热镀锌板生产工艺及主要产品缺陷32页PPT
热镀锌板生产工艺及主要产品缺陷
油烟机外壳
微波炉炉壁
热水器箱体
空 调
电脑机箱
马钢家电用热镀锌板用户
Hale Waihona Puke …………2.连续热镀锌工艺流程
开卷机
清洗段
光整机
卷取机
入口活套
退火炉
热镀锌
表面处理
镀前工艺
热浸镀
镀后工艺
3.热镀锌板主要产品缺陷
镀锌机组缺陷(沉没辊印、锌灰、锌渣、云纹、气刀条 痕、光整花、辊印、压痕、钝化斑迹。。。) 锌锅区域、光整区域、钝化区域、炉子、清洗。。。
光整花(光整机产生)
带钢表面呈羽毛状 带钢在光整机不均匀延伸所致
辊印、压痕(绝大部分光整机产生)
可见的因光整机辊面上粘有异物或表面损伤对带钢表面形成点状周期性
缺陷。
生产线与带钢表面接触的辊子表面粘有异物对带钢表面形成的硌伤。
色差(光整机、来料)
规律的分布在带钢上下表面,呈条状分布,感光不同,无手感。 光整机工作辊粗糙度不均匀 冷轧基料在冷轧轧制时,冷轧机轧辊粗糙度不均匀
>1.00~1.60
>1.60~2.50
270~500
20
22
24
26
28
270~420
24
26
28
29
30
镀锌
t>0.7:140~260
DX53D
:0.5~0.7:140~240
270~380
28
t≤0.5:140~200
MAF1 MAF2 DX51D-C1 SGCC-CT SGCC
锌蒸汽在锌鼻子内聚集、机械振动落到带钢表面 主要出现在立式退火炉
气刀条纹(锌锅区产生)
热镀锌带钢表面缺陷及解决措施
热镀锌带钢表面缺陷及解决措施一、锌粒:在热镀锌带钢表面上分布有类米粒的小点,习惯上称为锌粒。
锌粒缺陷大致可分两种:1.一种是带钢上下表面粘附大量颗粒状,在带钢局部增加了锌层厚度,造成表面粗糙不平,既不美观而对使用有害俗称锌粒。
表现形式有两种,其一颗粒较大的锌粒,成份主要是铁—锌化合物,也就是底渣,造成这种缺陷的原因是锌锅中底渣过多上浮,粘到钢板表面所引起的。
其二颗粒较小的锌粒,成份主要是铁—锌—铝化合物,也就是自由渣,造成这种缺陷的原因是锌锅中自由渣过多粘到钢板表面所引起的。
解决的方法:(1)合理的控制锌液温度450℃—470℃与带钢入锌锅温度480℃—490℃。
前者的目的是最大限度减少带钢表面铁的溶解度,后者是加速F2AL5层的形成。
(2)严格控制锌液中的化学成份,向锌锅中合理添加合金锭,保证锌液Al的百分含量在0.18~0.22%。
其目的一方面是稳定的锌液化学成份有利F2AL5层的形成,另一方面是锌液中过饱和的铁首先与足够量的铝结合形成铁—锌—铝化合物,也就是自由渣,以减少底渣的形成。
(3)提高原料表面清洁度,减少故障停机次数。
提高原料表面清洁度是为了在正常生产中最大限度减少带钢表面带入锌锅的“脏物”。
故障停机次数在很大程度上决定锌液中铁含量的多少,由于退火炉没有带钢停机防氧化功能,停机后炉内带钢表面大量氧化,启车后被带入锌锅,使锌液中铁含量急速增加。
同时停机后带钢长时间停留在锌液中使F2AL5层遭到破坏铁会大量溶入锌液中。
而在正常生产条件下大量的铁是无法形成自由渣的,这时就会直接形成底渣。
故障停机的随机性和停机时间的不确定性使提前和临时添加铝变得可操作性不强。
减少故障停机次数和时间是解决问题的根本办法。
(4)及时清理表渣及定期清理底渣。
2.另一种是生产1.4mm规格以上的镀锌板,在带钢两边部出现锌粒缺陷。
造成这种缺陷的原因主要是由于机组速度低、锌液流入锌锅时多集中在边部、边部冷却快、带钢与气刀喷嘴不平行且呈凹形等原因造成了厚规格边部易出现锌粒缺陷。
浅谈热镀锌表面缺陷分析及控制
浅谈热镀锌表面缺陷分析及控制对热镀锌层表面的缺陷原因进行了分析,并根据生产实践提出一些控制表面缺陷的方法。
标签:热镀锌;镀层缺陷;缺陷控制热浸镀锌是提高钢铁抗大气腐蚀性能的有效方法之一,因其镀层性能优良、使用寿命长、作为保护层基本不维护而被广泛应用于输电铁塔、微波塔、高速公路护栏、路灯杆、电力金具等长期室外暴露的钢铁制件的防腐蚀。
热镀锌层表面有许多常见质量缺陷如漏镀、条状羽毛白花纹、镀层超厚、粗糙、灰暗、泪痕条纹、龟裂纹、晶体状凸起纹、“白锈”等,其影响因素较多,且控制相对较难。
对此,可以从加强工艺控制着手,辅以必要的工艺措施,以提高热镀锌表面质量。
下面就热镀锌层表面缺陷原因及控制方法进行分析:1、表面预处理表面预处理不好是造成漏镀(露铁)的主要原因。
