数控高速走丝电火花线切割机及控制系统设计说明书(doc 76页)
DK7732数控高速走丝电火花线切割机及控制系统
引言本次毕业设计从2005年2月28号开始到本年的六月中旬结束,长达四个月。
毕业设计是一名在校大学生最后的一次也是最重要的一次设计,说其重要主要是因为它将检验你在大学生活中所学知识的扎实程度,期间你必须复习所学过的一些课程,学习一些要用到的新的知识,它还将练习你的动手能力,思考能力,创新能力,是你在大学学习生活的一次升华,是一个提升阶段,更是走向工作岗位的一次练兵,因此我们都对此极为重视,更是投入了极大的热情与努力来更好的完成它。
本次设计在颜竞成教授的悉心指导下分四个阶段按部就班的有条不紊的进行。
第一阶段是搜集整理阶段。
在本阶段主要是搜集足够的资料信息并对设计题目进行分析和实地调查,做到心中清楚。
本设计其实从2004年元旦就开始了,截止到2004年3月份第一张外观图绘制成功为止。
第二阶段是机械部分设计阶段,本阶段主要应用大学里面所学到的饿专业知识来进行运丝机构设计和坐标工作台的横向和纵向进给机构设计。
另外还要进行储丝筒的三维零件设计。
本阶段主要是从三月份到五月份。
五月份到六月份则是第三阶段:控制系统设计阶段。
主要进行电器电路设计,包括步进电机驱动设计和脉冲功率放大电路设计。
本阶段也是一个学习的阶段,对自己不太熟悉的领域的一次学习。
六月份开始就是最后一个阶段:整理复习阶段,主要从事前几个阶段的整理温习,写说明书。
以及毕业答辩前的各项具体细节的准备。
所以说每个阶段都是十分紧张而有难度的,有些问题是由于设计的难度,有些还是因为自己知识上的欠缺和基础不扎实造成的。
可以说这次毕业设计是个查缺补漏的机会。
尤其是在同学的协助下,特别是在颜教授的指导下,遇到困难不逃避,主动请教,主动学习,独立思考提出新方案,困难一个个的解决,才有了本次设计的成功。
这次毕业设计锻炼了我团体协作精神和独立作业的能力。
专业设计基础,对自己将来都是一次具有深远影响的事情。
一、总体方案设计(一)总体方案的拟定1.电火花线切割机床具有定位、纵向和横向的直线插补功能;还能要求暂停,进行循环加工等。
数控快走丝电火花线切割机床安全操作规程
数控快走丝电火花线切割机床安全操作规程前言数控快走丝电火花线切割机床是现代制造业中重要的加工设备,它的高效率和高精度得到了广泛的应用,但是由于其工作原理的特殊性和操作难度的远高于一般机床,如果操作不当就会给人员造成严重危害和机床损坏,因此,为保障人员安全,提高设备使用效果,制定本操作规程。
目的本规程旨在规范数控快走丝电火花线切割机床的操作,提高使用效率和操作安全性。
适用范围适用于使用数控快走丝电火花线切割机床进行生产制造和维护保养工作的操作人员。
操作规程一、机床及设备的检查1.在操作机床之前,须进行全面检查,包括机床的各个部位是否有破损、机床刀具是否安装正确、气压、电源等是否符合要求。
2.检查水箱水量及水温,检查导轮系统和液压系统是否正常运转。
3.检查工件夹持装置是否牢固,并通过手动试运转验证工作台移动的运行顺畅。
4.未确认机床各项操作指示正常时,禁止开启机床调试开关,确保前后工序全部完成并记录后再进行下一工序。
二、操作规程1.使用前必须检查安全装置是否完好无损。
2.如有需要,进行工件的划线和定位。
3.工件的加工前,要在加工程序中确认刀路和加工参数,再进行机床调正,如:装夹工件、设置加工坐标、选择正反加工等。
4.工件应在装夹后检查是否牢固,确保在定位及加工过程中不会松动或移位。
5.在加工过程中,禁止切断电源以及移动、调节机床工件和各部位。
6.对于非常规材料,在使用前必须有专人严格测试,判断材料是否适合使用。
7.长时间进行非连续刀具加工时,要定时跟换刀具,确保刀具精度和切削能力。
三、维护和保养1.定期检查机床的各项部件,如导轨、丝杠、液压油和润滑油、水箱、电气线路、水管等。
2.定期清洁机床及清理机床附件存在的异物。
3.机床在停机前需妥善保管和保存加工程序、记录各类数据、关机并切断电源。
4.禁止对机床的各类部件任意使用或占用。
四、安全事项1.在操作机床时,必须先穿好防护眼镜、手套、防护服等安全装备。
数控高速走丝电火花线切割机及控制系统设计说明书(doc 76页)
