硬质合金复合辊环的应用探讨
硬质合金复合辊环复合工艺的研究进展
文献综述硬质合金复合辊环复合工艺的研究进展朱警雷3 黄继华33 张华 赵兴科 齐立华(北京科技大学材料科学与工程学院,北京 100083)摘 要: 概述了国内外硬质合金辊环、硬质合金复合辊环的发展情况及其开发研究意义。
系统综述了国内外复合辊环的研究进展、优异性能及使用现状;分析了其中存在的问题,并展望了复合辊环研究的发展前景。
关键词:硬质合金复合辊环;复合铸造;热等静压;焊接Progress in research on the cemented carbide composite roll collarZhu Jinglei ,H u ang Jihu a ,Zhang H u a ,Zhao Xingke ,Q i Lihu a (School of Material Science and Technology ,University of Science andTechnology Beijing ,Beijing 100083,China )Abstract :The development of the cemented carbide roll collar and the cemented carbide com posite roll collar is introduced.The research progress ,performance and application state are summed u p ,problems in the research are discussed and potential research tendency is also pointed out.K ey w ords :cemented carbide composite roll collar ;composite casting ;HIP ;welding3朱警雷(1984-),男,硕士研究生。
硬质合金辊环应用浅析
2 硬 质 合 金 辊 环 的 安装 要 求
辊 环是 高 速 线材 轧制 的主要 消耗 部件 , 装时 安 应注意 以下几 点 : ( ) 验辊 环 和 辊芯 的各 部位 尺 寸是否 在标 准 1检
使 辊环 产 生径 向裂 纹 , 导致 辊环 断裂 ; 间隙过 大 , 则 会产 生相对 滑动 , 接触 面的磨 损及刮 伤 , 造成 严重 时
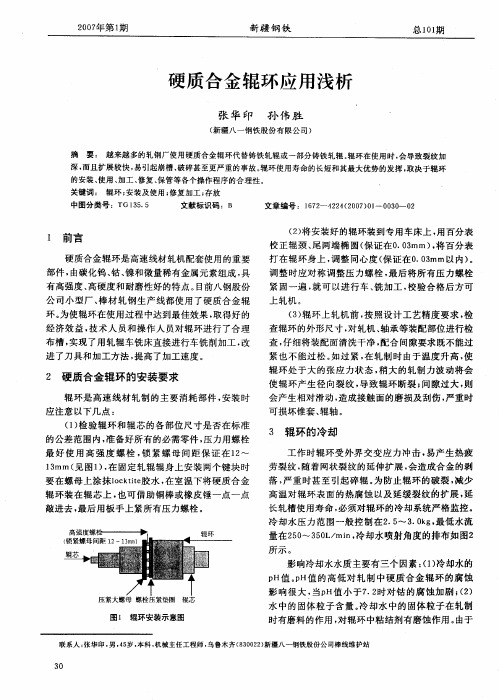
冷 却水 压 力范 围一般 控 制在 2 5 3 0 g 最低 水 流 . ~ .k ,
量在 2 0 5L mi, 5 ~3 0 / n 冷却水 喷射 角度 的排 布如 图2
所示 。
影 响冷却水 水质 主要有三 个 因素 :1冷却水 的 () p H值 。H值 的高 低对 轧制 中硬 质 合金 辊 环 的 腐蚀 p
深 , 且 扩 展较 快 , 引起 崩槽 、 而 易 破碎 甚至 更严 重 的 事 故 。 辊环 使 用 寿 命 的长 短 和 其最 大优 势 的 发 挥 , 决于 辊 环 取 的 安 装 、 用 、 工 、 复 、 管等 各 个操 作 程 序 的合 理 性 。 使 加 修 保 关 键 词 : 辊环 ; 装及 使 用 ; 复加 工 ; 放 安 修 存
受
l下冷却水管
图 2 辊 环 冷 却水 喷 射 角 度 布 置 图
4 合理 的S  ̄ 量 Ll J
在 轧制 过 程 中 , 每次 停 车都 要检 查 水管 是 否堵 塞, 水管 的 中心 是否与 轧槽 中心线对 中, 槽表 面温 轧 度 是否控 制在 6 ~7 ‘ 并 用表格 记录 。 个班 都应 O 0 C, 每
进 了刀具和加 工方法 , 提高 了加工速度 。
棒材轧机硬质合金辊环的应用
棒材轧机硬质合金辊环的应用赵增刚摘要:简要介绍了碳化钨硬质合金辊环在棒材轧机上的应用,介绍了辊环的加工、冷却、维护以及使用效果。
关键词:辊环;棒材轧机;硬质合金一、概况轧辊的主要性能指标是芯部的强度和工作层的韧性及耐磨性。
对于棒材轧机精轧机架轧辊的性能要求则是以耐磨性和韧性为主,兼顾抗热裂性和强度。
传统的棒材轧机轧辊通常首选整体离心浇铸球墨铸铁轧辊,辊面硬度为74~78HSD 。
为了进一步提高精轧辊的耐磨性,提高单槽轧制量,借鉴高线精轧机采用硬质合金辊环的经验,近年来棒材轧机采用硬质合金辊环代替球墨铸铁轧辊的厂家越来越多。
目前,石钢三轧厂正在进行碳化钨硬质合金辊环的使用试验,今年2月份已成功的将德国萨阿硬质合金工具公司开发的VG627碳化钨硬质合金辊环应用到成品和成品前机架轧制14mm圆钢,取得了良好的效果。