钢材在出厂、存储、运输、加工过程中不可避免地沾上油漆或矿物脂,有时焊接部位探伤面需涂抹难清理的特殊油脂等,大多数企业又无脱脂工序,仅靠酸洗去除表面杂质,从而很容易造成漏镀(露铁)。
另一种情况则是因酸洗过程中酸洗件比较集中、堆放密集、重量大等因素,造成欠酸洗和夹线,或因酸洗浓度过高使酸盐沉淀于表面、沟槽之中,不水洗或水洗不彻底,也很容易形成漏镀、虚镀现象。
再者,因溶剂老化、失效,加之在烘干过程中没有及时将工件摆开,或烘干时间较长使钢件表面出现二次微氧化、形成酸性铁盐覆盖在表面上时,也极易出现漏镀,特别是在相对湿度较大的气候和大雾天气时较为常见。
此种情况往往容易被忽视。
此外,采用溶剂热镀锌时,最常用的ZnCl2与NH4Cl混合水溶液的配比不正确时,没有形成共晶点,特别是在浓度过高的情况下,在支撑板焊接角缝圆形孔内极易出现夹灰性漏镀。
2、镀锌层厚度不够镀锌层厚度达不到标准要求将直接影响产品的使用寿命。
镀锌层厚度不够的原因如下。
(1)锌液温度的影响。
当锌液的温度低于430℃时,锌铁扩散速度低,不易生成足够的铁锌合金层,整个镀层就薄;当温度在460℃时锌层增厚,当温度继续升高,锌液变稀,锌层又变薄。
镀锌常见质量问题及其解决方法
• 2、原料钢卷边部较脏(有油或其它脏物),清洗不 干净,也容易造成侧缘露钢。
• 3、a.炉区非氧化直火燃烧段(NOF段)烧嘴变形致 火焰直接烧于钢板,致带钢边部氧化。b.烧嘴火焰调 的不好直接烧于钢板,致带钢边部氧化(空燃比不正确 或烧嘴变形后致LPG、AIR混合不好)。更换或维修 好变形烧嘴,调节好火焰(空燃比)即可。炉区NOF 烧嘴空燃比范围:0.92~0.98均可,在保证质量的 情况下,空燃比应尽量按偏大控制。日本内外炉推荐 空燃比为0.965。
• 应对措施:1、减速。 2、改变张力:选择合适的张 力(有时减小、有时增大),可能原因分析:张力大 时造成轴承处卡死,张力小时摩擦系数不够。 3、更 换规格:比如生产0.28mm出现划伤时,换0.33mm可 能会正常;生产0.43mm出现划伤时,换0.28mm可 能会正常。 4、沉辊辊面摩擦系数的改变:如是否有 沟槽,辊面是否结渣等。 5、沉辊整修的影响(整修 组补充):
• 点状锌渣痕:沉辊粘渣、锌液中悬浮渣较多、面渣较 多、炉鼻处(锌液浸泡部分)粘渣等因素均可造成板 面点状锌渣痕。解决思路:1、掌握正确的刮渣方法 和捞面渣方法。2、定期清理底渣。3、清除炉鼻处粘 渣。4、有时更换沉辊即可消除点状锌渣痕,具体原 因仍有待探讨。(与沉辊沟槽有何联系?与沉辊转动 是否同步有无联系?是否锌液中悬浮渣较多?)
• 七、板面条状或线状露钢:露钢在板面纵向成 线条状,以连续性较为多见。
• 常见原因:1、炉区漏气,气流喷吹在运行中 的带钢上,形成线条状氧化。 2、带钢在出锌 池前板面被划伤(如前处理辊轮、炉底辊、热 张力辊、沉辊等),而划伤处又粘上了污染物 (如油泥、炉灰、锌灰等),造成镀不上锌。
热镀锌工艺
热镀锌是化学处理,属于电化学反应。
冷镀锌是物理处理,只是在表面刷一层锌,所以锌层易脱落。
建筑施工中多采用热镀锌。
连续热镀锌工艺:钢材→加热→冷却至镀锌温度→镀锌→冷却1、热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。
按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类,即:湿法(单张钢板热镀锌法)线外退火单张钢板热镀锌法热镀锌惠林(Wheeling)法(带钢连续热镀锌法)线内退火森吉米尔(Sendzimir)法(保护气体法)改良森吉米尔法美钢联法(同日本川崎法)赛拉斯(Selas)法莎伦(Sharon)法2.线外退火:就是热轧或冷轧钢板进入热镀锌作业线之前,首先在抽底式退火炉或罩式退火炉中进行再结晶退火,这样,镀锌线就不存在退火工序了。
钢板在热镀锌之前必须保持一个无氧化物和其他脏物存在的洁净的纯铁活性表面。
这种方法是先由酸洗的方法把经退火的表面氧化铁皮清除,然后涂上一层由氯化锌或由氯化铵和氯化锌混合组成的溶剂进行保护,从而防止钢板再被氧化。
(1)湿法热镀锌:钢板表面的溶剂不经烘干(即表面还是湿的)就进入起表面覆盖有熔融态溶剂的锌液进行热镀锌。
此方法的缺点是:a.只能在无铅状态下镀锌,镀层的合金层很厚且粘附性很坏。
