力劲压铸机参数一览表教学教材
280T力劲压铸机工艺参数设定和调节技能
•280T力劲压铸机工艺参数设定和调节技能•发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】•工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
280T力劲压铸机工艺参数设定和调节技能
∙280T力劲压铸机工艺参数设定和调节技能∙发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】∙工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
力劲压铸机

1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。 3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。 4)深入底部吸油,使得出油功率大为提高,并能清除油管中空气间隔的缺失。 5)配有油压检知装置(1~0.3 MPa)特性,可检测下列漏失:
液压能的装置。 2)执行元件--液压缸或液压马达,是将油液的液压能转换为驱动工作部件的机械能装
置。实现直线运动的执行元件叫做液压缸;实现旋转运动的执行元件 叫做液压马达。 3)控制元件--各种控制阀,如方向控制阀、压力控制阀、流量控制阀等,用以控制、调
节液压系统中油液的流动方向、压力和流量,以满足执行元件运动的要求。 4)辅助元件--包括油箱、过滤器、蓄能器、热交换器、压力表、管件和密封装置等。 5)工作介质--液压油,通过它进行能量的转换、传递和控制。
压铸机结构及原理
力劲科技(天津)有限公司 技术支援部
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
气囊式蓄能器中氮气和液体由密封的 弹性胶囊分开,氮气装在胶囊中,胶 囊装在钢质容器内,使预压气体不能 泄漏出来。它的工作特点是感应灵敏、 迅速,运行惯性低。气囊式蓄能器的 结构如图1-13所示。
图1-13 气囊式蓄能器结构 1--充气阀 2--皮气囊 3--钢质容器 4--盘形阀 5--液体接头
力劲压铸机讲义演示文稿
客户的成功!
服务体系
在竞争日益激烈的市场环境中,只 有与客户建立一种合作伙伴关系,才能 真正达到双方共赢、共同发展的目的。 力劲集团以品质和服务赢得了客户。力 劲集团的服务理念是致力于客户的成功 ,服务目标是使客户满意。
一、服务系统组织架构图
客戶服務
維修服務
試機服務
探訪點檢服務
項目服務
一、 安全操作: ⒈ 安全防护门不但可防护压铸时液态金属喷溅伤人 事故的发生,而且可减少机械伤害和火灾事故发生, 因此在生产中不要随意不用或去掉安全护门,并经常 检查安全门行程开关是否灵敏可靠。 ⒉ 开动机器时,要查看机件活动范围内是否有人或 杂物,确定没有后,方可启动。 (如是否有人修模、修机,导轨上是否有模具压板,
離 廠
電話回訪
信息評估
客戶滿意度調查
品质改善报告
三、零配件供应服务
零配件五级保障
香港总部仓库 公司仓库 客户部仓库
服务中心仓库
办事处仓库
四、培训中心长期为客户提供免费培训服务。
1、培训流程
收集客户培训信息 制定培训计划 客户派员来厂培训 培训前考核
根据考核结果
制定个性化培训内容 分阶段考核 合格 颁发结业证书
350 400 450- 450- 500- 6501150 1180 1400 1600 900 950
D.试锤头向前动作及射料行程(射料压力需由小 到大逐级调整) 附表(单位:mm)
机型 160 T 射料 340 行程 280 T 400 400 T 500 500 T 580 630 T 600 700 T 700 800 T 760 100 0T 800 125 0T 880 160 0T 930 200 0T 960
冷室压铸机技术教程(力劲版)

***冷室压铸机技术教程(力劲版)第一章卧式冷室压铸机的构成与工作原理压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至型(模)具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。
压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s 范围,生产效率高。
用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。
图1-1压力铸造工程示意图压铸机分为热室压铸机和冷室压铸机两大类。
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。
用压铸机压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化。
