薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录(二)
薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录
大
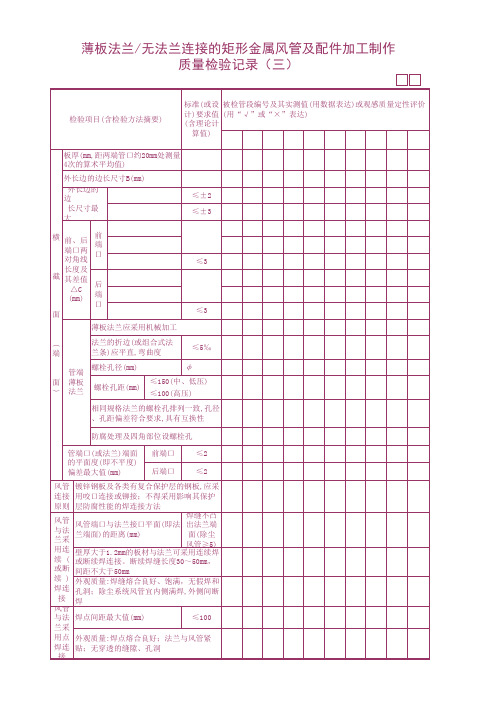
≤±2 ≤±3
横 前、后 端口两 对角线
前 端 口
≤3
长度及
截 其差值 △C (mm)
后 端 口
面
≤3
薄板法兰应采用机械加工
︵ 端
法兰的折边(或组合式法 兰条)应平直,弯曲度
≤5‰
管端 螺栓孔径(mm)
φ
面 薄板 ︶ 法兰
螺栓孔距(mm)
≤150(中、低压) ≤100(高压)
相同规格法兰的螺栓孔排列一致,孔径 、孔距偏差符合要求,具有互换性
接
防腐处理及四角部位设螺栓孔
管端口(或法兰)端面 前端口
≤2
的平面度(即不平度)
偏差最大值(mm)
后端口
≤2
风管 镀锌钢板及各类有复合保护层的钢板,应采
连接 用咬口连接或铆接;不得采用影响其保护
原则 层防腐性能的焊连接方法
风管 与法 兰采 用连
焊缝不凸
风管端口与法兰接口平面(即法 出法兰端
兰端面)的距离(mm)
面(除尘
风管≥5) 壁厚大于1.2mm的板材与法兰可采用连续焊
续 ( 或断续焊连接。断续焊缝长度30~50mm,
或断 间距不大于50mm
续 ) 外观质量:焊缝熔合良好、饱满,无假焊和
焊连 孔洞;除尘系统风管宜内侧满焊,外侧间断
接焊
风管
与法 焊点间距最大值(mm)
≤100
兰采
用点 外观质量:焊点熔合良好;法兰与风管紧 焊连 贴;无穿透的缝隙、孔洞
薄板法兰/无法兰连接的矩形金属风管及配件加工制作 质量检验记录(三)
检验项目(含检验方法摘要)
标准(或设 被检管段编号及其实测值(用数据表达)或观感质量定性评价 计)要求值 (用“√”或“×”表达) (含理论计
风管及配件加工制作强度和严密性测试记录(二)

圆形金属风管Q允为矩形金属风管的50%=
01
实测漏风量Q漏 试验 [m3/(h·㎡)] 结果
严密性
P试=P=
实测漏风量Q漏
[m3/(h·㎡)]≤
允许漏风量Q允 [m3/(h·㎡)] =
复合风管Q允为矩形金属风管的50%= 非法兰连接的非金属风管Q允为矩形金属风管的50%
排烟系统中按中压系统:Q允=
风管及配件加工制作强度和严密性测试记录(二)
测试类别
规范要求(的P试a)验压力P试 实风 (际压 P试a值验) 的
实际试验的 持续时间 (min)
试验合格标准
矩 形 金 属 风 管
