焊线及焊线工艺介绍
焊线及焊线工艺介绍
焊线及焊线工艺介绍焊线的概述焊线是焊接过程中所使用的填充材料,用于连接和固定金属工件。
焊线通常由金属合金制成,具有良好的导电性和导热性。
焊线分为铝焊丝、铜焊丝、钢焊丝等不同材质,根据不同的焊接需求选择适合的焊线。
焊线的分类根据焊接方式和焊接材料的不同,焊线可以分为以下几类:1. 气焊焊丝气焊焊丝是一种常见的焊接材料,它通过燃烧燃气产生的热量来引燃焊丝,在气焊焊接过程中起到熔化金属、填充焊缝的作用。
常见的气焊焊线有铜焊丝和铝焊丝。
1.1 铜焊丝铜焊丝通常用于对铜及铜合金进行焊接。
铜焊丝具有良好的导电性和导热性,是电子、电器行业中常用的焊接材料。
1.2 铝焊丝铝焊丝是一种专门用于铝及铝合金焊接的材料。
铝焊丝具有良好的氧化抗性和流动性,在汽车制造、航空航天等领域得到广泛应用。
2. 电焊焊丝电焊焊丝是一种通过电弧的形式来熔化并填充焊缝的焊接材料。
电焊焊丝分为钢焊丝和不锈钢焊丝等不同种类。
2.1 钢焊丝钢焊丝是一种通用的电焊焊丝,广泛用于各种金属焊接。
钢焊丝分为低碳钢焊丝、中碳钢焊丝和高碳钢焊丝等不同规格,可根据具体的焊接需求选择合适的类型。
2.2 不锈钢焊丝不锈钢焊丝主要用于焊接不锈钢及其合金。
不锈钢焊丝具有耐腐蚀性和耐高温性,适用于化工、食品加工等领域的焊接工艺。
焊线工艺介绍焊线工艺是指焊接过程中所采用的技术和操作方法。
不同的焊接工艺适用于不同的焊接需求,下面将介绍几种常见的焊线工艺。
1. 气焊工艺气焊工艺是一种利用氢气和氧气混合燃烧产生的火焰来熔化焊丝并连接金属的焊接方法。
气焊工艺适用于对铜、铜合金、铝及铝合金等材料进行焊接。
2. 电弧焊工艺电弧焊工艺是一种通过电弧放电的方式将焊丝熔化并连接金属的焊接方法。
电弧焊工艺分为手工电弧焊、埋弧焊、氩弧焊等不同类型,可根据具体的焊接需求选择合适的工艺。
3. 不锈钢焊接工艺不锈钢焊接工艺是一种专门用于焊接不锈钢及其合金的工艺。
常见的不锈钢焊接工艺有TIG焊(钨极惰性气体保护焊)、MIG焊(金属惰性气体保护焊)及电弧焊等。
焊线工艺参数规范
焊线工艺规范1 范围 (2)2 工艺 (2)3 焊接工艺参数范围 (3)4 工艺调试程序 (5)5 工艺制具的选用 (6)6 注意事项 (8)1 范围1.1 主题内容本规范确定了压焊的工艺能力、工艺要求 .工艺参数、工艺调试程序、工艺制具的选用及注意事项。
1.2 适用范围1.2.1 ASM-Eagle60. k&s1488机型。
1.2.2 适用于目前在线加工的所有产品。
2 工艺2.1 工艺能力2.1.1 接垫最小尺寸:45µm×45µm2.1.2 最小接垫节距(相邻两接垫中心间距离):≥60µm2.1.3 最低线弧高度:≥6 mil2.1.4 最大线弧长度:≤7mm2.1.5 最高线弧高度:16mil2.1.6 直径:Eagle60:Ф18—75um , K&S1488: Ф18—50um2.2 工艺要求2.2.1 键合位置2.2.1.1 键合面积不能有1/4以上在芯片压点之外,或触及其他金属体和没有钝化层的划片方格。
2.2.1.2 在同一焊点上进行第二次键合,重叠面积不能大于前键合面积的1/3。
2.2.1.3 引线键合后与相邻的焊点或芯片压点相距不能小于引线直径的1倍。
2.2.2 焊点状态2.2.2.1 键合面积的宽度不能小于引线直径的1倍或大于引线直径的3倍。
2.2.2.2 焊点的长度:键合面积的长度不能小于引线直径的1倍或大于引线直径的4倍。
2.2.2.3 不能因缺尾而造成键合面积减少1/4,丝尾的总长不能超出引线直径的2倍。
2.2.2.4 键合的痕迹不能小于键合面积的2/3,且不能有虚焊和脱焊。
2.2.3 弧度2.2.3.1 引线不能有任何超过引线直径1/4的刻痕、损伤、死弯等。
2.2.3.2 引线不能有任何不自然拱形弯曲,且拱丝高度不小于引线直径的6倍,弯屏后拱丝最高点与屏蔽罩的距离不应小于2倍引线直径。
2.2.3.3 不能使引线下塌在芯片边缘上或其距离小于引线直径的1倍。
焊装生产工艺

钣件之间的间隙阶差来保证品质
1.修磨电极头
2.降低电流
3.降低加压力
4.减少通电时间
5.调整夹具或单品精度
1.降低电流
2.升高加压力
3.延长初期加压时间
1.纠正焊枪操作 3.更换电极头
2.清扫板材
1.调整两板材之间的间隙 2.加大焊枪的压力 3.对板材的表面进行清洁
应该打点焊接的位置没有打点
1.操作着没有严格按照作业标准作业 1. 加强对作业标准书的学习
四门二盖总成焊接
螺 四门安装 柱 焊 接
MIG焊接
前翼子板及两盖门安装
精调 外观检查
人工增打
车头总成焊接
前地板 总成焊接
地板总成焊接
后地板总成焊接
顶蓬 总成 焊接
G/W主焊接
车身号打 刻
左侧围总成焊接 机器人增打焊接
