1封头
封头质量证明书1
封头质量证明书1
封头质量证明书
封头编号:[封头编号]
制造商:[制造商]
经过严格测试和质量控制的证明,我们制造的封头符合以下要求和标准:
材料要求
1. 采用优质的不锈钢材料制造,具有耐腐蚀和耐高温的特性。
2. 材料符合 [相关国家/行业] 标准,具备良好的机械性能和化学性能。
3. 所有材料的化学成分、力学性能和物理性能测试都符合标准要求。
制造工艺
1. 采用先进的封头加工设备和工艺,确保尺寸精度和密封性能良好。
2. 所有工艺环节按照 [相关国家/行业] 标准进行控制,确保制造质量和产品一致性。
3. 压力测试和泄漏测试等工艺步骤都按照标准规定进行,确保封头的安全性和可靠性。
检测和测试
1. 产品经过严格的质量检测和测试,包括尺寸测量、化学成分分析、力学性能测试等。
2. 所有检测和测试都符合 [相关国家/行业] 标准,确保产品质量和合格率。
质量保证
1. 我们承诺提供优质的封头产品,确保产品质量和满足客户需求。
2. 我们的封头享有 [相关国家/行业] 质量保证,确保在正常使用条件下的安全可靠性。
凭借我们先进的制造工艺、严格的质量控制和优质的材料,我们的封头符合相关国家/行业标准要求,并且具备良好的机械性能和化学性能。我们将持续改进和提升制造工艺,致力于为客户提供更优质的产品和服务。
[制造商签名]
[制造商名称]
[日期]
最新封头直径展开计算1(压力容器设计计算表格)
D0=D+△
数值 3000 10 25 3010 3578.259 3676.5 3631.9 10
3588.259
单位 mm mm mm mm
mm
mm mm
8 切割余量 9 封头毛坯直径
符号 Dn t r h d Dm
D
△ D0
符号 Dn t h Dm
D
△ D0
给定
计算或数据来源
数值 182
给定
6
给定
25
给定
Βιβλιοθήκη Baidu24
Dn-2r
132
Dn+t
188
等弧长法:D=d+3.14*(r+t/2)+2*h
267.92
等面积法:D=((d+3.14*(r+t/2))^2+4*Dm*h)^0.5 257.7068
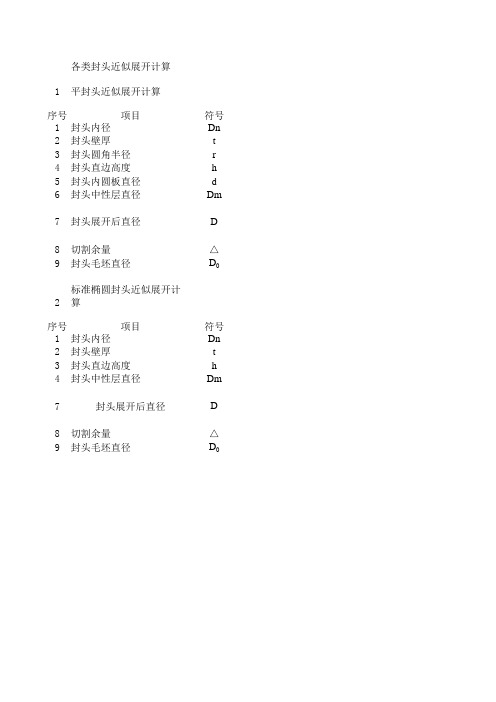
各类封头近似展开计算
1 平封头近似展开计算
序号
项目
1 封头内径
2 封头壁厚
3 封头圆角半径
4 封头直边高度
5 封头内圆板直径
6 封头中性层直径
7 封头展开后直径
8 切割余量 9 封头毛坯直径
标准椭圆封头近似展开计 2算
序号
项目
1 封头内径
2 封头壁厚
3 封头直边高度
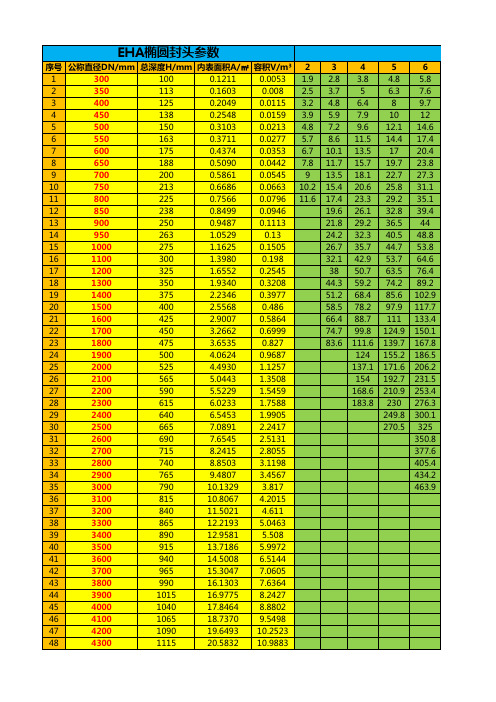
椭圆封头参数表
41
3600
940
14.5008 6.5144
42
3700
965
15.3047 7.0605
43
3800
990
16.1303 7.6364
44
3900
1015
16.9775 8.2427
45
4000
1040
17.8464 8.8802
46
4100
1065
18.7370 9.5498
47
4200
1090
556 650.1 744.5 839.3 934.5
603.9 706 808.4 911.3 1014.6
653.7 764.1 875 986.3 1098
705.5 824.6 944.2 1064.2 1184.6
759.3 887.4 1016 1145 1274.5
815 952.5 1090.4 1228.9 1367.8