规范规定的允许漏风量Q允[m3/(h·㎡)] 低压系统:Q允=QL≤0.1056P0.65=:Q允=QL≤0.0117P0.65=
低温送风系统按中压系统:Q允=
1~5级洁净系统按高压系统:Q允=
强度 P试=1.5P=
实际试验压力下接 缝无开裂,弹性变 形量在压力消失后
恢复原状
建筑设备安装防排烟系统05薄板法兰—无法兰(插条)连接的矩形金属风管及配件加工制作质量检验记录(4)

风管 与法 兰采 用铆 (压) 连接
铆钉孔(或压接点) 距最大值 (mm)
≤150(中、低压) ≤100(高压)
外观质量:铆(压)接牢固,无脱铆(压)、漏铆 (压);咬缝与四角处无开裂、孔洞;铆钉采 用与风管材质相同或不产生电化腐蚀的材料
薄板法兰风管的接口及附件,其尺寸应准确, 形状应规则,接口(接缝)处应严密
薄板法兰连接的弹性插条和弹簧夹应具有相应
的弹性强度,形状和规格应与薄板法兰相匹配,
薄 弹簧夹的长度宜为120~150mm
板 C形、S形连接插条与风管插口的宽 法 度应匹配,插条两端延长量[(mm), 兰 即两端的压倒长度] /
≥20
无 S形插条与风管边长尺寸的允许偏 法 差(mm)
±2
兰 连 立咬口、包边立咬口连接风管的立 接 筋高度应不小于同规格风管的角钢 及 法兰高度,其最小高度(mm)
平面度最大偏差值(mm)用2m长
板尺及塞尺测量风管外表面与
≤10
尺之间凹凸的最大间隙 表
风管板材拼接的咬口缝(或铆接缝)错开,无十字
型拼接的咬口连接(或铆接)缝
风管与配件的咬口缝紧密、宽度一致;折角平 直,圆弧均匀;两端面平行;风管无明显扭曲与 翘角,表面平整
面 焊接风管的焊缝平整,无裂缝、凸瘤、穿透的夹 渣、气孔及其他外观焊接缺陷;焊接后板材、型 材无明显变形;焊渣及飞溅物已清除干净
பைடு நூலகம்
彩色涂层钢板的涂塑层设在风管内侧;加工时避 免损坏涂塑层(损坏部分应作修补)
注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求,“×”——不符合要求。
≥25
其 立咬口的折角应与风管垂直,且高 附 度一致,立筋的直线度允许偏差 件
薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录(二)
×φ板厚:;外长边长:,外长边长:外短边长(不宜>4:1)=风 管 ︵配 件
︶ 的
主要性
能要
素及工艺要
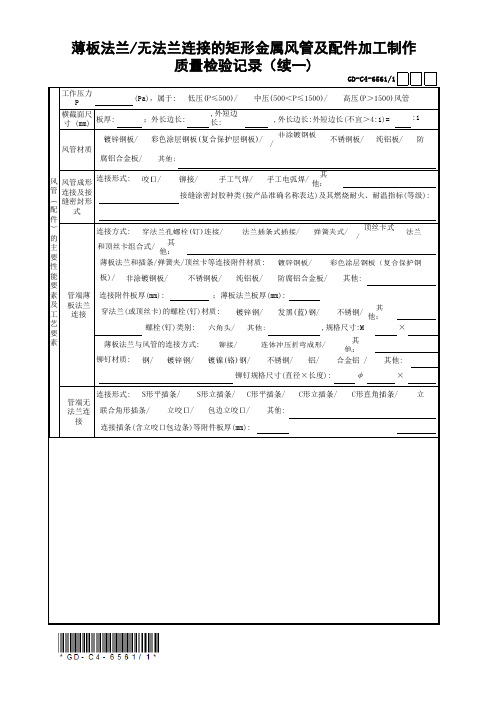
素工作压力
P
横截面尺寸 (mm)
风管材质