数控高速走丝电火花线切割机及控制系统设计说明书(doc 76页)引言本次毕业设计从2004年2月份开始到本年的六月中下旬结束,长达半年。
毕业设计是一名在校大学生最后的一次也是最重要的一次设计,说其重要主要是因为它将检验你在大学生活中所学知识的扎实程度,其间你必须复习所学过的一些课程,学习一些要用到的新的知识,它还将练习你的动手能力,思考能力,创新能力,是你在大学学习生活的一次升华,是一个提升阶段,更是走向工作岗位的一次练兵,因此我们都对此极为重视,更是投入了极大的热情与努力来更好的完成它。
本次设计在颜竟成教授的悉心指导下分四个阶段按部就班的有条不紊的进行。
第一阶段是搜集整理阶段。
在本阶段主要是搜集足够的资料信息并对设计题目进行分析和实地调查,做到心中有轮廓,。
本阶段其实从2004年元旦就开始了截止到2004年3月份第一张外观图绘制成功为止。
第二阶段是机械部分设计阶段。
本阶段主要应用大学里面所学的专业知识来进行运丝系统机构设计和坐标工作台的纵向和横向进给机构设计。
另外还要进行储丝筒的三维零件设计。
本阶段主要是从三月份到五月份。
五月份到六月份则是第三阶段:控制系统设计阶段。
主要进行电器电路设计,包括步进电机驱动设计和脉冲功率放大电路设计。
本阶段也是一个学习的阶段,对自己不太熟悉的的的领域的一次学习。
六月份开始就是最后一个阶段:整理复习阶段,主要从事前几个阶段的整理温习,写说明书。
以及毕业答辩前的各项具体细节的准备。
可以说每个阶段都是十分紧张而有难度的,有些问题是由于设计的难度,有些还是因为自己知识上的欠缺和不扎实造成的。
可以说这次毕业设计是个查缺补漏的机会。
尤其是在同学的帮助下,特别是在颜教授的指导下,遇到困难不逃避,主动请教,主动学习,独立思考提出新方案,困难被一个个解决了,有了本次设计的成功。
更锻炼了团体协作精神,独立作业能力,专业设计基础,对自己将来都是一次具有深远影响的事件。
工作台行程/mm 500x320最大切割厚度/mm 30(可调)加工表面粗糙度Ra/μm 2.5加工精度/mm 0.015切割速度/mm2/min 100切割工件最大厚度120mm加工锥度3°~60°电极丝移动速度 11m/s电极丝最大直径φ0.1~φ0.2mm图1.1 伺服系统总体方案框图二、储丝走丝部件结构设计(一)储丝走丝部件运动设计运丝机构的运动是由丝筒电机正反转得到的。
DK7732数控高速走丝电火花线切割机及控制系统(有全套图纸)
目录引言 (1)一总体方案设计 (2)(一)总体方案的拟定 (2)(二)主要技术参数的确定 (2)二储丝走丝部件结构设计 (3)(一)储丝走丝部件运动设计 (3)1.对高速走丝机构的要求 (3)2.高速走丝机构的结构及特点 (4)(二)储丝走丝部件主要零件强度计算 (10)1.齿轮传动比的确定 (10)2.齿轮齿数的确定 (10)3.传动件的估算 (12)4.齿轮模数估算 (13)5. 齿轮模数的验算 (14)(三)储丝走丝部件主要零件强度验算 (16)1.齿轮强度的验算 (16)2.主轴的验算 (19)(四)主轴组件结构设计 (21)1.轴承配置形式 (21)2.主轴组件的调整和预紧 (22)三进给传动设计 (22)(一)进给传动运动设计 (22)1.脉冲当量和传动比的确定 (22)(二)滚珠丝杆螺母副的型号选择和滚珠丝杆的选型和校核 (23)1.滚珠丝杆螺母副的型号选择 (23)2.滚珠丝杆的选型和校核 (25)(三)步进电机的选择 (28)1.根据脉冲当量和最大静转矩初选电机型号 (28)2.启动矩频特性校核 (30)(四)进给机构支承设计 (31)1.螺杆的支承形式 (31)2.螺杆的支承方式 (31)四数控系统设计 (32)(一)高频脉冲电源 (32)(二)数字控制系统设计...............................................................(33)(三)控系统硬件的电路设计 (34)1.单片机设计 (34)2.系统扩展 (38)3. I/O 口的扩展 (42)4.显示器的接口设计 (48)5.步进电机控制电路设计 (50)6.光电隔离电路设计 (57)7.部分控制程序 (58)8.其他接口电路设计 (70)参考文献…………………………………………………………………………()谢辞………………………………………………………………………………()引言本次毕业设计从2005年2月28号开始到本年的六月中旬结束,长达四个月。
