基于PLC的轴承压入机伺服精确定位系统研制
轴承压装自动选配系统的研制

进 行 压装 。在 这个 过 程 中人 为 出错 因素严 重 , 且 工作 量大 而 繁琐 , 配 质 并 选
量 不稳 定 , 工率 较 高 , 轮对 轴 承 是影 响铁 路 车 辆 运 行安 全 的关 键 部件 , 返 而 随着铁 路 货车 提速 重 载的不 断 发展 , 承的 工作 状况 尤 为关键 , 接影 响着 轴 直 车辆 的运行 速 度和行 车 安全 , 以轴 承 压 装 自动选 配 系统 的 研 制 对 于车 辆 所 行 车有 着重 要 的意 义 , 在该 整套 设备 已调试 完毕 , 入试 运行 。 现 投
测量 全 过程 在线 监控 。 自动 测量 时 , 态栏 中显 示测 量全 过程 , 状 当测 量 结果 超差 或测 量 动作 故障 时 , 示 器上 有 报 警 指 示 。如 果 测 量过 程 中 出现 显
故障 时 , 程 序将 会 自动停 止 , 发 出故 障报警 。 测量 并
1 2 轴 承 自动检 测 系统 的研 制 .
将 新 造轴 承 、 修轴 承 内径 尺 寸进 行 自动测 量 , 印 轴 承 内 径 测 量 结 检 打 果, 并将 打 印纸 自动 粘贴 到 轴承 外圈 表 面 , 然后将 数 据传 输 给智 能化 轴承 立
一
1 一 2
维普资讯
现 场 经 验
维普资讯
现 场 经 验
铁 道机 车车辆 工人 第 5期 2 0 0 7年 5月
文 章编 号 :0 7—6 4 ( 0 7 0 0 1 0 10 0 2 2 0 ) 5— 0 1— 4
轴 承 压 装 自动选 配 系统 的研 制
赵 贺 生
( 州华 天机 电装 备 有 限 公 司 河 南 郑 州 郑 4 00 ) 5 0 1
基于PLC的冲床机械手伺服控制系统

基于PLC的冲床机械手伺服控制系统王熙;王守城;段俊勇;韩绍林【摘要】The punch with manual loading and unloading has many problems such as low efficiency and hidden trouble of safety.In order to solve these problems a kind of servo control system of loading and unloading manipulator of punch based on PLC was introduced.The system was controlled by Mitsubishi Q series PLC.The overall scheme of control system was designed.The workpiece was grasped by vacuum sucker, and the pneumatic system was designed.The models were selected for each hardware of the servo control system.The control of servo drive units used SSCNET communication bus instead of pulse.The electrical connection scheme of the servo system was determined.The connection between the positioning module and the limit switch was completed.The configuration of the input and output ports of the control system was distributed, and the automatic program of the manipulator by GX Works2 software was designed.The system used closed-loop servo control system.It has accuracy position and fast and stable operation.It can significantly increase work efficiency and improve the working environment.%针对冲床采用人工上下料存在效率低及安全隐患等问题,设计了一种基于PLC的冲床机械手自动上下料伺服控制系统.以三菱Q系列PLC为控制核心,设计了系统的总体控制方案;采用真空吸盘实现工件的抓放,完成了吸盘气动系统的设计;确定了系统各硬件的型号;采用SSCNET通信总线代替脉冲实现对伺服驱动单元的控制,设计了伺服驱动器的电气回路和定位模块与极限开关的接线;分配了系统输入输出端口,通过GX Works2软件编写机械手自动运行程序.系统采用闭环控制,精度高,运行快速稳定,能明显提高工作效率,改善工作环境.【期刊名称】《轻工机械》【年(卷),期】2017(035)006【总页数】4页(P50-53)【关键词】机械手;伺服控制系统;可编程序控制器;SSCNET通信总线;GXWorks2软件【作者】王熙;王守城;段俊勇;韩绍林【作者单位】青岛科技大学机电工程学院,山东青岛 266061;青岛科技大学机电工程学院,山东青岛 266061;青岛科技大学机电工程学院,山东青岛 266061;青岛科技大学机电工程学院,山东青岛 266061【正文语种】中文【中图分类】TP241冲压是针对塑性材料的一种快速成型技术。
伺服进给系统定位精度的试验研究

见 图 1 。
驱动特性 的改善 以及 功能的扩大 。为此 ,数控机床对 伺服进 给系统的位 置控制 、速度 控制 、伺 服 电动机 、 机械传动等方 面都 有很 高的要求 。所 以,研究与开发 性能优 良的伺 服进给系统是现代数控机床 的关键技术
CHE Sy N iu,Z HOU Hab ,JANG Yo g h n , L io I nc e g ONG Z mig e n
( ol eo c a i l nie r go i ui nvr t, i ui e o g a g14 0 ,C ia C l g f e Mehnc g ei f a s U i s y J m s H i nj n 5 0 7 hn ) aE n n Jm ei a l i
21 0 2年 4月 第 加 卷 第 7期
机床 与液压
MACHI NE TOOL & HYDRAUL C IS
Ap . 2 2 r 01
Vo. 0 No 7 14 .
