武钢320 t鱼雷罐国产烘烤燃烧器
武钢320t鱼雷罐铁水喷吹脱硫技术的发展与成效

武钢320t鱼雷罐铁水喷吹脱硫技术的发展与成效李明晖;欧阳德刚;邓品团;朱善合;罗巍【摘要】针对武钢320t鱼雷罐铁水喷吹脱硫实际生产中存在的问题,从脱硫工艺优化、减少鱼雷罐粘渣、脱硫剂改进、改善喷吹脱硫动力学条件和脱硫喷枪长寿五个方面介绍了武钢的技术的发展与实际成效.【期刊名称】《武汉工程职业技术学院学报》【年(卷),期】2012(024)001【总页数】5页(P11-15)【关键词】鱼雷罐;铁水脱硫;工艺优化;脱硫剂;动力学条件;脱硫喷枪【作者】李明晖;欧阳德刚;邓品团;朱善合;罗巍【作者单位】武钢研究院,湖北武汉 430080;武钢研究院,湖北武汉 430080;武钢炼钢总厂,湖北武汉 430080;武钢研究院,湖北武汉 430080;武钢研究院,湖北武汉430080【正文语种】中文【中图分类】TF535.20 前言铁水炉外TDS顶吹喷粉脱硫技术是日本新日铁于1971年针对鱼雷罐混铁车的具体机构状况而研制的一种铁水炉外喷吹脱硫技术,其工作原理是利用垂直插入鱼雷罐中的倒T形脱硫喷枪将脱硫粉剂喷入铁水深处进行铁水脱硫。
由于该脱硫方式工艺布置紧凑顺畅,机械设备简单,且能较好地适应各种不同的脱硫剂,因而特别适用于大批量的铁水预处理[1]。
1996年8月,武钢炼钢总厂为了配合大型转炉的生产需求,按全脱硫配置投入使用320t鱼雷罐顶吹喷粉脱硫系统。
但在实际生产中,该脱硫技术存在脱硫剂消耗高、铁水回硫比例大、鱼雷罐粘渣严重、脱硫喷枪寿命短等问题,严重制约了生产能力的发挥与脱硫效率的提高。
为此,针对上述问题,武钢进行了320t鱼雷罐铁水喷吹脱硫技术系统的改进研究,并使其脱硫技术经济指标得到大幅度提高[2]。
1 鱼雷罐铁水喷吹脱硫技术的改进研究针对鱼雷罐铁水喷吹脱硫技术在实际生产中存在的上述不足,武钢进行的系统改进研究主要包括以下几个方面:(1)脱硫工艺优化研究;(2)减少鱼雷罐粘渣技术研究;(3)脱硫剂改进研究;(4)延长倒T形喷枪寿命技术研究;(5)改善鱼雷罐喷吹脱硫动力学条件研究。
国产DCS系统在某钢铁厂鱼雷罐烘烤装置上的应用

国产DCS系统在钢厂鱼雷罐车烘烤装置上的应用安刚1蒋杨平2(1.浙江中控技术股份有限公司杭州3100122.杭州华顺炉业有限公司杭州310017)摘要以某钢厂的鱼雷罐烘烤装置的控制系统为工程项目为背景,采用浙江中控技术股份有限公司自主研发的GCS-G5系统,实现对鱼雷罐车大修以及中修烘烤的自动化控制。
首先介绍了鱼雷罐烘烤装置的工程概况和工艺介绍,DCS系统的配置和功能,以及主要控制回路的设计与实现控制方案。
重点介绍烘烤装置温度控制优化设计,采用改进型双交叉限幅的控制策略和空燃比偏差补偿策略,增加系统安全性和可靠性,并且提升整个烘烤装置的节能性。
关键词鱼雷罐温度控制优化改进型双交叉限幅空燃比偏差补偿The Application Of Domestic DCS System to Torpedo Tank Baking DeviceAn Gang1 ,Jiang Yangping2(1. Zhejiang SUPCON Technology Co., LTD, Hangzhou, 310053, China2. Hangzhou HuaShun Furnace Co., LTD, Hangzhou, 310008, China)Abstract Based on the project of a steel’s torpedo tank baking device’s control system, Realize the automatic control of torpedo tanker's overhaul and mid-repair baked by using the GCS-G5 system researched and developed by Zhejiang SUPCON Technology Co., LTD on dependence. First introduce the project of torpedo tank baking device, the craft, DCS's configuration and function, design and implementation of primary control loop. Focuses on the optimized design of baking device's temperature control. Adopt the control strategy of Improved Double Cross Limit and Air-fuel Ratio Offset Compensation. Increase system's security and reliability. Enhance the energy efficiency of the baking device at the same time.Keywords Torpedo Tank, Temperature Control Optimization, Improved Double Cross Limit, Air-fuel Ratio Offset Compensation1 前言目前在当年世界的各大钢铁厂中,鱼雷罐式混铁炉是作为最常用和重要的高炉和转炉之间的炼钢辅助设备之一,用来预处理铁水,均匀铁水成分和温度,保证及时向炼钢炉供应铁水。
320t鱼雷罐车的安全使用

鱼 雷 罐 车 (P 是将 高 炉 熔 炼 出来 的 铁 水 运 T C) 到 炼钢 厂 的专 用 冶 金 车辆 , 有 保 温性 能 好 、 具 载重 大 、 存 能 力 强 的特 点 , 一 种 高 效 、 进 的冶 炼 储 是 先 工艺设 备 。济南 钢 铁 股份 有 限 公 司 ( 济钢 ) 20 从 05 年 4 开 始使 用 30T C, 月 2tP 目前 共 有 4 辆 。该 车车 2 体 长 , 重 大 , 线 后 起 复 非 常 困难 , 行 中对 轨 轴 脱 运 道、 输、 运 组织 等 环 节 的安全 要 求 非 常高 。针 对这 种 情 况 , 取 有 效 的 安全 措 施 , T C进 行 技 术 改 采 对 P 造 , 运 行 线 路进 行 强 化 加 固 , 高 钢轨 垂 向和横 对 提 向承 载 能 力 , 化作 业 各 环 节 的安 全 管 理 , 能 有 强 才
加 了不 安 全 因素 。
30T C主要 技 术参 数 为 : 体 长 ×宽 ×高 为 2tP 车
2 0 m ×3 0 mm X 4 5 mm, 58 0 m 80 65 自重 2 2, 重 8 t载
2 进 行 罐车 技术 改 造消 除安 全 隐患 在 购进 T C前 , 针对 性 地 进 行 了考 察 , 现 P 有 发
.