b.生成的锌渣都积存在锌液和铅液的界面处而不能沉积锅底(因为锌渣的比重大于锌液而小于铅液),这样钢板因穿过锌层污染了表面。
因此,该方法已基本被淘汰。
(2)单张钢板:这种方法一般是采用热轧叠轧板作为原料,首先把经过退火的钢板送入酸洗车间,用硫酸或盐酸清除钢板表面的氧热镀锌法化铁皮。
酸洗之后的钢板立即进入水箱中浸泡等待镀锌,这样可以防止钢板再氧化。
后经过酸洗、水清洗、挤干、烘干、进入锌锅(温度一直保持在445—465℃)热镀锌,再进行涂油和铬化处理。
镀锌知识培训课件

CHAPTER 05
环保与安全生产
环保法规及标准要求
1 2 3
镀锌行业相关环保法规 包括国家及地方政府的环保政策、法规、标准等, 如《大气污染防治法》、《水污染防治法》等。
镀锌行业环保标准 涉及废气、废水排放、噪声控制等方面的标准, 如《电镀污染物排放标准》、《工业炉窑大气污 染物排放标准》等。
高效节能镀锌设备研发
高效镀锌生产线
设计高效、自动化的镀锌生产线,提高生产效率,降低能耗和人 力成本。
节能型镀锌设备
研发节能型镀锌设备,如高效整流器、节能加热器等,降低设备运 行能耗。
智能化控制系统
应用先进的控制系统,实现镀锌过程的自动化和智能化,提高生产 稳定性和产品质量。
智能化、自动化技术应用
镀锌历史与发展
镀锌的起源
镀锌技术起源于18世纪中叶的法国, 最初被用于保护铁制品免受腐蚀。
镀锌的发展
随着工业革命的推进和科学技术的不断 进步,镀锌技术得到了迅速的发展,逐 渐成为一种重要的金属防腐蚀方法。
镀锌应用领域
建筑领域
镀锌钢材被广泛应用于建筑结构 中,如钢梁、钢柱、钢平台等, 以提高建筑的耐腐蚀性和使用寿
镀锌工艺与设备
热镀锌工艺
01
02
03
工艺原理
热镀锌是将钢材浸入熔融 的锌液中,通过物理化学 反应在钢材表面形成一层 锌铁合金层的过程。
工艺步骤
包括钢材预处理(如除锈、 脱脂)、烘干、热浸镀锌、 冷却、后处理等。
工艺特点
热镀锌层厚度均匀,附着 力强,耐腐蚀性好,适用 于各种大型钢构件的长效 防护。
电镀锌工艺
新型镀锌材料及配方研究
锌合金材料研究
通过改变锌的合金成分,提高镀层的耐蚀性、耐磨性和附着力, 如锌镍合金、锌铁合金等。
热镀锌生产工艺流程
热镀锌生产工艺流程
《热镀锌生产工艺流程》
热镀锌是一种常用的防腐处理方式,特别适用于钢铁制品。
通过在钢铁制品表面镀上一层锌,可以有效防止产品在潮湿环境下发生腐蚀。
以下是热镀锌生产工艺流程的详细介绍。
首先,需要准备好要进行热镀锌处理的钢铁制品。
这些制品首先要进行酸洗处理,以去除表面的油污和锈迹,同时也能有效刺激制品表面与锌涂层之间的结合力。
接下来,制品需要进行热浸镀前处理,包括浸泡在热浸镀前溶液中,然后通过风干或热干燥,以使制品表面适于热浸镀。
接下来是热浸镀锌处理。
钢铁制品被浸入预热至约450°C的镀锌槽中,通常使用的镀锌材料为纯锌。
在槽中,制品与液态锌发生反应,形成一个均匀的锌涂层。
镀锌时间的长短取决于制品的材质和尺寸。
热浸镀锌完成后,需要进行后处理。
这一步骤主要是为了检查镀层的质量,包括均匀性、附着力和厚度。
同时,还需要进行表面处理,包括清洗、烘干和包装。
整个生产工艺流程中需要注意的是,操作人员需要严格遵守安全操作规程,以免发生意外。
同时,设备的维护保养也十分重要,保证设备的正常运转,以确保产品的质量。
总的来说,热镀锌生产工艺流程涉及多个环节,包括前处理、
热浸镀锌和后处理,每个环节都需要严格控制,以确保最终产品的质量。
同时,有效的安全管理和设备维护也是保证生产流程顺利进行的重要因素。
热镀锌产品表面质量的部分影响因素
热镀锌产品表面质量的部分影响因素摘要:随着热镀锌板在汽车、家电、建筑等行业的应用,用户对其产品质量提出了更高要求,尤其是在汽车面板与高端家电面板方面,用户要求“零缺陷”,但由于技术和设备等限制,不可避免地会发生表面缺陷,从而影响产品性能及外观。
基于此,本文详细分析了热镀锌生产工艺及其影响产品质量的因素。
关键词:热镀锌;表面质量;影响因素目前,镀锌带钢主要用于汽车、建材、电子器械等行业,是应用广泛的钢铁板带。
随着不同行业生产技术的进步,镀锌带钢表面质量要求也在逐步提高。
镀锌生产线包括各种工序复合,如清洗、退火、镀层等。
结合生产实际,分析带钢表面质量和各工序间影响因素,为热镀锌生产提供一定参考。
