工艺流程图 饮料生产必备
饮料生产工艺流程图
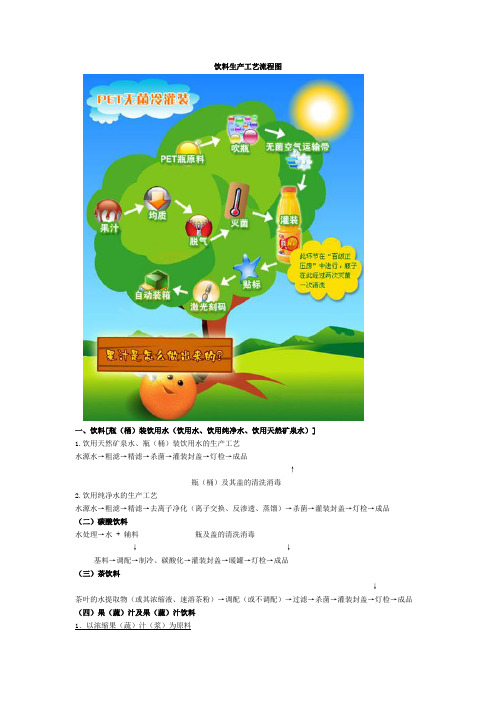
饮料生产工艺流程图
一、饮料[瓶(桶)装饮用水(饮用水、饮用纯净水、饮用天然矿泉水)]
1.饮用天然矿泉水、瓶(桶)装饮用水的生产工艺
水源水→粗滤→精滤→杀菌→灌装封盖→灯检→成品
↑
瓶(桶)及其盖的清洗消毒
2.饮用纯净水的生产工艺
水源水→粗滤→精滤→去离子净化(离子交换、反渗透、蒸馏)→杀菌→灌装封盖→灯检→成品(二)碳酸饮料
水处理→水 + 辅料瓶及盖的清洗消毒
↓↓
基料→调配→制冷、碳酸化→灌装封盖→暖罐→灯检→成品
(三)茶饮料
↓
茶叶的水提取物(或其浓缩液、速溶茶粉)→调配(或不调配)→过滤→杀菌→灌装封盖→灯检→成品(四)果(蔬)汁及果(蔬)汁饮料
1.以浓缩果(蔬)汁(浆)为原料
水 + 辅料
↓
浓缩汁(浆)→稀释、调配→杀菌→无菌灌装(热灌装)→灯检→成品
2.以果(蔬)为原料
果(蔬)水 + 辅料
↓↓
预处理→榨汁→稀释、调配→杀菌→无菌灌装(热灌装)→灯检→成品
(五)含乳饮料及植物蛋白饮料
1.含乳饮料
乳(复原乳)→调配→均质→杀菌灌装(灌装杀菌)→成品
↓↑
杀菌冷却水+辅料
↓↓
发酵→均质→调配→均质→杀菌灌装(灌装杀菌)→成品
注:活性乳酸菌饮料无最后一步杀菌过程。
2.植物蛋白饮料
水水+辅料
↓↓
原料→预处理→制浆→过滤脱气→调配→均质→杀菌灌装(或灌装杀菌)→成品(六)固体饮料
水+辅料
↓
原料→调配→脱水干燥→成型包装→成品。
碳酸饮料生产工艺流程图
碳酸饮料生产与设备一、碳酸饮料生产工艺流程1、定容:检测物料基本指标;2、冷却:低于10度3、备压:0.5Mpa(根据要求设定)4、灌装压力:0。
4-0.5Mpa5、灌装温度:13±2℃;6、封口:14-18nM7、灯检:无肉眼可见杂质。
8、还有两组过滤没有标注二、主要设备(一)、水处理设备✧第一级净化系统●石英砂过滤器:采用石英砂多介质过滤器,主要目的是去除水中含有的泥沙、锰、铁锈、胶体物质、机械杂质、悬浮物等颗粒在20UM以上对人体有害的物质。
自动过滤系统采用进口富莱克控制器,可以自动进行反冲洗、正冲洗等一系列操作。
同时,设备具有自我维护系统,运行费用低。
滤材主要包括:PPF,AC椰碳等。
结构示意图:✧第二级净化系统●活性炭过滤器:采用活性炭过滤器,主要利用活性炭的吸附作用,去除水中的色素、异味、大量生化有机物,降低水中的余氯值及农药污染和其他对人体有害的污染物质。
自动过滤系统采用进口富莱克控制器,可以自动进行反冲洗、正冲洗等一系列操作。
结构示意图:✧第三级软化处理系统(根据地方原水水质选配)●阳离子树脂:采用阳离子树脂对水进行软化,主要去除水中的硬度。
水的硬度主要是有钙(Ca2+)、镁(Mg2+)离子构成的,当含有硬度离子的原水通过树脂层时,水中的Ca2+、Mg2+被树脂交换吸附,同时等物质量释放出钠Na+离子,从软水器内流出的水就是去掉了硬度离子的软化水。
从而有效防止逆渗透膜结垢。