D :1 . 9 9 j is. 0 1—3 8 . 0 2 0 . 0 OI 0 3 6 / .sn 10 8 12 1. 7 0 6
之一 。
伺 服 控 制 软件
1 伺服 进给 控 制试 验 系统 的组成 试 验系统主要 由工作 台、三菱 电机及驱动 器以及 配套 的伺服 控 制软 件 、位 置检 测 装置 ( 由电感 式 的 电涡流传感器 、 6通 道采 集仪 及 双通 道 振 动监 视仪 1 组成 )组 成 。位 置检 测 过程 是将 电涡流 传感 器 检测 到的位移信号 ,经过转换 电路分别输入 到数 据采集 仪
伺服进给系统定位精度的试验研究
基于PLC和步进电机的立体仓库存储系统精确定位控制设计

_ - _ r_ 1
A4 +B l V +A l — 2 + —B 4 M1 5
PL D U
。
r 厂
I
。
…
A B IV -B — + 2 4 ∞
DR O T r_- I P O
设 定 由拨 码 开 关 S 、S 5 S 设 定 , W4 W 、 W6 如 表 1 示 。设 置 S = 所 W4 ON、S =O F W5 F 、
on PLC and t s epperm ot or
李 庭 贵
L ig g i I n - u T
( 泸州职业技 术学院,泸州 6 6 0 ) 4 0 5
摘
要 :运 用P C 术和 步进 电机控制技术 ,设计 了基于P C L技 L 和步进 电机的立体仓库定位存储系统。采 用 西门子s — 0 C U 24 L ,输 出P O 冲信号控 制X 7 20 P 一 2 P C T脉 轴与z 轴平面的 M 1B 4 5 步进 电机 驱 动器 ,驱动× 轴与z 轴平面的步进 电机4J 4 8o 2 13- 1N动 ,从而带动 × 8 轴与z 轴平面的丝杆转 动 ,推动载物 台上 、下 、左、右移 动 ,实现 了载 物台在X 、z 平面的精确定位 控制 ,从而 轴 轴
6 O
a
o
a
o
6
O
a
o
O
o
动 ,从 而把 工件 运送 到仓库 的指定位 置 。
步 进 电机 驱 动 器 M 4 5 1 B输 出相 电 流 设 定 由拨 码 开 关S 1 W2 W 3 定 , W 、S 、S 设
如 表2 示 。设 置 S I OF 、 S = 所 W = F W2 ON、
基于PLC的液压站精确定位PID控制系统
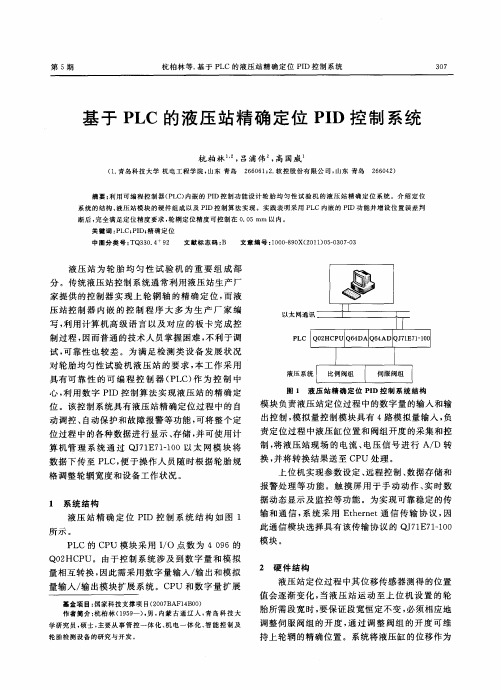
2 硬 件结构 液 压站 定位 过程 中其 位移 传感 器测得 的位 置
值会 逐 渐变 化 ,当 液压 站 运 动 至 上位 机 设 置 的轮 胎 所需 段宽 时 ,要保证 段 宽恒定 不变 ,必须 相应 地 调 整伺 服 阀组 的开 度 ,通 过 调 整 阀组 的开 度 可 维 持 上轮 辋 的精 确 位置 。系 统将液 压缸 的位 移作 为
3O8 Βιβλιοθήκη 橡 胶 工 业 2011年 第 58卷
反 馈信 号 实施 闭 环 控 制 ,上 位 机 设 定 的段 宽位 置
表 1 PID运 算 回 路 变 量
与 实 际液压 缸 所 处 位 置 比较 得 到 误 差 e,误 差 信 号 经 过 PLC内部 的 PID 调 节 器 计 算 后 通 过模 拟 量 输 出模 块控 制 伺 服 阀组 ,可 使 实 际 的 液 压 缸 位 置 跟 踪设 定位 置 ,从 而 实 现液压 站 的准 确定 位 。
定 位 过程 中茎妻,1上。 轮 辋 与。 下 轮辋。之 间距 离 构 成
的段宽 直 接影 响着 轮胎 均 匀性试 验 机所 测参 数及
设 备本 身 的精 度 。在 生产 过程 中要 求 轮胎 均匀 性
关 键 词 :PLC;PID;精 确 定位 中图 分 类 号 :TQ330.4叶。92 文 献 标 志 码 :B 文 章 编 号 :1000—890X(2011)05—0307—03
开题报告-基于PLC的伺服电机控制系统开发

基于PLC的伺服电机控制系统开发1、课题背景PLC(Programmable Logic Controller)名为可编辑逻辑控制器,诞生于上个世纪,其功能强大、使用方便、性价比高、可靠性抗干扰能力强的优异特点使它成为了现代化工业改革中控制系统方面的一面旗帜。
而伺服电机是工厂自动化、数控机床、机器人等机电一体化中的重要驱动部件。
两者都广泛运用在工业领域,而它们的结合更是给整个现代工业带来了翻天覆地的变化。
伺服系统(servomechanism)又称随动系统,是用来精确地跟随或复现某个过程的反馈控制系统。
伺服系统使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。
它的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制非常灵活方便。
在很多情况下,伺服系统专指被控制量(系统的输出量)是机械位移或位移速度、加速度的反馈控制系统,其作用是使输出的机械位移(或转角)准确地跟踪输入的位移(或转角),其结构组成和其他形式的反馈控制系统没有原则上的区别。