21.5389 22.5162 23.5152 24.5359 25.5782 26.6422 27.7280 28.8353 29.9644 31.1152 32.2876 33.4817 34.6975 35.9350 37.1941 38.4749 39.7775
11.7588 12.5644 13.406 14.2844 15.2003 16.1545 17.1479 18.1811 19.255 20.3704 21.5281 22.7288 23.9733 25.2624 26.5969 27.9776 29.4053
压力容器零部件设计1封头设计
设计问题: 1球形封头与圆筒连接
椭圆形封头的最小厚度
标准椭圆形封头:δe≥0.15%Di
非标准椭圆形封头:δe≥0.30%Di
设计问题: 1凸形封头与法兰连接(GB150 7.6)
内压碟形封头
壁厚:
MPC Ri 2[ ]t 0.5PC
最大允许工作压力:
[PW
]
五、锥形封头
外压锥形封头
等效圆筒
与外压圆筒的壁厚计算方法相同
六、圆形平盖
GB/T25198-2010压力容器封头 几点变化
END
大值:
(3.2)当能够保证在任何情况下封头两侧的压力同时作
用时,可以按封头两侧的压力差进行计算:
(4)与封头连接的圆筒 在任何情况下,与球冠形封头连接的圆筒厚度应不小于
封头厚度。否则,应在封头与圆筒间设置加强段过渡连接。 圆筒加强段的厚度应与封头等厚;端封头一侧或中间封头两 侧的加强段长度L均应不小于2 0.5Di δ,如下图7—4所示。
式中:Q——系数,由GB150图7—5查取。
(2) 受外压(凸面受压)球冠形端封头
封头的计算厚度按下列两种方法确定,取其较大值:
a) 按球形封头计算公式确定的外压球壳厚度;
b) 按式(7-6)计算得到的厚度。
(3) 两侧受压的球冠形中间封头
(3.1)当不能保证在任何情况下封头两侧的压力都同时
国标封头高度

国标封头高度
国标封头高度是指钢制法兰连接中的法兰高度,也是法兰连接中一项重要的尺寸参数。国标封头高度的确定涉及到许多因素,包括工作压力、介质、温度等,是保证法兰连接安全可靠的关键因素之一。在工程设计中,法兰连接是常用的管道连接方式之一,特别适用于需要频繁拆卸和维修的场合。而国标封头高度的设计和选择则是确保法兰连接的密封性和可靠性的重要一环。
国标封头高度的选择与工作压力密切相关。一般来说,工作压力越大,需要选择更高的国标封头高度,以保证法兰连接的密封性。在设计中,需要根据工作压力确定合适的国标封头高度,以满足系统的安全运行要求。
介质的性质也是选择国标封头高度的重要考虑因素之一。不同的介质对法兰连接的要求不同,例如腐蚀性介质需要选择更高的国标封头高度,以防止介质泄漏。因此,在选择国标封头高度时,需要考虑介质的性质和特点,以确保法兰连接的耐腐蚀性和密封性。
温度也是选择国标封头高度的重要考虑因素之一。在高温工况下,材料的热膨胀系数会发生变化,因此,需要选择合适的国标封头高度,以保证法兰连接在热膨胀的作用下仍然能够保持良好的密封性。在国标封头高度的设计过程中,还需要考虑其他一些因素,如法兰连接的材料、连接方式等。材料的选择对国标封头高度有一定影响,
不同材料的强度和刚度不同,因此需要根据实际情况选择合适的国标封头高度。此外,连接方式的选择也会影响国标封头高度的设计,如螺纹连接、对焊连接等,需要根据实际情况选择合适的国标封头高度。
国标封头高度的设计和选择是确保法兰连接安全可靠的重要一环。在设计过程中,需要考虑工作压力、介质性质、温度等因素,以选择合适的国标封头高度。同时,还需要考虑材料和连接方式等因素的影响。只有在综合考虑各种因素的基础上,才能设计出满足要求的国标封头高度,保证法兰连接的安全运行。