电火花线切割说明书
19LENGTH:
TARGET:
TIMES OF COPY:
2:MOTOR PHASING:XY UV
3:AUTO POWER OFF:NO
4:UPPER PULLEY HEIGHT:128000
GOOD:
图4-2
表示已进入READY:菜单。等待用户按键选择相应功能。
1.供电电源:3相50HZ;380V
(202V、220V、346V、416V);
2.消耗功率:<1.5KW;
3.脉冲电源电流:0~5A;
4.脉冲电源空载电压:90~100V;
5.圆弧最大控制半径:33m;
6.电极丝线径补偿:0~9999μm;
7.斜度加工最大角度:1.5º;
8.程序最大容量:2048段;
第七节设备维护保养及一般故障的分析处理…………………(63)
第一章线切割控制设备及操作
第一节概述
一.数控电火花线切割加工工作原理
DK7725电火花线切割机床是采用金属丝(通常叫电极丝)作为工具(电极),在脉冲电压作用下,利用液体介质被击穿后形成电火花放电时,在为花通道中瞬间产生作用而使金属被蚀除下来的原理。本机床是由微型计算机控制,使电极丝按预定的轨迹进行切割加工。
第四节控制系统操作
一.控制机面板说明
1.控制机面板布置参见图4-1。
(1)急停机按钮。
(2)开机按钮。
(3)指示灯。
(4) DISPLAY/→存储段检查键/光标右移键。
(5) GOOD进入GOOD:菜单转换键。
(6) CUT切割加工键。
(7) INPUT纸带信息输入键。
(8) EDIT编辑键、大字显示键。
=2五相十拍电机;=5对称于X轴;=6对称于Y轴;
电火花线切割机床设计说明书概要

数控线切割DK7732机床设计说明书杨加俊刘贺贺祁繁徐州工程学院要图纸的请加QQ:287579959,附加说明要图纸,有全部的零件图,用solidworks打开。
目录一、简介 (1)二、线切割机床的加工原理 (1)三、主要技术参数 (1)四、机床传动系统 (2)五、创新设计 (4)六、机床电气系统 (4)七、设计过程分析与计算 (6)1.最大动载荷 (6)2.丝杠的选择 (6)3.滚珠丝杠副 (6)(1)特点 (6)(2)滚珠丝杠副的载荷计算 (7)a.工作载荷F (7)b、滚珠丝杠副主要技术参数的确定 (8)①导程Ph (8)②螺母选择 (8)Ⅰ滚珠的工作圈数i和列数j (8)Ⅱ法兰形状 (8)Ⅲ丝杠螺纹长度l (9)Ⅳ校核计算 (9)Ⅴ导轨的选择 (10)八、补充知识 (10)<1>导轨主要性能指标 (10)<2>直线导轨的选择 (11)九、数控系统的选择 (12)十、机床操作步骤和规程 (13)步骤 (13)规程 (13)十一、主要外购件 (13)十二、参考文献 (14)一、简介数控电火花线切割机床,简称线切割机床,是以运动的金属丝为工具电极,在控制系统的控制下,按预先设定的轨迹对工件进行加工。
线切割机床适合加工各种模具,切割微细精密及形状复杂的零件、样板,切割钨片、硅片等。
广泛应用在机械、电子电气等领域。
二、线切割机床的加工原理(1)线切割——数控电火花线切割加工的简称。
(2)工作原理:利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工的。
(3)由于它利用的是丝电极,因此,只能作轮廓切割加工。
(4)工作原理如图所示。
图1.线切割机床的加工原理1--数控装置 2--储丝简 3--导轮 4--电极丝 5--工件 6--喷嘴 7--绝缘板 8--脉冲发生器 9--液压泵 10--水箱 11--控制步进电动机(5)当工件与线电极间的间隙足以被脉冲电压击穿时,两者之间即产生火花放电而切割工件。
数控电火花线切割机设计

数控电火花线切割机设计数控电火花线切割机是一种专门用于工业制造中的精密加工设备。
在制造过程中,需要对金属材料进行各种形状的切割、孔洞的加工,以及模具和零件的加工。
因此,它拥有数控技术提供的高精度和高效率,能够满足不同工艺和制造需求。
在设计数控电火花线切割机时,需要考虑以下几个方面。
1. 机身结构设计数控电火花线切割机主要由机身、控制系统、工作台、电极和电源组成。
机身的设计直接影响到加工的精度和效率。