二、复合硬质合金辊环碳化钨硬质合金具有热传导性能良好(其热传导系数为钢的2倍)、在高温状态硬度下降少、耐热疲劳性能好、耐磨性好、强度高、适于高速轧制等特点,这些是其他材质的轧辊所难以达到的。
在高速线材轧机上辊环是由整体硬质合金制造,但棒材轧机采用整体硬质合金轧辊是不现实的。
为减少硬质合金的消耗,一般制成复合的辊环,由硬质合金辊环和钢制芯轴机械组合而成。
辊环用镶铸方法制成,采用热等静压工艺处理。
辊环的孔型部分为硬质合金,内层为韧性金属,如球墨铸铁。
硬质合金与球墨铸铁之间为冶金结合,球墨铸铁与芯轴之间则靠键连接,用机械组合的方法制造成组合式棒材轧机精轧辊。
石钢三轧厂选用的硬质合金牌号为SARAMANT VG系列,即碳化钨-钴系列VG627。
碳化钨(WC)含量70%,粘结相钴(Co)含量30%,密度12、7g/cm3,洛氏硬度80HRA,抗弯强度2600N/mm2。
具有较好的耐磨性、抗热裂性和可加工性。
配件制作简单,常温安装。
三、合金辊环的使用与维护1、辊环的使用石钢三轧厂棒材生产线是一条由18架轧机平-立交替布置的棒材连轧生产线,原料采用150********mm连铸坯,产品的规格范围是圆钢为14~50mm;带肋钢筋为10~50mm。
高速线材辊环的使用范文
辊环辊环的基本性能硬质合金辊环是由碳化钨(WC)和粘结金属组成的高硬度、高耐磨性的工具材料,要使硬质合金辊环在高速线材轧制中充分发挥其高耐磨、长寿命、高效率的特点。
抗热疲劳及强韧性是由辊环自身的质量决定的,主要包括孔隙、粗晶粒WC、钴池、碳化物的聚集体、游离石墨、 相和外来杂质等,这些都会加重加快断裂的程度和速度,降低硬质合金的强度。
目前世界上应用于辊环的材质配比分成两个系列,即纯钴系列与镍钴铬系列,纯钴系列属第一代而镍钴铬系列则为新一代的系列,其特点是在保持纯钴系列的优点的基础上进一步强化了耐腐蚀能力。
腐蚀作用能助长裂纹的延伸,这一点在酸性冷却水情况下更加重要,为此必须提高材料的耐腐蚀性能。
硬质合金粘结相的组成决定了其耐腐蚀性能的大小。
硬质合金辊环材质的选用应按使用架次综合考虑,不同架次由于工况不同必须配用不同的轧辊材料:前面机架受到轧制力和冲击力较大,辊环工作条件比较恶劣,要求辊环有较高的抗冲击、抗热裂纹和抗腐蚀能力;后面机架辊环工作条件较好,要求辊环有较高的耐磨性和抗热裂纹能力。
正确选用各架次辊环的材质配比,在轧机正常运行和规定轧制量的情况下,将有利于提高辊环的使用寿命同时减少停机损失。
使用辊环的过程中应注意以下事项:(1)牌号选择:辊环使用时,由于各机架的槽形、轧制速度、压下量各不相同,辊环的磨损、受力情况也不相同。
因此,在选择使用硬质合金辊环时,要根据使用要求选择适当的辊环牌号。
(2)辊环安装:辊环的锥套和上机组装严格按照设计工艺要求的精度进行,上机前需检查辊环是否合乎要求,并且辊环、轴的装配面需仔细擦洗干净,上机时严禁用铁锤或其它硬物敲打辊环,运输、安装过程严禁辊环的相互碰撞,以防损坏辊环。
(3)冷却及冷却水质:冷却是为了减少辊环轧制时的热腐蚀、热疲劳及热应力对辊环的作用,防止辊环破裂,延缓裂纹的扩散,延长轧槽寿命,对硬质合金辊环效果的发挥非常重要,冷却的参考规范如下:冷却水压力(5~6巴)/水量架,末架24m3/小时,喷水为径向,与辊环的旋转方向成(15~30度)的角,水不能散射或雾状,应直接喷入轧槽。
高线轧制用硬质合金辊环材料的组织与性能

硬 质 合 金
CEMEN TED ARBl C DE
21 0 0年 8月
Au .2 1 S 0 0
_ } I应 用 研 究
恭 带 芥 恭
d i1. 6  ̄i n10 — 222 1. .0 o:03 9 .s. 3 7 9 . 00 0 8 9 s 0 0 4
h ema od cit C r c 5 10W/ tet r l cn ut i a ah8 - ( K. yrd c gtei e aeq at e f / n /oadd- h vy n e 1 m・ 1B ui tr c u n t s WC adWCC n e e n h nf i o WC i
L n in l ’ o gJ z ̄n ・ a
Wa g Y mi’ Y nHog e n i n・ o nm i
(. teK yL b rt yo e e t ab e Z uhuHu a 10 0 C ia 1 Sa e aoao f m ne C ri , hzo n n4 2 0 , h ; t r C d d n 2 Z uZ o e ne abd ru o . t.Z uh uH nn4 2 0 C ia . h huC met C rieG pC r Ld h zo u a 1 00,hn) d o p ,