封头计算公式范文
封头计算公式范文
封头计算是指对容器的顶部进行设计和计算,以确保容器的密封性和结构稳定性。在工程设计中,封头的计算非常重要,因为它直接关系到容器的安全和使用寿命。
封头一般分为两种类型:平底封头和拱形封头。平底封头是指顶部呈平面形状的封头,适用于轻质容器或需要直接触及顶部的应用。拱形封头是指呈拱形的封头,适用于重负荷容器或需要抵抗外部压力的应用。下面将分别介绍这两种封头的计算公式。
1.平底封头计算公式:
平底封头的计算公式主要包括以下几个参数:
-厚度(t):封头厚度的选择要根据容器的工作条件和材料强度来确定。
-直径(D):封头直径是容器顶部直径的一半。
-强度系数(K):用于考虑封头受到的载荷,通常取2.4-3.0。
根据这些参数,可以计算平底封头的最小厚度(tm):
tm = K * P * D / (2 * S - 0.2 * P)
其中,P为设计压力,S为材料的抗拉强度。需要注意的是,在计算时需保证tm大于等于t,并且tm的值要满足实际工作条件。
2.拱形封头计算公式:
拱形封头的计算公式主要包括以下几个参数:
-厚度(t):封头厚度的选择要根据容器的工作条件和材料强度来确定。
-半径(r):拱形封头的顶部半径。
-强度系数(K1):用于考虑封头受到的载荷,通常取1.5-2.0。
-曲率半径系数(K2):用于调整拱形封头的曲率半径,一般取
0.06-0.15
根据这些参数,可以计算拱形封头的最小厚度(tm):
tm = K1 * P * r / (2 * S - 0.2 * P) + K2 * r
其中,P为设计压力,S为材料的抗拉强度。同样地,在计算时需保
1封头
QB/XZ-C03-07/1-2009 压力容器制造通用工艺守则
椭圆封头
执行标准: JB/T4746-2002
1.放样准备:按产品所需材料、确定标记。
计算下料尺寸,D=(D i+δS)+2h D:下料直径 Di:封头内直径h:直边高度
δS:材料厚度(注:此公式仅适用于标准椭圆封头)
找中心点D/2、打中心点、划圆线D。
作材料标记移植。
检验坯料尺寸,确认材料标记。
按下料线气割,清除毛刺和割边氧化物。
坡口表面要求:
a)坡口表面不得有裂纹、分层、夹杂等缺陷。
b)标准抗拉强度下限值σb>540MPa的钢板及Ci-Mo低合金钢经火焰切割的坡口表面,应用砂轮打磨平滑,并应对加工表面进行磁粉或渗透检测。
c)施焊前,应清除坡口及其母材两侧表面20mm范围内(以离坡口边缘的距离计)的氧化物、油污、熔渣、灰尘、铁粉及其他有害杂质。
2.拼接
材料面积受限制时可允许拼接,但必须符合GB150-98(10.2.3.1)条之规定封头各种不相交的拼焊焊缝中心线间距离至少应该为封头钢材厚度δs的3倍,且不小于100mm。
放样前应同时制作样板,坯料周边放适当的修割余量,并应注上标记和材料标记移植。
检验坯料和划线尺寸,确认材料标记。
拼板前的焊接工艺评定,应按JB4708-2000进行。
焊接工艺评定报告、焊接工艺规程、施焊记录集焊工的识别标志的保存期,根据封头所采用的设计标准,应分别符合~的有关规定。
先拼板后成形的椭圆形、碟形与球冠形封头内表面拼焊焊缝,以及影响成形质量的外表面拼焊焊缝,在成形前应将焊缝余高打磨至与母材齐平。
封头执行标准

封头执行标准
封头执行标准是指用于验证封头产品是否符合特定要求的测试和评估方法的集合。它是确保封头产品质量和性能的重要依据,广泛应用于石油、化工、食品、制药等行业。
一、封头执行标准的分类
封头执行标准按照用途和产品类型可分为不同的分类,以下是一些常见的分类:
1. 尺寸和几何要求:包括外径、内径、高度、厚度等尺寸参数的测量方法和要求。