风管成形 连接及接 缝密封形
式
管端薄 板法兰 连接 管端无
法兰连 接连接插条(含立咬口包边条)等附件板厚(mm):薄板法兰/无法兰连接的矩形金属风管及配件加工制作
质量检验记录(续一)
(Pa),属于: 联合角形插条/
连接形式:
铆钉规格尺寸(直径×长度):
×铆钉材质:
薄板法兰与风管的连接方式:他:
螺栓(钉)类别:,规格尺寸:M 穿法兰(或顶丝卡)的螺栓(钉)材质:他:连接附件板厚(mm):;薄板法兰板厚(mm):
板)/
和顶丝卡组合式/他: 薄板法兰和插条/弹簧夹/顶丝卡等连接附件材质:接缝涂密封胶种类(按产品准确名称表达)及其燃烧耐火、耐温指标(等级):连接方式:/腐铝合金板/
连接形式:他:/GD-C4-6561/1
,外短边长::1。
风管与配件制作检验批质量验收记录(金属风管)
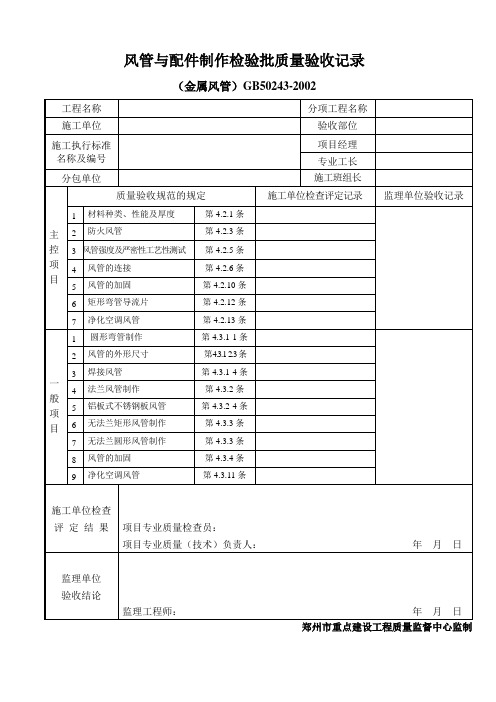
(金属风管)GB50243-2002
工程名称
分项工程名称
施工单位
验收部位
施工执行标准名称及编号
项目经理
专业工长
分包单位
施工班组长
主控项目
质量验收规范的规定
施工单位检查评定记录
监理单位验收记录
1
材料种类、性能及厚度
第4.2.1条
2
防火风管
第4.2.3条
3
风管强度及严密性工艺性测试
第4.2.5条
4
风管的连接
第4.2.6条
5
风管的加固
第4.2.10条
6
矩形弯管导流片
第4.2.12条
7
净化空调风管
第4.2.13条
一般项目
1
圆形弯管制作
第4.3.1-1条
2
风管的外形尺寸
第4.3.1-2.3条
3
焊接风管.2条
5
铝板式不锈钢板风管
第4.3.2-4条
6
无法兰矩形风管制作
第4.3.3条
7
无法兰圆形风管制作
第4.3.3条
8
风管的加固
第4.3.4条
9
净化空调风管
第4.3.11条
施工单位检查评定结果
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理单位
验收结论
监理工程师:年月日
郑州市重点建设工程质量监督中心监制
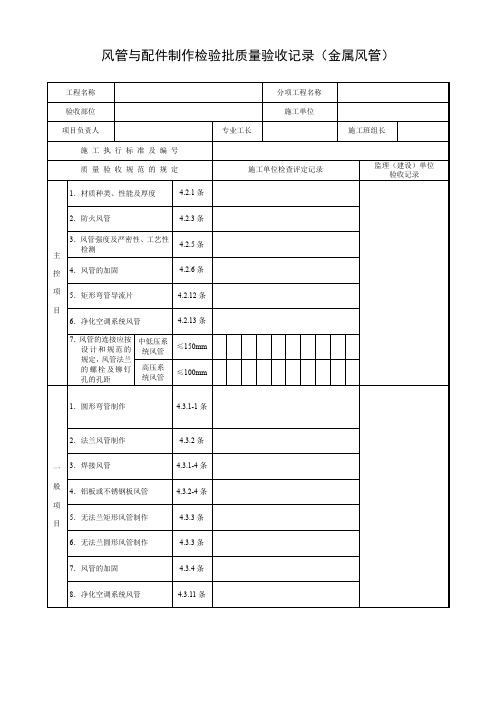
风管与配件制作检验批质量验收记录(金属风管)
4.3.2-4条
5.无法兰矩形风管制作
4.3.3条
6.无法兰圆形风管制作
4.3.3条
7.风管的加固
4.3.4条
8.净化空调系统风管
4.3.11条
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位
验收记录
一
般
项
目
9.