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。
3)卧式冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸型(模)设计时选用。
4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。
5)压铸件力学性能好,以铝合金、镁合金为例(见表1-1)说明。
6)互换性好,便于维修。
7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。
8)压铸设备投资高,一般不宜于小批量生产。
表1-1铝合金、镁合金不同铸造方法力学性能注:①W Cu 、W Al 分别表示Cu 、Al 的质量分数。
如图1-2所示为全自动镁合金卧式冷室压铸机在压铸生产时其设备配备图,其中压铸机是压铸生产的主导设备,其他各设备也都起着不可缺少的作用图1-2是力劲机械厂有限公司生产的全自动化镁合金卧式冷室压铸机压铸生产时其设备配备图图1-2压力生产设备图1--定量输送泵2--压铸机3--型(模)具加热器4--喷涂装置5--取件机械手6--熔化炉7--预热炉8--边角料传送带9--压边机10--压铸件传送带11--废品传送带第一节卧式冷室压铸机压铸原理如图1-3所示,压铸型(模)合型(模)后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。
力劲压铸机
图1-11 DCC280液压传动系统部装图 1--液压泵 2--冷却器 3--主油箱 4--润滑泵 5--压射回油油箱 6--压射油路尾板组件7— 压射油路板组件8--顶出油路板组件(1) 9--顶出油路板组件(2) 10--空气滤清器 11--调型( 模)液压马达 12--合开型(模)油路板组件
第14页,此课件共45页哦
第2页,此课件共45页哦
第3页,此课件共45页哦
图1-5 卧式冷室压铸机构成图
1--调模大齿轮
2--液压泵 3--过滤器 4--冷却器
5--压射回油油箱
6--曲肘润滑油泵 7--主油箱
8--机架 9--电动机
10--电箱
11--合模油路板组件
第4页,此课件共45页哦
合开模液压缸-- 12
调模液压马达-- 13 顶出液压缸-- 14
第10页,此课件共45页哦
图1-9 润滑泵安装位置图
1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存பைடு நூலகம்,适时反应回报,连接应变动作。
力劲压铸机参数
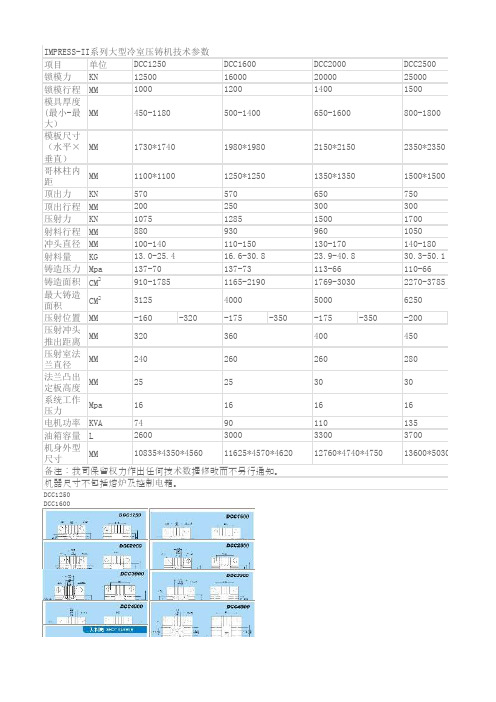
项目单位锁模力KN锁模行程MM模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM哥林柱内距MM顶出力KN顶出行程MM压射力KN射料行程MM冲头直径MM射料量KG铸造压力Mpa铸造面积CM 2最大铸造面积CM2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM压射室法兰直径MM法兰凸出定板高度MM系统工作压力Mpa电机功率KVA油箱容量L机身外型尺寸MMDCC1250DCC1600DCC2000DCC2500DCC3000DCC3500DCC4000DCC4500入料筒IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500125001600020000250001000120014001500450-1180500-1400650-1600800-18001730*17401980*19802150*21502350*23501100*11001250*12501350*13501500*150057057065075020025030030010751285150017008809309601050100-140110-150130-170140-18013.0-25.416.6-30.823.9-40.830.3-50.1137-70137-73113-66110-66910-17851165-21901769-30302270-37853125400050006250320360400450240260260280252530301616161674901101352600300033003700备注:我司保留权力作出任何技术数据修改而不另行通知。
机器尺寸不包括熔炉及控制电箱。
