深圳热流道供应商的热尖式热流道系统与浇套式热流道系统
热流道系统品牌排行榜_热流道系统供应商

热流道系统品牌排行榜_热流道系统供应商本文档由深圳机械展SIMM整理,热流道系统品牌排行榜。
1.北美洲知名热流道品牌(英文名-中文名-国家)MOLD-MASTERS(马斯特)加拿大品牌:全球市场占有率最高DMEINCOE(英柯欧)美国品牌:北美标准的先行者HUSKY(赫斯基)加拿大品牌CACO 美国品牌FASTHEAT 美国品牌HASCO(哈斯高) 德国品牌2.欧洲知名热流道品牌SYNVENTIVE(圣万提)荷兰品牌EWIKON 德国品牌GUNTHERMASTIP(坤特)德国品牌:专攻瓶胚模热流道SPEAR 德国品牌PLASTHING 英国品牌UNITEMP 瑞典品牌THERMOPLY 意大利品牌3.亚洲知名热流道品牌FISA(菲莎)日本品牌:世界第一家弹簧自锁针阀热流道企业SEIKI 日本品牌HOTSYS 南韩品牌YUDO 柳道万和:亚洲市场占有率前列HOTSYS信好(哈希斯)韩国SINO(先锐)中国(YUDO子公司)MOULD-TIP(麦士德)中国深圳ANNTONG(映通)中国台湾KLN(克朗宁)中国上海ANOLE 阿诺立NISSEN-TIP 宁塑MOZOI 默作(弹簧自锁针阀)CORETOR(格润泰)中国江苏4.澳洲知名热流道品牌MASTIP 新西兰品牌DME(北美的标准)是全球最大的模具标准配件供应商之一,拥有五十年的丰富经验,历史悠久。
HUSKYFISA(第一家弹簧自锁针阀)最大特点,依靠弹簧和注射压力的平衡控制针阀开关,装配调试和维护简单,模具精度不高,日本国内客户基本自己有维护能力,广泛应用在家电、汽车饰件、精密多腔模具中。
GUNTHERMASTIP(专攻瓶胚模热流道)MOLD-MASTER(世界上占有率最高)其中MOLD-MASTER堪称热流道中的劳斯莱斯—-加热部分在喷嘴上。
他们中的很大成本在调试和维护上,客户基本不能自己维护。
YUDO(亚洲市场占有率前列)国外热流道在模具中的使用已达到80~90%,而国内模具热流道的使用在30%左右。
深圳热流道讲述:各种热流板的温控方式的比较

内加热方式是指从热流道内部加热,加热器装在流道内。加热器周围的温度较高,塑料流动性好,靠近流道壁的塑料因为温度较低而凝结,形成隔热层,减少了加热器的热损失,使这种热流板的温控方式拥有较高的热效率。但内加热的热流板的温控方式容易局部过热,造成加热器周围的塑料分解,而且当塑料的流动间隙过大时,会因为加热器周围与流道壁之间的塑料温度差过大而在制品内部产生残余应力。所以内加热的热流道分流板的流道直径一般为3~5mm,且加热器温度在较低值,注塑压力一般较高。
热流板的温控方式可以根据加热方式分为两大类:内加热和外加热外部加热,通过在与热流板平行的孔中插入熔丝加热器或者在集流腔侧面安装空隙加热器、铸铝加热器或者带式加热器。这种将塑料降解加热的热流板的温控方式不会产生局部过热的情况,但传热效率低;流道直径不受集流腔构造的限制;塑料流动性好,注射压力小;集流腔加工容易,加热器维修简单。
热流道供应商

1.北美洲MOLD-MASTERS 加拿大HUSKY 加拿大SYNVENTIVE 荷兰CACO美国INCOE 美国FASTHEAT美国D-M-E美国HASCO德国2.欧洲EWIKON 德国GUNTHER德国SPEAR 德国PLASTHING 英国UNITEMP 瑞典THERMOPLY 意大利Manner 芬兰、德国3.亚洲into 上海印通FISA日本SEIKI 日本HOTSYS南韩YUDO 南韩SINO中国(YUDO子公司)HRSTEC 哈斯泰克(YUDO子公司)MOULD-TIP 麦仕德中国KLN 克朗宁中国4.澳洲MASTIP 新西兰热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
分流板在一模多腔或者多点进料、单点进料但料位偏置时采用。
材料通常采用P20或H13。
分流板一般分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。
温控箱包括主机、电缆、连接器和接线公母插座等。
热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等。
热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
分流板在一模多腔或者多点进料、单点进料但料位偏置时采用。
材料通常采用P20或H13。
分流板一般分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。
温控箱包括主机、电缆、连接器和接线公母插座等。