风
管
的
外
形
尺
寸
项目
允许偏差
表面凹凸
≤10mm
风管外径或外边长的允许偏差
监理(建设)单位
验收结论
监理工程师(建设单位项目技术负责人):年月日
4.风管的加固
4.2.6条
5.矩形弯管导流片
4.2.12条
6.净化空调系统风管
4.2.13条
7.风管的连接应按设计和规范的规定,风管法兰的螺栓及铆钉孔的孔距
中低压系统风管
≤150mm
高压系
统风管
≤100mm
一
般
项
目
1.圆形弯管制作
4.3.1-1条
2.法兰风管制作
4.3.2条
3.焊接风管
4.3.1-4条
≤300mm
2mm
>300mm
3mm
管口平面度
≤3mm
矩形风管两条对角线长度之差
≤2mm
10.净化空调风管法兰铆钉孔的间距
系统洁净度的等级为1-5级时
≤65mm
系统洁净度的等级为6-9级时
≤100mm
共实测点,其中合格点、不合格点,合格点率%
施工单位检查
评定结果
项目专业质量检查员:项目专业质量(技术)负责人:年月日
普通法兰连接的矩形金属风管及配件加工制作质量检验记录(二)
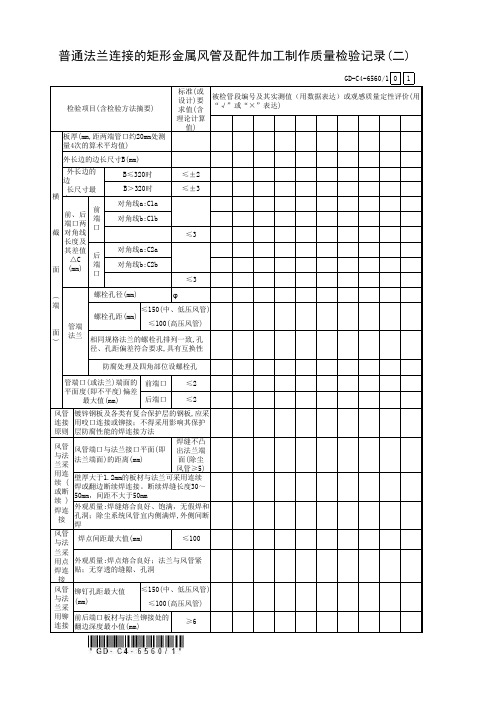
01φ普通法兰连接的矩形金属风管及配件加工制作质量检验记录(二)GD-C4-6560/1检验项目(含检验方法摘要)标准(或 设计)要 求值(含理论计算值)被检管段编号及其实测值(用数据表达)或观感质量定性评价(用“√”或“×”表达)横 截面 ︵端 面 ︶板厚(mm,距两端管口约20mm处测量4次的算术平均值)外长边的边长尺寸B(mm)外长边的边长尺寸最大B≤320时≤±2B>320时≤±3对角线b:C1b 对角线b:C2b 前、后 端口两 对角线 长度及其差值 △C (mm)前 端 口对角线a:C1a 管端 法兰 螺栓孔径(mm) 螺栓孔距(mm)≤3后 端 口对角线a:C2a ≤3≤100(高压风管)≤150(中、低压风管)后端口≤2相同规格法兰的螺栓孔排列一致,孔径、孔距偏差符合要求,具有互换性防腐处理及四角部位设螺栓孔风管端口与法兰接口平面(即法兰端面)的距离(mm)焊缝不凸 出法兰端 面(除尘 风管≥5)壁厚大于1.2mm的板材与法兰可采用连续焊或翻边断续焊连接。
断续焊缝长度30~50mm,间距不大于50mm 管端口(或法兰)端面的 平面度(即不平度)偏差最大值(mm)前端口≤2风管 与法兰采用点焊连接焊点间距最大值(mm)≤100风管 连接 原则镀锌钢板及各类有复合保护层的钢板,应采用咬口连接或铆接;不得采用影响其保护层防腐性能的焊连接方法风管 与法 兰采 用连 续 ( 或断 续 ) 焊连 接外观质量:焊缝熔合良好、饱满,无假焊和孔洞;除尘系统风管宜内侧满焊,外侧间断焊外观质量:焊点熔合良好;法兰与风管紧贴;无穿透的缝隙、孔洞风管 与法 兰采用铆 连接铆钉孔距最大值(mm)≤150(中、低压风管)≤100(高压风管)前后端口板材与法兰铆接处的翻边深度最小值(mm)≥6。
薄板法兰-无法兰连接的矩形金属风管及配件加工制作质量检验记录

检测调试说明:
综合评价结论/备注 施工单位检测调试负责
人 监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
XX-C4-6561
专业工长
施工单位 专业质检员
施工班组长
薄板法兰/无法兰连接的矩形金属风管及配件加工制作
质量检验记录
XX-C4-6561 0 0 1ຫໍສະໝຸດ 单位(子单位)工程名称 1
施工单位
检验批编号
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
