
掉机床 以清除切屑 。他补充说 , ” 清
除这些不受控制的长切屑有时可能 要花费1分钟。如果一个车间的所 5
有 机床 都采用 同一套切 屑处 理系
统, 问题 还 会 变得 更 严 重 , 果切 屑 如
处理 系统发 生故 障 , 就不得不关掉 整个 车间或加工单元的所有机床。
图 位 于P 刀 尖切 削点 的三维P CD CD
以清理被切屑堵 德 国 L c 公 司 开 发 P D和 不得不频频停机 , ah C
为了避免因清除切屑而耽搁生
P N CB 刀具断屑槽
塞的区域 。由下 图照片可见 , 使用 产 , ai 具 公 司推 出 了 一 种镶 R n刀
实 P D C 刀尖 的切削 刀片 , 该刀尖采用 德 国金 刚石 刀 具制 造 商L c 断屑槽 可 以消除切屑缠绕 问题 , ah 现高效率 、 无故障的切削加工 。 了由德 国B ce ̄ 石刀具公 司开 ekr Da a t 司为P D i n公 m C 刀具 开发 断屑 最近 ,ah 司在超 硬刀具断 发 的“ e D P D Lc 公 t ” C 断屑槽型。这种 e r 3 槽 已有近 1年历史 , 0 是该领域 的技
特固克车刀片 断屑槽对应应用和特点
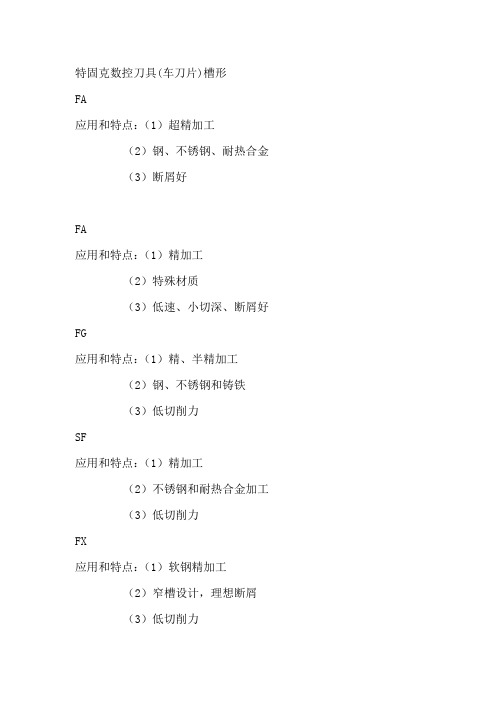
特固克数控刀具(车刀片)槽形FA应用和特点:(1)超精加工(2)钢、不锈钢、耐热合金(3)断屑好FA应用和特点:(1)精加工(2)特殊材质(3)低速、小切深、断屑好FG应用和特点:(1)精、半精加工(2)钢、不锈钢和铸铁(3)低切削力SF应用和特点:(1)精加工(2)不锈钢和耐热合金加工(3)低切削力FX应用和特点:(1)软钢精加工(2)窄槽设计,理想断屑(3)低切削力FC应用和特点:(1)完美精加工(2)低碳钢和低碳合金钢(3)外圆和端面车削断屑良好FM应用和特点:(1)钢件加工(2)三维切削槽型使断屑槽更佳(3)从半精加工到半中等加工,适用范围广的解决方案MC应用和特点:(1)中等加工(2)钢和铸铁(3)高强度前角(4)中等车削加工时断屑好FT应用和特点:(1)钢件加工(2)齿状断屑槽,良好的排屑性能(3)半精到中等加工(4)适用汽车零部件加工PC应用和特点:(1)中等到半精加工(2)钢件和汽车零部件加工(3)高强度前角(4)中等车削加工时断屑好VF应用和特点:(1)细长工件加工(2)降低震动(3)钢和不锈钢(4)大前角降低切削力ML应用和特点:(1)中轻加工(2)不锈钢、钢和铝合金(3)大前角设计、降低切削力和减少积屑瘤的产生MP应用和特点:(1)中等加工(2)钢和不锈钢(3)大前角提供稳定的加工条件MM应用和特点:(1)钢和不锈钢一般加工(2)正前脚提供优异的排屑能力EM应用和特点:(1)中等加工(2)不锈钢(3)锋利刃口获得低切削力MT应用和特点:(1)中粗加工(2)钢、铸铁和不锈钢(3)通用型韧性前脚MG应用和特点:(1)中粗加工(2)钢和铸铁(3)高强度前角(4)适合手动车床ET应用和特点:(1)特殊材质的粗加工(2)低切削力(3)粗加工时断屑范围广RT应用和特点:(1)粗加工(2)钢和铸铁(3)高强度前脚KT应用和特点:(1)铸铁的粗加工(2)稳定的大支撑面(3)可靠、性能稳定HB应用和特点:(1)中等重切粗加工(2)钢和合金钢(3)双面中等重加工车刀片(4)与刀座稳定的结合面RH(N)应用和特点:(1)高近给粗加工(2)钢、不锈钢和铸铁(3)高强度前角RX应用和特点:(1)中等重切粗加工(2)钢、不锈钢和铸铁(3)高强度刃口(4)低切削力RH应用和特点:(1)粗加工(2)钢、不锈钢和铸铁(3)高强度前角EH应用和特点:(1)不锈钢、中碳钢重切(2)低切削力适合不锈钢加工(3)可靠,性能稳定(4)特别设计的断屑槽提供优异的排屑性能(5)单面刀片HT应用和特点:(1)重切削加工(2)低切削力适合小功率机床(3)改变的倒棱及弯曲的断屑槽得到优异的断屑HD应用和特点:(1)重切粗加工(2)适合各种轴、连杆和造船部件的应用(3)弯曲的断屑槽提供优异的排屑性能HY应用和特点:(1)重切粗加工(2)大切深、高近给(3)大角度的大棱获得极高的刃口强度HZ应用和特点:(1)重切粗加工(2)大切深、高近给(3)大角度的大棱获得极高的刃口强度(4)适合高切削参数WS应用和特点:(1)超精加工(2)钢、不锈钢和铸铁(3)低切削力和优异的切屑控制WT应用和特点:(1)中粗加工(2)钢、不锈钢和铸铁(3)在高近给下切削力低且切削稳定HNMG型GU应用和特点:(1)中等加工(2)钢件和铸铁的通用车削(3)高强度前脚SU应用和特点:(1)特殊材质加工(2)不锈钢、超合金、低碳钢、低碳合金钢(3)锋利刃口减小积屑瘤FA应用和特点:(1)超精加工(2)紧凑型断屑槽(3)断屑好FG应用和特点:(1)精加工到中轻加工(2)钢和不锈钢(3)低切削力(4)断屑好FX应用和特点:(1)轻质钢的精加工(2)窄槽设计,断屑好PC应用和特点:(1)中等加工(2)适合多种材料的加工(3)低切削力MT应用和特点:(1)中等加工到中粗加工(2)钢、不锈钢和铸铁(3)通用加工用负前角PMR-应用和特点:(1)中等加工到重粗加工(2)钢、不锈钢和铸铁(3)正前角RA应用和特点:(1)断续重切削(2)钢、不锈钢和铸铁(3)优异的排屑槽CMX-应用和特点:(1)高进给粗加工(2)钢、不锈钢和铸铁(3)高强度前角。
切屑种类及断屑
用较大前角的刀具, 以较高的切削速度加工 塑性金属材料时,容易 产生这种切屑。
粒状切屑
均匀的颗粒状切 屑,小前角刀具, 以很低的切削速 度加工塑性金属 材料时,容易产 生这种切屑。
1.切屑的种类 崩碎切屑
切削脆性材料 (铸铁、黄铜等) 时,切削层在弹性 变形后,几乎不经 塑性变形阶段,突 然崩裂而形成的切 屑。
由上式可以看出,当背吃刀量ap增大或者 主偏角κr减小时,切削层公称宽度bD增大。
(3)切削层公称横截面积AD 在主切削刃 选定点的基面内,切削层的截面面积,称 为切削层公称横截面积。车削切削层公称 横截面为
AD = hD bD = f ap
切屑控制:
“不可接受”的切屑:切削条件恶劣导致。 影响主要有拉伤工件的已加工表面;划伤 机床;造成刀具的早期破损;影响操作者 的安全。
粒状 切屑
在节状切屑的整个剪切面 上,切应力超过了材料的 破裂强度时,整个单元被 切离形成粒状切屑
在加工塑性较差 的材料时,采用 较小的前角或负 前角的刀具并以 极低的切削速度、 大的切削深度和 进给量进行切削 时形成的
崩碎 切屑