右侧围总成焊接
WBS
左右后轮 拱总成 焊接
地板总成焊接
组成 2、焊接ຫໍສະໝຸດ 1、组合 3、搬运● 车身总成焊接线(主要完成车身的组装和焊接工作)
*顶盖总成生产区 *左右侧围总成生产区
● 车身总成增打线(主要完成车身总成增打工作) ● 四门两盖总成生产区(主要完成白车身总成四门两盖等件生产) ● 白车身总成调整线(主要完成白车身总成四门两盖等件安装工作) ● 检查,修磨 ● 送往涂装
焊接生产工艺流程图
焊丝 焊嘴
送丝机
母材
溶接示意图
焊 枪
工件
用外加气体作为电弧介质并保护电弧和焊接区的电弧焊称为气体保护电弧焊,简称气体保护焊。
焊装生产线的构成
焊接生产工艺流程
● 小件焊接区(主要完成小件的分总成组装和焊接以及小件的螺母、螺柱焊接) ● 地板总成焊接线(主要完成地板总成等件的装配焊接工作)
焊接工艺指导书完整版

利用X射线或γ射线穿透 焊缝,在胶片上形成影 像,以检测焊缝内部缺 陷。
超声波检测
利用超声波在焊缝中的 反射和传播特性,检测 焊缝内部缺陷。
磁粉检测
利用磁场对铁磁性材料 的磁化作用,检测焊缝 表面或近表面的裂纹等 缺陷。
验收标准制定和执行流程
制定验收标准
根据焊接工艺评定报告、产品技术条件和合同要求等,制定具体的验收标准。
注意焊条的保管和烘干要求,确保焊条在使用前具有
良好的工艺性能。
焊丝类型及选用原则
01
根据母材的材质、焊接方法、工艺性能和焊缝质量 要求,选择相应牌号和规格的焊丝。
02
考虑焊丝的化学成分、力学性能、表面质量等因素 ,选择品质优良的焊丝。
03
注意焊丝的保管和烘干要求,确保焊丝在使用前具 有良好的工艺性能。
焊接工艺指导书完整版
目录
• 焊接工艺概述 • 焊接材料选择与准备 • 焊接设备与方法介绍 • 焊接工艺参数设置与优化 • 质量检查与验收标准制定 • 安全防护措施与环保要求
01
焊接工艺概述
焊接工艺定义与分类
焊接工艺定义
焊接工艺是一种通过加热、加压或两 者并用,使两个或多个金属材料在连 接处达到原子或分子间的结合,形成 永久性连接的工艺方法。
减少辅助时间和准备时间
合理安排生产流程,减少辅助时间和准备时 间。
优化焊接工艺参数
通过试验确定最佳工艺参数,提高焊接质量 和效率。
降低材料消耗和能源消耗
采用合理的下料和排版方法,减少材料浪费 ;选用高效节能设备,降低能源消耗。
05
质量检查与验收标准制定
外观质量检查项目和方法
焊缝成形
检查焊缝余高、焊缝宽度、焊缝表面是否平整,有无咬边、焊瘤 、弧坑等缺陷。
焊接的工艺特点及流程介绍
可通过与波峰焊的比较来了解选择性焊接的工艺特点。
两者间最明显的差异在于波峰焊中PCB的下部完全浸入液态焊料中,而在选择性焊接中,仅有部分特定区域与焊锡波接触。
由于PCB本身就是一种不良的热传导介质,因此焊接时它不会加热熔化邻近元器件和PCB 区域的焊点。
在焊接前也必须预先涂敷助焊剂。
与波峰焊相比,助焊剂仅涂覆在PCB下部的待焊接部位,而不是整个PCB。
另外选择性焊接仅适用于插装元件的焊接。
选择性焊接是一种全新的方法,彻底了解选择性焊接工艺和设备是成功焊接所必需的。
选择性焊接的流程典型的选择性焊接的工艺流程包括:助焊剂喷涂,PCB预热、浸焊和拖焊。
助焊剂涂布工艺在选择性焊接中,助焊剂涂布工序起着重要的作用。
焊接加热与焊接结束时,助焊剂应有足够的活性防止桥接的产生并防止PCB产生氧化。
助焊剂喷涂由X/Y机械手携带PCB通过助焊剂喷嘴上方,助焊剂喷涂到PCB待焊位置上。
助焊剂具有单嘴喷雾式、微孔喷射式、同步式多点/图形喷雾多种方式。
回流焊工序后的微波峰选焊,最重要的是焊剂准确喷涂。
微孔喷射式绝对不会弄污焊点之外的区域。
微点喷涂最小焊剂点图形直径大于2mm,所以喷涂沉积在PCB上的焊剂位置精度为±0.5mm,才能保证焊剂始终覆盖在被焊部位上面,喷涂焊剂量的公差由供应商提供,技术说明书应规定焊剂使用量,通常建议100%的安全公差范围。
预热工艺在选择性焊接工艺中的预热主要目的不是减少热应力,而是为了去除溶剂预干燥助焊剂,在进入焊锡波前,使得焊剂有正确的黏度。
在焊接时,预热所带的热量对焊接质量的影响不是关键因素,PCB材料厚度、器件封装规格及助焊剂类型决定预热温度的设置。
在选择性焊接中,对预热有不同的理论解释:有些工艺工程师认为PCB应在助焊剂喷涂前,进行预热;另一种观点认为不需要预热而直接进行焊接。
使用者可根据具体的情况来安排选择性焊接的工艺流程。
焊接工艺选择性焊接工艺有两种不同工艺:拖焊工艺和浸焊工艺。
焊线及焊线工艺介绍
Wire Tracing •Max. Die Level Different 400 – 500 um
•Facilities •Voltage 110 VAC (optional 100/120/200/210/ •220/230/240 VAC