质量验收依据 文件名称及编号
施工部位
最小/实际 抽样数量
检测日期:
年月日 至 年月日
与检测(调试)、验收相关 的设计文件(图) /产品技 术文件(图)的名称及编号
02风管与配件制作检验批质量验收记录

[非金属/复合材料风管专页(二)] GB 50243-2002
《通风与空调工程施工质量验收规范》GB 50243—2002的 检查项目
硬聚氯乙烯风管外形尺寸允许 1 偏差、焊缝坡口形式及外观质
量要求、其他观感质量要求
第4.3.5条
有机玻璃钢风管外形尺寸允许
2
偏差、法兰螺孔排列尺寸允许 偏差、加固筋的要求、外观质
量要求
第4.3.6条
无机玻璃钢风管外形尺寸允许
3 偏差、法兰螺孔排列尺寸允许 偏差、外观质量要求
一
般4 项
砖、混凝土风道内表面水泥沙 浆抹平及无裂缝、无渗漏水的 要求
双面铝箔绝热板风管关于外形
目
5
尺寸允许偏差、法兰铆接工艺 、
加固规定、外观质量等要求源自铝箔玻璃纤维板风管关于外形 尺寸允许偏差,法兰铆接工
专业承包安装单位 检查评定结果
项目专业质量检查员(签名):
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
施工班组长(签名) 年月日 年月日
6 艺, 板材粘接及防止纤维脱落、
逸出,防止法兰处形成冷桥,
净化空调风管及配件制作关于
7
铆钉孔间距、配件的镀锌或镀 镍防腐处理,以及风管清洁等
规定
第4.3.7条 第4.3.8条 第4.3.9条 第4.3.10条 第4.3.11条
施工单位检查评定记录
监理(建设) 单位验收记录
专业工长(施工员)(签名)
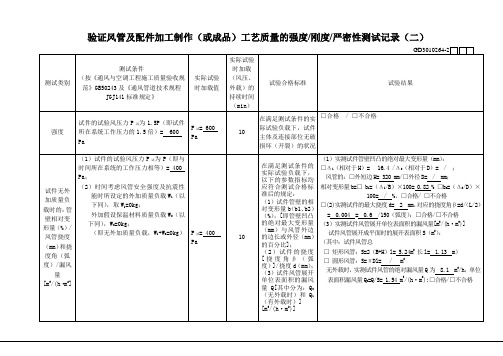
验证风管及配件加工制作(或成品)工艺质量的强度、刚度、严密性测试记录(二)~(六)
换算后的判定结论[Q2≤本记录(四)、(五)所列漏风量Q(Q0和Q1)的限值为合格,否则为不合格]:
试件风管在标准状态(即在标准大气压及气温为20℃的状态)下的漏风量Q标[m3/(h·m2)]换算:
换算后的判定结论[Q标≤本记录(四)、(五)所列漏风量Q(Q0和Q1)的限值为合格,否则为不合格]:
验证风管及配件加工制作(或成品)工艺质量的刚度(管壁相对变形量和挠度)和严密性(漏风量)测试合格标准附表之二
GD3010264-5
1
3
7
风管类别
□低压(P≤500Pa)系统风管的测试参数名称及其合格标准(值)
测试合格标准附表备注:
管壁相对变形量(b%)
挠度角β(弧度)/挠度角d(mm)
漏风量Q(Q0和Q1)[m3/(h·m2)]
相对变形量b=□ b1=(Δ1/B)×100=0.82% □b2=(Δ2/D)×100=/%,□合格/ □不合格
□(2)实测试件的最大挠度d=2mm,对应的挠度角β=d/(L/2)=0.004=0.6/150(弧度);□合格/□不合格
(3)实测试件风管展开单位表面积的漏风量[m3/(h·m3)]
试件风管展开成平面时的展开表面积S(m2):
□(2)实测试件的最大挠度d=2mm,对应的挠度角β=d/(L/2)=0.004=0.6/150(弧度);□合格/□不合格
(3)实测试件风管展开单位表面积的漏风量[m3/(h·m3)]
试件风管展开成平面时的展开表面积S(m2):
(其中:试件风管总
□ 矩形风管:S=2(B+H)l=3.164m2长l=1.13m)
(2)时间考虑风管安全强度及抗震性能时所设定的外加质量负载W1(以下同),取W1=0kg;
风管与配件制作检验批质量验收记录(2-5通风)

监理单位验收记录
1
材料种类、性能及厚度
第4.2.1条