热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等。
热流道塑料模具设计程序第一,根据塑件结构和使用要求,确定进料口位置。
汽车模具技术标准
深圳市华益盛模具有限公司CAVITYCORE图1-7设计在分型面上的热咀必需考虑到热咀的前端避空,在加工上后模做避空比前模做避空方便,所以优先在后模做1mm避空。
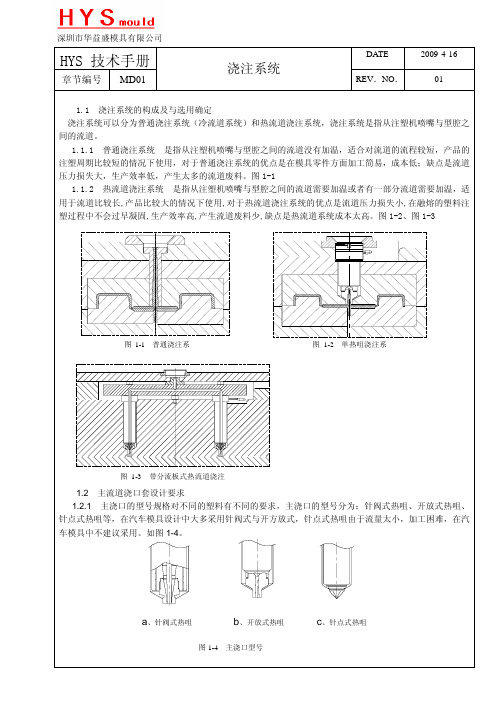
章节编号 MD01 浇注系统REV .NO . 011.3 浇口的布置依据与分流道设计标准 1.3.1 浇口的布置分为几个原则:① 根据产品的大小、产品厚度、注塑材料流长比的特性来肯定浇口的数量;② 根据产品外观要求,浇口不能设计在外观面的位置,熔接痕不能出现在外观面与薄弱区域; ③ 对于非顺序填充的产品要考虑各个浇口填充到产品末端一定要平衡;③ 在满足以上要求的情况下尽量缩短分流道长度,降低浇注系统的压力损失与凝料质量。
实际中有很多问题是不能够以经验来解决,在设计当中必需要经过模流分析来肯定浇口的数量与位置。
在初步确定浇口位置、数量做模流分析前,可以根据以往相类似的产品,请看第7节、模具浇口位置的归类汇总。
可以根据表1-1 中查出各种材料的流长比,由于材料的生产商不同,牌号不同所以各种材料的特性也有差异,表中的流径值只能做为其它材料的参考。
标准注塑机最常见的额定注射压力是150~160MPa 。
注塑机喷嘴压力损失一般为10~15 MPa ,而热流道的压力损失一般为25~55 MPa ,浇口到产品填充末端压力降一般为75 MPa ,所以在产品末端的压力一般会保证有15~35 MPa (根据各种材料的最低的成型压力不会出现产品缺陷)。
1.3.2 分流道设计要求(1) 分流道常见截面形状有圆形、U 形、梯形、正六边形、半圆形、矩形等种数,选取的流道都是易于加工,在流道长度与流道体积相同的情况下流动阻力各热损失最小的截面形状。
从热损失角度,流道所具有的表面积应越小越好(流道表面积=流道截面X 流道长度)。
对于各种类型产品的分流道选择可以按表1-2,分流道的尺寸规格按表1-3。
塑料 对产品壁厚的流径 代号 牌号 生产厂商 1mm 2mm 3mm PP Hostalen PP1080F Elenac SA 170 550 1100PP+GF40 Hostalen PPN7190TV40Elenac SA 120 370 700ABS Novodur PL-AT Bayer 85 270 510ABS+GF Novodur PHGV17 Bayer 52 162 310PC/ABS Bayblend T65MN Bayer 51 180 370 PC Makrolon 2405 Bayer 62 222 475 PC+GF30 Makrolon 8030 Bayer 38 140 290 PA6 Ultramid B3S BASF AG 84 325 720 PA6+GF30 Ultramid B3WG6 BASF AG 85 300 570 PA66 Ultramid A3K BASF AG 86 340 790 PA66+GF30 Ultramid A3WG6 BASF AG 71 280 620 POM Delrin 500 85 280 560 POM Delrin 100 36 122 240 表1-1 型腔中压力降为△p=75MPa 时模塑件壁厚深圳市华益盛模具有限公司深圳市华益盛模具有限公司深圳市华益盛模具有限公司深圳市华益盛模具有限公司深圳市华益盛模具有限公司深圳市华益盛模具有限公司深圳市华益盛模具有限公司深圳市华益盛模具有限公司深圳市华益盛模具有限公司。
热流道的种类和结构
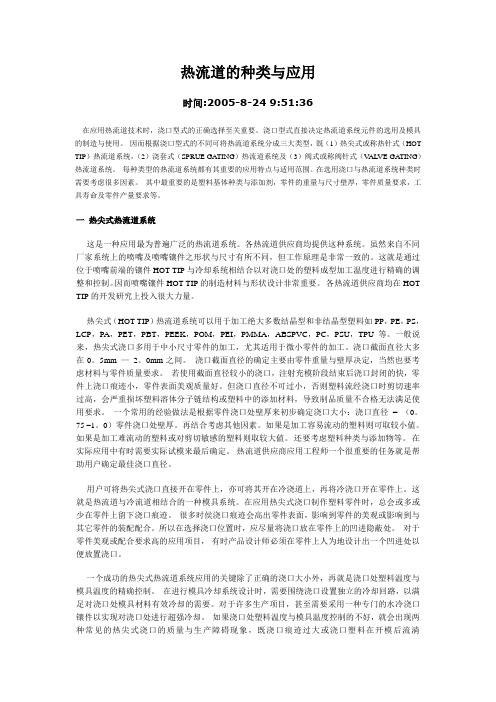
热流道的种类与应用时间:2005-8-24 9:51:36在应用热流道技术时,浇口型式的正确选择至关重要。
浇口型式直接决定热流道系统元件的选用及模具的制造与使用。
因而根据浇口型式的不同可将热流道系统分成三大类型,既(1)热尖式或称热针式(HOT TIP)热流道系统,(2)浇套式(SPRUE GATING)热流道系统及(3)阀式或称阀针式(V ALVE GATING)热流道系统。
每种类型的热流道系统都有其重要的应用特点与适用范围。
在选用浇口与热流道系统种类时需要考虑很多因素。
其中最重要的是塑料基体种类与添加剂,零件的重量与尺寸壁厚,零件质量要求,工具寿命及零件产量要求等。
一热尖式热流道系统这是一种应用最为普遍广泛的热流道系统。
各热流道供应商均提供这种系统。
虽然来自不同厂家系统上的喷嘴及喷嘴镶件之形状与尺寸有所不同,但工作原理是非常一致的。