一、热镀锌生产工艺由于锌是在电镀过程中由阴极产生的,这在化学角度无问题,但由于锌在很大程度上是薄片,不利于长期储存或运输,即不适合买卖。
因此,它必须被熔化制成满足人们需求的各种产品。
熔锌主要发生在反射炉和感应炉中,这些炉具有许多优良的特性,如不需要添加燃料、锌不易氧化和高纯度,所以熔锌模式被广泛使用。
具体过程是在感应炉中放置一定数量的阴极锌,并调节相应的炉灶温度,锌片仅在460~500℃温度范围内才能放入,若温度低于460℃或高于500℃,不再添加,当阴极锌片高温下化成锌水时,其他成分根据不同标准放入,如Al、Mg、Fe、Pb、Cu等,此时温度应保持在480~500℃,配料变成水后,然后添加氯化铵,可减少少量氧化锌,并保证其纯度,然后用搅拌器搅拌,并取样鉴定,指标合格后再浇铸,温度必须在530~590℃之间。
二、热镀锌产品表面质量影响因素1、清洗段对镀锌带钢表面质量影响。
若带钢表面经冷轧后存在轧制油,当退火炉加热时就会汽化,随炉内气体排出,这对带钢镀锌质量无太大影响。
若带钢表面仍有润滑油或铁粉类粘性污染物,会影响退火炉环境,而且进入锌锅后会消耗大量锌液,导致锌粒或锌疤等缺陷,对带钢质量有很大影响,甚至发生带钢无法镀锌现象。
热镀锌表面亮点缺陷分析及控制
热镀锌表面亮点缺陷分析及控制摘要:热镀锌是一种常见的防腐涂层工艺,在工业生产中被广泛应用。
热镀锌表面的亮点缺陷是影响产品质量的重要因素之一。
本文对热镀锌表面的亮点缺陷进行了详细的分析和控制,包括缺陷形成机制、影响因素、检测方法和控制措施等方面的内容,并提出了未来研究的展望。
关键词:热镀锌、亮点缺陷、形成机制、影响因素、检测方法、控制措施正文:一、热镀锌表面亮点缺陷的形成机制热镀锌表面的亮点缺陷是由于锌液滴在钢板表面停留时形成的一种局部高亮度区域。
在镀锌过程中,锌液滴在钢板表面停留的时间是非常短暂的,一般在几十毫秒的时间内,因此热镀锌表面的亮点缺陷只发生在短暂的时间内。
在短暂的时间内,锌液滴会发生各种物理化学反应,形成不同形态的亮点缺陷,包括欧姆变色、凸起、凹陷、斑点等。
二、热镀锌表面亮点缺陷影响因素热镀锌表面亮点缺陷的形成不仅与镀锌工艺参数有关,还与钢板材质、表面质量、表面处理、气氛等因素有关。
其中,钢板表面质量是影响镀层质量的重要因素之一。
钢板表面的油污、氧化物和锈蚀等物质会影响锌液滴的形态和流动性,进而影响热镀锌表面的亮点缺陷。
表面处理和气氛的质量也会影响亮点缺陷的形成。
三、热镀锌表面亮点缺陷的检测方法热镀锌表面亮点缺陷的检测方法包括目视检查、显微镜检查、金相分析和电子显微镜分析等方法。
其中,显微镜和电子显微镜分析是目前比较常用的方法。
四、热镀锌表面亮点缺陷的控制措施热镀锌表面亮点缺陷的控制措施包括选用优质的钢板、提高表面质量、控制气氛质量、优化镀锌工艺参数等方面。
要控制热镀锌表面的亮点缺陷,需要将不同的控制措施结合起来,达到系统性、综合性的控制效果。
五、未来研究展望热镀锌表面亮点缺陷的控制是热镀锌工艺研究的一个重要方向。
未来的研究可以从以下几个方面入手:研究亮点缺陷的形成机制和影响因素;开发新的表面处理技术和气氛控制技术,提高表面质量和气氛稳定性;研究镀锌工艺参数与亮点缺陷的关系,以及优化工艺参数,控制亮点缺陷的形成。
彩涂用热镀锌基板的“棱线”缺陷
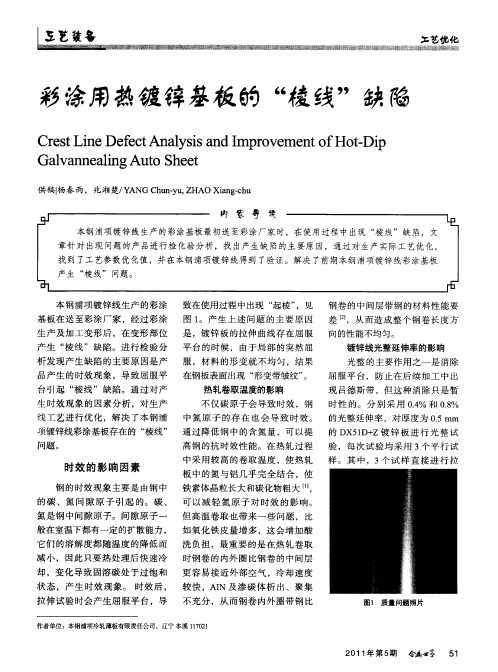
彩涂厂家提供优质镀锌彩涂基板 。
要工艺参数见表 2 。
图 2和 图 3为 2次 不 同生 产
结 束 语
D 1 z镀 锌 板 是 目前 应 园强蕊 ■■■圈豳 X5D+
每
【] Uri , eaaM , a g ci ,t 1Re ot 1 a Trd Y mau h e . p r M M a o teII eig C fh JMet . AMPII,9 8 1: 5 S n J1 8 ()6 l S [] Na mo iT,S b 2 ka r hi uyaA .Efe t f c Of S
王 艺 装 j 皇 r
工艺优化
彩浍用熬镀 锌基板 的 棱 线’ 触 “ ’
Cr s n fc ay i a dI r v m e t f t p et LieDee t An lss n mp o e n — o Ho Di
Gav n e l gAu o S e t la n ai t h e n