(rnp r t n p r n ia o n t l o Ld Ta sott nC odn t nC ne o Ta sot i at tfJn n rna dSe . t. r eC , p ao o r f
效 地 保 证 T C的 安全 运行 。 P
1 T C使 用分 析 P
到 2t轮 轨磨 耗 量 增 加 8 %左 右 ; 重 从 2t 高 3, 0 轴 1提 到 2t轮 轨磨 耗 量 增 加 10 5, 5 %左 右 ; 高钢 轨 的重 提 量 等 级 , 以在 增 加 车 辆 轴 重 的 同 时有 效 地 降 低 可 轮 轨 接触 应 力 及 减 少 轮 轨磨 耗 n P 。T C的轴 重 , 要 求 铁路 路基 地基 系 数必 须满 足 K 0 4 k a 3  ̄2 8P 。 由 于受 总 图布 局 的影 响 , 钢 T C运 行 线 路 济 P 尽 头线 多 , 曲线 多 , 曲线 半径 小 , 目前公 司 内有 9 处 半 径 小 于 10 5 m的 曲线 。 曲线 是 线 路 的 三 大 薄 弱 环 节 之一 , 曲线处 钢 轨 容 易损 坏 , 车辆 在 小半 径 曲 线 上 运行 易发 生脱 轨 事故 ,P T C在 三炼 钢倒 罐 坑 小 半径 曲 线 处 的 折 返 作 业 特别 多 , T C的使 用 增 给 P
八钢鱼雷罐烘烤装置自动点火系统方案的设计与实现
八钢鱼雷罐烘烤装置自动点火系统方案的设计与实现摘要:本文针对八钢鱼雷罐烘烤装置采用传统的人工点火方式,点火操作手段落后,危险系数高,且在整个鱼雷罐烘烤过程中没有任何工艺、设备安全联锁保护功能的问题,结合现场鱼雷罐烘烤装置现有使用的设备设施,通过设备改造升级,设计出了一套十分合理安全的鱼雷罐烘烤装置自动点火系统,并且通过现场实施,实现了系统远程自动点火、自动监控、自动保护,大大提高了系统安全和运行的便捷性。
关键字:烘烤装置;自动点火系统;1前言八钢鱼雷罐烘罐间现有4套鱼雷罐烘烤装置,烘烤装置点火方式采用现场人工借助明火靠近烧嘴点燃的操作方式实现,然后现场人工开启风机、现场人工调节煤气量和空气量来控制烘烤温度,且生产现场无火焰检测及风机、煤气压力相关报警联锁控制系统,操作手段落后,已不满足现代化生产需要。
因此,为了提高生产安全,避免意外安全事故发生,提高系统自动化程度,降低现场人员巡检频次,对鱼雷罐烘烤装置进行改造,增加自动点火系统与监控系统,实现烘烤装置自动点火、自动监控、自动保护及远程控制,提高系统安全和运行的便捷性是必要的。
2主要改造内容及方案实现现有4套鱼雷罐烘烤装置,每台烘烤装置设有左右两个烧嘴,煤气工艺管道系统基本上维持不变,将原主管道手动调节阀改为电动调节阀,并新增电动快切阀;原手动支阀改为电动球阀,手动点火阀改为电动球阀。
其阀门规格和安装位置不变,增加电动执行装置,在距烘烤装置最近位置混合煤气管道上接两路DN25的支管,支管连接鱼雷罐烘烤装置点火枪。
自动点火控制系统与监控系统主要实现:自动点火、自动监控、自动保护、远程控制,提高系统安全和运行的便捷性。
各鱼雷罐烘烤装置自动点火装置的检测和控制信号由PLC完成。
各鱼雷罐烘烤装置区域CO环境浓度检测信号送入各烘烤器PLC系统,由PLC系统完成工艺过程参数的采集、显示、连锁及报警等功能。
鱼雷罐自动点火系统示意图如下图一所示。
实施方案首先以节约实用原则,在最大的保留现场设备的情况下,对原有系统进行升级改造。
武钢320t鱼雷罐铁水喷吹脱硫技术的发展与成效
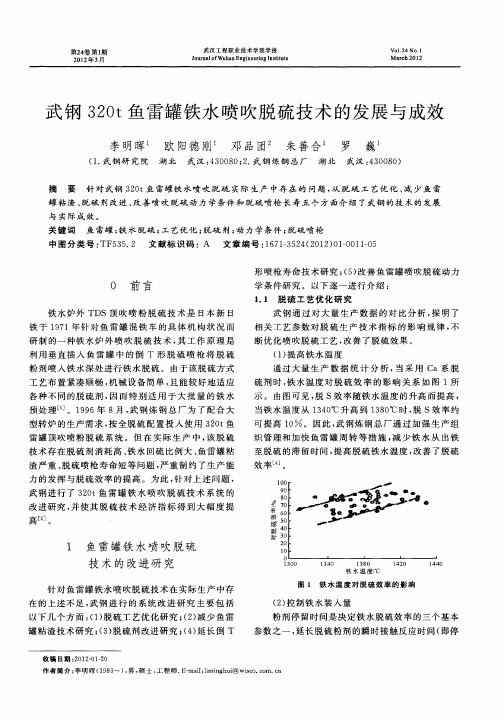
粉 剂停 留时 间是 决定 铁水 脱硫 效 率 的三个 基本 参 数之 一 , 延长 脱硫 粉剂 的 瞬时接 触反 应 时间 ( 即停
作 者 简 介 : 明 晖 ( 9 3 ) 男 , 士 。 程 师 . — i l n h i wic . o . n 李 18~ , 硕 工 E mal i g u@ s o c r c : mi n
1 2
武 汉 工 程 职 业 技 术 学 院 学 报
留时 间) 能 提 高 脱 硫粉 剂 的利 用 率 。而 在 鱼雷 将 ] 罐 特 定 的喷 吹 条 件 下 , 脱硫 剂从 倒 “ 形 喷 枪 喷 口 T” 喷 出到上浮 至液 面的上 浮行 程直 接影 响粉剂 的停 留 时间 , 粉剂上 浮路 径越 长 , 其在 铁水 中 的停 留时 间 则 也越长, 越有 利 于脱硫 反应 的进行 。为此 , 武钢通 过
至脱 硫 的滞 留时 间 , 高脱 硫铁 水温 度 , 提 改善 了脱硫 效率 。
型转 炉 的生产 需求 , 全脱 硫 配置 投 入使 用 3 0 鱼 按 2t 雷罐 顶 吹喷粉 脱 硫 系 统 。但 在 实 际生 产 中 , 脱 硫 该 技 术 存在 脱硫 剂 消耗 高 、 水 回硫 比例 大 、 雷罐 粘 铁 鱼 渣严重 、 脱硫 喷枪 寿命 短 等问题 , 重制 约 了生产 能 严
硫剂 时 , 铁水 温度 对 脱 硫效 率 的影 响关 系 如 图 1所
粉剂 喷人 铁水 深 处进 行铁 水脱 硫 。 由于该脱 硫 方式 工艺 布 置 紧凑顺 畅 , 机械 设备 简单 , 能较好 地 适应 且 各种 不 同 的脱 硫 剂 , 因而 特 别 适 用 于 大批 量 的铁 水
提高济钢320t铁水鱼雷罐罐龄生产实践
失。显然, 在生产实践 中加强铁水鱼雷罐的大修砌 筑和中修喷补质量及 日常运行维护管理, 可以延长 铁水 鱼雷罐 的使用 寿命 、 减少铁 损 、 降低 耐火材料 消