这就是通过位于喷嘴前端的镶件HOT TIP与冷却系统相结合以对浇口处的塑料成型加工温度进行精确的调整和控制。
因而喷嘴镶件HOT TIP的制造材料与形状设计非常重要。
各热流道供应商均在HOT TIP的开发研究上投入很大力量。
热尖式(HOT TIP)热流道系统可以用于加工绝大多数结晶型和非结晶型塑料如PP,PE,PS,LCP,PA,PET,PBT,PEEK,POM,PEI,PMMA,ABSPVC,PC,PSU,TPU等。
一般说来,热尖式浇口多用于中小尺寸零件的加工,尤其适用于微小零件的加工。
浇口截面直径大多在0。
5mm —2。
0mm之间。
浇口截面直径的确定主要由零件重量与壁厚决定,当然也要考虑材料与零件质量要求。
若使用截面直径较小的浇口,注射充模阶段结束后浇口封闭的快,零件上浇口痕迹小,零件表面美观质量好。
但浇口直径不可过小,否则塑料流经浇口时剪切速率过高,会严重损坏塑料溶体分子链结构或塑料中的添加材料,导致制品质量不合格无法满足使用要求。
一个常用的经验做法是根据零件浇口处壁厚来初步确定浇口大小:浇口直径= (0。
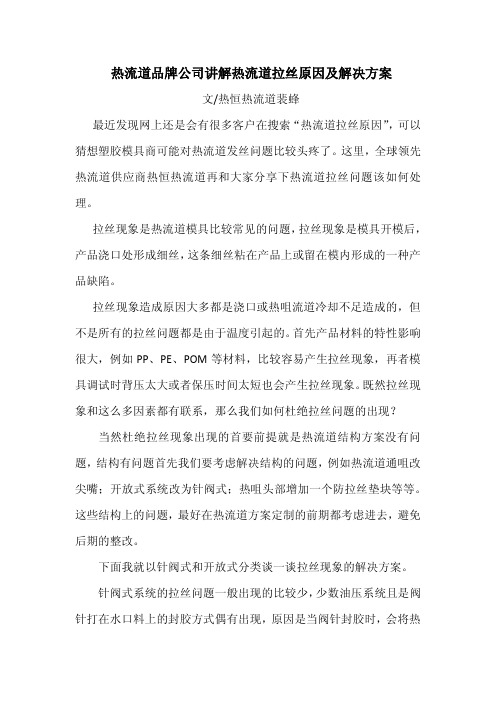
针点式热流道结构

针点式热流道系统由以下几个部分组成:
1. 针点热嘴:它被设计成用来连接主流道和热流道。
它包含加热线圈,熔融塑料在这里被加热,达到熔点后进入下一步。
2. 分流板:分流板的主要作用是分配塑料熔体到各个模具型腔。
熔体在这里通过针点热嘴,并在热嘴和分流板之间进行热量交换。
3. 主流道衬套:主流道衬套通常安装在模具上,为塑料熔体提供流动的通道。
4. 热流道板:热流道板是热流道系统的核心部分,它包含加热元件和温度传感器,用于控制温度。
塑料熔体在这里被加热并分配到各个模具型腔。
5. 热嘴连接器:热嘴连接器用于连接热流道板和模具上的进料系统。
6. 温度控制系统:温度控制系统用于控制和调节热流道内的温度,确保塑料熔体的温度在加工过程中保持稳定。
针点式热流道结构的特点是简单、紧凑,适用于中小型模具,但它的加工精度和热效率相对较低。
以上信息仅供参考,如有需要,建议咨询专业技术人员。
Synventive 热流道系统 说明书

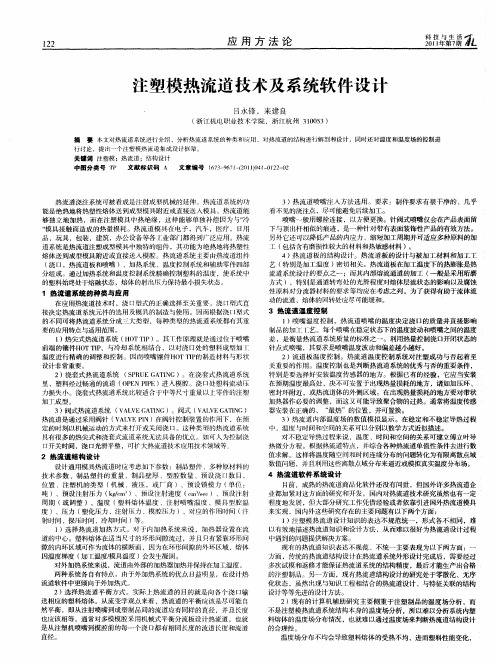
圣万提注塑工业(苏州)有限公司 用户手册 修订本 0.3热流道系统用户手册引言亲爱的客户感谢您使用圣万提的热流道系统,基于多年的设计和生产经验,我们有信心为您提供高质量的产品,使用中如有任何疑问,请随时和我们联系。
此手册所包含的基本信息适用于圣万提所有的热流道系统,是正确安装、操作、维护的参考书,也是如何健康安全使用热流道系统的指导书。
为保证产品的使用寿命、确保操作者的人身安全,要求用户必须严格遵循手册内容。
热流道系统必须由专业人士安装操作,用户应为自身的安全和设备的完好性负责,圣万提不对因不当使用、安装及操作导致的损伤或损坏负责。
用户应采取必要的安全防护措施如佩戴安全手套、安全耳套、安全眼罩等等。
此文件中可能不包含所有的应用注意事项,因此用户操作时必须遵循基本的及其公司内部要求的操作安全规定。
我们对产品的建议出于我们对产品的了解,用户可遵循但不应局限于此。
用户可处于自身的考量和计算调整,从而使产品和注塑机及其他设备更好地配合,从而更好地满足注塑过程的需求。
手册旨在为使用热流道模具的加工、生产和注塑人员设计,如果您是工具制造商,请将此手册转交给注塑模具的最终用户。
您忠实的圣万提注塑工业有限公司销售中心USA – Peabody, MA Synventive Molding Solutions 10 Centennial Drive Peabody, MA 01960Tel.: +1 800 367 5662 Tel.: +1 978 750 8065Fax: +1 978 646 3600 Email:*******************Deutschland – BensheimSynventive Molding SolutionsGmbHHeimrodstraße 10P. O. Box 312364625 BensheimTel. :+49 (0)6251 9332-0Fax :+49 (0)6251 9332-90Email:***********************中国 – 苏州圣万提注塑工业(苏州)有限公司苏州工业园区港田工业坊12B215021电话: +86 512 6283 8870传真: +86 512 6283 8890Email:***********************此文件包含重要机密信息,版权归圣万提注塑工业,任何个人或机构在未取得圣万提书面授权的情况下不得全部或部分复制、出售给任何第三方机构及个人。