Oav r aigCo d t n n ai gW eg t lame l n io s dCo t ih n i a n o o e i g Re itn e o l a n ae n P wd rn ssa c f Ga v n e l d S e lS e ti l g a l d / r c o o l t e h e n Al r l / P o fW rd e e
减小 ,因此 只要 热 处理 后快 速 冷 时钢卷 的内外 圈 比钢卷 的中间层
却 ,变 化 导致 固溶 碳处 于过 饱 和 更 容 易接 近外 部 空气 ,冷却 速度
状 态 ,产 生 时效 现 象。 时效 后 , 较 快 ,AI N及 渗碳 体 析 出、聚集
镀锌产品几种常见缺陷分析及改进措施
镀锌产品几种常见缺陷分析及改进措施作者:冉从锦来源:《中国新技术新产品》2016年第07期摘要:本文主要介绍了滑移线、锌流纹、锌花不均三种镀锌产品常见缺陷,描述了其形貌特征,分析了主要形成原因,并给出了具有操作意义的改进建议。
关键词:镀锌板;滑移线;锌流纹;锌花不均中图分类号:TG174 文献标识码:A1 前言冷变形、连续退火之后的钢板在表面镀上一层均匀的锌层,从而获得具有良好耐腐蚀性能钢板,即镀锌板,广泛应用于建筑、家电、汽车等行业。
由于其生产工艺复杂,工序繁多,镀锌板可能会产生多种质量缺陷,影响表面美观和用户使用。
本文对镀锌板常见的滑移线、锌流纹、锌花不均三种缺陷进行原因分析,并从实用性出发给出现场解决方法,具有一定的指导意义。
2 原因分析及改进措施2.1 滑移线2.1.1 形貌特征。
后续加工时在板面出现的线条状暗纹,严重时有凸起和明显触感,有时不清晰可见。
2.1.2 原因分析。
在实际生产过程中,滑移线主要是由以下原因造成的:(1)平整率设置不合理。
退火后的钢板经过一定量的平整变形,产生了大量可移动位错,使位错摆脱固溶C、N原子的束缚,在较小的应力下就可以使变形继续,这样就消除了屈服平台。
在一定的平整度下,屈服强度随着平整度的提高而下降,直至降到最低点,此时屈服平台消失;随着平整度进一步提高,屈服强度又提高,加工硬化不断增大,变形能力降低,加工性能降低。
(2)自然时效。
经过退火平整已经消除了屈服平台的镀锌钢板在室温下长期放置后,C、N原子又重新扩散至位错周围形成“柯氏气团”从而导致屈服平台重新出现。
(3)人工时效。
需要经过喷漆烘烤或覆膜加热等后工序的镀锌钢板在高温下重新出现屈服平台。
2.1.3 改进措施。
(1)合理设置平整率,既能够消除屈服平台,又不至于使屈服强度过度上升,降低材料成型性能。
(2)采用罩式退火工艺,与连退相比,加热速度和冷却速度慢(一般为20℃/h~ 40℃/h),保温时间长,退火后钢中的C大量以Fe3C形式析出,N原子以AlN的形式充分析出,大大降低钢中固溶原子的数量。
热镀铝锌板材介绍ppt完美版
清洗
– 将较普通热镀锌板生产而言, 铝锌合金镀层钢板的生产对基 板清洁度有更加严格的要求, 在退火炉前设置电解脱脂清洗 段。
– 为获得较好的镀层附着性,带钢 入锌锅温度要比镀液温度低约 50℃。镀后需要快速冷却,冷却 速度一般要求10~30℃/s 。
热镀铝锌板工 艺要求高于普通 镀锌板是其品质 提升的重要 因
素
热镀
退火
– 为了需确保炉内强的还原性气 氛和严格控制炉鼻处的零点温度
– 镀铝锌合金镀层板一般也进行 铬酸钝化后处理,近年来,为提高 热镀铝锌合金镀层板的成形性及环 保性,将辊涂丙稀酸工艺开始逐渐 取代传统的铬酸钝化,且无铬有机 钝化逐渐受到广泛关注。
镀后处理
生产工艺特性 2.1 清洗:较普通热镀锌板生产而言,铝锌合金镀层钢板的生产对基板清洁度 有更加严格的要求。这是由于热镀铝锌合金时,镀液铝含量较高、镀液温度较 高、铝易氧化、易产生锌蒸汽,从而易恶化镀层附着性。因此,为确保镀层粘 附性,热镀铝锌合金镀层板生产一般需采用炉外清洗,即在退火炉前设置电解
脱脂清洗段。 2.2 退火:热镀铝锌合金镀层板的退火与普通热镀锌板相比有两个问题需考虑:
一是对LCAK钢如何实现在线过时效处理,因其过时效的最佳温度为300~ 350℃,而带钢入锌锅温度要求大于550℃;二是由于其镀液温度比锌的熔点高 出200℃左右,易引起炉鼻处锌的蒸发,这种锌蒸汽附着在带钢上,就会使产 品产生漏镀缺陷,因而需确保炉内强的还原性气氛和严格控制炉鼻处的零点温 度。鉴于此,国外一些生产厂家将炉内H2含量提高到了40%~60%,炉鼻处的