切削层金属发生弹性变形 后,一般不经过塑性变形 就突然崩裂而形成形状不 规则的崩碎切屑
断屑槽的基本形式:
L:切屑在前刀面上的接触长度 R:卷屑槽半径
最常见的切屑形状有:带状屑、C形屑、 崩碎屑、螺卷屑、长紧卷屑、头发状眷属、 宝塔状卷屑等。
其中带状屑连绵不断,经常缠绕工件或刀 具表面,且不易清除。不仅划伤工件表面、 损坏刀具,而且极易伤人。因此,除特殊 情况下,应尽量避免带状屑。
通常采用断屑的方法、即将带状屑折断成 为粒状、半环形状、螺旋状等。
金属切削过程之断屑
• 但切屑不能太长,否则会妨碍操作, 并使切屑清理困难。
发条状切屑
• 形成条件:当车刀卷屑槽的宽度和 槽底半径较大时,切屑卷曲后与工 件过渡表面相碰而形成发条状卷屑。
• 特点:这种切屑是重型车床上采用 大ap、大f车削钢件时的理想屑形。
切屑伤人的预防
• 操作者要采取防范措施。为防止切屑伤人,操作者应对 车床作好定期检查,在操作中必须遵守车削安全操作规 程。为保证车削加工中切屑不伤人,操作者尤应做到:
• (1)穿紧身防护服,袖口不要敞开,领口也不 要敞开,长发者要戴防护帽或剪短发;不要戴手 套操作。为防止崩碎切削伤害眼睛,操作者还应 戴护目镜
形大,易断屑 • κr增大,切屑厚度增大,使切屑卷曲时塑
性变形大,易断屑。 • λs也可通过改变切屑流向来影响断屑
• 二、切削用量
• 切削三要素中对断屑影响最大的是f,其次 是ap和vc.
• 增大f能使切屑厚度增大,塑性变形大,易 断屑
• 增大ap,不易断屑
• 增大vc能使切屑的塑性增大,变形减小 , 不易断屑
紫铜不锈钢等高塑性材料?f和ap大时断屑槽要宽一些?通常在车削中碳钢时断屑槽的宽度约为10倍的f?在车削合金钢时断屑槽的宽度约为10倍的f切屑伤人的原因?操作者没穿戴合适的防护服和防护用具如穿过于肥大的衣服戴手套操作不戴护目镜等操作时不小心被切屑挂住绞入旋转部位或切屑伤害操作者外露部位如眼睛等?被抛出的崩碎切屑或带状切屑打伤划伤或灼伤?在车床运转中用手清除切屑而发生伤害事故
金属切削过程之断屑
断屑原因
• 切屑折断就是因切屑的变形所致。 • 切屑变形包括两部分: • 第一部分:基本变形----冷作硬化 • 第二部分:附加变形----流动过程卷曲
特固克车刀片 断屑槽对应应用和特点
特固克数控刀具(车刀片)槽形FA应用和特点:(1)超精加工(2)钢、不锈钢、耐热合金(3)断屑好FA应用和特点:(1)精加工(2)特殊材质(3)低速、小切深、断屑好FG应用和特点:(1)精、半精加工(2)钢、不锈钢和铸铁(3)低切削力SF应用和特点:(1)精加工(2)不锈钢和耐热合金加工(3)低切削力FX应用和特点:(1)软钢精加工(2)窄槽设计,理想断屑(3)低切削力FC应用和特点:(1)完美精加工(2)低碳钢和低碳合金钢(3)外圆和端面车削断屑良好FM应用和特点:(1)钢件加工(2)三维切削槽型使断屑槽更佳(3)从半精加工到半中等加工,适用范围广的解决方案MC应用和特点:(1)中等加工(2)钢和铸铁(3)高强度前角(4)中等车削加工时断屑好FT应用和特点:(1)钢件加工(2)齿状断屑槽,良好的排屑性能(3)半精到中等加工(4)适用汽车零部件加工PC应用和特点:(1)中等到半精加工(2)钢件和汽车零部件加