2. 材料要求:涉及材料的化学成分、物理性能、力学性能等指标的检测和评估方法。
3. 焊接要求:包括焊缝质量、焊接工艺要求、焊接材料要求等方面的测试和评估方法。
4. 密封性能要求:涉及气密性、液密性等指标的测试方法和要求。
5. 承压性能要求:包括爆裂压力、耐压性能等方面的试验方法和评估要求。
6. 表面处理和防腐要求:包括表面光洁度、喷涂质量、防腐性能等方面的测试和评估方法。
二、封头执行标准的参考内容
1. 封头尺寸和几何要求的参考内容:
- 外径测量方法:使用量规、卡尺或测微计等工具进行测量,
并对结果进行记录和分析。
- 高度和厚度测量方法:使用高度计或螺旋测微器等工具进行
测量,并对结果进行记录和分析。
2. 封头材料要求的参考内容:
- 化学成分检测:采用光谱分析仪器进行材料化学成分的检测,并与要求的标准进行比较。
- 物理性能测试:包括硬度、密度、热膨胀系数等指标的测定
方法和要求。
3. 封头焊接要求的参考内容:
- 焊缝质量评估方法:通过视觉检查、尺寸测量、X射线检测
等方法来评估焊缝的质量。
- 焊接工艺要求:包括焊接工艺参数、焊接材料选择等方面的
要求。
4. 封头密封性能要求的参考内容:
1米高封头容积标准
1米高封头容积标准
根据国际标准,1米高封头的容积应遵循以下规定。首先,封头的形式可以是半球形、楔形或者扁平圆形。其次,容积的计算应基于封头的几何形状,并使用相应的数学公式。例如,半球形封头的容积计算公式为V = (π/6) × D³,其中V代表容积,π是圆周率,D是封头直径。最后,为了确保容积的准确性,封头的生产和测量应符合相关的工艺标准,并使用适当的测量设备和方法。
封头标准规格尺寸
封头标准规格尺寸
在设计和排版印刷品的过程中,封头是非常重要的部分,它不
仅是书籍、杂志、报纸等印刷品的封面,也是这些印刷品的门面和
代表。因此,封头的规格尺寸设计非常关键,它直接影响着印刷品
的外观和质量。本文将围绕封头的标准规格尺寸展开讨论,希望能
为文档创作者提供一些有益的参考和指导。
首先,我们来看一下封头的标准规格尺寸。一般来说,封头的
规格尺寸是根据印刷品的具体尺寸来确定的。以书籍为例,常见的
封头规格尺寸包括16开、32开、64开等。其中,“开”是一个相
对单位,表示开本的意思,也就是书的开数。16开的封头规格尺寸
为185mm×260mm,32开的封头规格尺寸为130mm×185mm,64开的
封头规格尺寸为92mm×130mm。当然,这只是一般情况下的规格尺寸,实际情况还需要根据印刷品的具体要求来确定。
其次,封头的规格尺寸设计需要考虑到印刷品的整体风格和设
计理念。不同的印刷品可能会有不同的封头规格尺寸设计,比如文
学作品可能会选择较大的封头规格尺寸,以突出作品的气质和内涵;而科技类书籍可能会选择较小的封头规格尺寸,以突出作品的严谨
和专业。因此,在确定封头的规格尺寸时,需要考虑到印刷品的内
容特点和读者群体的需求,力求与整体风格和设计理念相匹配。
另外,封头的规格尺寸设计还需要考虑到印刷工艺的要求。不
同的印刷工艺可能会对封头的规格尺寸提出不同的要求,比如平装
书籍和精装书籍的封头规格尺寸就有所不同。在进行规格尺寸设计时,需要充分了解印刷工艺的特点和要求,确保封头的规格尺寸能
够与印刷工艺相适应,达到最佳的印刷效果。
封头知识

封头几何图形
GB150-98JB/T4737-95
名称断面形状
椭
圆
形
封
头
类型代号常用形状参数符号说明可加工范围
EH Di/(2hi)=2
Di-封头内径
h-直边高度
hi-曲面高度
II-封头总高度
δn -封头名义厚度