耐腐蚀性能实验阶段一
热镀铝锌板盐雾72小时后 :
焰烧样品:
未焰烧样品:
折弯位有轻微变黑
切边位未出现异常
镀锌产品热折皱缺陷原因分析及控制措施
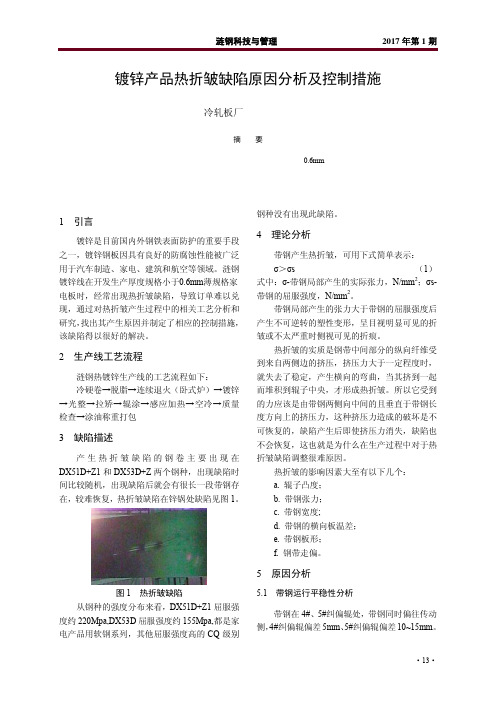
涟钢科技与管理 2017年第1期・13・镀锌产品热折皱缺陷原因分析及控制措施冷轧板厂 吴剑胜 摘 要热折皱缺陷是镀锌产品比较严重的质量缺陷,主要出现在厚度小于0.6mm 薄规格产品,热折皱缺陷一产生就难以恢复正常。
本文通过对生产过程中产生热折皱时的工艺数据进行分析,找出相应的控制措施,热折皱缺陷得以解决。
1 引言镀锌是目前国内外钢铁表面防护的重要手段之一,镀锌钢板因具有良好的防腐蚀性能被广泛用于汽车制造、家电、建筑和航空等领域。
涟钢镀锌线在开发生产厚度规格小于0.6mm 薄规格家电板时,经常出现热折皱缺陷,导致订单难以兑现,通过对热折皱产生过程中的相关工艺分析和研究,找出其产生原因并制定了相应的控制措施,该缺陷得以很好的解决。
2 生产线工艺流程涟钢热镀锌生产线的工艺流程如下: 冷硬卷→脱脂→连续退火(卧式炉)→镀锌→光整→拉矫→辊涂→感应加热→空冷→质量检查→涂油称重打包3 缺陷描述产生热折皱缺陷的钢卷主要出现在DX51D+Z1和DX53D+Z 两个钢种,出现缺陷时间比较随机,出现缺陷后就会有很长一段带钢存在,较难恢复,热折皱缺陷在锌锅处缺陷见图1。
图1 热折皱缺陷从钢种的强度分布来看,DX51D+Z1屈服强度约220Mpa,DX53D 屈服强度约155Mpa,都是家电产品用软钢系列,其他屈服强度高的CQ 级别钢种没有出现此缺陷。
4 理论分析带钢产生热折皱,可用下式简单表示: σ>σs (1) 式中:σ-带钢局部产生的实际张力,N/mm 2;σs-带钢的屈服强度,N/mm 2。
带钢局部产生的张力大于带钢的屈服强度后产生不可逆转的塑性变形,呈目视明显可见的折皱或不太严重时侧视可见的折痕。
热折皱的实质是钢带中间部分的纵向纤维受到来自两侧边的挤压,挤压力大于一定程度时,就失去了稳定,产生横向的弯曲,当其挤到一起而堆积到辊子中央,才形成热折皱。
所以它受到的力应该是由带钢两侧向中间的且垂直于带钢长度方向上的挤压力,这种挤压力造成的破坏是不可恢复的,缺陷产生后即使挤压力消失,缺陷也不会恢复,这也就是为什么在生产过程中对于热折皱缺陷调整很难原因。
热镀锌板黑斑缺陷的成因与对策
290管理及其他M anagement and other热镀锌板黑斑缺陷的成因与对策吴咸圣,齐 达,张 郢(首钢京唐钢铁联合有限责任公司,河北 唐山 063200)摘 要:本文分析了热镀锌卷黑斑缺陷的成因,主要原因为带钢在运输过程中钢卷外圈层间错动造成带钢表层的破坏和氧化。
采取以下措施后解决了黑斑缺陷:钢卷周向增加两条捆带,运输车增加固定支架和缓冲材料,选择好的运输路况。
关键词:热镀锌卷;黑斑;成因中图分类号:TG174.44 文献标识码:A 文章编号:11-5004(2019)05-0290-2收稿日期:2019-05作者简介:吴咸圣,男,生于1981年,汉族,安徽芜湖人,研究生,轧钢中级,研究方向:冷轧板带生产工艺及产品开发。
热镀锌钢板以其优良的耐腐蚀性能和洁净外观广泛应用于建筑、家电和汽车等行业。
热镀锌卷容易产生黑斑缺陷,黑斑缺陷不仅影响镀锌板表面的外观,还降低镀锌板的耐腐蚀性能,最终导致热镀锌板降级和报废。
虽然黑斑缺陷在运输过程中造成的观点已达成共识[1,2],但对黑斑缺陷的发生机理、微观形貌以及解决措施研究较少。
本文对典型的运输造成黑斑缺陷的发生机理、微观形貌进行了研究,并提出了缺陷解决措施,对钢厂解决黑斑缺陷具有参考意义。
1 黑斑缺陷成因分析(1)黑斑缺陷宏观形貌和发生规律。
黑斑缺陷主要发生于表面经过无铬钝化处理的热镀锌家电板,黑斑缺陷分布在钢卷外圈,沿带钢轧制方向分布,且沿轧制方向周期性出现,周期长度从钢卷外圈至内圈逐渐减小,缺陷程度逐渐减轻,周期长度与钢卷周长相对应。
黑斑缺陷由黑点密集聚集组成,呈片状。
(2)黑斑缺陷成因分析。
采用扫描电镜对缺陷区域进行微观形貌观察,结果见图1。
结果显示,缺陷区域表面纹理不清晰,无正常区域表面典型的复制光整机工作辊粗糙度后的微观形貌,说明表面锌层遭到了破坏。
图1 黑斑缺陷微观形貌采用能谱仪对正常区域和缺陷区域分别进行分析,结果见图2、表1和图3、表2。