r l ee tn c me h e mi r sr c u e a d e f r nc haa t rs c f te c r d ol m ae i ,whih r t r o ls l ci g s he .T c o tu t r n p ro ma e c rc e t s o h a bie r l tra ii l c ae dee -
正确使用合金辊环
二、硬质合金辊环的应用与维护
值得注意的是,上述因素同时起作用, 但其各自作用方向幵不一定同向。因此, 具体轧线的辊环牌号选择和配置应根据实 际轧机各机架轧制力和压下量,实事求是 地全面分析,结合各辊环牌号的各项性能 综合考虑,慎重选择,合理配置,幵及时 试用反馈和修正。
二、硬质合金辊环的应用与维护
二、硬质合金辊环的应用与维护
影响辊环使用寿命的因素很多,主要与以下因 素相关: 辊环的制造技术、辊环选材、辊环加工质量等; 轧制钢材材质、轧制工艺技术、轧机设备状冴; 辊环的使用、修磨、搬运、储存管理等。
二、硬质合金辊环的应用与维护
辊环牌号的选择
架次影响 通常而言,精轧前架钢坯尺寸波动大,表面粗 糙,轧制剪径面积大,因此,要求辊环有高的强 度和冲击韧性。与此相反,精轧末架上的钢坯尺 寸波动小,表面状冴好转,剪径面积小,因此对 辊环的强度要求降低,但由于接近成品或出成品, 因此要求辊环有较高的耐磨性和抗热龟裂性,以 此保证棒、线材有良好的尺寸公差和表面光洁度。 精轧中间架次的情冴介于上述乊间。
三、辊环使用常见几种失效形式和处理
不耐磨
应重新选择对 应的硬质合金辊 环牌号
三、辊环使用常见几种失效形式和处理
轴向裂纹
建议从辊环装 配等方面找原因
三、辊环使用常见几种失效形式和处理
沙眼
三、辊环使用常见几种失效形式和处理
环状裂纹
三、辊环使用常见几种失效形式和处理
轧槽出现微裂纹,微裂纹导致辊环非正常损坏 的危险最小,建议此时更换轧槽。
二、硬质合金辊环的应用与维护
冷却水的压力 要求保证在0.4~0.6MPa; 冷却水的水量 应控制在250~300升/分钟; 冷却水喷水方向 径向,与辊环旋转方向成 15~ 30o角度,水不能散射或呈雾状,应直接喷 入轧槽。 冷却水的水温 应控制在35℃以下。
辊环使用注意
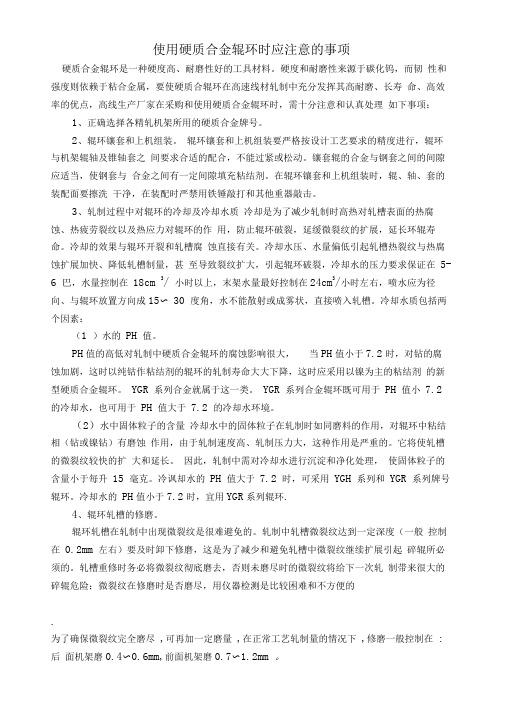
使用硬质合金辊环时应注意的事项硬质合金辊环是一种硬度高、耐磨性好的工具材料。
硬度和耐磨性来源于碳化钨,而韧性和强度则依赖于粘合金属,要使硬质合辊环在高速线材轧制中充分发挥其高耐磨、长寿命、高效率的优点,高线生产厂家在采购和使用硬质合金辊环时,需十分注意和认真处理如下事项:1、正确选择各精轧机架所用的硬质合金牌号。
2、辊环镶套和上机组装。
辊环镶套和上机组装要严格按设计工艺要求的精度进行,辊环与机架辊轴及锥轴套之间要求合适的配合,不能过紧或松动。
镶套辊的合金与钢套之间的间隙应适当,使钢套与合金之间有一定间隙填充粘结剂。
在辊环镶套和上机组装时,辊、轴、套的装配面要擦洗干净,在装配时严禁用铁锤敲打和其他重器敲击。
3、轧制过程中对辊环的冷却及冷却水质冷却是为了减少轧制时高热对轧槽表面的热腐蚀、热疲劳裂纹以及热应力对辊环的作用,防止辊环破裂,延缓微裂纹的扩展,延长环辊寿命。
冷却的效果与辊环开裂和轧槽腐蚀直接有关。
冷却水压、水量偏低引起轧槽热裂纹与热腐蚀扩展加快、降低轧槽制量,甚至导致裂纹扩大,引起辊环破裂,冷却水的压力要求保证在5-6 巴,水量控制在18cm 3/ 小时以上,末架水量最好控制在24cm3/小时左右,喷水应为径向、与辊环放置方向成15〜30 度角,水不能散射或成雾状,直接喷入轧槽。
冷却水质包括两个因素:(1 )水的PH 值。
PH值的高低对轧制中硬质合金辊环的腐蚀影响很大,当PH值小于7.2时,对钻的腐蚀加剧,这时以纯钴作粘结剂的辊环的轧制寿命大大下降,这时应采用以镍为主的粘结剂的新型硬质合金辊环。
YGR 系列合金就属于这一类。
YGR 系列合金辊环既可用于PH 值小7.2 的冷却水,也可用于PH 值大于7.2 的冷却水环境。
(2)水中固体粒子的含量冷却水中的固体粒子在轧制时如同磨料的作用,对辊环中粘结相(钻或镍钻)有磨蚀作用,由于轧制速度高、轧制压力大,这种作用是严重的。
它将使轧槽的微裂纹较快的扩大和延长。
硬质合金轧辊在轧钢生产中的应用
8 硬质合金轧辊的应用
8 9 6 硬质合金轧辊的种类 按硬质合金轧辊的结构形式分类,有整体硬 质合金轧辊和复合硬质合金轧辊"种。整体硬质
7 硬质合金性能简介
硬质合金由坚硬的碳化钨颗粒(硬质相,亦
万方数据 ・# "・
收稿日期: " % % # . ! ! . ! / 作者简介:周建武( ,男(汉族) ,上海人,工程师。 ! / , % .)