工(3)高强度前角(4)中等车削加工时断屑好VF应用和特点:(1)细长工件加工(2)降低震动(3)钢和不锈钢(4)大前角降低切削力ML应用和特点:(1)中轻加工(2)不锈钢、钢和铝合金(3)大前角设计、降低切削力和减少积屑瘤的产生MP应用和特点:(1)中等加工(2)钢和不锈钢(3)大前角提供稳定的加工条件MM应用和特点:(1)钢和不锈钢一般加工(2)正前脚提供优异的排屑能力EM应用和特点:(1)中等加工(2)不锈钢(3)锋利刃口获得低切削力MT应用和特点:(1)中粗加工(2)钢、铸铁和不锈钢(3)通用型韧性前脚MG应用和特点:(1)中粗加工(2)钢和铸铁(3)高强度前角(4)适合手动车床ET应用和特点:(1)特殊材质的粗加工(2)低切削力(3)粗加工时断屑范围广RT应用和特点:(1)粗加工(2)钢和铸铁(3)高强度前脚KT应用和特点:(1)铸铁的粗加工(2)稳定的大支撑面(3)可靠、性能稳定HB应用和特点:(1)中等重切粗加工(2)钢和合金钢(3)双面中等重加工车刀片(4)与刀座稳定的结合面RH(N)应用和特点:(1)高近给粗加工(2)钢、不锈钢和铸铁(3)高强度前角RX应用和特点:(1)中等重切粗加工(2)钢、不锈钢和铸铁(3)高强度刃口(4)低切削力RH应用和特点:(1)粗加工(2)钢、不锈钢和铸铁(3)高强度前角EH应用和特点:(1)不锈钢、中碳钢重切(2)低切削力适合不锈钢加工(3)可靠,性能稳定(4)特别设计的断屑槽提供优异的排屑性能(5)单面刀片HT应用和特点:(1)重切削加工(2)低切削力适合小功率机床(3)改变的倒棱及弯曲的断屑槽得到优异的断屑HD应用和特点:(1)重切粗加工(2)适合各种轴、连杆和造船部件的应用(3)弯曲的断屑槽提供优异的排屑性能HY应用和特点:(1)重切粗加工(2)大切深、高近给(3)大角度的大棱获得极高的刃口强度HZ应用和特点:(1)重切粗加工(2)大切深、高近给(3)大角度的大棱获得极高的刃口强度(4)适合高切削参数WS应用和特点:(1)超精加工(2)钢、不锈钢和铸铁(3)低切削力和优异的切屑控制WT应用和特点:(1)中粗加工(2)钢、不锈钢和铸铁(3)在高近给下切削力低且切削稳定HNMG型GU应用和特点:(1)中等加工(2)钢件和铸铁的通用车削(3)高强度前脚SU应用和特点:(1)特殊材质加工(2)不锈钢、超合金、低碳钢、低碳合金钢(3)锋利刃口减小积屑瘤FA应用和特点:(1)超精加工(2)紧凑型断屑槽(3)断屑好FG应用和特点:(1)精加工到中轻加工(2)钢和不锈钢(3)低切削力(4)断屑好FX应用和特点:(1)轻质钢的精加工(2)窄槽设计,断屑好PC应用和特点:(1)中等加工(2)适合多种材料的加工(3)低切削力MT应用和特点:(1)中等加工到中粗加工(2)钢、不锈钢和铸铁(3)通用加工用负前角PMR-应用和特点:(1)中等加工到重粗加工(2)钢、不锈钢和铸铁(3)正前角RA应用和特点:(1)断续重切削(2)钢、不锈钢和铸铁(3)优异的排屑槽CMX-应用和特点:(1)高进给粗加工(2)钢、不锈钢和铸铁(3)高强度前角。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
断屑槽型PCBN/PCD刀片及断屑效果图收藏!