符合设计及规范要求
2
防火风管
第4.2.3条
所用材料符合规范要求
3
风管强度及严密性工艺性测试
第4.2.5条
符合设计及规范要求
4
风管的连接
第4.2.6条
拼缝严密,连接牢固
5
风管的加固
第4.2.10条
间距及所用材料符合规范要求
6
矩形弯管导流片
/
7
无法兰圆形风管制作
第4.3.3条
/
8
风管的加固
第4.3.4条
符合规范规定要求
9
净化空调风管
第4.3.11条
/
施工单位检查评定结果
经检查主控项目5项及一般项目3项均符合设计及规范要求。
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理单位
验收结论
监理工程师:年月日
郑州市重点建设工程质量监督中心监制
第4.3.3条
/
8
风管的加固
第4.3.4条
加固措施符合规范规定要求
9
净化空调风管
第4.3.11条
/
施工单位检查评定结果
经检查主控项目5项及一般项目3项均符合设计及规范要求。
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理单位
验收结论
监理工程师:年月日
郑州市重点建设工程质量监督中心监制
第4.2.12条
/
7
净化空调风管
第4.2.13条
/
一般项目
1
圆形弯管制作
第4.3.1-1条
风管与配件制作检验批质量验收记录表(金属风管)

项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人):年月日
监理(建设)单位验收记录
主控项目
1
材质种类、性能及厚度
第4.2.1条
2
防火风管材料及密封垫材料
第4.2.3条
3
风管强度及严密性、工艺性检测
第4.2.5条
4
风管的连接
第4.2.6条
5
风管的加固
第4.2.10条
6
矩形弯管制作及导流片
第4.2.12条
7
净化空调风管
第4.2.13条
一般项目
1
圆形弯管制作
第4.3.1-1条
风管与配件制作检验批质量验收记录表
(金属风管)GB50243-2002
(Ⅰ)
B—04—1
080101
080201
080301
080401
080501
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
2
风管外观质量和外形尺寸
第4.3.1-2.3条
3
焊接风管
第4.3.1-4条
4
法兰风管制作
第4.3.2条
5
铝板或不锈钢板风管
第4.3.2-4条
6
无法兰圆形风管制作
第4.3.3条
8
风管的加固
第4.3.4条
9
净化空调风管
第4.3.11条
施工单位检查评定结果
专业工长(施工员)
风管与配件制作检验批质量验收记录表(金属风管)(Ⅰ)(二
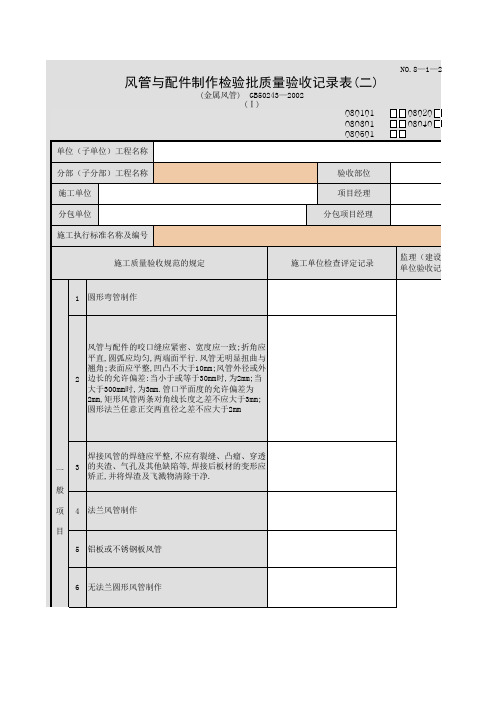
1 圆形弯管制作
风管与配件的咬口缝应紧密、宽度应一致;折角应 平直,圆弧应均匀,两端面平行.风管无明显扭曲与 翘角;表面应平整,凹凸不大于10mm;风管外径或外 2 边长的允许偏差:当小于或等于30mm时,为2mm;当 大于300mm时,为3mm.管口平面度的允许偏差为 2mm,矩形风管两条对角线长度之差不应大于3mm; 圆形法兰任意正交两直径之差不应大于2mm
监理(建设) 单位验收记录
督总站监制
风管与配件制作检验批质量验收记录表(二)
(金属风管) GB50243—2002 (Ⅰ)
080101 080301 080501
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
NO.8—1—2 08020 08040