! # $ % & ’ $ ( )( * % + , + ) ’ + -% & . / $ + . ( # # 0 $ )1 ( ’ . ( # # $ ) ’ + % 1 ) ( # ( " " 2 2 3
!, ", " " # 1 2 3 45 6 7 8 9 : ; 1 2 < +1 = 6 > ? < ++ 7 8 3 4A 6 7 8 9 8 B 8 1 2 < +C 6 8 9 D = B 8 @ ,2 @, @
的强度和韧性,有很好的机械加工性能,如果选 择合适的刀具,对轧辊和轧槽可用车削的方法进 行修磨,方便了未配置专用磨床的用户;同时, 也可用铣削的方法在辊环上加工螺纹槽。 ! " # $ % $硬质合金轧辊在高速线材轧机上的应用 高速线材轧机不同机架的辊环所受到的轧制 力、轧制力矩及磨损等不同,需使用不同牌号的 硬质合金。通常,因前道机架(如预精轧机架) 轧制负荷较大,故要求辊环有良好的韧性和强 度,需选择粘结相含量较高的牌号;而后道机架 (如精轧机架、减定径机架 1 2 3、双模块 ’3 4 机架)过钢时间长,要求辊环有较好的耐磨性, 要选择粘结剂含量低的合金;尤其是成品及成品 前机架辊环对线材成品的表面质量和公差有直接 影响,通常换辊、换槽次数是前几个机架的 $ ! 5倍,其耐磨性能对生产线效率的提高起决定性 作用。目前世界上含粘结相最少的硬质合金辊环 为6 7 ’,其粘结剂含量只有7 +,其硬度和耐磨 性能明显高于其他牌号,尤其是耐磨性能提高了 ) & +。在成品及成品前机架使用时,其轧槽寿命 为其他牌号辊环的$倍,使受磨损最严重的成品 机架可与前几架一起换辊,其综合经济效益明 显。该牌号的硬质合金碳化钨颗粒度均为超粗颗 粒,从而使其在保持高硬度和高耐磨性的同时, 具有优良的韧性和良好的抗热裂纹能力。 ! " ! 硬质合金复合辊环应用于高速线材轧机 中轧机架代替传统的铸铁轧辊,使后道的硬质合 金辊环的工作环境得到极大改善,延长了硬质合 金辊环的使用寿命,提高了线材的最终产品质 量,提高了轧机生产利用率。 ! " ! $ % $硬质合金复合辊环在小型轧机上的应用 % 8 % 8 # 应用效果 ! " ! 硬质合金复合辊环应用于小型轧机的精 轧和中轧机架,国外一般应用于最后$ ! # &个机 架,最少在成品机架及成品前机架上同时使用。 ! " ! 硬质合金复合辊环的轧槽寿命约是普通 铸铁轧辊的 # &!$ & 倍,每次修磨量仅是铸铁轧 辊的 # / / ,因此,! $!# % " ! 复合辊环的总轧制 量为普通轧辊的$ & ! 5 &倍。 ! " ! 硬质合金复合辊环应用于生产棒线材、 管材及其他小型材,如方钢、六角钢、扁钢、角 钢等,提高了轧机性能,例如:当轧制 " # $ 9 9 带肋钢筋时,! " ! 硬质合金复合辊环的单槽轧制 ・% %・
高线轧机硬质合金辊环的合理使用及再生利用
表 5 页 岩 小 磨 试 验 用 水 量 统 计 表
相 关 。 混 合 材 中 含 有 粘 土 类 矿 物 和 细 颗 粒 部 分 中含 有 较 多 的 水 泥 熟 料 ,是 引 起 高 需 水 量 的重 要 因 素 。
0 引 言
近 年 来 ,硬 质 合 金 辊 环 广 泛 应 用 于 高 速 线 材 轧 机 的 轧 辊 中 , 它 是 由 碳 化 钨 作 为 基 体 材 料 , 以
金 属 钴 或 钴 和 镍 作 为 金 属 粘 结 相 ,再 配 以 其 它 改 善 合 金 性 能 的 稀 有 金 属 元 素 , 具 有 高 硬 度 、 高 强 度 、耐磨 损 、耐腐 蚀 、抗 氧化 性 好 等特 点 f 1 1 。 使 用
辊 环 及 对 报 废 硬 质 合 金 辊 环 的 再 生 利 用 问 题 成 了
硬 质合 金 行业 所 面 临和 亟 需解 决 的难题 。
硬 质 合 金 辊 环 可 提 高 轧 辊 的 使 用 寿 命 ,从 而 提 高 生 产 效 率 、 降 低 生 产 成 本 。 但 在 实 际 生 产 中 ,硬
水量 随之 增 加 。
67
本 科 , 工 程 师 ,研 究 方 向 :硅 酸 盐 工 程 。
( 责 任 编 辑 :何 彬 )
\ 鳓戎 各 寺匀 2 0 1 7 年第8 期
内产 生 表 面 损 耗 ( 如 磨 损 、疲 劳 裂 纹 等 ) ;异 常 磨 损 则 是 辊 环 尚 在 正 常 使 用 范 围 内 ,但 出 现 意 外 的 断
复合粘结硬质合金轧辊在棒材生产线的应用
p o s e d t h e me t h o d s o f t u r n i n g i n t h e c o u r s e o f u s i n g c o mp o s i t e b o n d e d c e me n t e d c a r b i d e r o l l a n d me a s -
质为 硬质合 金 。复合 粘 结硬 质 合 金 轧辊 为 不 断辊 设计 , 采用 多 圈 硬 质 合 金 辊 套 , 两端各用一挡 圈, 中穿合 金结 构 钢 芯轴 , 在 不 同 的界 面 使 用 不 同 的
生产 消耗 的大 宗 备 件 。近 年 来 , 随 着 冶 金 行 业 轧 钢生 产新 技 术 、 新工艺 、 新 材 料 的迅 速 发 展 , 复 合 粘结 硬质 合金 轧辊 被成 功 的研 制和 推 广 … 。这 一 新 成 果被 广泛 的应 用 在冶 金 行 业 和相 关 行业 。它
u r e s o f p r o l o n g i n g t he r o l l s e r v i c e l i f e .
Ke y Wo r d s : b o n d ;c e me n t e d c a r b i d e ;r o l l
轧辊 是 轧 钢 行 业 生 产 的重 要 工 具 , 也 是 轧 钢
1 结 构 特 点
ቤተ መጻሕፍቲ ባይዱ1 . 1 设计 合理
式硬质合金复合轧辊相 比, 避免 了缺 口应力 、 应力
尖 峰及 高速 转 动 引 起 的 间 隙振 动磨 损 等 , 性 能 价 格 比更 高 。