伺服系统最初用于国防军工,如火炮的控制,船舰、飞机的自动驾驶,导弹发射等,后来逐渐推广到国民经济的许多部门,如自动机床、无线跟踪控制等纵观我国的工业自动化水平还依旧处于发展阶段,无论是控制系统还是网络化程度都和发达国家之间存在明显的差距。
其中有大多数工厂依旧使用传统机床和生产加工线,这些工厂和企业急需爆发出新的生命力来响应国家的政策。
并且近年来我国强调经济的可持续发现和现代工业化的转变,PLC伺服控制应用将是其中必不可少的一份子。
因此从它的发展趋势来看,它在我国工业应用领域的拓展和深入将是必然实现的。
而本课题基于PLC的伺服电机的控制系统,便是顺应时代的潮流。
在plc 深入改革工业世界的同时,运用自己所学的基础知识和专业知识来设计并解决问题。
2、文献调研2.1PLC伺服系统在国内发展现状2012年沈阳理工大学机械电子工程的王瑜硕士在导师陈白宁的辅导下研究以钢管切割生产线中的自动定长切割设备为对象,提出了锯片在高速旋转的过程中变速进给切削的新理念,研究开发了可以变速、定长切割,具有设备可靠性高、结构简单、易于调试等特点的冷切割设备控制系统。
基于PLC技术的高精度数控机床加工轨迹控制方法
基于PLC技术的高精度数控机床加工轨迹控制方法【摘要】:数控系统向智能化的方向发展,需要对功能部件重新部署。
本文主要研究的内容是智能化数控系统轨迹规划方法。
复杂运动轨迹的高速高精规划方法是高精数控系统的核心关键问题,作为数控系统实现自主决策和精准执行的重要环节,轨迹规划以合理的加减速方式构造速度曲线,在每个插补周期内计算并下发一个插补点给伺服控制器。
【关键词】:引言近年来,随着制造技术和信息技术的融合,智能制造、工业4.0和工业互联网等新兴概念的发展对数控系统的设计提出了全新的要求。
为了应对这些要求,研究人员结合实际生产需求,从高速高精度插补、高速高精度伺服控制和信息化轨迹校正等方面对高速高精度轨迹控制技术进行了系统研究。
随着高速高精度插补技术的显著进展,借助于先进的算法和计算能力,数控系统能够实现更快速、更精确的运动控制,从而提高生产效率和产品质量。
高速高精度伺服控制技术的发展也为数控系统的性能提升提供了关键支持,新一代的伺服控制器具有更高的采样频率和更低的延迟,能够更准确地控制机床的运动,实现更高的加工精度和稳定性。
另外,信息化轨迹校正技术也在智能数控系统的设计中起到了重要的作用,通过实时监测和校正机床的运动轨迹,系统能够及时纠正由于各种因素引起的误差,从而保证加工的精度和一致性。
1.数控机床加工轨迹规划轨迹规划的概念在IntroductiontoRobotics中的解释是:“每一个轴向随时间变化的位置、速度和加速度”。
轨迹规划的任务是根据规定的形状和编程指令给定的起始位置、终止位置,确定出运动的中间点位置、时间、速度和加速度等物理量,根据这些计算出的中间点形成空间中的曲线。
数控机床的整体精度是由机械精度、控制精度和轨迹规划精度共同决定的。
自适应、自主决策的轨迹规划方法推动着数控系统的智能化进程。
因此,研究高速、高精的轨迹规划方法对于智能化数控系统的研制起到重要的作用。
轨迹规划模块作为智能化数控系统的重要组成部分,通过处理运动段的几何描述,生成时间采样的中间点序列,运动段通常带有速度和加速度约束条件。
基于FX2N-20GM和FX3U的三轴伺服控制系统设计

(上接第320页)2.2水位采集模块下位机的水位采集装置使用密封的塑料管,内部均匀的放置10个干簧管,间隔5cm,每个干簧管与一个电阻串联,阻值分别是100Ω到1KΩ,不同干簧管导通,产生的阻值不同。
塑料管外部套一个浮子,浮子上安装一个条形磁铁,磁铁长度为6cm,当水位上升或下降时,浮子上的磁铁也跟着上下移动,使得不同位置的干簧管闭合或断开,这样塑料管内部对外输出的电阻阻值也就发生变化,两端连上电源就会得到相对应的电压值,通过测量电压值,就可得到浮子的位置即水位。
水位采集装置得到的电压值需要经过模数转换芯片转换成数字量,本设计采用市场上常见的ADC0809芯片将模拟量转换成数字量。
ADC0809是8位八通道逐次逼近式A/D转换器,主要由输入通道,逐次逼近式A/D转换器和三态输出锁存器组成。
在硬件上将采集到的电压输入某一个通道,通过程序打开此通道将模拟量进行输入采集,之后通过查询方式查询转换是否完成,最后通过数据输出线将数据读走。
3软件程序设计软件设计也分为下位机软件设计和上位机软件设计两部分。
为了保证它们之间数据传输的准确性,采用以下的通信协议:主机读取数据时,先发送读命令,指定的从机向主机返回数据,若规定时间内,主机未收到或收到的数据有误,则重发读命令。
下位机程序主要包括:水位采集子程序,显示子程序,数据传输子程序和最后集成的主程序。
上位机程序主要包括:显示子程序,按键子程序,数据传输子程序,存储子程序和最后集成的主程序。
4结束语本设计详细介绍了基于AT89S51单片机、ADC0809模数转换器和AT24C256串口存储芯片开发的一个水渠水位远程监控系统,可以在农业灌溉中推广使用。
此系统具有扩展性强,远距离数据传输稳定,费用低廉,覆盖范围广等优点,如果和无线传输技术相结合,更可以大大节约施工成本。