热流道系统

热流道系统 热流道系统是通过加热的办法来保证流道和浇口的塑料保持 融融状态。热流道系统一般由热喷嘴、分流板、温控箱和附 件等几部分组成。热喷嘴一般包括两种:开放式热喷嘴和针 阀式热喷嘴。由于热喷嘴形式直接决定热流道系统选用和模 具的制造,因而常相应的将热流道系统分成开放式热流道系 统和针阀式热流道系统。
热流道系统工作原理是在塑料模具内安装加
热器;利用加热和温度控制的原理使模具的
浇口保持融融状态。犹如注塑机的炮台直接
延伸到产品型腔的进浇点,使产品更直接轻
松成型。
目录
• • • • • • • • • • • 热流道系统简介 原理 热流道分类 由模具的结构来探讨其差异性 热流道与模具业 塑胶材料特性介绍 热流道模具的优点 热流道模具的缺点 热流道系统的组成 热流道应用主要技术关键 热流道模具的应用范围
热流道系统简介
热流道在成型生产上面起着非常大的作用。热流 道系统是一个Байду номын сангаас合体。不是指单个产品。它其中 包括了热喷嘴、温控器、分流板等。这些一起就 组成了热流道系统。
热流道品牌公司讲解热流道拉丝原因及解决方案
热流道品牌公司讲解热流道拉丝原因及解决方案文/热恒热流道裴蜂最近发现网上还是会有很多客户在搜索“热流道拉丝原因”,可以猜想塑胶模具商可能对热流道发丝问题比较头疼了。
这里,全球领先热流道供应商热恒热流道再和大家分享下热流道拉丝问题该如何处理。
拉丝现象是热流道模具比较常见的问题,拉丝现象是模具开模后,产品浇口处形成细丝,这条细丝粘在产品上或留在模内形成的一种产品缺陷。
拉丝现象造成原因大多都是浇口或热咀流道冷却不足造成的,但不是所有的拉丝问题都是由于温度引起的。
首先产品材料的特性影响很大,例如PP、PE、POM等材料,比较容易产生拉丝现象,再者模具调试时背压太大或者保压时间太短也会产生拉丝现象。
既然拉丝现象和这么多因素都有联系,那么我们如何杜绝拉丝问题的出现?当然杜绝拉丝现象出现的首要前提就是热流道结构方案没有问题,结构有问题首先我们要考虑解决结构的问题,例如热流道通咀改尖嘴;开放式系统改为针阀式;热咀头部增加一个防拉丝垫块等等。
这些结构上的问题,最好在热流道方案定制的前期都考虑进去,避免后期的整改。
下面我就以针阀式和开放式分类谈一谈拉丝现象的解决方案。
针阀式系统的拉丝问题一般出现的比较少,少数油压系统且是阀针打在水口料上的封胶方式偶有出现,原因是当阀针封胶时,会将热咀内的一段塑胶往前推到水口位,解决方案如下:1. 热阻采取两段加热的方式。
2. 缩短阀针的形成,减小阀针对水口料的影响。
开放式系统的拉丝现象一般比较常见,原因是由于塑件在冷却的时候,是由浇口周边皮层先固化,如果浇口区域固化不完全时(浇口区域温度的不断输入),这时开模浇口区域的塑料被拉出形成拉丝现象。
解决方案如下:1. 降低热咀温度,如果热咀够长更改为两段加热效果会更好。
,2. 减小浇口的尺寸,从而减小浇口外部的皮层。
3. 浇口处增加水路,降低浇口区域温度,优化浇口位置的冷却过程。
总之,拉丝现象可能用一次试模不能保证可以解决,但通过试模得到的情况结合以上我阐述的方法结论,就基本上可以解决所有热流道模具拉丝问题。
注塑模热流道技术及系统软件设计
对外加热系统来说 , 流道由外部的加热器加热并保持在加工温度。 两种系统 各自有特点 ,由于外加热系统 的优点 日益明显 ,在设计热 流道软件中更倾向于外加热式。 2)选择热流道平衡方式。实际上热流道的 目的就 是向各 个浇 口输 送相应的塑料熔体。从流变学观点来看 ,热流道的平衡应该是尽可能 自 然平衡 ,即从 注射喷嘴到成型制品间的流道应有同样的直径 , 且长度 并 也应该相等。通常对多模模腔采用机械式平衡分流板设计热流道 ,也就 是从注塑机喷嘴到模腔前的每一个浇 口都有相同长度 的流道长度和流道 直径。
L 孛 _ 参看 凳
应用 方 法 论
l 2 3
影响注塑制品的质量和生产效率。分析热流道温度场 ,可以对发生的应 力 、应变和翘曲变形进行预测 ,其结果对热流道结构设计和注塑工艺参 数有重要的指导意义 ,可以提高一次试模成功率。 因此 ,需要采用一 种适当的知识表达方式 用来 描述热流道设计知 识 ,用来支持热流道的结构设计。同时 ,利用热流道熔体的温度场数学 模 型,在计算机辅助下分析热流道 内部的温度状态 ,并根据分析结果进 步指导热流道的结构设计。 在研究 了以上注塑模及其热流道相关技术后 ,本文设计 了一套热流 道 系统 集成 设 计 方法 ,在 P /平 台上进 行 二 次开 发 ,通过 建 立 热 流道 设 mE 计数学模型与相应的设计知识库 ,根据设计需求 ,系统 自 动获得零件结 构基本参数值 。用户只要通过简单的参数选择和定义即可完成产品的初 步设计 ,并可 以浏览设计的结果。当设计需求变化后,系统重新生成相 应的参数,并驱动三维C D A 系统 ,产生新的设计结果 。同时 ,还对加热 系统进行设计 ,对整个系统设计结果进行温控模拟和分析 ,并实现反馈 修改。热流道系统集成设计结构框图如图l 所示。