焊接风管的焊缝应平整,不应有裂缝、凸瘤、穿透 一 3 的夹渣、气孔及其他缺陷等,焊接后板材的变形应
矫正,并将焊渣及飞溅物清除干净. 般
项 4 法兰风管制作
目 5 铝板或不锈钢板风管
6 无法兰圆形风管制作
ቤተ መጻሕፍቲ ባይዱ
7 无法兰矩形风管制作 8 风管的加固 9 净化空调风管
重庆市建设工程质量监督总站监制
NO.8—1—2
风管与配件制作检验记录

矩形弯管制作及导流
7
净化空调风管
一
般
项
目
1
圆形弯管制作。
2
风管外观质量和外形尺寸
允许
偏差
风管外径或边长≤300
风管外径或边长>300
平口平面度
3
焊接风管
4ቤተ መጻሕፍቲ ባይዱ
法兰风管制作
5
铝板或不锈钢板风管
6
无法兰矩形风管制作
7
无法兰圆形风管制作
8
风管的加固
9
净化空调风管
施工操作依据
质量检查记录
施工单位检查
结果评定
项目专业项目专业
质量检查员:技术负责人:
年月日
监理(建设)
单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)
年月日
风管与配件制作检验记录
工程名称
分项工程名称
验收部位
施工单位
专业工长
(施工员)
项目经理
施工执行标准
名称及编号
分包单位
分包项目经理
施工班组长
质量验收规范的规定
施工单位自检记录
监理(建设)单位验收记录
主
控
项
目
1
材质种类、性能及厚度
2
防火风管材料及密封垫材料
3
风管强度及严密性、工艺性
检测
4
风管的连接
5
风管的加固
金属矩形风管薄钢板法兰连接技术

金属矩形风管薄钢板法兰连接技术摘要:金属矩形风管薄钢板法兰风管制作、安装技术与传统角钢法兰连接技术相比,具有工艺先进、产品质量稳定,制作、安装生产效率高,成型质量好,操作人员工种少(省去焊工、油漆工种),减少环境污染,降低操作劳动强度,缩短工期,加快工程建设进度等特点。
金属矩形风管薄钢板法兰连接技术,根据加工形式的不同有所区别:法兰与风管管壁为一体的形式,称之为“共板法兰风管”、“无法兰风管”或叫“TDC法兰风管”;另一种则是“组合式法兰”风管(又称之为TDF法兰),其薄钢板法兰采用组合式法兰,机器制作成形,根据风管长度下料后,插入制作好的风管管壁端部,再用铆(压)连接为一体。
本文对金属矩形风管薄钢板连接技术作总结介绍。
关键词:金属矩形风管薄钢板法兰风管制作;安装技术一、应用概况本工程金属矩形风管薄钢板法兰连接技术采用的是:法兰与风管管壁为一体的形式,称之为“共板法兰风管”。
适用于通风空调系统中工作压力小于等于1500Pa的系统,风管边长小于等于2000mm的薄钢板法兰矩形风管的制作和安装。
二、施工方法和施工流程及工艺1、主要技术内容本工程薄钢板法兰风管采用的构造形式为:经过专用机械加工风管与法兰同为一体,风管间的连接采用弹簧夹式。
薄钢板法兰风管的制作,可采用单机设备分工序完成风管制作;也可采用在计算机控制下,用过自动生成线将材料类型选择、剪切下料、风管板面连接形式及法兰成形、折方等工序顺序自动完成。
异性风管可采用数控等离子切割设备下料,工序简单、操作时间短,下料准确。
设备的配套使用实现了直风管加工和风管配件下料的自动化。
2、技术指标金属矩形薄钢板法兰连接技术的技术指标应符合国家标准《通风与空调工程施工质量验收规范》GB50243,《通风管道技术规程》JG141以及《薄钢板法兰风管制作与安装》07K133中的有关规定。
3、施工流程3.1、共板法兰制作流程:确定风管尺寸→镀锌板调整进料入机台→剪板机剪板→切割机切角→压筋→角连接件、弹簧夹、顶丝卡制作→咬口(插口、承口)→机制TDF法兰成形机)→折弯机折弯→合缝→上角码调整→质检。