另外,此系统的设计对远程监控其它物理量具有指导性意义。
参考文献:[1]尹淑欣,王雪,曹洪军.灌区地下水水位远程监测系统上位机软件的设计与实现[J].黑龙江八一农垦大学学报,2012(10):76-79.[2]唐振,宋天武,金明.基于RS-485总线的分布式水位监测系统设计[J].湖北科技学院学报,2013(8):211,212.[3]张翼翔.基于单片机的高精度水位监控仪的设计[J].微计算机信息,2008(24):155,156,144.作者简介:刘瑞涛(1979-),男,河北石家庄人,实训室主任,讲师,主要从事微控制技术应用。
基于PLC和伺服电机的精密定位技术研究

1 系统 结 构
在机械手表等精密机械制造行业 , 需要 对大批量 的高 精度微型零件进行检测 。 目前行业内通用检测方法为依靠 传统投影仪 , 人工 目视评 判。视觉 检测 以非 接触 、 高精度 、 便 于实现 自动 检测等 特点 …引 人期待 。擒 纵轮视 觉检 测 仪是为高精度 、 大批量 、 自动检测手 表零 件擒纵 轮 而研 制
6 4
传 感 器 与 微 系 统 ( r su e a dMi oyt eh o g s Ta d cr n c ss m Tc nl i ) n r e oe
21 0 0年 第 2 9卷 第 l 2期
基 于 P C 和 伺 服 电 机 的 精 密 定 位 技 术 研 究 L
龙 国 煊 ,王 仲 ,杨 纯
( tt Ke a oao yo rcs nMesr gT c n lg n ntu nsTaj nvri , Sae yL b rtr fPeio au i eh o ya dI s met ini U ies y i n o r n t
T a j 0 0 2 C ia in i 3 0 7 , h n ) n
 ̄t … udy 0n pr c s n t e ll ●● O pos to - ・ c l y ■ S n ii ni ‘- ・ ng t l e hno0 og ba e 1 0n
PLC n e v m o o a d sr o tr
LONG n x a Gu — u n,W ANG o g,YANG u Zh n Ch n
( 津大 学 精 密 测 试 技术 及 仪 器 国 家 重 点 实 验 室 , 津 3 07 ) 天 天 0 0 2
基于plc的伺服系统的控制与设计毕业设计开题报告[管理资料]
![基于plc的伺服系统的控制与设计毕业设计开题报告[管理资料]](https://img.taocdn.com/s3/m/e4d345c567ec102de3bd897a.png)
毕业设计方案题目基于plc的伺服系统的控制与设计学院专业班级学生学号指导教师二〇一〇年四月二日学院控制科学与工程学院专业自动化学生学号设计题目基于plc的伺服系统的控制与设计一、选题背景与意义1、国内外研究现状、水平及存在的问题:通过plc控制伺服电机能够获得精准的定位。
同时也有的通过步进电机来获取定位。
步进电机是一种将电脉冲转化为角位移的执行机构。
当步进驱动器接受一个脉冲信号,他就驱动步进电机按设定的方向转动一个固定的角度,他的旋转式以固定的角度一步一步运行的。
可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。
步进电机可以作为一种控制用的特种电机,利用其没有积累误差的特点,广泛应用开环控制。
但是,相比伺服电机的闭环控制,控制精度不够。
伺服系统的发展经历了由液压到电气的过程, 电气伺服系统根据所驱动电机类型分为直流(DC)伺服系统和交流(AC)伺服系统。
交流伺服系统按其采用的驱动电机类型又可分为永磁同步(SM型)电动机交流伺服系统和感应式异步(IM型)电动机交流伺服系统。
由于直流伺服电动机存在机械结构复杂, 维修工作量大包括电刷、换向器等则成为直流伺服驱动技术发展的瓶颈。
随着微处理技术、大功率电力电子技术的成熟和电机永磁材料的发展和成本降低, 交流伺服系统得到长足发展并将逐步取代直流伺服系统随着电机理论、永磁材料、电力电子技术、控制理论和计算机技术的惊人发展,交流伺服系统的研究和应用,自20世纪70年代末以来,取得了举世瞩目的进展,已具备有宽调速范围、高稳速精度、快动态响应及四象限运行等良好的技术性能,其动、静态特性已完全可以与直流伺服系统相媲美。
多年来,“交流取代直流伺服”这一愿望正逐渐变为现实,并不断有新的研究成果和新产品出现。
近十年来,国内外日益完善的永磁交流伺服系统不断涌现,性能指标不断提高,应用范围不断大。
PLC控制伺服电机应用设计

PLC控制伺服电机应用设计摘要:现代伺服系统技术集成许多先进技术,如电机、计算机、电子、自动控制、精密加工、新材料、新技术等,使其成为现代武器和工业自动化的必要和重要技术。
伺服电机与控制器是电机运作的主要部件。
电机运作所需的参数由伺服电机设置,以满足伺服电机控制要求。
在此基础上,本文将探讨基于PLC伺服电机控制原理的PLC伺服电机应用设计,供相关人员参考。