耗 , 而提高 企业 的经济 效益 。 从
台, 正常生产时一般投入 2 2 台, 0— l 其余为生产备 用罐。每台铁水鱼雷罐车价值大约为 30万元 以 0 上, 鱼雷罐一代寿命可装铁水近 1 0 0余次 , 2 总装铁 水 吨数 约 3 . 36万 t 2 铁水 鱼雷 罐车 由罐体 、 。30t 倾
董 英。 张旺 和
20 0 ) 5 11
( 济南钢铁股份有限公司 , 山东 济南
摘
要 : 通过抓好铁水鱼雷罐的大修砌筑质量、 中修喷补质量和 日常运行管理等措施 , 使铁水鱼雷
罐的炉衬侵蚀 处于受控范 围, 而延 长了铁水鱼雷罐 的使用寿命 , 从 确保 了安全生产。
关
键
词 : 鱼雷 罐 ; 罐龄 ; 生产实 践
之间使 用填 充料 捣实 。
罐衬 时 ) 最 大 30 t 旧 罐 衬 时 ) 罐 口尺 寸 140 , 7 ( ; 0 m 罐 车 中心 标 高 265mm。 m; 0
2 提 高鱼雷罐大修砌筑质量
文献标 识码 : C
中图分 类号 : T 0 6 T 3 1 7 F 8 ; F 2 .
P a t eo n r a i g W o k n f f3 0 otn Io n an ri ia te r ci n I c e sn r ig Li o 2 tM l r n Co tie Jn n S e l c e e n
动机构 、 走行机 构 、 滑机 构 组成 ; 雷罐 外 形尺 寸 润 鱼
收稿 日期 :0 00 - 2 1-71 5
320T鱼雷罐车传动机构设计(含全套CAD图纸)
320T鱼雷罐车传动机构设计摘要鱼雷罐车是供钢铁企业运输高炉铁水至炼钢倒罐站进行倾翻铁水作业的专用运输车辆,它取代了传统的铁水车,可在铁水运输过程中完成脱磷、脱硫等工序,从而缩短冶炼时间,降低冶炼成本,是一种高效、先进的冶炼工艺设备。
为使鱼雷罐车正常运行,对它的传动系统要求很高,主传动系统采用了三环减速器。
文中对三环减速器工作原理进行了描述,推导出传动比的计算公式。
采用ANSYS软件对鱼雷罐车倾动力矩进行计算,得到合成力矩。
在考虑重合度及齿廓重叠干涉等限制条件的基础上,采用微分逼近法,利用MathCAD软件求解了内外齿轮的变位系数。
对齿轮的弯曲强度进行校核,结果表明内、外齿轮均满足齿根弯曲强度。
提出三环减速器动力分析基本方程,对内齿环板、输出轴和输入轴进行受力分析。
对三环减速器各零部件进行了结构设计,都满足强度要求,应用SolidWorks软件画出三环减速器主要零部件。
考虑到三环减速器输出轴转速很低,对耳轴轴承和输出轴箱体轴承的静载荷进行了计算,满足静载条件。
对输入轴箱体轴承进行了轴承寿命的计算,得出寿命很长,基本不用更换。
通过对三环传动的效率计算,得出三环传动效率高。
关键词:鱼雷罐车,三环减速器,结构设计,内齿环板The design of transmission machinery of the 320T torpedo tankerAbstractThe torpedo tanker is the dedicated hot metal transport vehicles which is used for transporting iron to the steel cans tipping station of iron and steel enterprise, and it has replaced the traditional hot metal car. It can complete the process of dephosphorization and desulfurization on way of transportion, thereby reducing smelting time and the cost of smelting. So it is a highly efficient and advanced equipment of the smelting process.In order to operate the torpedo tanker normally, it is needed to use a three-ring reducer to make the main drive system highly. In this paper, the working principle of three-ring reducer is described and the calculating formula of the transmission ratio is derived. I use the ANSYS software to calculate the tipping torque of the torpedo tanker, and get the synthesis torque. When taking into account of restrictions such as coincidence degree and tooth profile overlap interference in designing the little difference gear teeth, the paper uses the differential approximation method to get the coefficient of the internal and external