Di-ф159-ф7500 GB150-98JB/T4737-95
名称断面形状
碟
形
封
头
类型代号常用形状参数符号说明可加工范围
DH R=1025Di
r=0.070Di
RI-顶圆半径
Di-封头内径
r-过渡弧半径
H-封头总高度
h-直边高度
hi-曲面高度
δn -封头名义厚度
Di-ф350-ф5200
GB150-98
名称断面形状
半
球
形
封
头
类型代号常用形状参数符号说明可加工范围
HH R≥0.5Di Di-封头内径
R-封头半径
h-直边高度
δn -封头名义厚度
Di-ф400-ф3600 GB/1618
名称断面形状
折
边
平
封
头
类型代号常用形状参数符号说明可加工范围
FH r≥δn Di-封头内径
r-圆角半径
h-直边高度
δn -封头名义厚度
Di-ф350-ф7000 GB/1618
名称断面形状
球
冠
形
封
头
类型代号常用形状参数符号说明可加工范围
SH R=Dn Di-炉胆内径
H-波深
R-炉胆波半径
Di-ф1000-ф4000
L -波距
δn -炉胆名义厚度
JB/T4738 ~39 - 95
名称断面形状
大
端
折
边
锥
形
封
头
(60 90度)
类型代号常用形状参数符号说明可加工范围
CH r≥0.5Di
a=30度
a=45度
Di-大端内径
r-过渡圆角半径
H-锥体总高度
h-直边高度
ho-锥体高度
δn -封头名义厚度
Di-ф300-ф3000
球形封头标准规格尺寸表
球形封头标准规格尺寸表
1.材料:球形封头一般采用以下材料制作:
-不锈钢:304、304L、316、316L等。
-碳钢:Q235B、Q345R等。
-合金钢:16MnR、15CrMo等。
-其他特殊材料:根据特殊要求,如钛合金、镍合金等。
2.直径(D):球形封头的直径是指封头圆形截面的直径。
-更大直径的球形封头可以依据项目需求进行定制。
3.壁厚(t):球形封头的壁厚是指封头的厚度。
- 标准壁厚范围:3mm至200mm。
-壁厚也可以根据具体需求进行定制。
4.球弧半径(r):球形封头的球弧半径是指封头球形截面的曲率半径。
-标准半径范围:等于直径的10%至50%。
-更小或更大的半径可以根据具体需求进行定制。
5.连接方式:球形封头可以通过焊接或螺栓连接进行安装。
-焊接方式:球形封头可以采用焊接在容器或管道上。
-螺栓连接方式:球形封头可以采用螺栓和螺母连接在容器或管道上。
6.表面处理:球形封头的表面可以进行多种处理,以提高其抗腐蚀性
和耐久性。
-酸洗:将球形封头浸入酸性溶液中清除氧化皮,以提高表面质量。
-喷砂:通过高速喷射砂粒使封头表面凹凸不平,增加摩擦力或装饰
效果。
-镜面抛光:利用高速旋转的抛光盘将球形封头表面处理至光亮如镜。
常用封头规格
为了改善搅拌效果,同时减少搅拌阻力,常常把平直桨叶安装成一定的角度,倾斜角度α一般应小于90o,45o左右的较常用。另一种与倾斜安装类似的结构是折叶桨,这种结构使桨叶部分扭转而中间连接部分仍保持平直形式,它既起到了倾斜桨叶改善搅拌效果作用,又简化了连接方法,也被广泛采用。
2.框式与锚式搅拌器框式与锚式搅拌器结构相似,它的特点是起搅拌作用的框架能增大搅拌范围,并带走容器壁面上的残留物料液层。这种类型的搅拌器,其外形轮廓与容器壁形状相似,底部形状为适应罐底轮廓,多为椭圆或锥形等。为了增大对高利度物料的适应范围及提高奖叶的刚度,常常在框式与锚式的主体架上增加一些加强筋。框式与锚式搅拌轴的连接方式类似于桨式。