关键词:PLC技术;伺服电机;应用设计引言:随着微控制器技术、电子工程、材料技术和电机控制理论的进步,驱动技术逐渐从固定驱动转向交流驱动,因此伺服系统的研究重点从固定伺服系统转向交流伺服系统。
除了速度控制功能外,还需要位置、加速度和转矩控制,其动态财产通常高于传统变频电机。
因此,有必要研究PLC控制伺服电机的应用设计,以提高实际伺服电机的工作效率。
一、PLC控制伺服电机原理与传统电机相比,伺服电机主要用于精确定位。
但是,伺服电机也有两个运作系统,分别为速度控制和功率控制,但使用过程中了解这两个系统的较少。
速度的调节通常是用频率适配器来完成的。
伺服电机用于控制速度,通常是速度控制或功率控制。
与变频器相比,伺服电机可以达到数千毫米的速度。
伺服电机停止时,速度恒定。
扭矩通常用于控制伺服电机产生的扭矩。
通过对上下传输设备的控制,独立设备通常可以被视为模拟控制的变频器。
伺服电机的主要应用是位置控制。
系统管理涉及两个物理变量、组件和系统的管理。
相反,它会监控服务到达特定位置的速度并相应地停止。
伺服电机通过接收频率和脉冲来控制伺服电机的功率和转速。
例如,建议发动机每 10,000 转转一圈。
PLC每分钟发送10,000个脉冲,而伺服电机每分钟发送1个脉冲。
如果PLC控制伺服电机可以在每秒内向10000个设备传输指令,那其将会构建出一个循环传输通道。
甚至 PLC 也使用脉冲控制来控制伺服电机。
脉冲优选地从晶体管输出发送,例如在PLC中。
这种方法使用与自动化通信,PLC 脉冲的大小和频率从控制器中层传输至接收层。
基于PLC的空间定位控制系统

2 靶 丸 的 空 间 定 位
靶 丸 安 装 在 靶 架 头 部 末 端 , 由特 殊 材 料 制 成 的 , 是 靶 丸 形 状 不 固 定 , 圆 饼 、 、 方 体 等 。在 辅 助 真 空 室 有 球 长 换 好 靶 丸 后 , 过 真 空 微 位 移 电 机 驱 动 丝 杠 , 而 驱 动 通 从
轴 旋 转 , 别 由 3个 微 位 移 电 机 驱 动 . 实 现 靶 丸 的 姿 分 以
态调 整 。
的 位 置 , 现 了 控 制 过 程 的 自动 化 。P C 作 为 工 业 环 境 实 L 的 主 要 控 制 器 , 生 产 实 际 中 大 量 应 用 , 范 围 涵 盖 了 在 其
顺 序 及 其 逻 辑 控 制 、 程 控 制 、 置 控 制 等 领 域 [:L 过 位 zP C ] 配合步 进 电机驱 动单 元 、 D摄像 头 视觉 反馈 单 元 、 CC 专 业 伺 服 单 元 已 经 广 泛 应 用 于 高 精 度 位 置 控 制 , 过 软 通
件 实 现 多 轴 切 换 控 制 , 得 到 稳 定 良好 的 解 决 方 案 l 可 4
机械制造 4 卷 第 52期 9 6
21 / 0 16
应 的 量 。 调 整 好 后 再 由 CC 摄 像 头 检 测 偏 差 , 复 上 D 重
面 的 步 骤 . 至 到 达 没 定 的 位 置 。 个 调 整 过 程 是 一 个 直 这
: 维 平 移 工 作 台 、 Z 平 移 范 . 三 y、 围 为 △ = : = 5 mm , 辨 率 为 l t n se 绕 靶 架 △y ± 分 x / t p; r
基 于 P C 的 室问定 侄控 制 季统 L
口 袁冬生 口 陆林海 口 朱方文
高精度位置伺服微机控制系统设计

高精度位置伺服微机控制系统设计摘要:本文针对高精度位置伺服微机控制系统的设计进行了研究。
首先,介绍了高精度位置伺服控制系统的原理和结构,然后详细讨论了系统中PID控制器的设计方法,最后,通过实验验证了系统的控制效果和稳定性。
实验结果表明,该系统能够实现高精度位置伺服控制,同时表现出较好的鲁棒性和适应性,具有一定的实用价值。
关键词:高精度位置伺服控制,PID控制器,微机控制一、引言高精度位置伺服控制系统是一种常见的微机控制系统,广泛应用于工业生产和科学研究等领域。
该系统主要用于控制运动设备的位置、速度和加速度等参数,以实现高精度控制和稳定运转。
PID控制器是该系统中最常用的控制器之一,具有结构简单、参数易调节等优点,广泛应用于工业自动化控制领域。
本文针对高精度位置伺服控制系统的设计进行了研究,主要包括以下几个方面:首先,介绍了高精度位置伺服控制系统的原理和结构;然后详细讨论了系统中PID控制器的设计方法;最后,通过实验验证了系统的控制效果和稳定性。
二、系统原理和结构高精度位置伺服控制系统通常由运动控制器、驱动器和伺服电机等组成。
其中,运动控制器是系统的核心部件,主要负责数据采集、控制命令执行和保护等功能。
驱动器则用于将控制命令转化为电信号,驱动伺服电机实现运动目标。
高精度位置伺服控制系统的原理是,通过测量伺服电机的运动轨迹、速度和加速度等参数,将实际运动状态反馈给运动控制器。
控制器与运动目标的误差相比较,再调整控制命令,通过伺服电机控制运动目标的状态,最终实现高精度位置伺服控制。
三、PID控制器设计PID控制器是高精度位置伺服控制系统中最常用的控制器之一,主要由P(比例)、I(积分)和D(微分)三部分组成。