热流道知识点总结
热流道知识点总结一、热流道系统的构成热流道系统是由热流道模块、加热系统、温控系统和控制系统组成的。
其中,热流道模块包括热流道板、喷嘴、热流道阀门等部件,它们的设计和制造质量直接影响着热流道系统的稳定性和成型品的质量。
加热系统负责为塑料液体提供所需的热量,保持热流道中塑料的流动状态。
温控系统用于实时监测和控制热流道系统中的温度,确保成型品的成型质量。
控制系统则负责控制整个热流道系统的工作,包括温度调节、喷嘴开关和塑料流量控制等。
二、热流道系统的优势相比传统的冷流道系统,热流道系统具有以下几个优势:1. 减少废品率热流道系统能够有效控制塑料的流动和冷却,减少成型品的熔接线和瘤状缺陷,从而降低废品率。
2. 提高生产效率由于热流道系统能够加快塑料的冷却速度,因此可以缩短注射周期,提高生产效率。
3. 节约原材料热流道系统可以更准确地控制塑料的流动路径和充填时间,减少了对原材料的浪费,节约了生产成本。
4. 改善成型品质量热流道系统能够减少成型品内部的应力和变形,提高了成型品的质量和表面光洁度。
5. 扩大设计自由度热流道系统可根据产品的设计要求灵活调整塑料的流动路径和充填方式,提高了产品的设计自由度。
三、在塑料成型中的应用热流道技术广泛应用于各类塑料成型品的生产中,包括工业产品、电子产品、汽车零部件等。
它在以下几个方面发挥了重要作用:1. 成型品结构复杂对于结构复杂的成型品,热流道系统能够更精确地控制塑料的流动路径,保证成型品的结构完整和一致性。
2. 薄壁成型热流道系统能够加速塑料的冷却速度,使得薄壁成型更容易实现,避免了因塑料冷却不均匀而产生的熔接线和卡痕等缺陷。
3. 高精度成型对于精度要求高的成型品,热流道系统能够保证成型品的尺寸精度和表面质量,提高了成型品的可靠性和一致性。
四、热流道系统的设计和调试1. 热流道系统的设计热流道系统的设计需要根据成型品的结构和要求进行合理的布局和尺寸确定。
设计时需要考虑塑料的流动路径、冷却时间、喷嘴的布置位置等因素,以保证成型品的质量和生产效率。
热流道的种类(浇口结构)

热流道的种类(浇口结构)热流道的浇口结构如以下图1所示,可分为2类。
图1.浇口结构1)开放浇口(Hot chip/Thermal gate)通过喷嘴尖端的形状和温度控制,让浇口周围的树脂固化来控制浇口的开闭。
“开放浇口的特点”•浇口品质会受到温度控制的影响•浇口结构简单,无活动部分•通过材质优化,可用于工程塑料等2)阀门浇口(机械浇口)闸门的开闭由阀杆(阀销)动作进行控制。
“阀门浇口的特点”•浇口品质取决于阀门驱动力和加工精度(适当的间隙)•通过材质优化,可用于工程塑料等•也可支持高压成型•成型条件范围较宽1)浇口开闭机构开放浇口的开闭原理如下图2所示。
图2.开放浇口的开闭机构Ⅰ. 填充树脂后,浇口周围的树脂因保压冷却而固化,浇口关闭Ⅱ. 浇口部分因分模而切断Ⅲ. 浇口处的固化树脂因注射时的树脂压力和剪切发热而重新熔融,浇口打开。
2)浇口品质使用开放浇口的情况下,通过分模切断浇口时可能会留下浇口痕迹(图2-Ⅱ)。
(图3)※通常,浇口痕迹应小于浇口直径的1/3图3.开放浇口痕迹由于开放浇口的开闭是利用温度控制进行,所以如果控制不当可能会出现以下问题(仅在条件不合适的情况下)。
•因冷却不足导致拉丝•由于歧管残余压力而导致的垂挂•由于浇口直径不当等引起的浇口高度阀门浇口1)浇口开闭机构阀门浇口是利用如下所示的机构进行浇口开闭。
(图4)Ⅰ. 阀门以机械方式让阀销回退,从而打开浇口并注入树脂。
Ⅱ. 填充/保压完成后,阀门以机械方式推进阀销并关闭浇口。
图4.阀门浇口的开闭机构2)浇口品质因为阀销是机械密封的,所以可获得良好的浇口。
图5.阀门浇口痕迹换句话说,这种先进的热流道技术可以为高质量成型产品的生产做出重大贡献。
•减少浇口痕迹、实现良好外观•可支持高精度的产品尺寸要求。
热流道培训教材
East china 上海 : TEL: 0086-21-54855106
宁波 : TEL: 0086-574- 88204623 苏州 : TEL: 0086-512-67501335
North china 北京 : TEL: 0086-10 -67654372
青岛 : TEL: 0086-532-83088291
安装
判断发热线,感温线和地线的接法 判断热电偶正负 判断热电偶和温控箱配备的方法(K,J型)