中高 温度 、 较 强 的 冲击 和 强摩 擦 负 荷 。粘 接 层 静
态 剪切 强 度 ≥ 1 5 0 MP a , 因 此 它 完 全 可 以 满 足 从
浅谈硬质合金轧辊在钢铁轧制技术中的应用

[ 关键词 ] 硬质 合金 r e h s e r ig o r e h oo y p ia in l f a b d i i n t e t e o n r e t c n lg l l J l l
B Li o mi y R ng n
A s r c i h t e o t n o s e l p e t o t el r l i g e h ol g . t e i e a d p r o m n e o o 1 h v e n s r n e a d d b b t a t W t h c n i u u d ve o m n f S e o l n t c n o y h 1 f n e f r a c f r l a e b e t o g d m n e y a
一
2硬质 合金 性能 简 介 众所 周知 , 随着 材料 硬度 的提 高, 耐 磨性 能增 强 。在所 有材 料 中, 度 其 硬
最 高 的是钻石 , 然后 依次 为立 方氮化 硼 、陶瓷 、硬质 合金 , 硬质 合金 具有 宽范 围的硬 度与韧 性 的结合 , 为 当今 最 重要 的硬 质材 料之 。 成 硬质合 金 由坚硬 的碳化 钨颗粒 ( 质相, 硬 亦称 a相) 与金属 粘结剂 ( 粘结 相, 亦称 B相, 通常 为钴 等) 组成 , 有时在 粘结 相 中加入 一 些镍 、 等 以获得 相应 的 一 铬 性能( : 如 耐腐 蚀) 硬 质合 金 的性能 与粘 结相 金属 的含 量和碳 化钨 颗粒 度 的大 。 小有 关 。不 同的 粘结剂 含 量 与不 同的碳 化 钨颗 粒度 , 形成不 同的硬质 合 金牌 号 。减 少金 属粘 结剂含 量 或减小 碳化 钨 的颗粒 度, 则硬 质 合金 的硬度 提 高, 而 韧性 降低 , 反之亦 然 。 碳化钨 在硬 质合 金 中约 占总质 量 的7 — 7 之 间, 0 9% 其平 均 粒度 在 0 2 1 微米 之 间。 .- 4 硬质 合金 的维 氏硬度 范 围含 盖 了工具钢 的 70 V 0H 以上 。 高达 到 2 0 0 V。当温 度升 高 时, 度 会 因塑性 增大 而 降低 。 最 ,0H 硬
WC_Co_Ni硬质合金辊环材料摩擦磨损性能的研究
浙江理工大学学报,第25卷,第6期,2008年11月Journal of Zhejiang Sci2Tech U niversityVol.25,No.6,Nov.2008文章编号:167323851(2008)0620675205WC2Co2Ni硬质合金辊环材料摩擦磨损性能的研究张术永,郭绍义,杨金林,李果林,李 艳(浙江理工大学表面工程研究所,杭州310018) 摘 要:采用液相化学共沉淀法和喷雾干燥技术制备了均匀的复合粉末,结合热分解和热压烧结技术新工艺制备了两种不同钴含量的硬质合金轧辊材料。
利用销-盘式MMW21型立式万能摩擦磨损试验机,对所制的两种合金样品进行了摩擦磨损研究,发现两种样品的磨损率随着磨损时间的变化呈现很大的差异。
同时两种合金的磨损机理也出现了变化,含有15%粘结剂的合金的磨损机理主要是磨粒磨损和脆性微切削,而且此种样品耐磨性相对低;而含有22%粘结剂的合金的磨损机理是典型的粘着磨损,其耐磨性较高是前者的10倍。
关键词:硬质合金;辊环材料;摩擦磨损;磨损机理中图分类号:T G356.16 文献标识码:0 引 言辊环主要是高速线材轧机精轧架用辊,属大宗消耗工具类。
近年来,随着高速线材轧制技术的发展,线材精轧速度由60m/s提高到120m/s,棒材精轧速度超过25m/s,要求辊环在高温下具有高的耐磨性和抗热疲劳性能[1]。
20世纪80年代初期,开始采用碳化钨粉末冶金辊环,以满足高耐磨性要求。
WC硬质合金辊环硬度高、强度好、耐磨损,而且具有良好的热传导性能(其热传导系数为钢的2倍)、在高温下硬度下降很少、耐热疲劳性能好、强度高等优点,所以国内外几乎所有的高速线材轧机厂家在预精轧、精轧部分都选用WC辊环[2]。
WC2Fe\Co\Ni系硬质合金[3]、高镍铬无限冷硬铸铁和高铬铸铁[4,5]等都是现在常用的辊环材料。
虽然纳米尺寸的合金可以给合金带来高强和高硬的双高性能[6],但是对于耐磨、耐冲击的硬质合金辊环材料,粗晶粒WC硬质合金更加适用[7]。
棒材轧机硬质合金辊环的应用
实际使用中,在保证钢材表面光洁度和轧槽修 磨量 0 . 7 5 m m 时,第一次轧制单糟轧制量为 1 2 0 0 t , 之后进一步改进冷却水系统,改进冷却水喷嘴的数 量和对槽孔的排列位置,增加水量、水压。水压由 0 . 2 5 M p a增为 0 . 4 M p a 。单槽轧制量上升为 1 3 0 0 -
1 5 0 x 1 5 0 x 1 2 0 0 0 m m 连铸坯, 产品的规 格范围是圆 钢为 01 4 -5 0 m m ; 带肋钢筋为0 1 0 -5 0 m m 。 生产以 各类圆
钢为主。
以前使用的成品和戊品前轧辊均为离心复合浇 注针状体球墨铸铁轧辊,小规格成品单槽轧制量仅 为1 2 0吨左右,换槽频缺。首次使用硬质合金辊环 是在0 1 4 m m圆钢成品 和成品前机架上。 辊环的 最大 直径为0 3 6 0 m m , 报废直径为0 3 1 0 m m 。 硬质合金辊环 的尺寸规格为0 3 6 0 / 0 2 8 0 x 1 5 0 m m 。轧制01 4 m m圆 翎 时,成品机架开 6 个圆孔槽,成品前机架开 5 个W
的,所以硬质合金辊环要求加强水冷。 由于硬质合金的硬度和热裂敏感度较高,在辊 环与红钢接触后要立即进行充分冷却。冷却水的流 量与其精确分布对轧辊使用性能有决定性的影响。
1 . 提高单槽轧制量。 用于轧制圆钢成品机架时, 硬质合金辊环与针状体球墨铸铁轧辊相比,单槽轧 制量明显提高。 采用针状体球墨铸铁轧辊轧制0 1 4 m m 圆钢时,每次成品单槽轧制量为 1 2 0 t 左右。而应用 硬质合金辊环后,成品单槽轧制量为 1 3 0 0 - 1 4 4 0 t ,