gears by MathCAD software. The bending strength of gear is checked, and the result show that both of the inner and outer gear are to meet the bending strength of the tooth root. I make the basic equation of dynamic analysis of three-ring reducer and the force analysis of the gear ring plate, output shaft and input shaft. I make structural design of parts of the three-ring reducer, all of them meet the strength requirements. I draw the main parts of three-ring reducer by SolidWorks software. Considering the rotational speed of output shaft is very low,I calculate the static load of trunnion bearings and bearing of output shaft of the box, and they satisfy the conditions of static load. The life of input shaft bearing of the box is calculated, and I get a very long life and there is no need to replace it. Through the calculation of transmission efficiency, I know that transmission efficiency is very high.Keywords: torpedo tankers, three-ring reducer, structural design, internal tooth zone plate目录摘要 (I)ABSTRACT (II)第1章绪论 (1)1.1选题背景及目的 (1)1.2铁水车的种类 (1)1.2.1 对铁水车的基本要求 (1)1.2.2 铁水车的种类及特点 (1)1.3鱼雷罐车的应用情况及发展状况 (3)1.4本课题研究的意义 (4)1.5本文的研究方法及内容 (5)第2章鱼雷罐车传动机构整体方案确定 (6)2.1对传动机构的要求 (6)2.2传动机构的配置形式 (6)2.3传动系统方案比较 (7)第3章三环减速器简介及运动学分析 (10)3.1三环减速器的结构组成及工作原理 (10)3.2三环减速器的特点 (11)3.3三环减速器存在的主要问题 (12)3.4三环传动克服死点的方法 (13)3.5三环减速器的传动比推导 (13)第4章鱼雷罐车的倾动力矩计算 (15)4.1ANSYS软件简介 (15)4.2鱼雷罐车倾动力矩计算 (15)4.2.1 空罐力矩计算 (16)4.2.2 罐液力矩计算 (17)4.2.3 摩擦力矩的计算 (19)4.2.4 合成倾动力矩的计算 (20)4.3计算载荷的计算 (22)第5章总传动装置的设计 (23)5.1电机的选择 (23)5.1.1 传递效率的计算 (23)5.1.2 电机功率的计算 (23)5.1.3 电机型号的选取 (24)5.2分配传动比 (25)5.2.1 传动装置的传动比分配 (25)5.2.2 一次减速装置内传动比的分配 (25)5.3各轴运动及动力参数 (25)第6章三环减速器齿轮的结构设计 (27)6.1齿轮材料的选择、类型、精度等级 (27)6.2内外齿轮的齿数计算 (27)6.3模数的选择 (27)6.4三环减速器齿轮副啮合参数的计算 (28)6.4.1 三环减速器内啮合齿轮副的干涉 (28)6.4.2 MathCAD软件介绍 (30)6.4.3 应用MathCAD进行啮合参数计算的具体演算过程 (31)6.5三环减速器行星齿轮传动的强度验算 (34)6.5.1 齿根弯曲强度的条件 (35)6.5.2 计算齿根应力 (35)6.5.3 许用齿根应力 (35)第7章三环减速器动力分析基本方程 (38)7.1内齿环板动力分析基本方程 (38)7.2输出轴的力矩平衡方程 (41)7.3输入轴的力矩平衡方程 (42)第8章三环减速器的结构设计 (43)8.1输出轴的结构设计及校核 (43)8.1.1 初步确定输出轴的最小直径 (43)8.1.2 输出轴的结构布置方案 (43)8.1.3 输出轴的强度校核 (44)8.2输入轴的结构设计及校核 (50)8.2.1 初步确定输入轴的最小直径 (50)8.2.2 输入轴的结构布置方案 (50)8.2.3 输入轴的强度校核 (51)8.3偏心套的结构设计及校核 (55)8.3.1 偏心套的材料及热处理方式 (55)8.3.2 偏心套的偏心距计算 (55)8.3.3 偏心套的结构布置方式 (55)8.3.4 偏心套的破坏形式及强度校核 (56)8.4内齿环板的结构设计 (57)8.4.1 内齿环板的结构设计 (57)8.4.2 内齿环板的强度校核 (57)8.5箱体、箱盖结构设计 (58)第9章轴承载荷的计算 (60)9.1耳轴轴承载荷的计算 (60)9.1.1 耳轴轴承工作特点 (60)9.1.2 耳轴轴承静载荷计算 (60)9.2输出轴箱体轴承静载荷的计算 (61)9.3输入轴箱体轴承寿命的计算 (62)第10章三环减速器内部传动效率 (64)10.1三环减速器内部传动效率的组成 (64)10.2计算方法 (64)10.3计算过程 (65)第11章传动系统的润滑 (67)11.1润滑方法及种类 (67)11.2三环减速器的润滑 (67)11.3轴承座装置的润滑 (68)结论 (69)致谢 (70)参考文献 (71)第1章绪论1.1 选题背景及目的目前在国内2000~2500 3m高炉出铁场上设有多达5~6个铁水罐位,出铁场和铁水沟很长。