(一)不带断屑槽的PCD/PCBN刀片的切削效果图
一般情况下,车削加工是单刃连续切削加工,如果不采取断屑措施,切削不会自然折断。
如下图所示,用不带断屑槽刀片的切削效果。
这样,不仅影响切削质量与生产率,还比较容易发生安全事故。
因此,断屑对车削加工十分重要。
(二)带断屑槽的PCD/PCBN刀片的切削效果图
使用断屑槽可以消除切屑缠绕问题,实现高效率、无故障的切削加工,断屑效果如下图。
随着工业技术的发展,难加工材料的应用越来越多,加工中断屑的问题更加突出,诸如现代航空和汽车制造业大量使用轻型铝合金材料,其目的是减轻飞机和汽车的重量,进而降低对驱动功率的需求。
由于某些高强度锻造铝合金在切削加工时具有产生有害的缎带形切屑和螺旋形切屑的趋势,因此给加工造成了严重的问题。
此类切屑不仅会影响刀具的切削性能,还可能对机床造成损坏,导致在加工过程中不得不频频停机,以清理被切屑堵塞的区域;
铝合金活塞
铝合金型材
铝合金压铸件
铝合金花鼓
铝合金腔体
碳纤维汽车零部件
更多断屑槽型PCBN/PCD刀片可来图/来样加工制造刀具材质也不停的更新换代,而且随着超硬刀具材质的应用,尤其是超硬金刚石和立方氮化硼刀具,普通PCD/PCBN刀片由于没有断屑槽导致切屑过长,给连续加工和工件表面质量带来很大问题,但对于具有超高硬度的PCBN/PCD 刀具,设计和制造断屑槽的难度非常大,目前国内也只有为数不多的企业能够制造PCD/PCBN刀片断屑槽,采用当今世界上较为先进的激光雕琢技术,可在刀具的前刀面上加工立体形状,满足定位、断屑等要求,实现了金刚石刀片的断屑槽制造甚至设计,使得超硬刀具具有真正意义上的三维断屑槽!
华菱超硬PCBN/PCD断屑槽刀片优势:优异的断屑性能,避免切屑缠绕工件或刀具,保证良好的工件表面质量和刀具使用寿命。
PCBN
断屑槽刀片
PCD/PCBN
断屑槽轮毂刀
PCD/PCBN
断屑槽
PCD/PCBN
断屑槽PCD/PCBN
断屑槽PCD/PCBN
断屑槽PCD
带断屑槽型标准刀片PCD 带断屑槽型标准刀片
PCD
带断屑槽型标准刀片PCD
带断屑槽型标准刀片PCD
带断屑槽型标准刀片PCD
带断屑槽型标准刀片PCD
带断屑槽型标准刀片PCD 带断屑槽型标准刀片
更多断屑槽型PCBN/PCD 刀片可来图/来样加工制造
(三)延伸阅读:断屑相关知识简介
1、处理断屑的加工要求:
(1)要使断屑顺畅,而且不影响正常的切削;
(2)控制切屑的体积,使切屑在处理、保管、搬运时更容易;
(3)切屑要在不缠绕工件、车刀或造成附属装置发生故障的情况下排出。
2、断屑槽的作用:
断屑槽是影响切屑机械强度的重要因素。
这是由切屑内侧产生的“裂纹”状态来决定的。
1)尽可能加深切屑内侧的“纹路”,不让切屑自由弯曲,产生具有一定刚性程度的“裂纹”,使断屑更容易;
2)刀片的断屑槽部分控制了切屑的流向,使切屑的前端碰到工件或后刀面而断屑。
3、断屑槽刀片有什么好处?
(1)使断屑排除顺畅,不影响正常的切削加工;
(2)控制切屑的体积,使切屑在处理、保管、搬运时更容易;
(3)在不缠绕工件、车刀或造成附属装置发生故障的情况下排除断屑。