✧第四级脱盐处理●反渗透脱盐:采用反渗透技术进行脱盐处理,反渗透膜孔径为0.0001微米,能去除有害的可溶解性固体及细菌、病毒等,脱盐率达99.6%以上,生产出符合国家标准的纯净水,主机部分包含保安过滤器、高压泵和反渗透膜,保安过滤器为以上的第四级预处理系统,高压泵是主机上的核心设备之一,为反渗透膜元件提供足够的压力,以克服渗透压及运行阻力,满足装置达到额定的出水量。
✧第五级杀菌处理●臭氧杀菌系统:臭氧具有强氧化性,有四大功能:灭菌、氧化、脱色、除味,用于水的消毒时,浓度在4mg/l时,0.5-1分钟即可杀灭全部细菌,同时臭氧溶于水后形成富氧水,保证了水的纯鲜,又不失水的活性。
饮品生产操作流程图及平面图
饮品生产操作流程图及平面图
1.流程图
下面是饮品生产的基本操作流程图:
饮品生产操作流程图](image_url)
2.平面图
以下是饮品生产场地的平面图:
饮品生产场地平面图](image_url)
3.流程步骤
饮品生产操作流程分为以下几个步骤:
1.原料准备:收集饮品制作所需的原料,包括水、果汁、糖等。
2.糖浆制备:将所需的糖和水混合,加热搅拌,制作成糖浆。
3.混合原料:将糖浆和其他原料按照配方比例混合,搅拌均匀。
4.过滤处理:将混合好的原料进行过滤处理,去除杂质。
5.加工调配:将过滤好的原料进行加工调配,根据不同种类的
饮品进行相应处理,如加入碳酸气等。
6.灌装包装:将加工好的饮品进行灌装和包装,确保产品的卫
生和安全。
7.质量检验:对灌装好的产品进行质量检验,确保符合规定标准。
8.包装入库:将质量合格的产品进行包装入库,做好库存管理
和记录。
4.注意事项
在饮品生产过程中,需要注意以下事项:
保持生产环境的清洁与卫生,避免污染食品。
严格控制原料的质量,确保安全性和卫生性。
按照标准比例进行原料配比,确保产品的口感和口味稳定。
加工过程中严格控制加热温度和时间,避免过度加热或加工不足。
定期对设备进行清洁和维护,保证设备的正常运行。
以上是关于饮品生产操作流程图及平面图的介绍。
希望对您有所帮助!。
果汁饮料生产工艺流程图工艺流程图
(※)(400(kg※/m)3)
(83---85℃、20min)
瓶(盖)5%二氧化氯消 毒液
(※)
51%、二清氧洁作化业氯区消≥毒10 液万级反; 冲罐装(温※度) 80---83℃
2、包装材料均使用获证企
加 : 好操强 卫业3符、作操生的合瓶人产作习及员品人惯(盖;穿员,※的戴)卫持清整洗生有、洁管健消、理康毒保证(;持※明良);
果汁饮料
主要生产设备
★—关键质量控制环 节
生产
工艺流程
工艺流程图
※ —关键质量控制、阴阳离子 过滤器、孔膜过滤器、 板框过滤器 、硅藻土过 滤器、混锰砂比过机滤(器均质
机) 瓶(配盖)消料毒罐池、配★料 缸管1、道瓶2、设盖瓶备浸自泡清动消冲洗毒洗消池消毒 毒设机施★无 菌 罐 装 机
★
1、自管动道灌反装冲清封洗盖机机 2、瓶自动冲洗消毒机 32、自二动氧冲化瓶氯机消毒设备
灯检箱
浓缩汁 (浆)
水+辅料
(稀※释)、调配(、※计)量
(※) 混比 (均质)
杀 菌(※)
管道设备清洗 无消菌毒灌(装※()※)
(封闭热灌装)
包装 灯检