Programmable profile, control and vibration modes
编辑ppt
11
Eagle
MACHINE SPECIFICATIONS (II)
•Vision System •Pattern Recognition Time 70 ms / point •Pattern Recognition Accuracy + 0.37 um •Lead Locator Detection 12 ms / lead
编辑ppt
8
X Y Table
•Linear 3 phase AC Servo motor •High power AC Current Amplifier •DSP based control platform •High X-Y positioning accuracy of +/- 1 mm •Resolution of 0.2 mm
(Programmable) •Loop Type Normal, Low, Square & J •XY Resolution 0.2 um •Z Resolution (capillary travelling motion)2.5 um •Fine Pitch Capability 35 mm pitch @ 0.6 mil wire •No. of Bonding Wires up to 1000 •Program Storage 1000 programs on Hard Disk •Multimode Transducer System
焊接工艺介绍

§2.1电阻焊
1.点焊
用两柱状电极压紧工件→通电→接触面发生点 状熔化(熔核)→断电,在压力下完成一个焊点的结 晶过程。多用于薄板的非密封性连接。
§2.1电阻焊
分流现象: 一个点焊好后,焊另一个点,有一部分电流流经已焊好的点处,称为分 流现象。接质量的主要因素有焊接电流、通电 时间、电极压力及工件 表面清理情况等。 工件越厚,焊件导电性越好分流现象越 严重影响焊 接质量。所以点焊有焊点间最小距离限制。
2.熔化极氩弧焊: 以连续送进的焊丝作为 电极进行焊接。此时可用较大电流焊接 厚度25mm以下工件。
★对氩气要求纯度99.7%以上,焊前必须把接头表面清理干净。 。
§1.6气体保护 焊
二、二氧化碳气体保护焊 ★ 以CO2 作为保护气体的电弧焊。焊丝作 电极,焊丝的送进靠送丝机构实现。 ★ 特点 1.成本低 CO2的价格低。 2.生产率高 焊丝的送进是机械化或自动化; 电流密度大,电弧热量集中, 故焊接速度较快;焊后无渣壳, 节约了清理时间。 3.操作性能好 明弧焊接,易于观察。 适于各种位置的焊接。 4.质量较好 焊接热影响区较小,变形和产生裂纹的倾向小。 5.飞溅较严重,焊缝不够光滑,易有气孔。 主要用于30mm以下低碳钢、部分低合金钢焊件,尤其适宜薄板。
§2.1电阻焊
二、缝焊 缝焊和点焊过程相似,只是用旋转的 圆盘状滚动电极 代替柱状电极。盘状 电极压紧焊件并滚动,同时也带动焊 件向前移动配合断续通电,形成连续 重叠的焊缝。焊点相互重叠50%以上, 密封性好主要用于要求密封性好的薄 壁结构。缝焊只适用于3mm以下的薄 壁结构。
§2.1电阻焊
3.对焊
5.应用 机械、电器、仪器、仪表、电子真空器件、航空、
航天设备等。
§ 2.3 钎焊
焊线及焊线工艺介绍
NOT INCLUDE DEDICATE LINE
Free air ball is captured in the chamfer
pad lead
Free air ball is captured in the chamfer
SEARCH HEIGHT
pad lead
Free air ball is captured in the chamfer
= 17 – 90 mm @ bonding area in Y = 54mm L = 280 mm [Maximum] T = 0.075 – 0.8 mm
•Applicable Magazine W = 100 mm (Maximum) L = 140 – 300 mm H = 180 mm (Maximum)
WIRE BOND PROCESS INTRODUCTION
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC Wire Bond 原理 M/C Introduction Wire Bond Process Material SPEC Calculator DEFECT
(3 leads/frame) •Lead Locator Accuracy + 2.4 um •Post Bond Inspection First Bond, Second Bond