一炼钢钢包烘烤器安全使用说明

武钢第一炼钢厂YZG—W3600蓄热式钢水罐烘烤器安全使用说明书宇宙科技二零一零年五月目录第0.0节◆结构原理及技术特色第1.0节◆安全操作规程第2.0节◆注意事项第3.0节◆电气原理图第4.0节◆系统总装图第5.0节◆操作步骤第6.0节◆故障排除第7.0节◆设备外形图第8.0节◆设备清单第0.0节◆结构原理及技术特色▲结构原理简介由我公司自行开发研制的扩散式烤包器燃烧系统(专利号:ZL4.6)主要用于新砌、冷修、干燥、周转等各种钢水罐的烘烤和加热,通过烘烤装置的密闭加热使罐衬干燥和升温,以保证炼钢工艺的要求。
目前已成功在各炼钢厂的设备更新换代中脱颖而出,因其前沿的燃烧新理念以及良好稳定的安全性能而获得不断推广。
扩散式烤包器燃烧系统主要由煤气烧嘴、空气烧嘴、蓄热体及切换系统组成。
包盖中间浇注孔道为煤气烧嘴,两侧孔道为空气烧嘴;切换阀为两位四通阀,在系统控制指令下,气缸作径向90°旋转,推动切换阀阀叶同步作90°旋转,于是外延鼓风通道和引风通道互相切换,即原鼓风烧嘴变成引风烧嘴,原引风烧嘴变成鼓风烧嘴。
在此切换情形下,蓄热体也被迫作周期性交互运转。
当蓄热体A经送入助燃风时,蓄热体B则作为炉气排放的引风通道。
此时助燃风经蓄热体A进入钢水罐与主煤气立体混合燃烧,而高温烟气则通过蓄热体B吸收其热能后排出;在进入下一个切换周期时,助燃风经已被加热的燃烧器B预热喷入钢水罐与主煤气立体混合燃烧,原先的蓄热体A反过来作为高温烟气排放通道,部蓄热器吸收热量后为下次助燃风预热,如此周而复始进行切换远转。
▲扩散式烤包器燃烧技术的特点扩散式烤包器燃烧系统与其他传统加热技术比较,具有下列几项特点:一、热量分布非常均匀传统的钢包烘烤器将燃烧器设置于某一固定位置作连续性的燃烧,或者随后出现的将煤气和空气在蓄热体直接混合喷出燃烧,这样的加热方式的热量与温度分布和热通量的分布一样,其最高点均位于火焰基部,然后沿着火焰中心轴往下游单位方向逐渐降低,分布较不均匀。
铁水包多功能化与全“三脱”工艺介绍.殷瑞钰

沙钢铁水罐 (40t)
沙钢铁水罐 (180t)
1400 1380 1360 1340 1320 1300 1280 1260 0:00
1430
大容量铁水包内铁水温降速率 低于相近容量鱼雷罐的铁水温 降速率。其原因主要是由于鱼 雷罐的内衬吸热量大,单位重 量铁水的罐体表面散热量多。
4:48
9:36
14:24
化研究;
铁水包多功能化的集成技术包
(7) 包内铁水的温降过程测试、研究; (8) 空包返回过程中热量损失的测试、研究; (9) 高温、高活度铁水高效脱硫的研究; (10) 铁水包耐火材料与寿命研究; (11) 节能、烟尘排放、清洁生产的比较;
(12) 投资与运行成本、经济分析等。
在研究铁水包多功能化的过程中,首先遇到的问题 是比较鱼雷罐运铁车的保温效果好还是大型铁水包 的保温效果好? 表 1 不同容器铁水温降的实测情况
4)可使用较高含P的矿石,有利于降低矿石采购成本;
5)脱碳转炉可以使用锰矿,还原成钢水 [Mn],少用FeMn,可以降低合金成本,并避免Fe-Mn增C、增P;
6)对新建炼钢厂而言,在同等产量要求下可相应降低大 型转炉吨位; 7)脱磷预处理转炉的炉渣(CaO/SiO2~1.8-2)可以不 经水化处理,直接使用于筑路等;
图 10 2012年1~5月首钢京唐KR终点脱硫分布情况
由上图可以看出,该厂2012年1~5月KR脱硫处理后 [S]≤5ppm的比例可达59.1%,[S]≤25ppm的比例达到 97.06%。可见采用“一包到底”的技术措施后,由于高 温、高活度的影响,明显地提高了脱硫效率及其稳定性。
2013年各月KR深脱硫比例及平均终点硫
由于铁水包多功能化后,铁水输送时间短且不需 经过倒包过程,铁水温度高,铁水含硅、含碳量也比 铁水槽预脱硅高,因此铁水 [S] 的活度系数大,有利 于铁水预处理过程中脱硫效率提高。
鱼雷罐车烘干设备燃烧控制系统改造

1鱼雷罐车烘干设备燃烧系统改造1.1烘干设备现状为了延长鱼雷罐车的使用寿命,宝钢将混铁车内衬耐火材料更换为使用寿命更长的不烧ASC 砖(A12O 3-SiC-C 砖),因不烧砖(ASC )导热系数大,升温必须达到950℃,造成烘干所需煤气耗量增加,最大流量上升至450m 3/h 。
因此,2#鱼雷罐车烘干设备的设计单位将煤气管道直径由原先的DN80更改为DN100。
管径增大至DN100的确能够满足最大流量达到450m 3/h 的要求,但是按照工艺要求的升温曲线低温烘干仅为100℃,最低流量需低于25m 3/h ,两者的比值达1∶18。
然而普通节流装置孔板的正常测量范围最多达到1∶10,也就是说,若要测量到450m 3/h ,则最小仅能测量到45m 3/h 的流量(或者能测量到25m 3/h ,但最大仅能测量到250m 3/h )。