一.客户加工阶段:(如下图所示)
●G和d4应保持同心
●d4和W应保持垂直
●d1和d4之间应保持同心 ●为防止漏胶,封胶位需与热咀高精度配合
●对浇口部位进行精密的加工处理,要保持精度和光洁度
●热咀开框时要加上膨胀量E
a.堵头式
b.镶件式(方形) b.镶件式(圆形)
2、电脑锣加工流道,扩散焊连接
特点:将分流板分开两半,分别用电脑锣加工流道,可 得到较光滑、无死角的流道,然后再用先进的扩 散焊工艺将两块板焊接在一起。但加工工艺复杂, 且成本比较昂贵,所以很少使用。
如何先择热流道 1 要知道该模具为什么要用热流道
●使用定位块或导柱来确保定模固定板(底板)和热喷咀座板的 位置.特别是针阀式热咀时面板和A板必需有定位装置.
●热咀上的发热圈、热电偶及分流板发热管需留出接线槽,所 有导线最终连接到接线盒,接线盒一般在模具上方(天侧)。 导线不能被绞曲或过分折弯,并采用接线柱或铝盖板进行保 护。
●装配前,用溶剂清洁分流板,去掉保护油。 ●在热喷咀上面涂上红丹,装上热分流板,检查密封环(如果
热流道的主要功能之一是使热流道内的塑料熔体
在模塑周期的注射、保压和冷却整个阶段保持正确 的加工温度。从而达到无冷水口,减少二次加工, 缩短注塑周期,提高产品一致性,实现大批量生产。
南烽——国内优质热流道的经典故事——访南烽精密机械(深圳)有限公司
南烽——国内优质热流道的经典故事——访南烽精密机械(深圳)有限公司本刊记者/楚念良张盼8月中旬的一天下午,深圳依然在高温的烘烤之下,记者驱车前往深圳市龙岗区平湖新木盛低碳产业园,应约采访南烽精密机械(深圳)有限公司。
天气酷热让每个人都觉得不爽,而南烽精密机械(深圳)有限公司生产的产品的名字却与“热”有关,这就是时下注塑模具行业广泛应用的一种产品——热流道!10多年来,南烽精密机械(深圳)有限公司在热流道行业埋头钻研技术,产品精雕细做,做出了一份不俗的事业,并因此而成为深圳高新技术企业!在低碳产业园公司的办公区域、生产现场,南烽精密机械(深圳)有限公司领导们向记者讲叙了一个娓娓动听而又看的见,摸的着的热流道经典故事——热流道绘出的靓丽彩虹南烽精密机械(深圳)有限公司,2001年在香港成立,刚开始时公司销售欧美进口包装机械设备及零部件,并提供技术支持与项目管理服务。
同年建立与德国FELLER公司的合作,开展温控器业务并将FELLER引进中国市场;2002年成立深圳办事处,同年建立与HEITEC 公司的合作,并将HEITEC引进中国市场,2004年成立北京办事处,开展华北地区的业务, 2006年成立上海办事处,开展华东地区业务,2007年成立深圳工厂,生产加工精密零部件、模板、组装和维修热流道系统,2008年开发出72模腔PET瓶胚热流道并成功推向市场,2009年开发及生产通用热流道系统, 同年成立成都办事处,开展西部地区业务,2010年研发和制造96腔PET瓶胚热流道并成功推向市场,2011年搬迁深圳工厂并扩大产能满足市场发展需求。
2012年在新加坡、印度及越南等地成立了技术服务处。
南烽成立以来,以热流道绘出了一条靓丽的彩虹!毫无疑问,南烽作为一家专业的热流道系统服务供应商,为客户提供完整解决方案,包括热流道系统,温控器以及注塑应用的相关精密零部件,致力于提供高品质产品和优质服务。
南烽在引进技术的基础上不断创新,在国内高端热流道市场,成为一股新的势力—— 高温工程塑料的成熟应用塑料行业的发展,其新材料不断推出,高性能超群的工程塑料应用越来越广泛,在应对特殊工程塑料方面经验丰富,无论是高温材料如LCP、PPS、PEEK、PEI以及带有高百份比的玻纤塑料,南烽都有大量成功的例子。
热流道知识大全(原理、系统、模具及应用)
热流道介绍热流道起源和现状热流道系统(hot runner systems)起源于注塑工业中的无流道系统,作为一项先进的塑料注塑加工技术,在西方发达国家的普及使用可以追溯到上个世纪的中期甚至更早。
热流道具有许多优点,因此,在国外发展比较快,许多塑胶模具厂所生产的模具50%以上采用了热流道技术,部分模具厂甚至达到80%以上。
在中国,这一技术在近十年才真正得以全面推广和应用,随着模具行业的不断发展,热流道在塑胶模具中运用的比例也逐步提高,但总体上还未达到国外热流道模具的比例。
近年来,热流道技术在中国的逐渐推广,这很大程度上是由于我国模具向欧美公司的出口量快速发展带来的。
在欧美国家,注塑生产已经依赖于热流道技术。
可以这样说,没有使用热流道技术的模具现在已经很难出口,这也造成了很多模具厂家对于热流道技术意识上的转变。
热流道的原理冷流道是指模具入口与产品浇口之间的部分。
塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。