温安装。
三、合金辊环的使用与维护
1 . 辊环的使用 石钢三轧厂棒材生产线是一条由1 8 架轧机平一 立交 替 布 置 的 棒 材 连 轧 生产 线 , 原 料 采 用
硬质合金辊环的使用
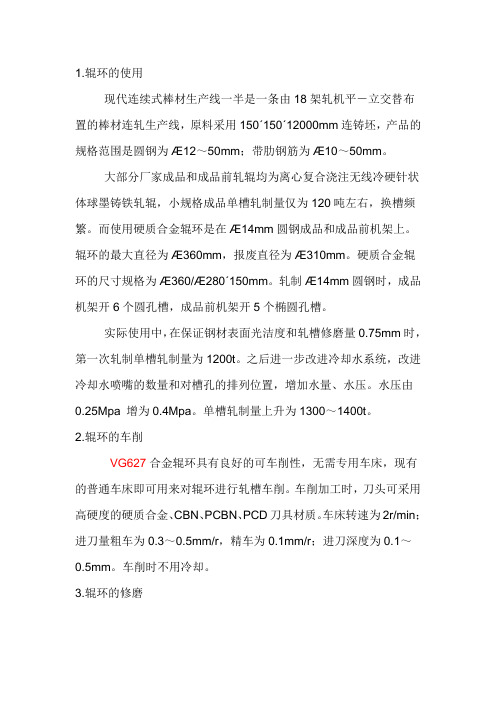
1.辊环的使用现代连续式棒材生产线一半是一条由18架轧机平-立交替布置的棒材连轧生产线,原料采用150´150´12000mm连铸坯,产品的规格范围是圆钢为Æ12~50mm;带肋钢筋为Æ10~50mm。
大部分厂家成品和成品前轧辊均为离心复合浇注无线冷硬针状体球墨铸铁轧辊,小规格成品单槽轧制量仅为120吨左右,换槽频繁。
而使用硬质合金辊环是在Æ14mm圆钢成品和成品前机架上。
辊环的最大直径为Æ360mm,报废直径为Æ310mm。
硬质合金辊环的尺寸规格为Æ360/Æ280´150mm。
轧制Æ14mm圆钢时,成品机架开6个圆孔槽,成品前机架开5个椭圆孔槽。
实际使用中,在保证钢材表面光洁度和轧槽修磨量0.75mm时,第一次轧制单槽轧制量为1200t。
之后进一步改进冷却水系统,改进冷却水喷嘴的数量和对槽孔的排列位置,增加水量、水压。
水压由0.25Mpa 增为0.4Mpa。
单槽轧制量上升为1300~1400t。
2.辊环的车削VG627合金辊环具有良好的可车削性,无需专用车床,现有的普通车床即可用来对辊环进行轧槽车削。
车削加工时,刀头可采用高硬度的硬质合金、CBN、PCBN、PCD刀具材质。
车床转速为2r/min;进刀量粗车为0.3~0.5mm/r,精车为0.1mm/r;进刀深度为0.1~0.5mm。
车削时不用冷却。
3.辊环的修磨轧槽使用后再重修时,修磨一定要充分。
因为轧辊在热轧条件下应用时,辊面上不可避免的会产生稀疏不等的热裂纹,故每次修磨时,不仅要把磨损的孔型修复,还应尽量把热裂纹修尽。
必须在正常修磨后,表面已看不到任何微裂纹的情况下,再径向修磨一个额外的进刀量(0.1mm),将肉眼看不见的微裂纹全部清除掉,这对于消除和抑制轧槽表面的微裂纹是必须的。
因为未清除干净的微裂纹会在下一次使用中加速扩展,导致下一次重修量加大,并有可能导致碎辊。
浅谈硬质合金辊环参数设计
技术交流浅谈硬质合金辊环参数设计孙永平(高线厂)摘 要:精轧机组轧制速度很高,要求硬质合金辊环具有热传导性能好,在高温状态下硬度下降少,耐热疲劳性能好,耐磨性好,强度高,适用于高速轧制等特点。
影响硬质合金辊环使用寿命的因素很多,本文着重介绍硬质合金辊环材质、轧制量以及修磨量等参数设计方法及其在高速线材精轧机组的应用。
关键词:硬质合金辊环 高速线材 精轧机组Pa ram eter D es i g n of C em en ted C a rb ide Roller R i n gSun Y ongp i ng(H i gh Speed W i r e Rod M ill)Ab stra ct:High s peed rolling of finis hing rolli ng unit de m ands ce m ented carb i de rolle r ri ngm ust have g ood thermal con2 ductivity performance.Cemented ca rbide roller ring ha s the feature s of le ss dec rease of hardne ss,bette r thermal fatig ue re sistance and wear resist ance,high strengt h and suit able for high s peed rolling in high te mperature condition.The pa2 pe r introduce s para m e t e r desi gn me t hod fro m ma terials,r olling capac ity to regrindi ng capacit y and appti ca ti on in finish2 i ng m ill unit.Keywor ds:ce m ented carbi de roller ring;high s peed wire rod;finishi ng m ill unit前言高线厂于1992年11月建成投产,全套技术和主要设备从意大利达涅利公司引进,设计最高速度75m/s,年产20万吨,以生产普碳钢为主。
2024年硬质合金辊环市场需求分析
硬质合金辊环市场需求分析1. 引言硬质合金辊环是一种经过特殊处理的耐磨材料,由于其具有高硬度、高耐磨性和耐腐蚀性等特点,被广泛应用于工业生产中的金属加工、矿业、化工等领域。
本篇文档旨在对硬质合金辊环市场的需求进行分析,以便为相关企业的战略决策提供参考。
2. 硬质合金辊环市场概况硬质合金辊环市场是一个具有巨大潜力的市场,随着工业生产的发展以及对产品质量要求的不断提高,对硬质合金辊环的需求也在逐年增加。
此外,全球范围内的经济发展也为硬质合金辊环市场提供了更广阔的机遇。
3. 硬质合金辊环市场需求分析3.1 市场需求的主要驱动因素• 3.1.1 工业生产的需求:随着工业生产规模的不断扩大,对硬质合金辊环的需求也相应增加。
硬质合金辊环在金属加工、矿业、化工等行业中的应用广泛,是提高生产效率和产品质量的关键材料之一。
• 3.1.2 产品更新换代:随着科技的不断进步,对硬质合金辊环性能的要求也在不断提高。
市场对更高硬度、更长耐用性的硬质合金辊环的需求持续增加,促使相关企业进行产品的更新换代,以满足市场需求。
3.2 市场需求的细分分析• 3.2.1 金属加工行业:金属加工行业是硬质合金辊环的主要应用领域之一,其需求量巨大。
随着金属加工行业的技术不断升级,对硬质合金辊环的质量和性能要求也越来越高。
• 3.2.2 矿业行业:矿业行业对硬质合金辊环的需求同样非常大。
在矿石的开采和处理过程中,硬质合金辊环能够提供耐磨、耐腐蚀等特性,有效延长设备的使用寿命,减少生产成本。