控制系统无法测量到低温度的低流量,也就无法实现升温全过程的自动控制[1]。
1.2燃烧系统改造方案1.2.1计算机集散式中央控制系统此次控制系统改造的重点之一便是引入计算机集散式中央控制系统(见图1)替代原先的DDZ-Ⅲ电动单元组合仪表控制系统。
图1计算机集散式中央控制系统鱼雷罐车烘干设备燃烧控制系统改造Reformation of Combustion Control System of the Torpedo Car Baking Equipment许栋斌(上海宝钢工业技术服务有限公司,上海201900)XU Dong-bin(Shanghai Baosteel Industry Technological Service Co.Ltd.,Shanghai 201900,China )【摘要】混铁车烘干技术是国内外各大钢铁企业在混铁车检修过程中广泛应用的一项技术。
它是混铁车内衬修理中的最后一道工序,也是最关键的一道工序。
烘干质量的好坏,直接影响混铁车内衬的使用寿命,以及铁水的温降程度。
320 钢坯火焰清理机的设计—排屑装置(SW三维建模)
(c)为联轴器二级圆柱斜齿轮减速器系统 (d)为带传动二级圆柱斜齿轮 减速器系
图 2.1 电机减速器系统方案
ห้องสมุดไป่ตู้
方案评价: (a) 方案为整体布局最小,传动平稳,而且可以实现较大的传动比,但是由于
涡轮涡杆效率低,功率损失大,很不经济。(b)方案布局比较小,但是圆 锥齿轮加工较困难,特别是大直径,大模数的锥轮,所以一般不采用。(c) 方案中减速器选择合理,但本设计是用于自动排屑系统装置,工作速度很 低,使用联轴器不利于减速,会增加减速器的成本,不够经济。 最终确定方案为(d)方案。 该方案的优缺点: 该工作机有轻微震动 ,由于 V 带有缓冲吸震能力,采用 V 带传动能减小震动带来的影响,而且利于 减速,还能起过载保护的作用,并且该工作机属于小功率,载荷变化不大,可以 采用 V 带这种简单的结构,并且价格便宜,标准化程度高,大幅度降低成本。 减速器部分两级展开式圆柱齿轮减速,这是两级减速器中应用最广泛的一种,齿 轮相对于轴承不对称,要求轴具有较大的刚度,高速及齿轮常布置在远离扭矩输 入端的一边,以减小因弯曲变形所引起的载荷沿齿宽分布不均匀现象。电动机部 分为 Y 系列三相交流,异步电动机。 总体来讲,该传动方案满足工作机的性能要求,使用工作条件,工作可靠,此外 还结构简单,成本低,传动效率高。
1、平板链式排屑装置 平板链式排屑装置以滚动链轮牵引钢制平板在封闭箱中运转,切屑用链 带带出。这种装置在数控车床使用时要与机床冷却箱合为一体,以简化 机床结构。
2、刮板式排屑装置 刮板式排屑装置的传动原理与平板链式排屑装置基本相同,只是链板不 同,带有刮板链板。这种装置常用于输送各种材质的短小切屑,排屑能 力较强。
该设备的投产大大提高了排屑的能力和生产的自动化程度,更重要的是能够 提高企业的生产效率和管理水平。
320吨鱼雷罐车检修规程
320吨混铁水车检修规程第一部分320吨混铁水车转向架检修规程转向架是车辆运行的重要部件。
大、年修时,其螺栓结合件均须分解检修(铆钉组装部分,状态良好者除外),清洗锈垢。
在大、年修时,轮对须彻底清除锈垢,并对车轴进行探伤检查,各部加工及组装须符合规定要求。
转向架各部安装组成应结合牢固,间隙应符合要求,弹簧性能和油润状态良好。
状态修时,转向架可作外观检查,更换磨损配件。
第一条转向架检修的一般技术要求:1、同一车辆应使用同一类型转向架,同一转向架须使用同一类型轮对和轴箱。
2、同一转向架两铸钢侧架的固定轴距之差不得大于2毫米。
第二条轮对检修时的一般技术要求:1、钢轮轮缘垂直磨耗须修理。
2、轴颈缺损或有伤痕须修理。
3、轮辋、轮毂、车轴有裂纹须更换。
4、轮座有透油、透锈及移动现象须退轴检查。
5、车轴(顶针孔除外)不得施焊修理。
6、辗钢轮(轮缘除外)不得施焊修理。
7、在轮毂内侧面与车轴接缝处涂白铅油一圈,全宽50毫米,两者各占1/2,再划长50毫米、宽20毫米的红铅油线3条与白铅油圈等分垂交。
第三条车轴检修的技术要求1、车轴上与纵向中心线成45度以上的横裂纹,其深度不超过2.5毫米的旋去裂纹后,须加旋0.5毫米,旋修后的直径,如不小于规定限度者,可继续使用。
2、滚动轴承光洁度为▽6,其锥度公差不得超过20”第四条车轮检修的技术要求1、车轮旋修后用样板检查,轮缘内外侧和踏面部分与样板的间隙应各不超过0.5毫米,轮缘顶点与样板的间隙应不超过1毫米,如因轮缘至原型而轮辋的厚度不足,检修限度时其轮缘后允许按限度旋削。
2、未经堆焊的轮缘,旋修后距顶点15毫米内允许留有宽不超过5毫米的残沟。
3、旋修后车轮踏面外形光洁度▽3。
第五条车轮或轮心与车轴组装时须符合以下技术要求1、轮座与轮毂孔的椭圆度不得超过0.05毫米,不圆柱度不得超过0.1毫米,大端须在内侧。
轮座的光洁度为▽6,轮毂孔光洁度为▽5,轮毂孔内端应旋成5毫米圆弧,外端应旋成3毫米的圆弧或2*45倒角。
开关量输入模板接线DIDO原理图

济钢320t鱼雷罐罐口挖补浇注维护生产实践

熔 化烧 穿 , 成鱼雷 罐 无法作 业 。 造
2 鱼 雷罐罐 口出现裂纹原 因分析
鱼 雷罐 在线运 行过 程 中 , 口经 常 出现裂 纹 , 罐 这
主要 与罐 口浇注料 的材质 、 浇注 工艺 技术 、 雷罐 的 鱼 周 转频 率及 鱼雷罐 倒铁 作业 时 间长短有 关 。
2 1 浇 注料 组成 的影 响 .