成品检验(※)
成品入库
1、生产用水符合 GB5749 要求(净化后水质硬度
饮料生产工艺流程图
饮料生产工艺流程图
一、饮料[瓶(桶)装饮用水(饮用水、饮用纯净水、饮用天然矿泉水)]
1.饮用天然矿泉水、瓶(桶)装饮用水的生产工艺
水源水→粗滤→精滤→杀菌→灌装封盖→灯检→成品
↑
瓶(桶)及其盖的清洗消毒
2.饮用纯净水的生产工艺
水源水→粗滤→精滤→去离子净化(离子交换、反渗透、蒸馏)→杀菌→灌装封盖→灯检→成品(二)碳酸饮料
水处理→水 + 辅料瓶及盖的清洗消毒
↓↓
基料→调配→制冷、碳酸化→灌装封盖→暖罐→灯检→成品
(三)茶饮料
↓
茶叶的水提取物(或其浓缩液、速溶茶粉)→调配(或不调配)→过滤→杀菌→灌装封盖→灯检→成品(四)果(蔬)汁及果(蔬)汁饮料
1.以浓缩果(蔬)汁(浆)为原料
水 + 辅料
↓
浓缩汁(浆)→稀释、调配→杀菌→无菌灌装(热灌装)→灯检→成品
2.以果(蔬)为原料
果(蔬)水 + 辅料
↓↓
预处理→榨汁→稀释、调配→杀菌→无菌灌装(热灌装)→灯检→成品
(五)含乳饮料及植物蛋白饮料
1.含乳饮料
乳(复原乳)→调配→均质→杀菌灌装(灌装杀菌)→成品
↓↑
杀菌冷却水+辅料
↓↓
发酵→均质→调配→均质→杀菌灌装(灌装杀菌)→成品
注:活性乳酸菌饮料无最后一步杀菌过程。
2.植物蛋白饮料
水水+辅料
↓↓
原料→预处理→制浆→过滤脱气→调配→均质→杀菌灌装(或灌装杀菌)→成品(六)固体饮料
水+辅料
↓
原料→调配→脱水干燥→成型包装→成品。
饮料工艺流程图及控制
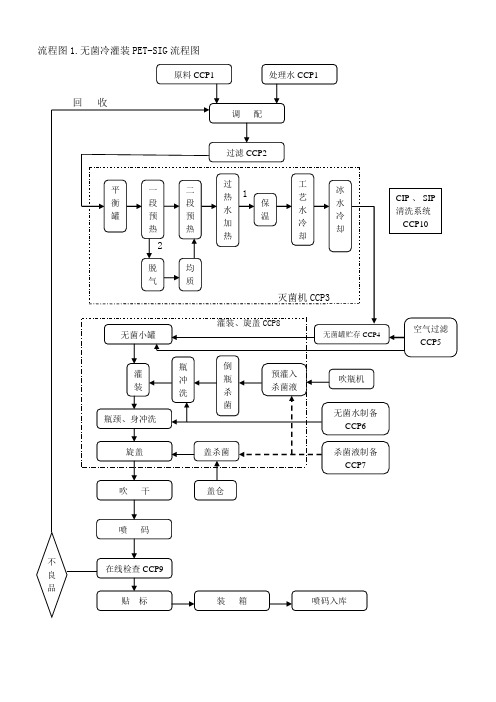
3、纯净水生产线流程图回收第三章过程步骤和控制措施描述1、PET-SIG过程步骤和控制措施描述主要加工产品:果汁饮料无菌冷灌装是指预先经过杀菌的果汁冷却后,在无菌的环境下,充填并密封于无菌的容器中。
a)自来水经水处理站制备纯净水,检测纯净水的各项指标,品控部每天检测一次电导率并每班一次抽测感官、PH、电导率,品控部每周检测一次菌落总数、大肠菌群、霉菌和酵母菌。
每年两次送政府部门进行全项检验,符合生活饮用水卫生标准。
b)浓缩汁、原浆的验收储存:品控部对原料的理化指标、感官指标、微生物指标进行检测,检查原料生产厂家提供的检验标准、检验报告,必须符合国家食品级卫生标准。
浓缩汁在-10~-18℃的冷库中贮存,原浆在0~10℃的高温库中贮存,并根据SSOP的要求对冷库进行消毒。
c)包装材料的验收储存: SIG生产线瓶子、盖子由工厂自行生产,使用前由操作人员检查其外观是否清洁、包装是否完好。
d)吹瓶:1、 PET切片用泵直接打进干燥塔,使干燥塔的容积保持在2/3以上。
切片在干燥塔中干燥小时160-175℃/3-5小时。
2、干燥后水分含量在50ppm以下的切片,进入螺旋挤压机,用275-290℃的温度加热溶化切片,同时利用螺旋的旋转将物料向前推进,由挤压机出口压入中央分配器。
3、中央分配器的温度保持在275-285℃,压力为140~210bar,溶化的料从中央分配器的分配阀经热流道,进入注塑模具的塑腔,进行瓶坯的注塑。