• 3.2.3 化工行业:化工行业对硬质合金辊环的需求主要体现在生产过程中需要耐酸碱腐蚀的辊环。
随着化工行业的快速发展,对硬质合金辊环的需求也在增加。
3.3 市场需求的地区分布硬质合金辊环市场的需求在全球范围内存在着一定的差异,其中主要集中在以下地区:• 3.3.1 亚洲地区:亚洲地区是全球硬质合金辊环市场的主要需求地区之一,主要由于亚洲地区的制造业发展迅猛,对硬质合金辊环的需求量巨大。
高线轧机用硬质合金辊环的生产与应用

高线轧机用硬质合金辊环的生产与应用烟台开发区东星工业有限责任公司首钢烟台东星公司在高速线材轧机(预)精轧机组工况对辊环寿命影响分析的基础上,确定了辊环材质的研制方向及硬质合金辊环应具备的性能。
建起了一条从产品开发、研制到现场服务信息反馈的科学完整的现代化管理模式下运行的硬质合金辊环生产线。
下面从硬质合金辊环的生产与应用两个方面论述。
一、硬质合金辊环的生产(一)科学的管理、高素质的员工队伍是质量稳定的保障严谨、高效、科学的管理模式是质量稳定的前提,作为股份公司,从公司一成立就按着股份公司的运行规则结合公司的实际情况组建了内部管理机构,制定了管理制度,使整个管理体系责任明确、反应快、效率高。
根据我们现行的辊环生产工艺和设备水平,我们制定了完整的生产管理制度和岗位操作规程,保证了生产全过程均衡稳定,使整个生产管理顺畅,提高了生产设备的使用效率。
按着ISO9002质量认证体系和现代企业管理的需要,不断完善质量管理体系,从原材料采购到产品出厂都有完整的计划、检测及生产记录,形成了辊环“档案”,为确保产品质量、以后查找事故原因、向用户提供准确的售后服务,提供了真实可靠的数据。
我们每一个辊环都有一个唯一的编号,每一个编号对应着从配料到开槽的全过程数据,包括每一工序的操作人、完成时间。
在完善各项规章制度、严格控制工艺参数的同时,强化了检验制度及检验记录,使产品质量有了更进一步的保障。
公司的操作工人都是正规技校毕业,在上岗前要经过三个月在岗培训经考试合格后方可持证上岗。
全体员工40%以上具有大专以上学历。
针对工艺特点不断派人外出学习、培训。
公司的产品开发、销售人员都是大专以上学历,对用户的各种意见、要求都能作出准确认真的回答与满足。
员工素质的不断提高对我公司硬质合金辊环质量的稳定做了保证。
(二)全封闭式生产线及科学的材质配比生产出了优质的产品高速线材轧机用硬质合金辊环的使用工况决定了其必须具有优良的抗热疲劳和耐腐蚀特性,同时要具有较好的强韧性。
硬质合金辊环在高速线材轧制中的使用方式研究

硬质合金辊环在高速线材轧制中的使用方式研究摘要:将硬质合金辊环应用于高速线材轧制,需要考虑辊环材料特性、牌号选择、装配流程、辊环冷却等不同方面内容,综合考量。
实践证明,硬质合金辊环的应用效果显著,有助于企业提高生产效率与经济效益。
对此,笔者结合实践研究,就硬质合金辊环在高速线材轧制中的应用进行简要分析。
关键词:硬质合金辊环;高速线材轧制;应用方式硬质合金辊环也叫碳化钨合金辊环,它的用途是对钢坯进行压力加工使钢坯塑形成形,获得所需外形尺寸;改善钢铁材料内部组织结构,以获得良好的力学性能。
辊环在高速线材轧制生产中使用较多,并且与轧制钢材的强度、塑形、表面质量、设备投入、成本控制等有着直接关系。
辊环加工用的是专用磨床,槽孔内加工螺纹刻痕用的是铣床;在其加工过程中,可以选用合适的金刚石磨轮与较高硬度的铣床刀具。
下文将从影响辊环使用的一些角度进行简要研究探讨。
一、做好硬质合金辊环牌号选择辊环轧辊在轧制过程中受装配应力,热应力和轧制应力的共同作用。
辊环所受应力为沿截面各应力值的代数和。
具体生产运行中,不同架轧机有着不同的承载效果与冲击力,通常情况是随着轧制道次的提高,辊环转速增加,辊环磨损量增大。
不同牌号的辊环,其硬度等材料性能特点存在差异,如果其牌号选择错误或不符合标准要求,就会增加崩辊发生的几率。
所以,想要在高速线材轧制中有效应用合金辊环就要做好牌号选择,分析不同机架的轧制速度、压下量、槽形、轧制钢种、轧机设备等影响。
综合考虑评价最终选取适合的硬质合金辊环牌号。
二、辊环安装流程与辊环冷却第一,应严格参照标准精度要求展开辊环与锥套的上机安装,认真做好外径尺寸检测,检验锥套、辊轴配置状态。
辊环锥套与辊轴配置面应保持清洁。
第二,辊环安装过程中,应选择适配的辊环和锥套,避免过紧或过松,影响上机的加压效果。
第三,相同机架对应的配对辊环,应尽可能的减少其在材料、属性、重量,方面的不同,确保动平衡。
在生产使用过程中,因为会受到交变应力影响使得辊环易产生热疲劳裂缝。
2024年硬质合金辊环市场分析报告
2024年硬质合金辊环市场分析报告1. 引言硬质合金辊环是一种重要的工业用材,广泛应用于钢铁、有色金属、石化、能源等行业的轧制设备中。
本报告旨在对硬质合金辊环市场进行全面分析,包括市场规模、市场趋势、竞争格局等方面,以便供相关企业和投资者参考。
2. 市场规模根据统计数据,近年来硬质合金辊环市场规模呈现稳定增长的趋势。
与此前相比,国内钢铁、有色金属等行业的需求增长,推动了硬质合金辊环的市场需求。
根据预测,202X年硬质合金辊环市场规模有望达到X亿元。
3. 市场趋势3.1 技术进步随着科技的不断进步,硬质合金辊环的制造技术也在不断提高。
新材料、新工艺的应用,使得硬质合金辊环具备更好的耐磨性、抗压性、耐高温性等特性,满足了不同行业对辊环质量的要求。
3.2 市场竞争加剧随着市场潜力的逐渐释放,越来越多的企业进入硬质合金辊环市场,市场竞争日趋激烈。
为了在竞争中脱颖而出,企业需要不断提升产品质量、降低成本,并加强市场营销策略,以吸引更多客户。
3.3 产业链整合为了降低生产成本和提高市场竞争力,硬质合金辊环制造企业逐渐进行产业链整合,包括原材料采购、生产、销售等环节。
通过整合产业链,企业能够更好地掌控整个生产过程,提高自身的运作效率与利润水平。
4. 市场前景与机遇硬质合金辊环市场前景广阔,存在着巨大的发展机遇。
一方面,各行业对硬质合金辊环的需求持续增长,尤其是钢铁、有色金属等传统行业以及新兴领域中的应用需求。