现有 4 2台 30t 2 鱼雷罐 , 这种罐于 20 年首次在该 05 厂使用。在使用初期出现了较多问题 , 其中最显著的 问题是大多数鱼雷罐运行 到 40~ 0 炉次时, 0 50 在罐 口两侧铁水流道浇注料处延纵向方向出现宽约 5ml i l 裂纹 , 随着鱼 雷罐 多次倒 铁 冲刷 , 水顺 着 裂纹 渗 入 铁 浇注料 , 致使罐口裂纹加深、 延长 , 形成贯通缝 , 使得
关 键 词 : 炼铁设备 ; 鱼雷罐; 浇注料; 罐口挖补
中图分 类号 : T 1 5 7 1 Q 7 .3
文献 标志 码 : C
Pr c i e o g Po r ng Te h l g fM e i g M o h o a tc n Di u i c no o y o nd n ut f
n n fi i g o .T r u h t e p u n s n r c r ab e lcn a g d p r.e u l ru r f c oy e o in i c iv d a o e t h g h o r g t tt me d c a k a e yr p a i g ad ma e at q i b m er tr r s sa h e e t r . o i e o ii a o tp d u h a d l i g a d frh r i rv h ev c i f op d a l . o mo t n i n n t e mp o e t e s r i e l e o r e o l de n u f t
梅钢320t鱼雷罐耐材配置
Key words:torpeds;hot m etal;refractory;configuration
梅钢 炼铁 已经 有 30多年 的历史 ,铁 水运输 一 直采 用 的是传 统敞 口罐 ,随着 高炉炼 铁 的大 型化 , 国 内大型 钢厂铁 水 运输都 普遍 采用 国外 较为 先进 的鱼 雷罐 。根 据 公 司 总体 建 设新 高 炉计 划 ,梅 钢 将 首 次采 用 与新 高 炉 相 匹 配 的 320 t混 铁 车 (鱼 雷罐 )替代 目前 100 t敞 口铁水 包运 输 ,计 划 2008 年下半 年 首批 在 老 高 炉 投 用 。对 梅 钢而 言 ,采 用 鱼雷罐 是新 技求 ,根 据外单 位 经验 和笔 者 的调 查 , 鱼雷罐 一 代罐龄 寿命 长 短 ,其 内衬 耐 火 材料 的选 型与 配置 是关键 。
2 鱼 雷罐 用耐 火材 料 采 用鱼 雷罐 盛铁 水 时 ,衬 体受 高温辐 射 、热 冲
击 、机 械 磨 损 和渣 、铁 的化 学侵 蚀 及 重力 作 用 ,倒 出铁水 时 ,铁 水 冲击 面侵 蚀 更 甚 。倾 动也 使 鱼 雷 罐 砌 体 遭受 很 大 的 动 负荷 ,同时 ,鱼 雷罐 是 在 高 、 低 温 交替状 况 下工作 的 ,其 间隔周期 越 长 ,内衬 损 毁越 严重 。因此 ,鱼 雷罐 内衬 一般应 选择 抗侵蚀 、 高强 度 、抗 热 震 、抗剥 落 性 好 、组织 致 密 的耐 火 材 料 。 2.1 进 行 铁 水 预 处 理 的 鱼 雷 罐
一
关键 词 :鱼 雷罐 ;铁 水 ;耐材 ;配置
。 ‘
Refractory Configuration for 3 2 0 t Torpeds at M eigang
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
武钢320 t鱼雷罐国产烘烤燃烧器的热态试验研究肖世华蒋扬虎肖坤伟丁翠娇(武汉钢铁(集团)公司)摘要通过对研制的武钢320 t鱼雷罐烘烤燃烧器进行1∶1的热态试验研究,得到了该燃烧器的各项技术性能:燃烧器点火时间<4 s,无明显着火延迟;燃烧能力(煤气流量)为1285 m3/h;燃烧能力调节比为5.5;在最小空气消耗因数n=1.035下工作时,燃烧废气中CO<1000×10-6;在调节比正常范围内工作时,燃烧火焰稳定,火焰长度为1.5~4.5 m,罐外噪音最大为80.2 dB(A)。
该燃烧器的各项技术性能达到了设计目标并满足了武钢生产工艺要求。
关键词燃烧器炼钢烘烤鱼雷罐HOT TEST OF THE BURNER FOR PREHEATING320 t TORPEDO LADLE AT WISGCOXIAO Shihua JIANG Yanghu XIAO Kunwei DING Cuijiao(Wuhan Iron and Steel(Group) Co.)ABSTRACT The performance indexes of the burner for preheating 320 t torpedo ladle have been obtained by a full scale hot test. It is shown that the ignition time of the burner is less than 4 seconds, the maximum gas consumption is 1285 m3/h, the adjustment ratio of gas consumption is 5.5 and CO content in the off gas is less than 1000×10-6 at minimum air coefficient.It is also shown that the flame is stable, the flame length is 1.5 to 4.5 meters, the noise outside the ladle is lower than 80.2 dB(A),while the burner works within adjustment ratio range. The performance shows that the burner meets the design and technological requirements.KEY WORDS burner,steelmaking,preheating,torpedo ladle1 前言随着转炉炼钢的发展,鱼雷罐式运输车以其容积大、铁水温降小、自动化程度高等优点在国内得到应用。
它的烘烤温度要求为1000 ℃以上,加之它是卧式长型,烘烤不能采用多个燃烧器且燃烧器形状较为特别,就更增加了燃烧器设计制造的难度,因此国内各钢铁厂如宝钢、马钢均从国外引进、采用焦炉煤气作燃料。
根据武钢焦炉煤气紧张、转炉煤气大量放散的情况,为节约焦炉煤气,利用转炉煤气,减少投资、节省引进费用,公司决定自行设计以95 %转炉、5 %焦炉混合煤气作燃料用于320 t鱼雷罐的烘烤燃烧器。
如何全面考察试制的燃烧器的技术性能是至关重要的,确定燃烧器技术性能的最可靠的手段是热态试验,热态试验能准确描述燃烧器的特性,直接观察燃烧状态和火焰形状,全面检测技术性能。