4、瓶坯模具应保持清洁,注塑温度为275~295℃,时间5.8~7.0秒,模芯和模腔内部均有冰水循环,以使瓶坯顺利脱模,冰水的温度控制在9-15℃。
5、停机后再次生产时应先将挤压机内残存的旧料排出,当从挤压机出口排出的料呈乳白色,无褐斑时停止排料,然后使挤压机与中央分配器连接,从注塑模具内排出部分料直至瓶坯色泽正常,可以开始正常生产。
6、瓶坯注塑、脱模后,由机械手传送到调整站,用气刀对瓶坯颈部加热,使瓶坯颈部较厚部分的料软化,以免吹瓶时瓶子破损或瓶身过薄。
碳酸饮料工艺流程图

碳酸饮料工艺流程图碳酸饮料工艺流程图碳酸饮料是一种口感清凉、味道醇厚的饮品,广受人们喜爱。
下面是碳酸饮料的工艺流程图,具体流程如下:1. 原料准备:准备生产碳酸饮料所需的原材料,包括水、糖、柠檬酸、葡萄糖浆、香精、着色剂等。
2. 水处理:将自来水或井水进行过滤、净化,去除杂质和有害物质,确保水的质量符合生产要求。
3. 配料混合:按照配方将糖、柠檬酸、葡萄糖浆、香精、着色剂等精确称量,放入配料罐中,并进行搅拌混合。
4. 加热杀菌:将配料混合物加热到一定的温度,通常为85-90°C,杀灭内部的细菌和微生物,并破坏一部分蔗糖。
5. 冷却:将加热杀菌的配料混合物通过冷却器进行降温,通常降至45-50°C左右。
6. 配料二次混合:将冷却后的配料混合物和经过水处理的水按比例混合,达到所需的饮品浓度。
7. 炭酸化:将配料混合物通过碳酸化设备进行二氧化碳注入,使饮料产生起泡和气泡感。
8. 储存瓶装:将碳酸化的饮料倒入瓶子中,并进行严密封闭,以防止二氧化碳泄漏和外界污染。
9. 包装成品:将瓶装的碳酸饮料放入包装机中,进行标签贴附、瓶装箱等包装工作,使成品具备销售的外观和包装。
10. 检验质量:抽取一定比例的样品进行质量检测,包括外观、口感、味道、PH值、含糖量等指标的测试。
11. 成品贮存:将经过质量检验的碳酸饮料存放在仓库中,进行成品贮存,待销售。
12. 销售和消费:将成品碳酸饮料运往各个销售点,如超市、便利店等,供消费者购买和享用。
以上就是碳酸饮料的工艺流程图,这个流程保证了碳酸饮料的质量和安全性。
相信通过这个流程,生产出来的碳酸饮料会给消费者带来美味的口感和刺激的气泡感。
饮料生产工艺介绍 PPT课件
原汁处理工艺流程:(果汁/奶)
溶果汁/奶
(高速搅拌机)
均质
(均质机)
过滤
(过滤网)
冷却 暂存
(板式冷却机) (暂存桶)
溶解——高速溶解机
用途: 将浓缩果汁、奶 粉进行高速搅拌 溶解。
设备能力:1500L/桶
控制点:水温、水量,搅拌 时间(依工艺制程 设定)。
设备厂家:台湾金瑛发
均质——高压两级均质机
原汁处理工艺流程:(茶汁)
茶汁萃茶 茶汁粗滤
(萃茶设备) (桶式过滤器)
冷却
(板式冷却机)
清净 储存
(清净机) (暂存桶)
茶汁萃取——翻搅式萃茶机
用途:茶汁萃取
设备能力:2200L/桶 控制点:水温、水量、萃取
时间(依制程工艺 要求) 设备厂家:台湾金瑛发
茶汁粗滤——桶式过滤器
用途:将萃茶机萃好的茶汁 进行过滤(两次)
设备能力: 18000L/HR