其联接形式有:a、对于小型桨叶常加工成整体焊接形式,为不可拆卸结构,这种结构制造方便,但强度不大,不能拆换桨叶,常用于小直径容器中。b、为螺栓连接方式,依靠桨叶与轴的摩擦力带动桨叶旋转。这种结构拆卸方便,但功率大时容易产生打滑现象而不能正常运转,多用于小功率设备中。c、结构是b型结构的改进型,把圆轴改成方轴,这样可克服打滑现象,但轴的加工困难。d、为键连接方式,它兼有以上几种结构的优点,被广泛采用。
JB-T4746-2002钢制压力容器用封头解密

制作:逍遥浪子
E_Mail:dragon_flowers@
—JB/T4746-2002 —
- 2 - 钢制压力容器用封头
JB/T4746-2002
钢制压力容器用封头
1 范围
1.1本标准规定了钢制压力容器用封头的制造、检验、验收要求,同时给出了钢制压力容器用封头的常用型式与参数。
1.2本标准给出的型式与参数适用于表1所列出类型的整板或拼板采用冲压、旋压及巻制成形的钢制压力容器用封头。
1.3本标准规定的制造、检验与验收要求,既适用于表1所列类型的封头,也适用于其他型式与参数的整板或拼板采用冲压、旋压及巻制成形的钢制压力容器用椭圆形、碟形、折边锥形与球冠形封头。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB150-1998 钢制压力容器
GB /T1804-2000 一般公差未注公差的线性和角度尺寸的公差
JB4708-2000 钢制压力容器焊接工艺评定
JB4730-1994 压力容器无损检测
JB4732-1995 钢制压力容器----分析设计标准
压力容器安全技术监察规程原国家质量技术监督局1999年颁布。
3 符号
A ——封头内表面积,m2 ;
C1——钢材厚度负偏差,按相应钢板标准选取,mm;
DN ——封头公称直径(按表1规定),mm;
D i——椭圆形、碟形和球冠形封头内直径或折边锥形封头大端内直径,mm;
压力容器零部件的设计1封头的设计共38页
壁厚:
MP C R i
2[ ]t 0 .5 PC
最大允许工作压力:
[ PW
]
2 [ ] t e MR i 0 . 5 e
M 1 [3 Ri ]
4
r
wenku.baidu.com
r — 过渡区半径
标准碟形封头:M 1.325
碟形封头的最小厚度
标准碟形封头:δe≥0.15%Di 非标准碟形封头:δe≥0.30%Di
总结
4、无折边球形封头
按半球形封头计算壁厚
外压凸形封头
五、锥形封头
外压锥形封头
等效圆筒
与外压圆筒的壁厚计算方法相同
六、圆形平盖
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
END
压力容器零部件的设计1封 头的设计
压力容器零部件设计
郑州大学化工设备设计研究所 岳希明 13838097838 3887306(办)
α<30º
30º<α<60º
椭圆形封头的最小厚度
标准椭圆形封头:δe≥0.15%Di 非标准椭圆形封头:δe≥0.30%Di
换热器封头标准尺寸表
换热器封头标准尺寸表
换热器封头是换热器的重要组成部分,其尺寸标准直接影响着换热器的性能和安装使用。下面将介绍换热器封头的标准尺寸表,以便更好地了解和选择合适的封头尺寸。
1. 圆形换热器封头标准尺寸表。
直径(mm)壁厚(mm)凸缘高度(mm)。
300 6 40。
400 8 50。
500 10 60。
600 12 70。
700 14 80。
800 16 90。
900 18 100。
1000 20 110。
2. 方形换热器封头标准尺寸表。
长(mm)宽(mm)壁厚(mm)凸缘高度(mm)。
300 300 6 40。
400 400 8 50。
500 500 10 60。
600 600 12 70。
700 700 14 80。