其中,比例部分主要用于补偿偏差,积分部分用于积累偏差,微分部分用于抑制超调。
PID控制器的数学公式如下:u(t) = Kp*e(t) + Ki*∫e(t)dt + Kd*de(t)/dt其中,e(t)表示目标值与实际值之间的偏差,u(t)则表示控制器输出的控制信号,Kp、Ki和Kd分别是比例、积分和微分系数,根据实际情况调整。
伺服定位机械手PLC系统开发研究

自动化生产线上的伺服定位机械 手
案例二
高精度装配线上的伺服定位机械手
案例三
柔性制造系统中的伺服定位机械手
系统运行效果分析
提高了生产线的自动 化程度,减少了人工 干预,降低了人力成 本。
具有良好的稳定性和 可靠性,减少了故障 停机时间,提高了设 备利用率。
实现了高精度的定位 和抓取,提高了产品 质量和生产效率。
问题和改进措施
问题一
系统响应速度不够快,影响生产效率。
改进措施
优化PLC程序算法,提高系统运算速度;升级伺服驱动 器和电机,提高系统响应速度。
问题二
机械手在复杂环境下的适应性不足。
改进措施
增加环境感知传感器,如视觉、力觉等传感器,提高机 械手的感知能力;开发自适应控制算法,使机械手能够 根据不同的环境自动调整参数和策略。
02 伺服定位机械手 概述
伺服定位机械手的定义和分类
定义
伺服定位机械手是一种基于伺服驱动技术,能够实现高精度、高速度、高稳定 性的自动化机械设备,用于完成各种复杂、重复、危险或高精度的定位、抓取 、搬运、装配等操作。
分类
根据结构形式和应用领域,伺服定位机械手可分为关节型、直角坐标型、圆柱 坐标型、极坐标型等多种类型。
国外研究现状
国外在伺服定位机械手的研究方面起步较早,技术相对成熟,已经在工业、医疗、军事等 领域广泛应用。同时,国外在伺服定位机械手的控制系统方面也有较为深入的研究。
发展趋势
随着人工智能、物联网等技术的不断发展,未来伺服定位机械手将实现更加智能化的控制 ,具备更高的自主性和适应性。同时,伺服定位机械手的控制系统也将实现更加高效、稳 定和可靠的性能。
伺服定位机械手的应用领域
基于PLC控制的料盘双轴定位系统设计
基于PLC控制的料盘双轴定位系统设计引言现代工业生产中,自动化技术得到了广泛的应用,其中PLC(可编程逻辑控制器)作为一种常见的控制设备,被广泛应用于各种自动化系统中。
在许多工厂的生产线中,料盘双轴定位系统的设计和控制是一个重要的环节。
本文将介绍一个基于PLC控制的料盘双轴定位系统的设计方案。
系统概述料盘双轴定位系统主要用于将料盘精确地定位到指定位置。
系统包括两个轴:X轴和Y轴。
X轴用于沿水平方向移动,而Y轴用于沿垂直方向移动。
系统通过PLC控制,可以根据预设的位置参数来控制料盘的位置。
系统设计硬件设计料盘双轴定位系统的硬件设计包括PLC、驱动器、传感器和电机等组件。
1.PLC:PLC是系统的核心控制设备,负责接收输入信号、控制输出信号,并实现整个系统的逻辑控制。
2.驱动器:驱动器将PLC输出的信号转换为电机运动的信号。
根据实际需求,可以选择步进电机驱动器或伺服电机驱动器。
3.传感器:传感器用于检测料盘的位置。
可以使用光电传感器或位移传感器等。
4.电机:系统采用步进电机或伺服电机来驱动轴的运动。
电机根据驱动器输出的信号进行控制。
软件设计料盘双轴定位系统的软件设计主要包括PLC程序设计和人机界面设计。
1.PLC程序设计:PLC程序设计是整个系统的核心。
设计者需要根据具体要求,编写PLC程序,实现输入信号的处理和输出信号的控制。
程序需要实时监测传感器的信号,并根据信号进行逻辑判断和运算,最终控制电机的运行,实现料盘的定位。
在PLC程序设计过程中,需要考虑到系统的稳定性、可靠性和安全性等因素。
2.人机界面设计:人机界面是用户与系统进行交互的窗口。
通过人机界面,用户可以对系统进行控制和监测。
设计者可以使用专业的HMI(人机界面)软件进行界面的设计,添加控制按钮、状态显示等功能,提供友好的操作界面。
系统工作流程1.启动系统后,PLC程序开始执行,初始化系统参数。
2.系统通过传感器检测料盘的当前位置,并将位置信息传输给PLC。
基于PLC控制的料盘双轴定位系统的设计与实现
基于PLC控制的料盘双轴定位系统的设计与实现料盘双轴定位系统是一个常见的工业自动化设备,它能够实现对料盘在水平和垂直方向的精确定位控制。
本文将介绍基于PLC控制的料盘双轴定位系统的设计与实现。
通过掌握本文内容,您将了解到该系统的工作原理、硬件设计、软件编程以及实现过程中可能遇到的问题和解决方案。
首先,让我们来了解料盘双轴定位系统的工作原理。
该系统主要由PLC控制器、伺服驱动器、伺服电机以及传感器等组成。
PLC控制器通过接收传感器信号和外部输入信号,根据预设的程序逻辑进行判断和控制,从而实现对伺服电机的精确控制。
伺服电机通过驱动器控制,带动料盘在水平和垂直方向上的运动,从而实现料盘的定位。
在硬件设计方面,料盘双轴定位系统需要选择适合的伺服电机和驱动器,以及合适的传感器。
伺服电机的选择应考虑到系统的定位精度和负载要求,驱动器的选择应匹配伺服电机的参数,传感器的选择应能够准确检测料盘的位置和运动状态。