Wire Tracing •Max. Die Level Different 400 – 500 um
•Facilities •Voltage 110 VAC (optional 100/120/200/210/ •220/230/240 VAC
heat
lead
焊线及焊线工艺介绍
•No. of Bonding Wires up to 1000
•Program Storage 1000 programs on Hard Disk
•Multimode Transducer System
•
Programmable profile, control and vibration modes
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
焊线及焊线工艺介绍Βιβλιοθήκη Bond Head ASSY
• Low impact force •Real time Bonding Force monitoring • High resolution z-axis position with 2.5 micron per step resolution • Fast contact detection • Suppressed Force vibration • Fast Force response • Fast response voice coil wire clamp
•
Solder
Ball
A
•
• SURFA • PlaDceejmuneknt
CE
•
TRIM
• MOUNT
• PTHKRGOU •
GH
发电机绕组焊线工艺
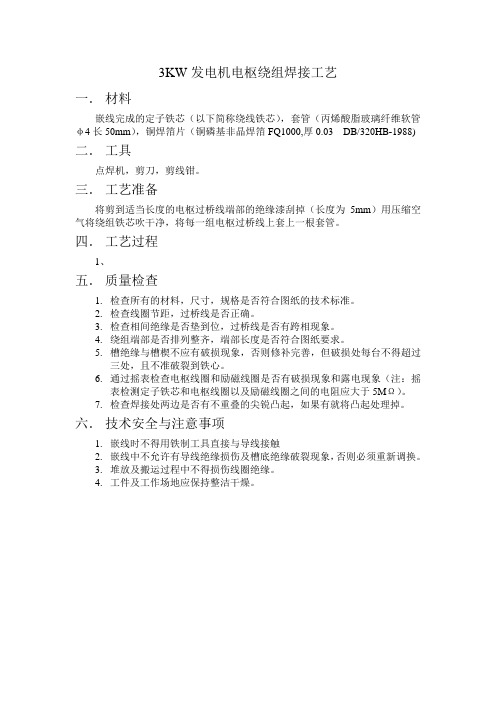
3KW发电机电枢绕组焊接工艺
一.材料
嵌线完成的定子铁芯(以下简称绕线铁芯),套管(丙烯酸脂玻璃纤维软管φ4长50mm),铜焊箔片(铜磷基非晶焊箔FQ1000,厚0.03 DB/320HB-1988)
二.工具
点焊机,剪刀,剪线钳。
三.工艺准备
将剪到适当长度的电枢过桥线端部的绝缘漆刮掉(长度为5mm)用压缩空气将绕组铁芯吹干净,将每一组电枢过桥线上套上一根套管。
四.工艺过程
1、
五.质量检查
1.检查所有的材料,尺寸,规格是否符合图纸的技术标准。
2.检查线圈节距,过桥线是否正确。
3.检查相间绝缘是否垫到位,过桥线是否有跨相现象。
4.绕组端部是否排列整齐,端部长度是否符合图纸要求。
5.槽绝缘与槽楔不应有破损现象,否则修补完善,但破损处每台不得超过
三处,且不准破裂到铁心。
6.通过摇表检查电枢线圈和励磁线圈是否有破损现象和露电现象(注:摇
表检测定子铁芯和电枢线圈以及励磁线圈之间的电阻应大于5MΩ)。
7.检查焊接处两边是否有不重叠的尖锐凸起,如果有就将凸起处理掉。
六.技术安全与注意事项
1.嵌线时不得用铁制工具直接与导线接触
2.嵌线中不允许有导线绝缘损伤及槽底绝缘破裂现象,否则必须重新调换。
3.堆放及搬运过程中不得损伤线圈绝缘。
4.工件及工作场地应保持整洁干燥。
焊接工艺介绍
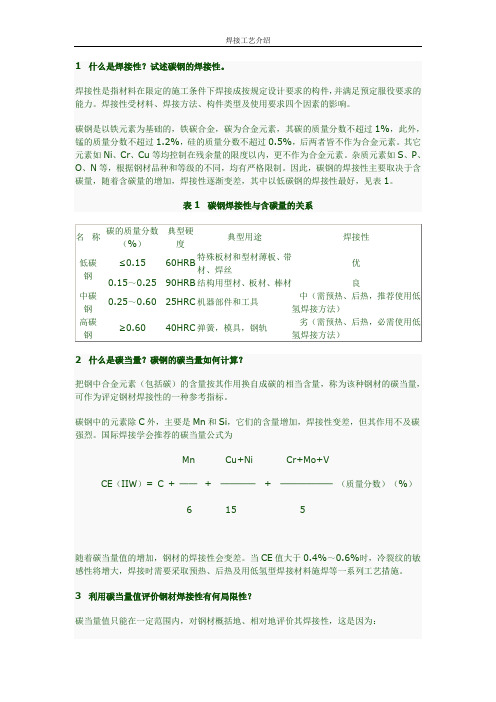
1 什么是焊接性?试述碳钢的焊接性。
焊接性是指材料在限定的施工条件下焊接成按规定设计要求的构件,并满足预定服役要求的能力。
焊接性受材料、焊接方法、构件类型及使用要求四个因素的影响。
碳钢是以铁元素为基础的,铁碳合金,碳为合金元素,其碳的质量分数不超过1%,此外,锰的质量分数不超过1.2%,硅的质量分数不超过0.5%,后两者皆不作为合金元素。
其它元素如Ni、Cr、Cu等均控制在残余量的限度以内,更不作为合金元素。
杂质元素如S、P、O、N等,根据钢材品种和等级的不同,均有严格限制。
因此,碳钢的焊接性主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差,其中以低碳钢的焊接性最好,见表1。
表1 碳钢焊接性与含碳量的关系2 什么是碳当量?碳钢的碳当量如何计算?把钢中合金元素(包括碳)的含量按其作用换自成碳的相当含量,称为该种钢材的碳当量,可作为评定钢材焊接性的一种参考指标。
碳钢中的元素除C外,主要是Mn和Si,它们的含量增加,焊接性变差,但其作用不及碳强烈。
国际焊接学会推荐的碳当量公式为Mn Cu+Ni Cr+Mo+VCE(IIW)= C + ──+────+──────(质量分数)(%)6 15 5随着碳当量值的增加,钢材的焊接性会变差。
当CE值大于0.4%~0.6%时,冷裂纹的敏感性将增大,焊接时需要采取预热、后热及用低氢型焊接材料施焊等一系列工艺措施。