所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小流道来节省材料,理想情况是这样,但实际应用中则很难达到两全其美。
热流道又称无流道是指在每次注射完毕后流道中的塑料不凝固,塑胶产品脱模时就不必将流道中的水口脱出。
由于流道中的塑料没有凝固,所以在下一次注射的时候流道仍然畅通。
简要言之,热流道就是注塑机喷嘴的延伸。
热流道模具的特点为什么会有这种热流道技术出现呢?热流道技术又能够带给我们哪些好处呢?熟悉注塑工艺的工程人员都知道,常规注塑成型经常会有以下不利因素的出现:a. 填充困难;b. 薄壁大制件容易变形;c. 浇道原材料的浪费;d. 多模腔模具的注塑件质量不一等。
热流道技术的出现,则给这些问题提供了比较完善的解决方案,一般来讲,采用热流道有以下的好处:■ 缩短制件成型周期因没有浇道系统冷却时间的限制,制件成型固化后便可及时顶出。
许多用热流道模具生产的薄壁小零件成型周期可在5秒钟以下。
压铸模热流道形式
压铸模热流道形式
压铸模热流道形式是指采用热流道技术应用于压铸模具中的浇注系统。
热流道技术是一种使塑料模具的流道系统不会冻结、堵塞的技术,通过加热流道,使塑料保持塑性流体状态,不发生凝固和堵塞。
以下是关于压铸模热流道形式的示例:
1.阀式热流道系统:采用加热式的浇注系统,通过控制阀门的开启和关闭来
调节熔融塑料的流动。
这种热流道系统可以精确控制塑料的流动,减少浇注系统对模具的依赖,提高产品的稳定性和一致性。
2.针阀式热流道系统:与阀式热流道系统类似,针阀式热流道系统也是通过
控制阀门的开启和关闭来调节熔融塑料的流动。
不同的是,针阀式热流道系统使用针阀来控制塑料的流动,可以更好地控制塑料的流动方向和流量,适用于更复杂的产品结构。
3.开放式热流道系统:采用开放式的浇注系统,没有阀门控制熔融塑料的流
动。
这种热流道系统适用于产量大、品种单一的产品生产,因为其结构简单、成本低廉。
4.共注射热流道系统:将两个或多个注射单元的热流道组合在一个模具内,
同时向模具内注射不同颜色的塑料。
这种热流道系统可以生产出多色、多材质的复杂产品,提高产品的外观和性能。
总之,压铸模热流道形式采用热流道技术应用于压铸模具中的浇注系统,可以有效地提高产品的稳定性和一致性,降低生产成本,提高生产效率。
不同的热流道形式适用于不同的产品需求和生产条件,需要根据实际情况进行选择和应用。
热流道分类
热流道分类热流道分类热流道是塑料注射模具中的一种技术,通过在注塑模具中布置加热系统,使塑料熔融后能够保持一定的温度,在注射成型过程中能够更加稳定和均匀地填充模腔,从而得到更好的注塑产品。
根据热流道的结构和使用方式,我们可以将其分为以下几个分类。
1. 点状热流道点状热流道是最简单、最基础的热流道系统。
它由一个或多个通过短直冷却筒与模具连接的热流道组成。
短直冷却筒通过水冷却循环保持低温状态,防止塑料在此处的温度升高。
点状热流道适用于较小的注塑件,能够提高塑料的熔融和流动性。
2. 常规热流道常规热流道是目前应用最广泛的热流道系统。
它由一个或多个具有特定形状的热流道组成,可以分为直线型、环形型、H型等不同形状。
常规热流道通过独立的加热系统和温度控制器,将塑料保持在恒定的温度,并通过可控的阀门控制塑料的流动,实现注塑件的良好成型。
3. 堆叠热流道堆叠热流道是一种多层次的热流道系统,用于制造具有复杂结构的注塑件。
它由多个平行布置的热流道组成,每层热流道通过独立的加热系统和温度控制器控制。
堆叠热流道可以单独控制每一层塑料的温度和流动情况,使得各层注射成型质量更加稳定。
4. 阀门热流道阀门热流道是一种应用比较广泛的具有多个阀门的热流道系统。
它通过阀门控制塑料的流动和停止,实现注塑件的准确成型。
阀门热流道适用于需要多个注射阶段的注塑件,如多色、多层或嵌入金属件的注塑制品。
5. 多级热流道多级热流道是一种通过多个独立的加热区域控制塑料温度的热流道系统。
它适用于在不同的注射阶段需要不同温度的注塑件。
多级热流道能够更加精确地控制注塑产品的质量,提高产品的一致性。
以上是根据热流道的不同特点和应用场景进行的分类。
每种热流道系统都有其独特的优势和适用范围,在实际应用中可以根据注塑件要求选择合适的热流道分类。
6. 热嘴热流道热嘴热流道是一种将热嘴技术与热流道技术相结合的系统。
热嘴位于模具的前端,用于将塑料熔融并保持在恒定的温度。
热流道系统的分类
热流道系统的分类文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]热流道系统的分类在应用热流道技术时,浇口型式的正确选择至关重要。
浇口型式直接决定热流道系统元件的选用及模具的制造与使用。