热镀锌钢板镀层质量缺陷及应对措施
化液颗粒长大 ,因乳化液不稳定造成油耗增加 ,使 过多的油脂附着 、集中在钢板表面 ,加重了钢板的 油脂污染程度 。
Key W ords hot galvanized steel sheet p lated coat quality default measure
1 前言
近年来 ,随着热镀锌基板表面质量的不断提 高 ,热镀锌钢板的镀层表面质量也得到了很大的 改善 。但是 ,要生产汽车面板用表面无缺陷的热 镀锌钢板仍有较大的难度 。机械划伤等基板表面 缺陷很容易透过镀层显现出来 ;基板表面的污染 如果不清洗干净 ,也会影响镀层反应 ,并形成漏镀 点等镀层缺陷 。本文主要分析各种镀层质量缺陷 的起因 ,并提出改善措施 。
2 镀锌基板表面污染物
近几年来 ,新建设的热镀锌线均设置有脱脂 段 。由于脱脂段只能清除镀锌基板表面 80% ~ 90%的污染物 ,所以最根本的措施应该是优化冷 轧工艺 ,减少基板表面的污染物 。
朱久发 ,高级工程师 , 1988年毕业于沈阳工业大学金属材料 与热处理专业 ,现工作于武汉钢铁 (集团 )公司研究院 (430081) 。
在热镀锌板边部 ,镀层表面常有呈块状的暗 斑 。用带能谱仪 ( EDX)的扫描电镜 ( SEM )对存 在暗斑缺陷的镀层试样进行观察 ,发现缺陷区域 有大量的氧存在 [ 2 ] 。暗斑是由氧化膜覆盖的区 域 。这些氧化膜显然是钢板出锌锅时带出来的 。
—6—
当气刀喷吹镀层使氧化膜破裂时 ,在暗斑中便会 形成发亮的裂纹 。用光学显微镜观察后 ,发现缺 陷区镀层中含有大量的锌渣颗粒 [ 2 ] 。这些锌渣 颗粒与锌液表面的氧化膜有关 ,并与氧化膜一起 被带出锌锅 。带钢出锌锅时 ,附近区域的锌液表 面存在浮渣 。
热镀锌带钢表面点状缺陷的分析和改进
热镀锌带钢表面点状缺陷的分析和改进摘要:介绍了在热镀锌钢板生产过程中,钢板表面质量缺陷的种类,并就常见的表面质量缺陷进行了原因分析,并提出了相应的改善措施,对提高热镀锌带钢产品质量具有指导意义。
关键词:热镀锌;表面缺陷;改善措施近年来,随着镀锌板材在汽车、家电等领域的广泛应用,对镀锌钢板表面质量的要求也越来越高。
在生产实践中,因各种因素造成的镀锌钢板表面质量缺陷会对生产企业带来巨大的经济损失。
提高镀锌产品表面质量已成为各大冷轧生产企业管理工作的重点。
1、热镀锌钢板质量缺陷种类在实际生产过程中,热镀锌钢板质量缺陷包括:表面污染、色差、色斑、漏镀、锌渣粘附、凹坑、表面亮点、麻点、波纹、划伤及沉没辊条纹等,下面就一些常见的镀锌钢板表面缺陷产生的原因进行分析,并提出相应的改善措施。
2、常见的表面质量缺陷原因分析及改善措施2.1 表面凸点或黑斑由于基板表面划伤、粗糙度差异等缺陷,使得基板与锌液在不同部位所产生的合金反应具有较大差异。
虽然镀锌后可以填平部分缺陷,但基板表面差异仍能表现出来,形成薄厚不一的镀层,从而造成局部出现凸点。
同时基板表面缺陷对Zn-Fe合金的生长速度具有明显的促使作用,若Zn-Fe合金生长过快并透过镀层,便会在表面产生黑斑。
改善措施:提高基板表面质量,防止酸洗和轧制生产过程中对带钢造成的机械损伤,同时检查镀锌线入口段及炉区段设备的运行状况,以避免划伤来料。
2.2 漏镀由于各种原因使得基板局部浸镀时未浸润,造成该区域未形成镀层。
基板表面的污染物、轧制氧化铁皮、油污、锈迹等均会使局部浸润性降低,从而造成带钢漏镀;同时基板内含有C、Si、Mn、P等微量元素,在镀锌前对基板进行加热过程中,这些微量元素可能产生偏析,在基板表面形成氧化物,从而使表面浸润性降低。
如,当Si含量较高时,更容易出现漏镀、镀层表面表面光滑度差等缺陷。
改善措施:⑴ 提高原材料表面质量,避免设备液压油、润滑脂等对基板表面的污染;⑵ 通过对锌液成分调节以增强锌液的流动性和黏附力,以提高其浸润性。
镀锌产品质量缺陷及判定标准
21.缺陷名称:隆起
• 缺陷特征:沿轧制方向上带状增厚,极端
情况下可导致波浪、厚度起伏、带卷破裂。
• 产生部位:整个表面,一般边部和肋部较多。 • 原因分析:在热轧工艺中形成。在冷轧无法消除,
厚度增加会因放大效应变的明显。
• 判定方法: • FC:无 • FB:无 • FA:无手感,轻微可见。 • 协议:明显手感,清晰可见。 • 检查周期及重点检查的部位:每卷检查。出口抽