3 利用碳当量值评价钢材焊接性有何局限性?碳当量值只能在一定范围内,对钢材概括地、相对地评价其焊接性,这是因为:1)如果两种钢材的碳当量值相等,但是含碳量不等,含碳量较高的钢材在施焊过程中容易产生淬硬组织,其裂纹倾向显然比含碳量较低的钢材来得大,焊接性较差。
因此,当钢材的碳当量值相等时,不能看成焊接性就完全相同。
2)3)影响焊缝金属组织从而影响焊接性的因素,除了化学成分和冷却速度外,还有焊接循环中的最高加热温度和在高温停留时间等参数,在碳当量值计算公式中均没有表示出来。
最全超声波焊接工艺及焊线设计方法

既能避免产品划伤,又能保证产品定位。
超声波焊接设计要点
4.底座制作
根据产品外形设计不同材料的底座,分为以下几大类别: 1.不需要保护产品外观的内部件:采用刚性底座,一般为金属材质,打磨倒角后
使用,固定产品。 2.需要对产品外观进行防护的,采用弹性底座,一般为金属表面附着硬硅胶,仿
形定位,固定并防护产品。 3.组合式底座,产品外形复杂,尺寸较大,需要焊接的角度不在水平面上,尺寸
较小难以固定,需要辅助固定的产品,一般采用组合式底座进行固定。
超声波焊接设计要点
5.超声波塑料接面机构设计
超声波焊接时并不要求全体振动发热,而是希望能选择得性的在焊接部位发热, 超声波焊接时,超声波在塑料中传达到设有导熔线〈Energy Director〉的接合面, 在此处发热而焊接。没有开设导熔线,来以点破坏面的材质分子结构,便无法焊 接。因此超声波塑料焊接的接面机构设计,影响焊接的难易、焊接部外观、加工 精度、焊接强度及水、气密性等。
超声波焊接设计要点
1.焊接材料的选择
a.不可选择热固性材料:原理分析:热固性材料一次加热后成型为最终 状态,不可再次使用 。 超声波焊接原理为接触面高速面摩擦,产生高温使 塑胶的分子链破坏的同时加压,是焊接面的塑胶分子链重新形成,最终“合 二为一”。
选择热塑性材料:热塑性材料形成的分子结构为高分子次级弱链连接, 再次受到加热时高分子次级弱链受到破坏,破坏后的分子链在高温及适当 的压力下回再次成型。
焊接工艺介绍
焊接工艺介绍一、概述二、CO2气体保护焊三、点焊四、电极一、概述1、焊接工艺的基本概念焊接工艺是根据产品的生产性质、图样和技术要求,结合现有条件,运用现代焊接技术知识和先进生产经验,确定出的产品加工方法和程序,是焊接过程中的一整套技术规定.包括焊前准备、焊接材料、焊接设备、焊接方法、焊接顺序、焊接操作的最佳选择以及焊后处理等.制订焊接工艺是焊接生产的关键环节,其合理与否直接影响产品制造质量、劳动生产率和制造成本,而且是管理生产、设计焊接工装和焊接车间的主要依据.焊接结构生产的一船工艺过程如图所示.焊接是整个过程中的核心丁序,焊前准备和焊后处理的各个工序都是围绕着获得符合焊接质量要求的产品而做的工作。
质量检验贯穿于整个生产过程,以控制和保证焊接生产的质量.每个工序的具体内容,由产品的结构特点、复杂程度、技术要求和生产量的大小等因素决定。
2 焊接工艺的发展概况焊接方法是焊接工艺的核心内容,其发展过程代表了焊接工艺的进展情况。
焊接方法的发明年代及发明国家见表2.1。
1。
按照焊接过程的特点,焊接分为熔焊、压焊和钎焊三大类,每一类根据工艺特点又分为若干不同方法,见图2.1.2。
目前许多新的焊接工艺正逐步用于焊接生产,极大地提高了焊接生产率和焊接质量。
在重型机械、冶金矿山机械、工程机械、电站锅炉压力容器、石油化工、机车车辆、汽车等行业中普遍采用了数控切割技术、埋弧自动焊、电渣焊、CO2气体保护焊、TIG焊、MIG焊、电阻焊和钎焊等焊接方法并具有成套的焊接工艺装备。
尤其是汽车生产线中采用了co 2气体保护焊、TIG焊、MIG焊等焊接机器人、电阻焊机器人和自动生产线,大大提高了焊接质量和生产效率,焊接机械化、自动化水平己达到总焊接工作量的35%一45%。
与工业发达国家相比,我国的焊接机械化和自动化水平还较低,按熔化焊来计算,目前日本为67%,德国为80%.美国为56%,原苏联为40%,而我国还不到20%,其主要原因是我国焊接生产主要还靠手工电弧焊,自动化水平高的气体保护焊和埋弧自动焊应用少。
焊线工艺参数规范
焊线工艺规范1范围 (2)2工艺 (2)3焊接工艺参数范围 (3)4工艺调试程序 (5)5工艺制具的选用 (6)6注意事项 (8)1范围1.1主题内容本规范确定了压焊的工艺能力、工艺要求.工艺参数、工艺调试程序、工艺制具的选用及注意事项。
1.2适用范围1.2.1ASM-Eagle60.k&s1488机型。
1.2.2适用于目前在线加工的所有产品。
2工艺2.1工艺能力2.1.1接垫最小尺寸:45µm×45µm2.1.2最小接垫节距(相邻两接垫中心间距离):≥60µm2.1.3最低线弧高度:≥6mil2.1.4最大线弧长度:≤7mm2.1.5最高线弧高度:16mil2.1.6直径:Eagle60:Ф18—75um,K&S1488:Ф18—50um2.2工艺要求2.2.1键合位置2.2.1.1键合面积不能有1/4以上在芯片压点之外,或触及其他金属体和没有钝化层的划片方格。