因此,厂家需要根据加工需求和机身材料的物理特性,精确计算机身的结构设计,制定出最佳设计方案。
此外,应考虑机台的稳定性、易于维护性和美观度等因素。
2. 控制系统设计数控系统是数控电火花线切割机的核心部件,需要提供准确可靠的控制。
平板、电脑和数值控制器三种控制设备都可以用于控制数控电火花线切割机。
不同控制方式的选用需要考虑加工的复杂性、加工精度和成本等参数。
3. 工作台设计工作台是数控电火花线切割机的加工基础,需考虑的因素包括机床结构、工件夹紧机构、工作范围和光滑度。
一台优良的数控电火花线切割机应具有可调节的工作台高度和光滑表面,可提高加工效率。
4. 电极设计电极是数控电火花线切割机的关键部件,可通过多种材料制作。
电极质量直接决定加工的稳定性和质量。
厂家需要考虑电极型号选配、电极材料选择、电极改装及扭能要求等参数。
5. 电源设计电源是数控电火花线切割机的核心部件,满足加工所需的电能和电流稳定。
它的设计需要考虑到产生的能量、供能的稳定性和滤波效果,以免影响加工的精度和效率。
在电源设计过程中,厂家应同步考虑电源的三相交流接口、电压变换器、反向保护器和电流保护器等。
总之,数控电火花线切割机的设计必须满足精度、效率、快速和稳定的工业加工需求。
只有在精细的设计和优质的组件的基础上,数控磨床才能提供全面的服务,并使加工设备的质量和生产效益得到提高。
数控快走丝电火花线切割机床操作
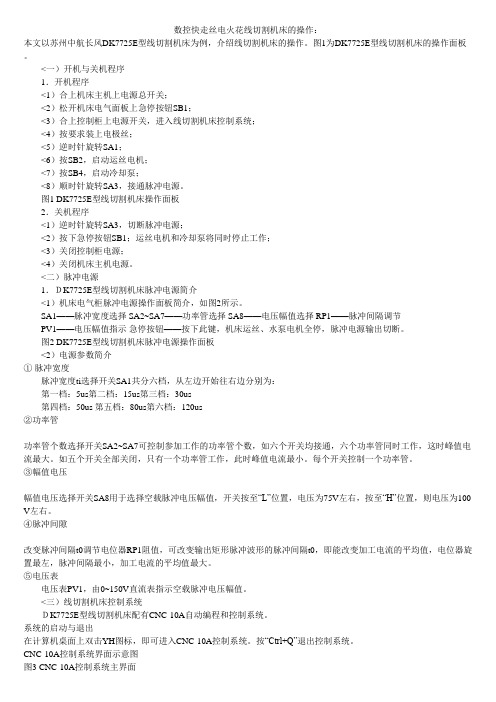
数控快走丝电火花线切割机床的操作:本文以苏州中航长风DK7725E型线切割机床为例,介绍线切割机床的操作。
图1为DK7725E型线切割机床的操作面板。
<一)开机与关机程序1.开机程序<1)合上机床主机上电源总开关;<2)松开机床电气面板上急停按钮SB1;<3)合上控制柜上电源开关,进入线切割机床控制系统;<4)按要求装上电极丝;<5)逆时针旋转SA1;<6)按SB2,启动运丝电机;<7)按SB4,启动冷却泵;<8)顺时针旋转SA3,接通脉冲电源。
图1 DK7725E型线切割机床操作面板2.关机程序<1)逆时针旋转SA3,切断脉冲电源;<2)按下急停按钮SB1;运丝电机和冷却泵将同时停止工作;<3)关闭控制柜电源;<4)关闭机床主机电源。
<二)脉冲电源1.DK7725E型线切割机床脉冲电源简介<1)机床电气柜脉冲电源操作面板简介,如图2所示。
SA1——脉冲宽度选择 SA2~SA7——功率管选择 SA8——电压幅值选择 RP1——脉冲间隔调节PV1——电压幅值指示急停按钮——按下此键,机床运丝、水泵电机全停,脉冲电源输出切断。
图2 DK7725E型线切割机床脉冲电源操作面板<2)电源参数简介①脉冲宽度脉冲宽度ti选择开关SA1共分六档,从左边开始往右边分别为:第一档:5us第二档:15us第三档:30us第四档:50us 第五档:80us第六档:120us②功率管功率管个数选择开关SA2~SA7可控制参加工作的功率管个数,如六个开关均接通,六个功率管同时工作,这时峰值电流最大。
如五个开关全部关闭,只有一个功率管工作,此时峰值电流最小。
每个开关控制一个功率管。
③幅值电压幅值电压选择开关SA8用于选择空载脉冲电压幅值,开关按至“L”位置,电压为75V左右,按至“H”位置,则电压为100 V左右。
④脉冲间隙改变脉冲间隔t0调节电位器RP1阻值,可改变输出矩形脉冲波形的脉冲间隔t0,即能改变加工电流的平均值,电位器旋置最左,脉冲间隔最小,加工电流的平均值最大。
电火花线切割机操作说明
电火花线切割机操作说明电火花线切割机是一种常用的金属切割设备,可以通过高频电火花产生的热能将金属工件切割成所需形状。
本文将详细介绍电火花线切割机的操作步骤,帮助用户正确、高效地操作该设备。
一、设备准备1. 确保电火花线切割机所需电源连接稳定,符合电源要求。
2. 检查切割线、切割丝以及电极丝的材料和直径是否符合要求。
3. 根据切割工件的要求,选择适当的工作台和夹具。
4. 检查电火花线切割机各部件是否完好,若有损坏应及时修复或更换。
二、操作步骤1. 将需要切割的金属工件固定在工作台上,并调整夹具位置,以确保切割位于正确位置。
2. 打开电火花线切割机电源开关,确保电源正常供电。
3. 设置切割参数。