控制点:过滤网目数(依工 艺制程要求)。
茶汁冷却——板式冷却机
用途:降低茶汁温度 设备能力:18000L/HR 控制点:温度冷却至15℃↓ 设备厂家:瑞典利乐
茶汁清净——清净机
用途:降低茶汁浊度 设备能力:12000L/HR
控制点:茶汁浊度(依工 艺要求设定)
设备厂家:瑞典利乐
水处理工艺流程
自来水
软化处理
(Na塔与活性碳塔)
逆渗透处理
(RO机组)
RO水
软化处理——Na塔、活性碳塔
用途:利用Na塔(除去水硬 度)与活性碳塔(吸 附水中 异味与余氯) 生产软水
设备能力:180T/HR
控制点:硬度:1.5PPM以下; 余氯浓度(不得检出)
饮料工艺流程简介.pptx
套标 第15页/共20页
• 灯检 第16页/共20页
• 装箱 第17页/共20页
• 码垛 第18页/共20页
代表国家主席感谢大家! 第19页/共20页
谢谢您的观看!
第20页/共20页
• 倒瓶杀菌(冷充填没有) • 目的:杀灭由包材瓶/盖、充填环境、受污染的充填设备所带的微生物 • 倒瓶、振荡的目的 • 打破、击散瓶颈附近空间的空气泡 • 使瓶盖接触的料液温度与瓶中心温度接近 • 原理 • 湿热杀菌(温度/时间) • 注意事项 • 杀菌彻底与瓶变形或瓶口 内倒的综合考量 • 倒瓶温度低的如何排除 第12页/共20页
• 支流程工艺(前处理/容器制程) • 水处理流程 • 萃取或果汁还原 • 调配流程 • 容器制备,清洗消毒流程
第6页/共20页
热充重要工序目的与品控注意事项
• 过滤 • 目的:去除杂质/异物 • 过滤原理 • 机械拦截(绝对过滤) • 电荷吸引(选择过滤) • 过滤效果 • 过滤规格(目,120目;μm,如1 μm;目与μ来由) • 过滤类型(滤袋、滤蕊、滤棒等) • 注意事项 • 清洗(微生物污染)/更换(破损) • 压降(压力损失)/规格或种类选择 第7页/共20页
• 冷充填 • 充填温度:通常20℃~ 25℃(个别可到30℃ 第3页/共20页
包装别的工艺区分
• PET • PET吹瓶工艺:一步法、二步法 • 国内PET瓶供应商:紫江、中富
• TP(纸盒装) • Tetra Pack 利乐包 • 康美包
• CAN • 罐材质:铝罐、铁罐 • 杀菌工艺分:预杀菌→杀菌;杀菌
• 均质 • 目的:打碎大粒径分子,比如乳、蛋白、脂肪等,使组分更均匀稳定 • 均质原理 • 较复杂,有空穴爆破、剪切、撞击等 • 效果评估 • 均质前后的粒径分布 • 注意事项 • 一级为均质,决定颗粒的细小程度,压力越高,粒径越小 • 二级为乳化,决定溶液的均匀程度,通常4MP~5MP
含乳饮料工艺流程图
冷库
——
300吨
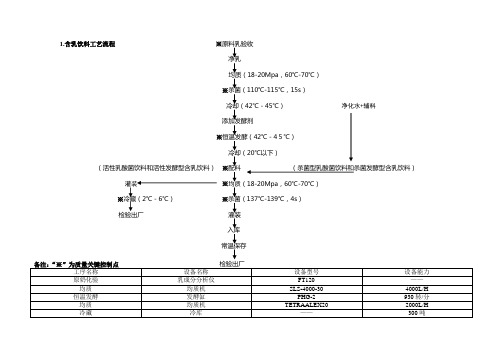
净乳
均质(18-20Mpa,60℃-70℃)
※杀菌(110℃-115℃,15s)
冷却(42℃-45℃)净化水+辅料
添加发酵剂
※恒温发酵(42℃-45℃)
冷却(20℃以下)
(活性乳酸菌饮料和活性发酵型含乳饮料)※配料(杀菌型乳酸菌饮料和杀菌发酵型含乳饮料)
灌装※均质(18-20Mpa,60℃-70℃)