在软件编程方面,我们可以使用PLC编程软件来实现对料盘双轴定位系统的控制。
首先,我们需要编写IO配置代码,将传感器和PLC输入输出模块进行连接。
接下来,我们需要编写运动控制代码,实现对伺服电机的速度和位置控制。
在编写控制逻辑代码时,我们需要考虑到系统的多种工作模式,如手动模式、自动模式和故障模式,以及防护措施和紧急停止功能。
实现过程中可能会遇到一些问题,下面是一些常见问题及解决方案:1. 定位不准确:可能是由于传感器检测信号不稳定导致的。
解决方案是检查传感器的连接和放置位置,保证信号稳定和准确。
2. PLC程序逻辑错误:可能是由于程序编写不当或者参数设置错误导致的。
解决方案是重新检查程序逻辑和参数设置,确保程序正确执行。
3. 伺服电机故障:可能是由于伺服电机本身的问题或者驱动器故障导致的。
解决方案是检查电机和驱动器的状态,如果有故障需要进行修理或更换。
总结起来,基于PLC控制的料盘双轴定位系统的设计与实现是一个涉及硬件设计、软件编程和故障排除的复杂过程。
基于S7—200 Smart PLC的三轴定位系统的步进电机伺服控制设计

基于S7—200 Smart PLC的三轴定位系统的步进电机伺服
控制设计
刘凯
【期刊名称】《电子技术与软件工程》
【年(卷),期】2018(000)006
【摘要】为了能够提高多台电机协调性从而提高自动化系统的控制可靠性和精确度,本文以S7-200 Smart CPU作为控制核心,以三轴定位为控制方法,分析研究步进电机的控制。
从实际工程中可知,三轴定位对步进电机的速度、精度以及可靠性都有较好的控制效果。
【总页数】2页(P143-144)
【作者】刘凯
【作者单位】中电科技重庆声光电有限公司,重庆市400060
【正文语种】中文
【中图分类】TM383.605
【相关文献】
1."S7-200 SMART PLC"讲座第7讲:S7-200 SMART基于以太网的S7协议通信[J], 廖常初
2.三轴四自由度定位系统的步进电机伺服控制设计 [J], 成向阳;鞠晓东;房军;乔文孝
3.S7系列PLC电气控制设计与应用第1讲 S7-200对步进电机的控制 [J], 李方
园
4.基于西门子S7-200 SMART PLC的步进电机控制 [J], 范长青
5.S7系列PLC电气控制设计与应用第2讲基于S7-200的恒液位控制系统 [J], 李方园
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC控制的料盘双轴定位系统中算法实现与性能分析

基于PLC控制的料盘双轴定位系统中算法实现与性能分析料盘双轴定位系统是一种常用于工业自动化生产线的设备,能够准确地定位和定位料盘以便进行后续加工和操作。
本文将讨论基于PLC控制的料盘双轴定位系统中算法实现与性能分析。
I. 算法实现基于PLC控制的料盘双轴定位系统通常包括以下几个关键步骤:1. 传感器信号处理:系统通过各种传感器(如光电开关、编码器等)来感知料盘的位置和状态。
首先,需要对传感器信号进行处理和解码,提取有用的信息。
2. 运动控制算法:通过PLC控制器,根据传感器信号和线性运动控制器(如伺服电机)的反馈信息,实现对料盘位置的精确控制。
常用的算法包括PID控制、模糊控制等。
3. 轴同步控制:料盘双轴定位系统中,通常存在两个轴(如X轴和Y轴),需要实现这两个轴的同步控制。
为了确保两个轴同时运动,并达到精确位置的要求,可以采用插补算法或电子齿轮算法。
4. 误差补偿算法:由于各种因素(例如机械结构的刚度、传感器精度等)导致的误差,需要进行补偿。
通过测量和校准,可以得到系统的误差模型,并利用数学算法对误差进行修正,以提高系统的定位精度。
II. 性能分析对于基于PLC控制的料盘双轴定位系统,以下几个方面需要进行性能分析和评估:1. 定位精度:料盘定位的精度是衡量系统性能的重要指标。
精确的算法实现、高精度的传感器以及合适的控制策略对于提高定位精度至关重要。
2. 定位速度:料盘双轴定位系统在定位过程中需要考虑定位速度的快慢。
较高的定位速度可以提高生产效率,但也可能会对定位精度带来一定的影响。
因此,需要在速度和精度之间进行权衡和优化。
3. 稳定性和可靠性:稳定性和可靠性是衡量系统性能的重要指标。
在整个定位过程中,系统需要保持稳定的性能,并确保能够持续地进行工作。
此外,高可靠性也是确保系统能够长时间运行、减少故障和维修时间的关键。
4. 实时性:对于某些应用,系统需要具备较高的实时性,能够以很短的响应时间对传感器信号进行处理并做出相应的调整。
PLC控制的变频调速定位伺服系统
PLC控制的变频调速定位伺服系统
韩焱青
【期刊名称】《自动化应用》
【年(卷),期】2010(000)011
【摘要】针对某公司对于一机器的执行动作要求,设计了一套由伺服电机、伺服驱动器,交流电机、变频器、PLC等组成的变频调速定位伺服系统.通过伺服系统来完成电机的精确定位,准确地完成所要求的动作.系统根据交流电机的运转速度来确定伺服电机的运转速度,实现变频调速.