根据切割工件的材料和厚度,调整电火花线切割机的切割速度、电流、脉冲等参数。
4. 选择切割线,并在线切割机上安装切割线。
确保切割线固定稳定,不会松脱。
5. 调整切割线的张力,使其保持适当紧绷状态。
6. 设置切割丝和电极丝的长度,并将其安装到切割线刀座上。
调整切割丝和电极丝的张力,确保其平稳运行。
7. 启动电火花线切割机,使其进入工作状态。
8. 根据切割路径和形状,在电火花线切割机的操作界面上编程,设置切割轨迹和方式。
9. 通过手动控制,将切割头靠近工件表面,确认切割位置是否正确。
10. 在确认切割位置正确后,按下开始按钮,电火花线切割机将按照预设的轨迹开始切割工件。
11. 在切割过程中,要随时检查切割情况,确保切割线、切割丝和电极丝没有松脱现象。
12. 切割完成后,关闭电火花线切割机电源开关,断开电源供应。
三、注意事项1. 操作电火花线切割机前,请佩戴适当的个人防护装备,如护目镜、手套等,确保人身安全。
2. 切割工件时,应注意切割线和切割点的选择,避免因工件不稳导致切割线脱离或切割不准确。
3. 切割丝和电极丝的长度应根据需要进行调整,切割丝和电极丝的张力不宜过大或过小,以免影响切割效果。
4. 定期检查电火花线切割机的各部件,如切割线、切割丝和电极丝的磨损情况,及时更换或修复。
数控电火花线切割
项目二 数控电火花线切割机床分类
1.按电极丝运动速度分 2.按电极丝的位置化分
快走丝 6-10m/s 慢走丝 0.001-0.25m/s 立式 卧式
项目一 操作面板及其功能应用 项目二 开机 项目三 电极丝安装 项目四 工件安装 项目五 电极丝初始坐标位置调整 项目六 程序输入与运行 项目七 零件检测 项目八 关机 零件加工实例
项目一 机床操作面板及其功能应用
项目二 开机
开机步骤如下: 1.检查外接线路是否接通; 2.合上电源主开关,接通总电源; 3.按下启动按钮,进入控制系统。
4.工作液循环系统
工作液循环系统包括:工作液箱、工作液 泵、流量控制阀、进液管、回液管及过滤网罩等。
工作液起冷却电极丝和工件、排除电蚀产物、提 供一定绝缘性能的工作介质的作用。
1、快走丝线切割——冷却、排屑、绝缘 2、慢走丝线切割——绝缘、排屑、冷却、温度控
制、电导率控制
电火花快走丝线切割机床操作项目
G F R5 E D
C
30
10
A-B:BBB55000 GX L1
A
40
B
B-C:B15000 B10000 B15000 GX L2
55
C-D: BBB20000 GY L2
D-E: BBB1ቤተ መጻሕፍቲ ባይዱ000 GX L3
E-F: B5000 BB10000 GY N1
F-G: BBB10000 GX L3
直线O-B:︱Xe︱>︱Ye︱,取GX,J=︱Xe︱
圆弧:指各段圆弧在其计数方向上的投影和。 当加工圆弧时计数长度J的确定方法如下图:
电火花线切割机床设计说明书
数控线切割DK7732机床设计说明书杨加俊刘贺贺祁繁徐州工程学院要图纸的请加QQ:287579959,附加说明要图纸,有全部的零件图,用solidworks打开。
目录一、简介 (1)二、线切割机床的加工原理 (1)三、主要技术参数 (1)四、机床传动系统 (2)五、创新设计 (4)六、机床电气系统 (4)七、设计过程分析与计算 (6)1.最大动载荷 (6)2.丝杠的选择 (6)3.滚珠丝杠副 (6)(1)特点 (6)(2)滚珠丝杠副的载荷计算 (7)a.工作载荷F (7)b、滚珠丝杠副主要技术参数的确定 (8)①导程Ph (8)②螺母选择 (8)Ⅰ滚珠的工作圈数i和列数j (8)Ⅱ法兰形状 (8)Ⅲ丝杠螺纹长度l (9)Ⅳ校核计算 (9)Ⅴ导轨的选择 (10)八、补充知识 (10)<1>导轨主要性能指标 (10)<2>直线导轨的选择 (11)九、数控系统的选择 (12)十、机床操作步骤和规程 (13)步骤 (13)规程 (13)十一、主要外购件 (13)十二、参考文献 (14)一、简介数控电火花线切割机床,简称线切割机床,是以运动的金属丝为工具电极,在控制系统的控制下,按预先设定的轨迹对工件进行加工。
线切割机床适合加工各种模具,切割微细精密及形状复杂的零件、样板,切割钨片、硅片等。
广泛应用在机械、电子电气等领域。
二、线切割机床的加工原理(1)线切割——数控电火花线切割加工的简称。