含乳饮料工艺流程原料乳验收均质1820mpa6070杀菌11011515s冷却4245净化水辅料添加发酵剂恒温发酵4245冷却20以下活性乳酸菌饮料和活性发酵型含乳饮料配料杀菌型乳酸菌饮料和杀菌发酵型含乳饮料灌装均质1820mpa6070冷藏26杀菌1371394s检验出厂灌装入库常温保存备注
1.含乳饮料工艺流程※原料乳验收
※冷藏(2℃-6℃)※杀菌(137℃-139℃,4s)
检验出厂灌装
入库
常温保存
备注:“※”为质量关键控制点检验出厂
工序名称
设备名称
设备型号
设备能力
原奶化验
乳成分分析仪
FT120
——
均000L/H
恒温发酵
发酵缸
PHG-2
930转/分
均质
均质机
TETRAALEX20
2000L/H
饮料工艺流程图及控制
3、纯净水生产线流程图回收第三章过程步骤和控制措施描述1、PET-SIG过程步骤和控制措施描述主要加工产品:果汁饮料无菌冷灌装是指预先经过杀菌的果汁冷却后,在无菌的环境下,充填并密封于无菌的容器中。
a)自来水经水处理站制备纯净水,检测纯净水的各项指标,品控部每天检测一次电导率并每班一次抽测感官、PH、电导率,品控部每周检测一次菌落总数、大肠菌群、霉菌和酵母菌。
每年两次送政府部门进行全项检验,符合生活饮用水卫生标准。
b)浓缩汁、原浆的验收储存:品控部对原料的理化指标、感官指标、微生物指标进行检测,检查原料生产厂家提供的检验标准、检验报告,必须符合国家食品级卫生标准。
浓缩汁在-10~-18℃的冷库中贮存,原浆在0~10℃的高温库中贮存,并根据SSOP的要求对冷库进行消毒。
c)包装材料的验收储存: SIG生产线瓶子、盖子由工厂自行生产,使用前由操作人员检查其外观是否清洁、包装是否完好。
d)吹瓶:1、 PET切片用泵直接打进干燥塔,使干燥塔的容积保持在2/3以上。
切片在干燥塔中干燥小时160-175℃/3-5小时。
2、干燥后水分含量在50ppm以下的切片,进入螺旋挤压机,用275-290℃的温度加热溶化切片,同时利用螺旋的旋转将物料向前推进,由挤压机出口压入中央分配器。
3、中央分配器的温度保持在275-285℃,压力为140~210bar,溶化的料从中央分配器的分配阀经热流道,进入注塑模具的塑腔,进行瓶坯的注塑。
4、瓶坯模具应保持清洁,注塑温度为275~295℃,时间5.8~7.0秒,模芯和模腔内部均有冰水循环,以使瓶坯顺利脱模,冰水的温度控制在9-15℃。
5、停机后再次生产时应先将挤压机内残存的旧料排出,当从挤压机出口排出的料呈乳白色,无褐斑时停止排料,然后使挤压机与中央分配器连接,从注塑模具内排出部分料直至瓶坯色泽正常,可以开始正常生产。
6、瓶坯注塑、脱模后,由机械手传送到调整站,用气刀对瓶坯颈部加热,使瓶坯颈部较厚部分的料软化,以免吹瓶时瓶子破损或瓶身过薄。
碳酸饮料生产线的基本工艺流程

碳酸饮料生产线的基本工艺流程
一.碳酸饮料生产主要设备
1.水处理设备
2.糖浆调配设备
3.碳酸化设备:CO2气调压站、水冷却器、汽水混合机
4.洗瓶设备
5、灌装设备
二、碳酸饮料的生产工艺
净化←CO2
(一)工艺流程(二次灌装法)