并能根据试验结果多次修改设计和反复试验,从而确保燃烧器的性能符合工艺要求。
2 试验方案及试验装置2.1 试验方案为使试验结果尽可能真实可靠,避免一系列热相似准数的繁杂计算及其引起的误差,决定试验燃烧器和实物比例为1∶1,试验装置内腔与实际鱼雷罐一致,试验用空、煤气管路系统与实际使用一致。
试验装置应设置各种参数的测试或取样孔。
2.2 试验装置试验装置包括燃烧器、实验炉、空煤气管路系统和测试系统。
图1为建成的试验装置示意图。
图 1试验装置示意图Fig.1Experimental set-up1—空气管道;2—测压管;3—煤气管;4—流量计;5—阀门;6—烧嘴前测压管;7—橡胶软管;8—轨道;9—运送小车;10—燃烧器;11—挡板;12—鱼雷罐;13—废气口;14—排污管2.2.1 燃烧器根据武钢320 t鱼雷罐烘烤的工艺要求并参考宝钢等单位燃烧器结构,初步设计的燃烧器参数见表1。
表 1燃烧器参数Table 1Burner parameters燃烧器为T形空气叶片旋流套筒式,叶片旋流角度18°,试验燃烧器采用1Cr18Ni9Ti制造。
图2为燃烧器示意图。
燃烧器固定于可在轨道上前后运动的小车上,试验时,根据需要可推进推出试验炉。
2.2.2 试验炉试验炉与生产用鱼雷罐内腔尺寸、形状相同,罐长12000 mm,内径2900 mm,其外壳用16 Mn钢板和工字钢、槽钢筋板构成,里面衬以120 mm厚的保温浇注料,保温浇注料由Y字形不锈钢锚固件锚固。
2.2.3 空、煤气管路系统试验室已有高、焦炉混合煤气(管道直径φ219 mm),煤气压力为0.02 MPa,煤气发热值8.36 MJ/m3,与燃烧器采用的转、焦炉混合煤气发热值相差仅2.2 %(试验要求<3 %)。
采用22 kW离心式风机供给助燃空气,最大流量3000 m3/h,压力为0.015 MPa。
采用橡胶软管将管路与燃烧器连接。
2.2.4 测试系统测试项目、测点及采用仪表见表2;测点布置见图2。
图 2试验燃烧器图Fig.2Test burner1—旋流片;2—风头套;3—煤气喷头3 试验内容和结果3.1 燃烧器的p-V特性在燃烧器燃烧过程中不出现脱火、熄火和震动[1]及排烟口烟气中CO 含量不大于0.01时[2],在不同工况下得到的空煤气压力、流量、废气成分、噪音和火焰长度结果见表3。
实际上根据试验情况燃烧器还可在更小或更大流量下稳定燃烧,但由于流量仪表量程所限,未记录下稳定的数据。
表3中最大流量和最小流量都是通过多次反复试验取得的稳定的数据。
根据空、煤气流量与燃烧器前压力关系绘制的燃烧器p-V特性曲线见图3和图4。
3.2 最大煤气流量和最小煤气流量表3中的最大煤气流量1285 m3/h(设计值为1200 m3/h)是在观察火焰正常稳定燃烧无脱火和回火情况下测得的,认定为最大煤气流量[2]。
表3中的最小流量233 m3/h是仪表量程所能记录的最小数据。
表 2测试项目、测点及仪表Table 2Test items,test points and test instruments表 3热态试验数据Table 3Hot test data注1)煤气和助燃空气的流量是根据温度和压力修正后的标态流量;2)空气消耗因数是根据废气成分计算的。
图 3煤气p-V特性曲线Fig.3p-V characteristic curve of gas3.3 燃烧器燃烧能力调节比确定根据调节比计算公式计算调节比=最大煤气流量/最小煤气流量=1285/233=5.5实际生产工艺要求鱼雷罐烘烤时低温下限速升图4空气p-V特性曲线Fig.4p-V characteristic curve of air温,高温下快速升温。
该燃烧器具有较大的调节比,满足了工艺要求。
3.4 火焰长度和张角测定采取肉眼观察和照像的方法测出的火焰长度和张角见表4。
烘烤工艺要求该燃烧器燃烧火焰具有一定的长度和张角。
燃烧器喷口到鱼雷罐端部距离为5 m,该燃烧器在大流量下的燃烧火焰长度达到了4.5 m,满足了工艺要求。
表 4火焰长度和张角Table 4Length and field angle of flame3.5 空气消耗因数的测定测定先在罐外进行,相对固定一个煤气流量,将助燃空气量逐渐加大并观察燃烧火焰情况,观察到火焰处于由稳定到脱火边缘状态时,将此时空气量作为最大空气量。
然后将燃烧器推进试验罐内,再逐渐减小空气流量并分析排烟口废气成分,同时取煤气样分析成分和计算发热值。
测试及计算结果见表5。
根据表5可知,该燃烧器在n为1.207~1.035范围内工作时,都能稳定燃烧且废气成分中CO含量低于0.01 %,达到了这类燃烧器设计要求的n在1.05~1.2的范围内正常燃烧的要求。
3.6 鱼雷罐内温度分布测定表 5空气消耗因数测试结果(煤气流量:700~750 m3/h) Table 5Test result of air consumption coefficient(gas flow:700~750 m3/h)鱼雷罐内测温点分布情况如图1所示,在对应表3工况下,选择有代表性的第3、5和9点绘制出的温度随时间变化的曲线如图5所示。
可以看出,各点温度分布均匀,无偏热,加热50 min时最高与最低温度差为78 ℃。
3.7 着火性能测定图 5罐温随时间变化曲线Fig.5Ladle temperature change with time点火烧嘴设置如图2所示,用φ12 mm×2 mm紫铜管制作,燃料采用焦炉煤气。
点火试验在大气中进行,采用小明火点火方式。
点火前先用点火棒将点火烧嘴点燃,助燃空气给微量,保证空气管道微正压,点火时逐渐开启烧嘴前煤气阀门,并观察记录喷口有煤气喷出到点燃的时间,然后逐渐加大空气量,使之与煤气量匹配。
经多次试验,着火时间小于4 s点火时燃烧器煤气流量200~400 m3/h。
点火烧嘴角度在40°~60°之间都能正常点火。
点火过程中无脱火、回火现象。
3.8 噪音测试试验时,在鱼雷罐四周按规定对噪音进行了多次测定,测试结果见表3,最大为80.2 dB(A),低于 85 dB(A),达到了对冶金工业炉的要求。
4 实际生产应用及经济效果经过热态试验,研制的鱼雷罐烘烤燃烧器已于1995年底在三炼钢厂投入使用(共用了4套),一年多来运行良好,烘烤温度达到了1000 ℃以上,罐体温度均匀,完全满足了三炼钢厂的生产工艺要求。
通过试验,研制的鱼雷罐烘烤燃烧器不仅取代了进口,节约了引进费用,而且用转、焦炉混合煤气代替了焦炉煤气,降低了能源成本。
该燃烧器已于1995年底通过了武钢组织的专家评审。
5 结论(1) 鱼雷罐烘烤燃烧器的能力为1285 m3/h,达到了设计要求。
(2) 试验条件下,燃烧器点火可靠、迅速,火焰稳定,着火时间<4 s,无明显着火延迟。
(3) 燃烧器燃烧能力调节比达到5.5。
(4) 燃烧器在最小空气消耗因数n=1.035下工作时,燃烧废气中CO<0.01 %。
(5) 燃烧器在正常调节比范围内工作时,火焰长度为1.5~4.5 m;火焰长度满足工艺要求。