• FC、FB、FA要求无夹杂。 • 协议:5吨的成品卷上允许有3处存在。 • 检查周期和重点检查部位:
每卷检查带钢头部、中间、带尾重点检查。
• 测量方法及工具:
目视
• 注意:若钢卷上出现数目不多的几个夹杂缺陷,
将此卷封闭,进行修复将夹杂切除。
2.缺陷名称:氧化铁皮
酸洗后样板
缺陷特征: 带钢表面黏附一层鱼鳞状、细条状、 块状或弥散型点状的棕色或灰黑色物。
13.缺陷名称:边厚
• 缺陷特征:带钢边部金属镀层局部增加。
• 产生部位:带钢的两边部。 • 原因分析: • 气刀发生故障。 • 当速度底、气刀压力底时较容易出现。 • 判定方法: • FC:无。 • FB:无。 • FA:轻微手感。 • 协议:手感较重。 • 检查周期及重点检查的部位 :每卷检查。 • 测量方法及工具 :目视、触摸
7.缺陷名称:孔洞
• 缺陷特征:带钢表面穿透(局部材料断裂) • 产生部位:带钢任意部位
• 原因分析:
(1)由于浇铸中夹杂、气泡、缩孔等。在以后 的轧制过程中随着厚度的减薄,使带钢局部破裂。
(2)由于轧制不均而导致局部周期性韧性撕裂。
• 判定方法:
• FC、FB、FA:不允许存在。 • 协议:5吨的成品卷上允许有2个。 • 检查周期及重点检查的部位 :每卷检查/头部、
热基镀锌产品黑点和横纹缺陷的产生机理及控制
缺陷 了 良 地控制 。
参考文献
[1] 李九岭•带钢连续热镀锌(第3版)[M •北京:冶金工业出 版,2010.
[2] 赵卫国,王连军,孙海燕,等•冷轧镀锌板表面线状凸起缺陷分析
与改善措施[J] •河北冶金,2009 (3 ) :42〜44. [3] 杨文谦.不同种类镀锌板抗腐蚀性能研究[J].全面腐蚀控制,
+,—./01
81
do: 10. 1630/j. chki. 1 - 112.2021.061
MECHANISM AND CONTROL OF BLACK SPOT AND CROSS GRAIN DEFECTS IN HOT BASE GALVANIZED PRODUCTS
Liang Yuaxyuax1 , Xia Xuesang1 , Zhang Zhichao2, Jia Haichao3, Li Wenjing1
(1. ColU Rolling Plant of HBIS Group Hansteel Company, Haodao 056015 , Hebei; 2. Industrial Heabquarters of HBIS Group Hao steel Company, Haodao 056015 , Hebei ; 3. HBIS Group Chengsteel Company, Chengde 067000, Hebei) Abstract:The process characteristics of tyyical hot base zinc plating production line without zinc flower were introduced , and the mechanism and influencing factors of the inherent defects of hot base zinc plating prod ucts ;svch as black spots and hoazonWl lines ; were studied. Through the reasanable control of strin sarfacc roughness ; rvnning stability , furvacc process ; composition of liquiO zinc , strin temperature , the defects of black spot and transverse grain have been effectively controlled , and the svrfacc quality of the hot - din galva nized products has been greatly improved. Key words: hot base galvanized products ; black spot: transverse patter/ ; zinc salution ; pickling