1热尖式热流道系统2浇套式热流道系统3阀式热流道系统每种类型的热流道系统都有其重要的应用特点与适用范围。
在选用浇口与热流道系统种类时需要考虑很多因素,其中最重要的是塑料基体种类与添加剂、零件的重量与尺寸壁厚、零件的质量要求、工具寿命及零件产量要求等。
1、热尖式热流道系统(HOT TIP)其工作原理就是通过位于喷嘴前端的镶件HOT TIP与冷却系统相结合,以对浇口处的塑料成型加工温度进行精确的调整和控制。
因而喷嘴镶件HOT TIP的制造材料与形状设计非常重要。
热尖式(HOT TIP)热流道系统可以用于加工绝大多数结晶型和非结晶型塑料如PP、PE、PS、LCP、PA、PET、PBT、PEEK、POM、PEI、PMMA、ABSPVC、PC、PSU、TPU等。
一般来说,热尖式浇口多用于中小尺寸零件的加工,尤其适用于微小零件的加工。
浇口截面直径大多在0.5mm-2.0mm之间。
浇口截面直径的确定主要由零件重量与壁厚决定,当然也要考虑材料与零件质量要求。
若使用截面直径较小的浇口,注射充模阶段结束后浇口封闭快、零件上浇口痕迹小、零件表面美观质量好。
如果浇口直径过小,将导致塑料流经浇口时剪切速率过高,会严重损坏塑料熔体分子链结构或塑料中的添加材料,致使制品质量不合格无法满足使用要求。
在对浇口尺寸的选择上一惯做法是根据零件浇口处壁厚来初步确定浇口大小:浇口直径 =(0.75-1.0)零件浇口处壁厚。
加工易流塑料取较小值,加工难流动的塑料或对剪切敏感的塑料则取较大值。
通常热尖式浇口直接开在零件上,亦可将其开在冷浇道上再将冷浇口开在零件上。
这就是热流道与冷流道相结合的一种模具系统。
在应用热尖式浇口制作塑料零件时,总会或多或少在零件上留下浇口痕迹。
热流道系统的分类
热流道系统的分类在应用热流道技术时,浇口型式的正确选择至关重要。
浇口型式直接决定热流道系统元件的选用及模具的制造与使用。
1热尖式热流道系统2浇套式热流道系统3阀式热流道系统每种类型的热流道系统都有其重要的应用特点与适用范围。
在选用浇口与热流道系统种类时需要考虑很多因素,其中最重要的是塑料基体种类与添加剂、零件的重量与尺寸壁厚、零件的质量要求、工具寿命及零件产量要求等。
1、热尖式热流道系统(HOT TIP)其工作原理就是通过位于喷嘴前端的镶件HOT TIP与冷却系统相结合,以对浇口处的塑料成型加工温度进行精确的调整和控制。
因而喷嘴镶件HOT TIP的制造材料与形状设计非常重要。
热尖式(HOT TIP)热流道系统可以用于加工绝大多数结晶型和非结晶型塑料如PP、PE、PS、LCP、PA、PET、PBT、PEEK、POM、PEI、PMMA、ABSPVC、PC、PSU、TPU等。
一般来说,热尖式浇口多用于中小尺寸零件的加工,尤其适用于微小零件的加工。
浇口截面直径大多在0.5mm- 2.0mm之间。
浇口截面直径的确定主要由零件重量与壁厚决定,当然也要考虑材料与零件质量要求。
若使用截面直径较小的浇口,注射充模阶段结束后浇口封闭快、零件上浇口痕迹小、零件表面美观质量好。
如果浇口直径过小,将导致塑料流经浇口时剪切速率过高,会严重损坏塑料熔体分子链结构或塑料中的添加材料,致使制品质量不合格无法满足使用要求。
在对浇口尺寸的选择上一惯做法是根据零件浇口处壁厚来初步确定浇口大小:浇口直径=(0.75-1.0)零件浇口处壁厚。
加工易流塑料取较小值,加工难流动的塑料或对剪切敏感的塑料则取较大值。
通常热尖式浇口直接开在零件上,亦可将其开在冷浇道上再将冷浇口开在零件上。
这就是热流道与冷流道相结合的一种模具系统。
在应用热尖式浇口制作塑料零件时,总会或多或少在零件上留下浇口痕迹。
很多时侯浇口痕迹会高出零件表面,影响到零件的美观或影响到与其它零件的装配。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深圳热流道供应商的热尖式热流道系统与浇套式热流道系统
文/热恒热流道彭银英
与热尖式和浇套式热流道系统应用要求一样,如果对阀式浇口处温度控制的不好,也会造成严重的生产困难。
例如,如果浇口处温度过高,塑料在开模时有粘在阀针上的危险。
相反地如果浇口处温度过低,浇口
塑料过冷,造成阀针关闭困难等。
也许您会问热恒热流道行业中阀式热流道
模具与热尖式和浇套式热流道模具的价格
一样吗?
在一般情况下,阀式浇口热流道模具在
价格上比热尖式和浇套式热流道模具贵一
些。
如果阀式热流道系统及阀针控制装置本
身设计制作不好,就会出现如在阀针后形成
流动死角,或在阀针与其它零件之间的滑动
配合面上发生溢料现象等问题。
另外如果阀
针制作不好, 关闭动作操作控制不当,亦有
损坏浇口的严重后果。
所以阀式热流道系统
虽然有许多其它两种类型的热流道系统不
具备的优点,但也增加了模具的复杂性。