水源→水处理→净化→冷却混合→
灌装→压盖→检查→成品
白砂糖→称得→溶解→过滤→糖浆调和
检验←消毒←清洗←容器
(二)糖浆的制备与凋和
1.糖的溶解:
(1)冷溶法
(2)热溶法
2.调和糖浆的调配
加入顺序:原糖浆(加甜味剂)→加防腐剂→加酸味剂→加果汁→香精→色素→水(碳酸水)(三)碳酸化过程
1.CO2气调压站2.水冷却器3.汽水混合机(碳酸化罐)
(四)灌装、杀菌、检验
1.洗瓶2.灌装3.杀菌4、冷却、检验。
沙棘果汁饮料生产工艺流程图
沙棘果汁饮料生产工艺流程
图(总1页)
本页仅作为文档封面,使用时可以删除
This document is for reference only-rar21year.March
沙棘果汁饮料生产工艺流程图
沙棘果汁验收→储存→沙棘果汁稀释→过滤→滤渣去除
软水检验→水处理→温水溶解→过胶体磨→缓冲暂存
稳定剂,5—10倍的白糖
软水检验→水处理缓冲暂存
↓
均质(推荐)
溶解→硅藻土过滤→冷却→缓冲暂存→调配←辅料验收,溶解
↑↑↓
白砂糖验收硅藻土验收过滤→滤渣去除
↓
杀菌
↓
PET瓶,盖验收→洗瓶,盖→热灌装和封盖
↓
倒瓶杀菌
↓
灯检
↓
冷却
↓
套标←标签验收
↓
装箱←喷码
备注:
1、辅料必须分别完全溶解,方可进行投料;
2、投料顺序分别为:山梨酸钾、护色剂(异VC纳,六偏磷酸钠和维生素C)
甜味剂、果汁,酸、香精。
功能性液体饮料生产工艺流程及关键控制点
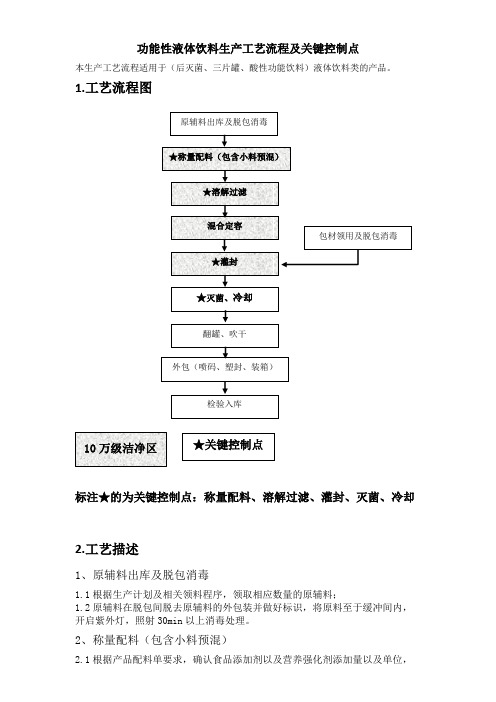
功能性液体饮料生产工艺流程及关键控制点本生产工艺流程适用于(后灭菌、三片罐、酸性功能饮料)液体饮料类的产品。
1.工艺流程图标注★的为关键控制点:称量配料、溶解过滤、灌封、灭菌、冷却2.工艺描述1、原辅料出库及脱包消毒1.1根据生产计划及相关领料程序,领取相应数量的原辅料;1.2原辅料在脱包间脱去原辅料的外包装并做好标识,将原料至于缓冲间内,开启紫外灯,照射30min 以上消毒处理。
2、称量配料(包含小料预混)2.1根据产品配料单要求,确认食品添加剂以及营养强化剂添加量以及单位,分别称取各种原料(根据需求选择合适精度电子天平并进行校准复核)。
称好的物料分别贮存于其他容器中。
复核人员依次对各种物料进行复核,包括品名、厂家、批号、重量等。
2.2将复核后的各种小料混合均匀。
3、溶解过滤3.1依次将复核好的原料和混合后的小料倒入到高剪切化糖罐中,(白砂糖、苯甲酸钠)加热至80±5℃搅拌20min,(其他料:维生素、牛磺酸、柠檬酸、色素等)加热至55±5℃搅拌5min,溶解混合均匀。
3.2将溶解混合好的物料经300目滤袋过滤后泵入混合定容罐中,再添加香精。
4、混合定容4.1纯化水定容至配方量,继续搅拌20min。
(检查PH(3-5)、感官、固形物、无异常即可进入下一工序)5、包材领用及脱包消毒5.1根据生产计划及相关领料程序,领取相应数量的包材;5.2在脱包间脱去包材的外包装,将包装罐、灌盖用纯化水冲洗(≥90℃),沥干。
6、灌封6.1根据灌装相关设备操作规程,调试好各设备参数,根据产品规格要求,对物料进行灌装并封口。