10835*4350*456011625*4570*462012760*4740*475013600*5030*5网站地图|关于我们|联系我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-600DCC3000DCC3500DCC4000DCC45003000035000400004500015001600180019000800-2000850-2000900-2100900-2200502620*26202780*27802780*27803000*3000001650*16501750*17501850*18501950*19509009001000100030030035040021102410241029801180140014001600150-190160-200160-200180-220.139.1-62.752.7-82.452.7-82.476.3-114.0119-73120-77120-77117-78852520-41102910-45403330-51903850-57707500875010000112505306006007002803203203403035353516161616165220220220460048005100550016500*5450*539017300*5570*5420030*508014830*5290*519015800*5390*5290。
力劲压铸机ppt课件
图1-7 曲肘部分结构简图
6
1--合开型(模)液压缸 2--钩铰 3--长铰 4--动型座板
(3)当压铸模合紧且肘杆伸直成一直线时,机构处于自锁状态,此时,可以 撤去合模液压缸的推力,合模系统仍然会处于合紧状态。 (4)合开模运动的三要素 为力、速度、行程或位置,所涉及的几个概念解释 如下 合模力:合模终结时,模板对模具形成的锁紧力。 锁模力:在合模终结当合金液注入模具型腔时,模板对模具形成的最终锁力。 变形力:在锁紧模具过程中,机构由于变形而产生的内力。 移型(模)力:在起闭模时,对动型座板的作用力。 胀型(模)力:因合金液模腔压力作用,而产生欲使型(模)具分开的力。 移型(模)速度:在合开型(模)运动中,动型座板和动模运动的速度。移型 (模)速度是一个变速过程。运动速度应是慢 - 快 - 慢的变化过程。这样既能 使型(模)具运行安全,铸件能平稳顶出,又能提高机器的循环次数。
7
2、顶出液压缸组件 顶出液压缸又称为顶针液压缸,顶出液压缸组件是依据液体的压力来带动推杆(顶针)运 动,使铸件从压铸型(模)中顶出。目前,普遍采用的液压顶出机构,其顶出力、顶出速 度和时间都可以通过液压系统调节。如图1-8所示为力劲机械厂有限公司生产的卧式冷室 压铸机顶出双液压缸组件结构简图,在机器开型(模)后,通过顶出液压缸活塞杆的相对 运动来实现推杆及顶针的顶出运动。采用双液压缸能使推杆的受力更均匀,运动更平稳, 使顶针孔的分布更为合理。
液压能的装置。 2)执行元件--液压缸或液压马达,是将油液的液压能转换为驱动工作部件的机械能装
置。实现直线运动的执行元件叫做液压缸;实现旋转运动的执行元件 叫做液压马达。 3)控制元件--各种控制阀,如方向控制阀、压力控制阀、流量控制阀等,用以控制、调
节液压系统中油液的流动方向、压力和流量,以满足执行元件运动的要求。 4)辅助元件--包括油箱、过滤器、蓄能器、热交换器、压力表、管件和密封装置等。 5)工作介质--液压油,通过它进行能量的转换、传递和控制。
力劲压铸机

图1-13 气囊式蓄能器结构 1--充气阀 2--皮气囊 3--钢质容器 4--盘形阀 5--液体接头
气囊式蓄能器的工作原理如图1-14所示,充液时,液压系统的液压油推开盘形阀流入钢质 容器内并将皮囊中的氮气压缩至一定体积(图1-14a);放出液体时(图1-14b),液压油 从盘形阀口流出进入到所需容器,气囊中的氮气压力起推动液压油、压紧盘形阀的作用。 盘形阀能限制气囊被压出孔外(图1-14c)。
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
图1-10 压射原理图 1--压射冲头 2--活塞 3、4--蓄能器 5--增压活塞 6--活塞杆 7--浮C4 回程腔 A1、A2、A3 通道
三、液压传动系统 液压传动系统是通过各种液压元件和回路来传输动力,从而实现各种动作程序的系统。液 压传动系统由以下五个基本部分组成: 1)动力元件--液压泵,它供给液压系统压力油,是将电动机输出的机械能转换为油液的 液压能的装置。 2)执行元件--液压缸或液压马达,是将油液的液压能转换为驱动工作部件的机械能装 置。实现直线运动的执行元件叫做液压缸;实现旋转运动的执行元件 叫做液压马达。 3)控制元件--各种控制阀,如方向控制阀、压力控制阀、流量控制阀等,用以控制、调 节液压系统中油液的流动方向、压力和流量,以满足执行元件运动的要求。 4)辅助元件--包括油箱、过滤器、蓄能器、热交换器、压力表、管件和密封装置等。 5)工作介质--液压油,通过它进行能量的转换、传递和控制。
力劲压铸机给汤机说明书