800 800 16 90。
900 900 18 100。
1000 1000 20 110。
3. 椭圆形换热器封头标准尺寸表。
长轴(mm)短轴(mm)壁厚(mm)凸缘高度(mm)。300 200 6 40。
400 250 8 50。
500 300 10 60。
600 350 12 70。
700 400 14 80。
800 450 16 90。
900 500 18 100。
1000 550 20 110。
4. 不同材质换热器封头标准尺寸表。
材质壁厚(mm)凸缘高度(mm)。
碳钢 6-20 40-110。
不锈钢 6-20 40-110。
铝合金 6-20 40-110。
铜 6-20 40-110。
以上尺寸表仅供参考,实际选择封头尺寸时,需根据具体的换热器型号、工作压力、工作温度等因素进行综合考虑。在选择封头时,还需注意尺寸与换热器管束的匹配情况,确保封头与管束的连接紧密可靠,避免泄漏和安全隐患。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QB/XZ-C03-07/1-2009 压力容器制造通用工艺守则
椭圆封头
执行标准: JB/T4746-2002
1.放样准备:按产品所需材料、确定标记。
1.0计算下料尺寸,D=1.211(D i+δS)+2h D:下料直径Di:封头内直径h:直边高度
δS:材料厚度(注:此公式仅适用于标准椭圆封头)
1.1找中心点D/2、打中心点、划圆线D。
1.2作材料标记移植。
1.3检验坯料尺寸,确认材料标记。
1.4按下料线气割,清除毛刺和割边氧化物。
1.5坡口表面要求:
a)坡口表面不得有裂纹、分层、夹杂等缺陷。
b)标准抗拉强度下限值σb>540MPa的钢板及Ci-Mo低合金钢经火焰切割的坡口表面,应用砂轮打磨平滑,并应对加工表面进行磁粉或渗透检测。
c)施焊前,应清除坡口及其母材两侧表面20mm范围内(以离坡口边缘的距离计)的氧化物、油污、熔渣、灰尘、铁粉及其他有害杂质。
2.拼接
2.1材料面积受限制时可允许拼接,但必须符合GB150-98(10.2.
3.1)条之规定封头各种不相交的拼焊焊缝中心线间距离至少应该为封头钢材厚度δs的3倍,且不小于100mm。
2.2放样前应同时制作样板,坯料周边放适当的修割余量,并应注上标记和材料标记移植。
2.3检验坯料和划线尺寸,确认材料标记。
2.4拼板前的焊接工艺评定,应按JB4708-2000进行。
焊接工艺评定报告、焊接工艺规程、施焊记录集焊工的识别标志的保存期,根据封头所采用的设计标
准,应分别符合GB150.1~150.4-2010的有关规定。
先拼板后成形的椭圆形、碟形与球冠形封头内表面拼焊焊缝,以及影响成形质量的外表面拼焊焊缝,在成形前应将焊缝余高打磨至与母材齐平。
拼接焊接接头表面不得有裂纹、咬边、气孔、弧坑和飞溅物。
拼接焊接接头的返修,根据封头所采用的设计标准,应分别符合GB150.1~150.4-2010的有关规定。
2.5拼板的对口错边量b(见图1)不得大于钢材厚度δS的10%,且不大于1.5mm。
拼接复合钢板的对口错边量b(见图2)不得大于钢板复层厚度的30%,且不大于1.0mm。
2.6坯料送外协单位压制。
3.焊接:
3.1按工艺评定的参数及规范进行焊接,焊工必须按《锅炉压力容器压力管道焊工考试与管理规则》考试合格方能上岗,焊后按规定割除引、收弧板,并打上焊工钢印号(不锈钢用记号笔作标记)。
4.封头成形
4.1依据封头的类型、规格、材质,可采用冷冲压、热冲压、热旋压、冷卷、热卷等方法成形。