(2)工作原理:利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工的。
(3)由于它利用的是丝电极,因此,只能作轮廓切割加工。
(4)工作原理如图所示。
图1.线切割机床的加工原理1--数控装置 2--储丝简 3--导轮 4--电极丝 5--工件 6--喷嘴 7--绝缘板 8--脉冲发生器 9--液压泵 10--水箱 11--控制步进电动机(5)当工件与线电极间的间隙足以被脉冲电压击穿时,两者之间即产生火花放电而切割工件。
电火花数控线切割加工机床
五、影响线切割加工的工艺因素(4)
影响线切割加工的主要工艺因素(1):
脉冲宽度Ti 脉冲宽度的大小标志着单个脉冲能量的 强弱,对加工效率、零件的表面粗糙度和加工稳定性 影响最大。对于不同的工件材料和工件厚度,应合理 地选择适宜的脉冲宽度。脉冲宽度越宽,单个脉冲的 能量就越大,切割效率也越高。由于放电间隔较大, 所以加工较稳定,但是表面粗糙度就差。工件越厚, 脉冲宽度应酌情增大,为保证一定的表面粗糙度要求, 原则上应以机床走步均匀和不短路为宜。
一、线切割加工原理(4)
电火花线切割加工,必须具备以下几个条件:
工件与电极丝之间保持合适的放电间隙; 合适的电规准参数; 一定绝缘性能的工作液; 满足要求的运动:电极丝作走丝运动,工作台作进给
运动;
一、线切割加工原理(5)
线切割加工的主要部件分别完成下面的功能(1):
输入输出设备 向数控系统输送加工指令或将数控系统 的运算指令输送到执行机构或操作面板上。
线切割加工原理
一、线切割加工原理(1)
电火花线切割加工技术是电火花加工技术 的特例,是一种线电极电火花加工技术。 如图所示是线切割机床加工的工作原理图。
线切割机工作原理图图例
一、线切割加工原理(2)
电火花线切割加工技术是电火花加工技术的特例, 是一种线电极电火花加工技术。如图所示是线切 割机床加工的工作原理图。
电火花线切割加工设备主要由程序输入输出设备、 数控装置、储丝走丝部件、纵横向进给机构、工 作液循环系统、脉冲电源等部分构成。线切割机 床采用钼丝或硬性黄铜丝作为电极丝。被切割的 工件为工件电极,连续移动的电极丝为工具电极。 线电极与脉冲电源的负极相接,工件与电源的正 极相接。
一、线切割加工原理(3)
电极丝损耗量 对高速走丝机床,用电极丝在切割 10000㎜2面积后电极丝直径的减少量来表示。一般每 切割10000㎜2后,钼丝直径减小不应大于0.01mm。
数控高速走丝电火花线切割机机械结构及进给控制系统设计
摘要随着科学技术的飞速发展和经济竞争的日趋激烈,产品的更新速度越来越快,复杂形状的零件越来越多,精度要求越来越高,多品种、中小批量生产的比重明显增加。
激烈的市场竞争使产品研制生产周期越来越短。
传统的加工设备和制造方法已经难于适应这种多样化、柔性化与复杂形状零件的高效高质量加工要求。
高速走丝线切割机是我国独创的电加工设备,它结构简单,价格低廉,使用成本低,是我国产量最大、应用最广泛的机床种类之一。
本次毕业主要对数控高速走丝电火花线切割机机械结构设计。
了解机床的基本结构组成,对主要零部件进行设计计算,最后完成进给机构控制系统的设计关键词:线切割,进给机构,控制系统AbstractWith the rapid development of science and technology and economic competition is becoming increasingly fierce, product updates faster, more and more complex shape parts, the accuracy of the increasingly high demand, many varieties, small batch production has increased significantly. In the fierce market competition, product development and production cycle is shorter and shorter. The traditional processing equipment and manufacturing method has