另一方面,技术进步和产业链整合带来的效益提升,也为企业赢得更多发展机遇。
5. 竞争格局分析硬质合金辊环市场存在较多的竞争对手,主要包括国内外知名企业和小型企业。
在市场竞争中,知名企业凭借技术优势、品牌知名度和良好的市场信誉占据主导地位。
而小型企业则通过降低产品价格、开拓新市场等方式进行竞争。
未来,竞争将更加激烈,企业需拓展产品差异化、加强研发创新,以保持竞争优势。
6. 总结综上所述,硬质合金辊环市场具有较大的市场潜力和发展机遇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辊 轴 可 用 废 旧轧 辊 加 工 , 径 与 辊 环 内径 配 做 , 为 直 作 辊 芯 。 这样 既保 证 了 轧 辊 的 耐 磨 性 , 具 有 良好 的 又
抗事故性。
硬 质 合 金 复 合 辊 环外 层 的 硬 质 合 金 部 分 是 用 粉
末 冶 金 工 艺 技 术 制造 的材 料 , 主要 由碳 化 钨 ( ) WC 和 钴 ( o 组 成 。钴 作 为 黏结 剂 将 碳 化 钨 黏 结 而成 。改 C) 变 WC的 颗 粒 度 和 黏 结 剂 c 0的 组 分 可 得 到 不 同 性
的 两 大 技 术 指 标 是 耐 磨 性 和 强 度 。 轧 辊 的 整 体 强 度
lO a 力 下 等 静 压 处 理 。 如 此 两 音 在 高 温 半 熔 O MP 压
融 下 相互 渗 透 , 却 后 即形 成 紧密 的冶 金 联 结 , 会 冷 不
再 分开。
I
/ 一
主 要 取 决 于 芯 部 , 保 证 轧 辊 的 芯 部 强度 , 要 目前在 技
l 前 言
收缩 率 的 型 腔 中 , 辊 环 内 圈 与 型 腔 间 填 充 好 钢 粉 在 并放 人 真 空 热 等 静 压 炉 中 , 在 10 ~ 15 ℃ 、 00 00 约
在 捧 线 材 轧 钢生 产 中 , 轧 轧 辊 面 对 的是 高 强 热 度的磨损 、 热应 力 和 机 械 冲 击 力 。 衡 量 轧 辊 的 传 统
1 辊 轴 ; . 紧 螺 母 ; . 合 辊 环 ; 键 决 . 2销 3复 4.
圈 2 硬 质 合 金 复 合 轧 辊 装 配 示 意 图
47
维普资讯
姜 雷 。 : 质 合 金 复 合 辊 环 的应 用探 讨 等 硬
2 1 基 本 工 艺 原理 .
2 2 复 合 辊环 的使 用 .
硬 质 合 金 复合 辊 环 可 与普 通 球 墨 铸 铁 辊 轴 组 成
复合轧辊 , 合 轧辊采用 硬质 合 金复合 辊环 、 轴 、 复 辊
锁 紧 螺 母 、 块 及 固定 销 等 组 装 而 成 , 图 2所 示 。 键 如
术上已不存 在 障 碍 , 此侧 重 点逐 渐 移 向工 . 。 因 c 乍层
对轧 辊 的 工 作 层 有 两 方 面 的 要 求 , 耐 磨 性 和 抗 事 即
故 性 。抗 事 故 性 的 高 低 主 要 取 决 于 材 料 的韧 性 指 标. 耐磨 性 主要 取 决 于 材 料 的 热 硬 性 。
2 硬 质 合 金 复 合 辊环
硬 质 合 金 辊 环 采 用 碳 化 钨 粉 和钴 粉 压 制 而 成 ,
具有 优 异的 耐磨性 ( R H A:8 0—8 ) 在 高 速线 材 精 5 ,
1 硬 质 合 金 工 作 层 ; 因 瓦 舍 金 钢 基 体 . 2.
图 1 硬 质 台 金 复 合 辊 环 示 意 图
能 的硬 质 合 金 。 使 得 材 料具 有极 佳 的 耐 磨 性 并 同 时
具 有 优 良的 韧性 。
辊 环 内 圈 的 钢 套 也 是 用 加 工 好 的 钢 粉 , 过 热 经
等静 压 方 法 使 之 与 硬 质 合 金 辊 环 紧 密 联 结 , 图 l 如 所 示 。 过 程 是 将 硬 质 合 金 辊 环 放 在 已 计 算 好 体 积 和
维普资讯
莱 钢 科 技
20 0 2年 6月
硬 质 合 金 复 合 辊 环 的 应 用探 讨
姜 雷 李 剑 屈 学 茂
( 压厂) 锻
摘 要 : 文 介 绍 了硬 质 舍 金 复 合 辊 环 的 材 料 构 成 、 本 工 艺 原 理 、 用 条 件 及 应 用 效 果 。 可 显 著 提 高 轧 本 基 使
槽寿命 , 降低 辊 耗 , 少 轧废 , 高 轧机 作 业 率 和钢 材 表 面 质 量 , 济效 益 非 常 明 显 。 减 提 经 关键词 : 质舍金 硬 耐磨性 复 合
Absr t: hi p p ri rdu e tac T s a e nto c s matra o siuin o a b d lo o o nd c l r, a i e h ia rn i l a eilc n tt t fc r i e a ly c mp u ol b sc tc n c lp i c p e, p- o a p i a o o iin nd e e t i c u i g n to l xe d n l O S l e, e c n olc n u to d ri ml , nh n ・ lc f n c nd t s a f cs,n l d n o ny e tn i g g' V’ i rdu i g rl o s mp in a ns l e a c i o o f n i g r l ng r t d se l S s ra e q ai , tas c i vng rm r a l c n mi e ut n ol a e a te ’ u f c u  ̄ bu o a h e i e i n l l a k b e e o o c rs ls. K e or s: a b d l y, a"r ssa c c mp u yW d c rieal o we l e 辊环 都 是 由 整 体 硬 质 合 金 制 造 。 在棒 材 精 轧 机 组 尤 其 是 成 品 机 架 也 已 逐 渐 开 始 应 用 。 由 于 硬 质 合 金 辊 环 价 格 较 高 , 用 整 体 硬 质 合 采 金 辊环 是 不 现 实 的 , 采用 复 合 辊 环 。 多