2.2.1.2在同一焊点上进行第二次键合,重叠面积不能大于前键合面积的1/3。
2.2.1.3引线键合后与相邻的焊点或芯片压点相距不能小于引线直径的1倍。
2.2.2焊点状态2.2.2.1键合面积的宽度不能小于引线直径的1倍或大于引线直径的3倍。
2.2.2.2焊点的长度:键合面积的长度不能小于引线直径的1倍或大于引线直径的4倍。
2.2.2.3不能因缺尾而造成键合面积减少1/4,丝尾的总长不能超出引线直径的2倍。
2.2.2.4键合的痕迹不能小于键合面积的2/3,且不能有虚焊和脱焊。
2.2.3弧度2.2.3.1引线不能有任何超过引线直径1/4的刻痕、损伤、死弯等。
2.2.3.2引线不能有任何不自然拱形弯曲,且拱丝高度不小于引线直径的6倍,弯屏后拱丝最高点与屏蔽罩的距离不应小于2倍引线直径。
2.2.3.3不能使引线下塌在芯片边缘上或其距离小于引线直径的1倍。
2.2.3.4引线松动而造成相邻两引线间距小于引线直径的1倍或穿过其他引线和压点。
截齿焊接生产线工艺

截齿焊接生产线工艺
截齿焊接生产线主要是用于生产带有截齿结构的产品,如锯片、钻头等。
下面是一般截齿焊接生产线的一些常见工艺步骤:
1.原材料准备:
准备合适的刀片、刀头或其他工件作为焊接的原材料。
2.截齿加工:
使用相应的工艺设备,对原材料进行截齿加工。
这一步通常包括刀具的形状设计、截齿的切削和成形等。
3.清洗和除油:
将截齿后的工件进行清洗和除油处理,确保焊接表面干净,有利于焊接质量。
4.焊接设备准备:
准备焊接设备,包括焊接机器、焊接电极、焊接工具等。
5.设定焊接参数:
根据工件的材料和尺寸,设定合适的焊接参数,如焊接电流、电压、焊接时间等。
6.焊接:
进行焊接工艺,将截齿与工件焊接在一起。
这可能包括点焊、脉冲焊或其他适合截齿连接的焊接方式。
7.焊后处理:
对焊接后的工件进行处理,可能包括清理焊渣、磨削调整焊接表面等。
8.质检:
进行焊接质检,检查截齿与工件的连接是否牢固,焊接质量是
否符合要求。
9.包装和出库:
将合格的产品进行包装,准备出库。
请注意,不同类型的截齿和工件可能需要不同的工艺参数和设备,具体的截齿焊接生产线工艺可能会因生产要求而有所不同。
在实际应用中,建议根据具体产品和设备要求调整工艺流程。
电焊一条线的焊接工艺流程和注意事项
电焊一条线的焊接工艺流程和注意事项下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!电焊一条线的焊接工艺流程与注意事项在工业生产中,电焊是一种常见的连接金属材料的方法。
电线焊接方法

电线焊接方法电线焊接是一种常见的焊接方法,它广泛应用于电子、电气、机械等行业。
正确的电线焊接方法可以保证焊接质量,提高工作效率。
下面将介绍几种常见的电线焊接方法及其操作步骤。
首先,准备工作。
在进行电线焊接之前,需要做好充分的准备工作。
首先要检查焊接设备,确保焊接机、焊接枪等设备完好无损。
其次要选择合适的焊接材料,包括焊丝、焊剂等。
另外,还要准备好所需的辅助工具,如钳子、剥线器等。
最后,要确保工作场所通风良好,避免因焊接产生的烟尘对身体造成伤害。
其次,操作步骤。
接下来是实际的焊接操作步骤。
首先要将待焊接的电线两端剥去一定长度的绝缘层,露出导体。
然后用砂纸或清洁剂清洁导体表面,去除氧化层和污垢,以保证焊接质量。
接着将焊丝插入焊枪,调节好焊接机的电流和温度。
将焊枪对准焊接部位,用一只手持焊枪,另一只手持焊丝,用焊丝接触导体表面,同时按下焊接机的开关按钮,使焊丝和导体迅速熔化,形成均匀的焊接点。
焊接完成后,用绝缘胶带或热缩管将焊接点进行绝缘处理,以防止短路或漏电。
最后,注意事项。
在进行电线焊接时,需要注意一些事项以确保安全和质量。
首先要注意个人防护,包括佩戴防护眼镜、手套等。
其次要注意焊接机的使用方法,避免因操作不当而导致事故。
另外要注意焊接环境,避免在易燃、易爆或有化学腐蚀性的场所进行焊接。
此外,还要注意焊接后的清理工作,及时清理焊接产生的焊渣和焊剂,保持工作场所整洁。
总之,电线焊接是一项重要的工艺,在实际应用中需要掌握正确的焊接方法和技巧。
只有正确操作,才能保证焊接质量,确保设备和人员的安全。
希望以上介绍的电线焊接方法及注意事项能够对大家有所帮助,谢谢阅读。
电线焊接方法

电线焊接方法电线焊接是一种常见的金属连接方法,广泛应用于电气工程、机械制造、汽车维修等领域。
正确的焊接方法不仅可以确保焊接质量,还能提高工作效率。
下面将介绍几种常见的电线焊接方法及其操作步骤。
首先,我们来介绍电弧焊接方法。