been difficult to adapt to the high efficiency and high quality processing the diversity, flexibility and complex shape parts requirements.High speed WEDM machine electric processing equipment originated in China, it has the advantages of simple structure, low price, low use cost, is one of the most widely used machine type to the largest of China's output, application. The graduation is mainly on the NC WEDM machine structure design. To understand the basic structure of the machine, the main parts design, complete feed mechanism control systemKeywords: wire cutting, feed mechanism, control system目录1 绪论 (3)1.1 高速走丝线切割机床技术现状 (2)1.2 高速走丝线切割机床加工技术的发展趋势 (2)1.3 高速走丝线切割机床的特点 (3)1.4 高速走丝线切割机床的工作原理 (3)1.5 本文主要研究的内容 (4)2高速走丝线切割机床总体方案设计 (5)2.1 高速走丝线切割机床结构组成 (5)2.2 高速走丝线切割机床结构总体设计 (5)3 高速走丝线切割机床整体设计计算 (7)3.1设计参数 (7)3.2储丝走丝部件结构设计 (7)3.3 进给传动设计 (18)3.4 伺服电机的选用 (22)4 数控高速走丝电火花线切割机进给控制系统设计 (24)4.1 三菱的GX Developer 编程软件简介 (24)4.2 系统程序设计方法 (25)4.3 PLC控制系统软件程序的编写及说明 (27)5总结 (31)参考文献 (32)致谢 (33)1 绪论1.1 高速走丝线切割机床技术现状具有我国特色的数控高速走丝电火花线切割加工技术自60年代末研制成功以来,经过30年的不断完善和发展,现已成为制造业中不可缺少的加工手段。
(数控加工)数控电火花线切割机设计
(数控加工)数控电火花线切割机设计前言1.国内外发展状况我国数控线切割机床的拥有量占世界首位,技术水平和世界先进水平差距也逐渐缩小,尤其近年来计算机技术的应用和线电机电火花技术结合实现了各种复杂复杂形状的模具和零件加工的自动化,其控制精度可达1mm实际加工精度可达0.01mm,表面粗糙度可达Ra1.25~2.5μm..电火花线切割加工技术作为壹种特种加工技术,具有很强的使用价值,其工艺手段在许多情况下是常规制造技术无法取代的,其中主要的原因是电火花线切割加工具有任何硬度的导电金属材料,且加工过程中不受宏观力的作用,从而可保证较好的加工精度和表面质量。
随着现代化技术的飞速发展,电火花线切割机床不仅产量急剧增加,技术水平也明显提高,主要表当下加工指标、加工工艺及其自动化程度方面。
(1)加工指标大大提高目前线切割机床加工精度可达直线度1~2,椭圆度2,拐角处的塌角近似0;加工粗糙度可达=2~3,加工速度可达200,电火花切割加工技术跨入精密、高效、表面粗糙度低的领域。
(2)加工工艺日趋完善为了追求加工指标的进壹步提高,除了改进机床结构脉冲电源以及控制系统外,另壹个重要的方向是研究线切割加工工艺。
(3)自动化程度越来越高最近几年问世的电火花线切割机床几乎全是控制系统,除有程序自动编制装置(包括编程、打印程序清单等)仍有自动加工穿丝孔装置、自动接线装置以及自动上料机构等。
(4)电火花线切割机床的三化①标准化各个制造厂都有企业标准、行业标准,有的国家仍制定同类产品的国家标准;②通用化零部件的通用化对发展系列产品十分重要,因此壹台基型产品研制成功之后就很自然的向俩头系列产品延伸;③系列化为了满足不同用户的需要,必定要发展各种规格、不同功能系列产品2.未来的发展方向:为了提高生产力和改善加工质量,超高精度加工是关键技术。