广东省建筑工程统一用表(2017版)薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录(一)

与检测(调试)、验收相关的设计 文件(图)/产品技术文件(图)的
名称及编号
检验日期: 年 月 日
至
年月日
最小/实际 抽样数量
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他 要素:
检测调试说明:
综合评价结论/备注:
施工单位
监理 (建设)单位
检测调试 负责人签名:
薄板法兰/无法兰连接的矩形金属风管及配件加工制作 质量检验记录(一)
01
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批 编号
所在的施工部位
薄板法兰/无法兰连接的矩形金属风管及配件加工制作质量检验记录(一)
施工依据文件名称及编号
质量验收依据文件名称及编号 通风与空调工程施工质量验收规范 GB50243-2002
专业工长Байду номын сангаас(施工员)签名:
专业质检 员签名:
项目专业监理工程师 (建设单位项目专业负责人)签名:
风管与配件(金属风管)质量验收记录

/
施工班组长
/
质量验收规范的规定
施工单位自检记录
监理(建设)单位验收记录
主
控
项
目
1
材质种类、性能及厚度
4.2.1条
符合要求
2
防火风管材料及密封垫材料
4.2.3条
符合要求
3
风管强度及严密性、工艺性
检测
4.2.5条
符合要求
4
风管的连接
4.2.6条
符合要求
5
风管的加固
4.2.10条
符合要求
6
矩形弯管制作及导流
/
4
法兰风管制作
4.3.2条
符合要求
5
铝板或不锈钢板风管
4.3.2-4条
/
6
无法兰矩形风管制作
4.3.3条
/
7
无法兰圆形风管制作
4.3.3条
/
8
风管的加固
4.3.4条
符合要求
9
净化空调风管
4.3.11条
/
施工操作依据
完整
质量检查记录
完整(※年※月பைடு நூலகம்日)
施工单位检查
结果评定
合格
项目专业项目专业
质量检查员:※技术负责人:※
4.2.12条
符合要求
7
净化空调风管
4.2.13条
/
一
般
项
目
1
圆形弯管制作。
4.3.1-1条
符合要求
2
风管外观质量和外形尺寸
4.3.1-2,3条
符合要求
允许
偏差
风管外径或边长≤300
2
1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
︵
配
连接方式:
件
式/
︶ 的
和顶丝卡组合式/ 他:
主
薄板法兰和插条/弹簧夹/顶丝卡等连接附件材质:
要 性
板)/
能 要
连接附件板厚(mm): 管端薄
;薄板法兰板厚(mm):
素 及 工
板法兰 连接
穿法兰(或顶丝卡)的螺栓(钉)材质: 螺栓(钉)类别:
他:
,规格尺寸:M
×
艺
要
薄板法兰与风管的连接方式:
素 断点焊 /
铆钉材质:
铆钉规格尺寸(直径×长度):
φ
×
连接形式:
管端无 联合角形插条/ 法兰连
接
连接插条(含立咬口包边条)等附件板厚(mm):
薄板法兰/无法兰连接的矩形金属风管及配件加工制作 质量检验记录(二)
工作压力 P
横截面尺 寸 (mm)板来自:(Pa),属于: ;外长边长:
,外短边 长:
,外长边长:外短边长(不宜>4:1)=
01 :1
/ 风管材质
腐铝合金板/
风管成形 连接形式:
连接及接
风 缝密封形 管式
他: 接缝涂密封胶种类(按产品准确名称表达)及其燃烧耐火、耐温指标(等