电弧焊接是利用电弧将工件和焊条熔化,形成坚固的连接。
操作时,首先要准备好焊接设备,包括焊接机、焊条、焊接面罩等。
然后,将工件表面清理干净,用夹具固定好工件的位置。
接下来,将焊条插入焊接机的焊条夹持装置,调整好焊接电流和电压,戴好焊接面罩,开始进行焊接。
在焊接过程中,要保持焊枪和工件的角度适当,保持稳定的焊接速度,以确保焊接质量。
其次,是气体保护焊接方法。
气体保护焊接是利用惰性气体或活性气体对焊接区域进行保护,防止氧气和其他杂质对焊接质量的影响。
在进行气体保护焊接时,需要使用气体保护焊接设备,包括焊接枪、气瓶、减压阀等。
操作时,首先要将气瓶连接到焊接设备上,并调整好气体流量和压力。
然后,将工件表面清理干净,将工件固定好,戴好焊接面罩,开始进行焊接。
在焊接过程中,要注意保持适当的焊接速度和角度,以确保焊接质量。
最后,是电阻焊接方法。
电阻焊接是利用电流通过工件产生热量,使工件表面瞬间熔化,形成连接。
在进行电阻焊接时,需要使用电阻焊接设备,包括电阻焊接机、电极等。
操作时,首先要将工件夹紧在电极之间,调整好电阻焊接机的参数,开始进行焊接。
在焊接过程中,要保持适当的压力和电流,以确保焊接质量。
总的来说,无论是电弧焊接、气体保护焊接还是电阻焊接,都需要严格按照操作规程进行,保证焊接质量。
在进行焊接时,要注意安全防护措施,避免因操作不当造成意外伤害。
同时,要选择适合的焊接方法和焊接材料,根据具体的工件材料和要求进行选择,以确保焊接质量和效率。
希望以上介绍的电线焊接方法能对大家有所帮助,谢谢阅读!。
焊锡焊线技巧

焊锡焊线技巧一、焊锡焊线的基本知识1.1 焊锡焊线的定义焊锡焊线是一种用于电子制造和修复的重要材料,常用于连接电路板上的电子元件和导线。
它由两部分组成,焊锡是主要的焊接材料,焊线则是包裹焊锡的外层材料。
1.2 焊锡焊线的分类焊锡焊线可以根据不同的要求和用途进行分类。
常见的分类方式包括焊锡纯度、焊线直径和焊线芯心形状等。
根据焊锡纯度可分为纯度高和纯度低的焊锡;根据焊线直径可分为粗细不同的焊线;根据焊线芯心形状可分为芯心为矩形和芯心为花心的焊线。
1.3 焊锡焊线的选购注意事项选择适合的焊锡焊线非常重要,以下是一些建议: 1. 选择合适直径的焊线,通常根据焊接对象的尺寸来确定。
2. 核对焊线的纯度,确保其质量符合要求。
3. 选择合适类型的焊线芯心,根据焊接工艺和要求来决定。
二、焊锡焊线的使用技巧2.1 准备工作在焊接开始之前,有几项准备工作需要进行: - 确保焊铁头部清洁,没有焊锡残留或氧化物。
- 准备焊锡焊线和辅助工具,如钳子、剪线器等。
- 确保焊接环境通风良好,避免有害气体的吸入。
2.2 焊接技巧以下是一些常用的焊接技巧,可以帮助提高焊接质量和效率: 1. 控制焊锡温度:焊锡温度过高会损坏电子元件,而温度过低则会导致焊接不良。
因此,需要根据焊锡的熔点和焊接对象的要求来控制焊锡的温度。
2. 使用适量的焊锡:使用过少的焊锡会导致焊接不牢固,而使用过多的焊锡则会造成短路等问题。
合适的焊锡量可根据焊线直径和焊接对象来确定。
3. 热量均匀分布:将焊锡焊线放在焊接位置上,使热量均匀分布,确保焊接的均匀性和牢固性。
4. 避免晃动:焊接时应保持手稳定,避免焊锡晃动,以免造成冷焊或焊接不良。
2.3 焊线处理技巧焊线处理对焊接的成功与否起着重要作用,以下是一些建议: - 剪线:在焊接完成后,及时剪除多余的焊线,可减少短路的发生。
- 整齐摆放:焊线可以在焊接完成后整齐地摆放,使焊接点干净、美观,并有利于后续的维护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/8/9
Eagle
MACHINE SPECIFICATIONS (II) •Vision System •Pattern Recognition Time 70 ms / point •Pattern Recognition Accuracy + 0.37 um •Lead Locator Detection 12 ms / lead
Gold wire
pad
2020/8/9
lead
B.PRINCIPLE
PRESSURE VNATION GLASS
2020/8/9
GOLD BALL
Al SiO2
Si
MOISTURE
銲接條件
HARD WELDING Pressure (Force) Amplify & Frequecy Welding Time (Bond Time) Welding Tempature (Heater) THERMAL BONING Thermal Compressure Ultrasonic Energy (Power)
Lead fram
2020/8/9
Wafer Grinding
封裝流程
Wafer Saw