4.2成形封头的端部应切边,作为尺寸形状检测的测量基准,封头不允许毛边交货。端部如需要加工破口实时,坡口的形状与尺寸由供需双方在订货技术协议中确定。
4.3椭圆形、碟形、折边锥形封头的直边倾斜度确定方法见图3,倾斜度以符合表1为合格。测量封头直边倾斜度时,不应计入直边增厚部分。
图3
a封头切边后,在封头端面直径方向拉一根钢丝或放一直尺,用直角尺的一直角边与拉紧的钢丝或直尺重合,另一直角边与封头接触,在直边部位测量直角尺与封头间的最大距离即为封头的直边倾斜度。
表1
4.4封头与筒体对接是以外圆周长还是以内直径为基准,由供需双方订货技术协议确定,外圆周长公差与内直径公差应符合如下要求:
a)以外圆周长为对接基准的封头切边后,在直边部分端部用钢卷尺实测外圆周长,外圆周长公差应符合表2的要求。外圆周长的设计值为:π×D0或π(δS×2+Di),其中π取3.1416
表2
b)以内直径为对接基准的封头切边后,在直边部分实测等距离分布的四个内直径,取其平均值。内直径公差应符合表3的要求。
表3
4.5封头切边后,在直边部分实测等距离分布的四个内直径,以实测最大值与最小值之差作为圆度公差,圆度公差应不大于0.5%Di,且不大于25mm;当δS/Di<0.005,且δS<12mm时,应不大于0.8%Di,且不大于25mm。
4.6封头切边后,在封头端面任意两直径位置上放置直尺或拉紧钢丝,在直尺或钢丝交叉处垂直测量封头总深度(封头总高度),封头总深度(封头总高度)公差为(-0.2~0.6)%Di。
4.7用弦长相当于封头内直径的间隙样板,检查封头内表面的形状公差,如图4所示。检查时应使样板垂直于等测表面,允许避开焊缝进行测量。椭圆形、碟形、球冠形封头内表面的形状公差应符合以下要求:a)样板与封头内表面间的最大间隙:外凸不得大于1.25%Di;内凹不得大于0.625%Di。
b)样板轮廓曲线线性尺寸的极限偏差:按JB/T1804-2000中m级的规定。
图4
4.8椭圆形、碟形与折边锥形封头的直边部分不得存在纵向皱折,封头切边后,用直尺测量椭圆形、碟形与折边锥形封头的直边高度,当封头公称直径DN≤2000mm时,直边高度h宜为25mm;当封头公称直径DN>2000mm时,直边高度h宜为40mm。直边高度公差为(-5~10)%h。
4.9对于按规则设计的封头,成形封头实测的最小厚度不得小于封头名义厚度减去钢板厚度负偏差C1,但当设计图样标注了封头成形后的最小厚度,可按实测的最小厚度不小于图样标注的最小厚度验收。对于按分析设计的封头,实测的最小厚度不得小于封头设计厚度。封头成形厚度减薄率应符合表4的规定。
表4
4.10沿封头端面圆周00、900、1800、2700四个方向,用超声波测厚仪、卡钳或千分尺,在厚度的必测部位检测成形封头的厚度。
4.11椭圆形与碟形、折边锥形、球冠形封头厚度的必测部位,分别如图5、图6、图7所示。
注:数字处为测厚点。 图5
注:数字处为测厚点。
图6
注:数字处为测厚点。
图7
4.12封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度δS 的3倍,且不小于100mm 。封头由成形的瓣片和顶圆板拼接制成时,焊缝方向只允许是径向和环向的,如图8所示。
图8
4.13封头成形前按2.3.5打磨的拼焊焊缝表面,封头成形后在符合下列所有条件时,可低于相邻母材表面: a )焊缝部位实测的最小厚度,应符合2.6.9的规定; b )焊缝表面不得低于母材表面0.5mm 以上。
4.14拼接封头成形后焊缝进行100%无损探伤。合格级别应符合图样要求。
5.封头出厂质量证明文件应符合TSG R0004-2009《固定式压力容器安全技术监察规程》