自动给汤机说明书机型:LC 01~10力劲机械厂有限公司L.K. MACHINERY CO.LTD.Ver.1.8(07.11)目录前言1.技术参数 (1)2.使用前 (2)2.1操作说明书的内容 (2)2.2注意事项的记载 (2)3. 机器的搬运与安装 (5)3.1 机器的搬运 (5)3.2 机器的安装 (5)4. 调整 (6)4-1手臂驱动的调整 (6)4-2汤勺驱动的调整 (7)4-3速度调整 (8)4-4各个定时器的调整 (9)4-5给汤量的调整 (10)4-6汤面电极棒的调整 (10)5.运转及操作 (12)5-1动转准备 (12)5-2手动操作 (12)5-3自动操作 (12)5-4试运转 (13)6.保养检查 (14)6-1勺子的保养检查 (14)6-2润滑油 (14)6-3给汤机保养检修表 (15)6-4故障排除 (16)7.动作流程图 (19)8. 电气原理图 (20)前言本公司产品具有设计精良、质量过硬,操作使用简单,维护保养方便的特点,在用户中受到广泛好评。
为了方便用户正确使用本公司的“给汤机”系列产品,特制订本使用说明书。
说明书对“给汤机”系列产品的特点、机器性能和主要技术参数、安装、调试、维护等事项做了比较详尽的描述,用户在使用本公司产品时,请先详细阅读使用说明书,并按其规定进行操作。
技术参数2. 使用前2.1 操作说明书的内容这本手册包含动作说明、操作方式、安装程序、维修及保养。
在要开始使用此机前,请详细阅读这本操作手册。
注意:请勿使用本书中未有介绍的操作方式与程序,因未完全理解操作方式而造成的伤害和意外事故,敞司将不会负责。
请将此手册尽量放在靠近机体处,以供需要时可以就近阅读,并请专人保管。
2.2 注意事项的记载●危险等级表示在此书中的安全注意共分为三个等级,机器运行时会有高度的危险性,故操作时敬请特别安全注意事项3.机器的搬运与安装3.1机器的搬运1、机器在平地搬运时要尽量水平搬运,倾斜角度不得超过25°,以免倾倒而损坏机器。
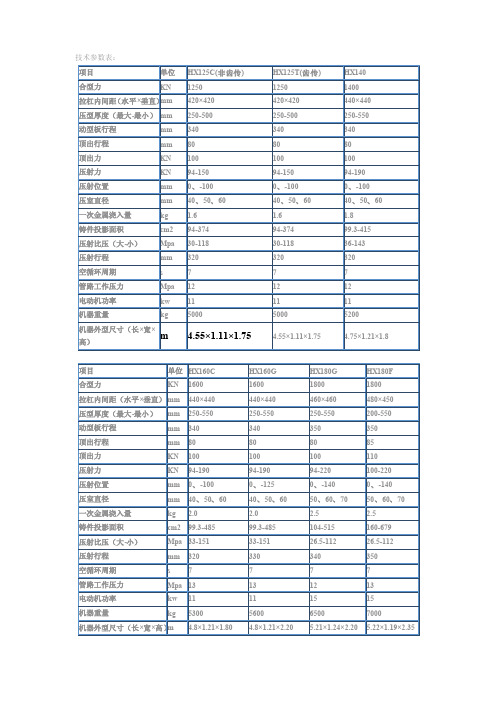
压铸机技术参数表
空循环周期
s7
管路工作压力 电动机功率
Mpa 13 kw 11
机器重量
kg 5300
机器外型尺寸(长×宽×高)m 4.8×1.21×1.80
HX160G 1600 440×440 250-550 340 80 100 94-190 0、 -125 40、 50、 60 2.0 99.3-485 33-151 330 7 13 11 5600 4.8×1.21×2.20
6
10
285-1475`
518-2333
33.9-130
30-135.4
570
710
12
13
14
14
30
37
20000
30000
7.35×1.85×3.15 8.48×1.96×3.3
项目
单位
合型力
KN
拉杠内间距(水平×垂直) mm
压型厚度(最大-最小) mm
动型板行程
mm
顶出行程
mm
顶出力
KN
压射力
KN
压射位置
mm
压室直径
mm
一次金属浇入量
kg
铸件投影面积
cm2
压射比压(大 -小)
Mpa
压射行程
mm
空循环周期
s
管路工作压力
Mpa
电动机功率
kw
机器重量
kg
机器外型尺寸(长 ×宽 ×高) m
HX800
HX900
HX1300
HX1600
8000
9000
13000
16000
810×810
910×910
Mpa
压射行程
力劲压铸机课件
图1-10 压射原理图 1--压射冲头 2--活塞 3、4--蓄能器 5--增压活塞 6--活塞杆 7--浮动活塞 8--压射室
C1、C2 压射腔 C3 增压腔 C4 回程腔 A1、A2、A3 通道 第十二页,编辑于星期五:三点 十三分。
如图1-15网式过滤器 1--端盖 2--焊接支架第十3八页--,铜编辑丝于星网期五:4三-点-十端三分盖。
3、空气滤清器 空气滤清器一般安装在主油箱的上盖上,它具有两种功能:一是作为注油过滤器,在添加液压油时,可 防止杂质进入油箱;二是作为通风过滤器,系统工作过程中油箱液面波动需要空气来平衡,可通过过滤 器对外界流入油箱的空气起过滤作用。如图1-16所示为油箱注油口的空气滤清器。
图1-9 润滑泵安装位置图
第十页,编辑于星期五:三点 十三分。
1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹
配调整。 2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。
3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。
顶出液压缸-- 14
锁模柱架-- 15
模具冷却水观察窗--16 压射冲头-- 17
压射液压缸-- 18
快压射蓄能器-- 19
增压蓄能器-- 20 增压油路板组件-- 21 压射油路板组件-- 22
第四页,编辑于星期五:三点 十三分。
一、合模机构
合模机构主要起到实现合、开模动作和锁紧模具、顶出产品的作用。它主要由定型座板、动型座板、拉杠
第二页,编辑于星期五:三点 十三分。
图1-5 卧式冷室压铸机构成图