Die Bonding
toaster
Wire Bonding
Die Surface Coating
Molding
Laser Mark
BGA
SURFACE MOUNTPKG THROUGH HOLE PKG
2020/8/9
2020/8/9
Bond Head ASSY
• Low impact force •Real time Bonding Force monitoring • High resolution z-axis position with 2.5 micron per step resolution • Fast contact detection • Suppressed Force vibration • Fast Force response • Fast response voice coil wire clamp
Solder Ball Placement
Dejunk TRIM Solder Plating
Singulation
Solder Plating TRIM/ FORMING
Dejunk TRIM
Packing
Wire Bond 原理
Ball Bond ( 1st Bond )
Wedge Bond ( 2nd Bond )
2020/8/9
Eagle
MACHINE SPECIFICATIONS (I) •Bonding System •Bonding Method Thermosonic (TS) •BQM Mode Constant Current, Voltage, Power and Normal
(Programmable) •Loop Type Normal, Low, Square & J •XY Resolution 0.2 um •Z Resolution (capillary travelling motion)2.5 um •Fine Pitch Capability 35 mm pitch @ 0.6 mil wire •No. of Bonding Wires up to 1000 •Program Storage 1000 programs on Hard Disk •Multimode Transducer System
(3 leads/frame) •Lead Locator Accuracy + 2.4 um •Post Bond Inspection First Bond, Second Bond
Wire Tracing •Max. Die Level Different 400 – 500 um
•Facilities •Voltage 110 VAC (optional 100/120/200/210/ •220/230/240 VAC
2020/8/9
Eagle
MACHINE SPECIFICATIONS (III)
•Material Handling System •Indexing Speed 200 – 250 ms @ 0.5 “ pitch •Indexer Resolution 1um •Leadframe Position Accuracy + 2 mil •Applicable Leadframe W = 17 – 75 mm @ bonding area in Y = 65mm
2020/8/9
W/H ASSY
• changeover •·Fully programmable indexer & tracks •·Motorized window clamp with soft close feature •·Output indexer with leadframe jam protection feature • Tool less conversion window clamps and top plate enables fast device
焊线及焊线工艺介绍
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC Wire Bond 原理
M/C Introduction
Wire Bond Process
Material
SPEC
Calculator
DEFECT
2020/8/9
封裝簡介
晶片Die
金線 Gold Wire 導線架
2020/8/9
X Y Table
•Linear 3 phase AC Servo motor •High power AC Current Amplifier •DSP based control platform •High X-Y positioning accuracy of +/- 1 mm •Resolution of 0.2 mm