每次开机调试稳定进行灌装封口的检查以及净含量检查,后面每半小时进行一次抽检。
6.2按照生产工艺对包材进行清洗,检查并剔除生产线中存在问题的罐子。
封口外观要求为平整,无漏封、假封及外垂唇现象,罐体无破损,确保产品密封。
(迭接长度≥0.90mm、迭接率(投影法)≥50%、紧密度(目测)≥70%、卷边宽度2.65±0.20mm、卷边厚度1.20±0.05mm、身钩长度1.70±0.20mm、盖钩长度1.70±0.20mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键工序
关键设备
关键工艺参数
处理水
水处理设备
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。白砂糖添加量≥2.0%
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
超高温瞬时杀菌
温度132-135℃,时间3-4秒
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
茶饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
纯净水的生产工艺流程图
注:带“”为质量控制点
质量控制表
序号
工序名称
关键设备
关键工艺参数
水源水
水井
符合GB5749-2006
去离子净化
反渗透、去离子过滤器
处理后水的电导率<10us/cm
杀菌
臭氧杀菌机
用臭氧检测试纸检测,臭氧浓度在0.3mg/L-0.5mg/L
瓶及盖的清洗消毒
洗瓶机
消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
果味饮料生产工艺流程图
(添加白砂糖)
注:带“”为质量控制点
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
果味饮料生产工艺流程图
(添加果汁)
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理设备
处理后水的电导率<20us/cm
浓缩果汁(浆)
不锈钢配料罐
果汁添加量大于等于1.5%,采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。
果蔬汁饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告,半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
固体饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
含乳饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告,半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。