【总页数】4页(P50-52,55)
【作者】韩焱青
【作者单位】武汉工程大学,电气信息学院,武汉,430073
【正文语种】中文
【相关文献】
1.基于PLC控制的天线液压自动架设伺服系统设计 [J], 王峰
2.PLC控制异步电机变频调速传送带精确定位系统的设计 [J], 钟家振;张非凡;涂豪翔
3.高速往复伺服系统的PLC控制应用研究 [J], 李业刚
4.基于PLC控制的拉力试验机电—液伺服系统的设计 [J], 王婷;郑俊伟
5.高速往复伺服系统的PLC控制应用研究 [J], 李业刚
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优点.
[ 关键词 ] 伺服系统 , P L C, 触摸屏 , 精确定位
[ 中图分 类号 ] T P 2 7 [ 文献标志码 ] A [ 文章编号 ] 1 6 7 2 — 1 2 9 2 ( 2 0 1 4 ) 0 3 — 0 0 1 5 — 0 7
Th e De s i g n o f S e r v o P i n p o i n t S y s t e m i n Be a r i n g Pr e s s i n g
c o n v e n i e n t a d j u s t m e n t , i n t u i t i v e d i s p l a y , l o w n o i s e a r o u s e d i n t h e p r o d u c t i o n a n d S O o n .
p u l s e c o n t r o l o f P L C s e r v o s y s t e m a n d b y s e t t i n g t o u c h s c r e e n a n d a d j u s t i n g p ra a me t e r s . T h e e x p e r i m e n t s s h o w t h a t t h e
Ke y wo r d s : s e r v o s y s t e m, P L C, t o u c h s c r e e n, p i n p o i n t
伺 服控 制系 统是 用 以精确 地跟 随或 复现 某个 过程 的反 馈控 制 系统 . 在数 控技 术高 速发 展 的大背 景下 , 伺 服系 统经 历模 拟到 数字 化 的转变 , 现代 交 流伺 服系 统 的数 字控 制 环 已被 广 泛 使用 . 与此 同时 , 随 着 工业 技术 的不断成 熟 , 全世 界 在微 电子 和 电路 集 成等技 术 方 面有 了飞速 的发展 , 受此影响 , 微 机控 制 成 为交 流
Vo 1 . 1 4 No. 3 S e pt , 201 4
基于 P L C的轴 承压 人 机 伺 服 精 确 定 位 系 统 研制
阚菲菲 , 鞠 勇 , 居 荣
( 南京 师范 大学 电气 与 自动化工程学 院, 江苏 南京 2 1 0 0 4 2 )
[ 摘 要] 在原有轴承压人机 的基础上 , 利用伺服技术 , 结合可编程控制器 ( P L C) 控制 , 研 究和开发 了一种新 型轴 承压入机系统 . 系统采用闭环控制 , 利用 P L C的高速计数脉冲控制 伺服系统 , 通过 触摸屏设定 和调整参 数 , 实现 丝杆 的精确定位 . 实验证明 , 该 款轴承压入机具有性能稳定 、 精度高 、 误差小 、 工作可靠 、 调节 方便、 生产 噪声低 等
n e w b e a r i n g p r e s s i n g ma c h i n e h a s t h e a d v a n t a g e s a s s t a b l e p e f r o r ma n c e , h i g h p r e c i s i o n, s ma l l e r r o r , r e l i a b l e o p e r a t i o n,
Ma c hi n e Ba s e d o n PLC
K a n F e i f e i , J u Yo n g, J u R o n g
( S c h o o l o f E l e c t r i c a l a n d A u t o m a t i o n E n g i n e e r i n g , N a n j i n g N o r ma l U n i v e r s i t y , N a n j i n g 2 1 0 0 4 2, C h i n a )
第1 4卷第 3期
2 0 1 4年 9月
南京师范大学学报 ( 工程技术版 )
J O U R N A L O F N A N J I N G N O R M A L U N I V E R S I T Y ( E N G I N E E R I N G A N D T E C H N O L O G Y E D I T I O N )