目前对数控机床的进给速度要求已从6~8m/min提高到大于50~60m/min加速度要求达到(1~5)g,这个指标对具有中间传动和变换环节的传动进给驱动系统是无法实现的。
数控线切割控制系统说明书(最新)
目录第一章系统简介1.1 前言 -- - - - - - - - - - - - - - - - - - -2第二章高频脉冲电源2.1 工作电路原理 - - - - - - - - - - - - - - - -32.2操作指南-- - - - - - - - - - - - - - - - -- -52.3 维护及常见故障维修 - - - - - - - - - - - - - 6第三章步进驱动电源3.1工作电路原理- -- -- -- -- -- -- -- -- -- -- 83.2 维护及常见故障维修- - - - - - - - - - - - - 8第四章控制器接口定义及连接示意4.1控制器接口定义-- - - - - - - - - - - - - -94.2设备连接示意图-- - - - - - - - - - - - - -10第五章线路原理及布线图5.1 步进驱动电路原理图-- - - - - - - - - - - - - -11 5.2 高频功放板元器件排布图-- - - - - - - - - - - -125.3 步进驱动功放板元器件排布图-- - - - - - - - - 135.4高频振荡板元器件排布图-- - - - - - - - - --14第一章系统简介1.1 前言首先感谢您使用本厂的线切割控制柜<台)系列产品,很荣幸能让我们生产的设备为贵公司创造效益。
随着市场不断发展细化,人工及生产成本的不断增加,成熟的市场,透明的价格导致了电火花线切割加工行业的利润空间也在不断的缩水,同行之间竞争日趋激烈。
因此在不断完善服务质量的同时,提高生产效率<单位时间切割量)尤为重要。
正是在此情况下本厂因着客户的实际需求研制出新一代线切割加工系统。
新颖高频数控电源采用数字逻辑芯片产生高频信号源,经过分频整形电路转为缓升方波驱动电压,由效应管放大产生80-100v加工方波,对工件进行电腐蚀加工。
数控高速走丝电火花线切割加工实训教程

典型零件加工工艺实例
01
02
03
钢板零件加工
针对钢板零件,选择合适 的电极丝和放电参数,进 行高效、精确的切割加工 。
铝合金零件加工
针对铝合金材料,调整放 电参数和电极丝张力,实 现高质量的切割效果。
复杂形状零件加工
对于具有复杂形状的零件 ,采用多次切割、变换切 割角度等方法,确保加工 精度和表面质量。
实训要求
学生应熟悉数控高速走丝电火花线切割机床的基本操作,掌 握编程方法、电极丝安装与调整、工件装夹与定位、加工工 艺参数设置等技能,能够独立完成简单工件的加工。
安全操作规程
安全防护
在操作前,必须穿戴好防护用品,如工作服、安全帽、防 护眼镜等。禁止穿戴宽松衣物、长发未束等不安全装束进 行操作。
规范操作
05
实训项目设计与实施
实训项目设计思路及要求
01
设计思路
02
基于工作过程系统化的课程设计理念
以典型工作任务为载体Biblioteka 03实训项目设计思路及要求
明确实训目标,突出能力 培养
设计要求
理论与实践相结合
01
03 02
实训项目设计思路及要求
注重知识、技能和态度的整合
强化安全意识,规范操作行为
实训项目实施步骤与方法
工作原理及工作流程
工作原理
利用脉冲放电对工件进行电蚀加 工,通过钼丝与工件间的放电产 生高温,使工件局部熔化或气化 ,从而达到切割目的。
工作流程
编程→输入程序→机床准备→工 件装夹→对刀→启动加工→监控 加工过程→结束加工→卸下工件 。
关键部件及功能介绍
数控装置
接收并处理加工指令,控制各轴运动 ,实现加工过程的自动化。
电火花数控线切割机床操作规程

电火花数控线切割机床(jīchuáng)操作规程1.打开电脑及显示器,按HY编程操作要求(yāoqiú),输入加工程序。
2.打开驱动(qū dònɡ)电源开关,用鼠标点击“模拟(mónǐ)”键,机床(jīchuáng)X、Y、U、V四轴应按规定方向联动。
3.装夹好待切割工件,启动运丝按钮。
运丝电机转动加油润滑贮丝桶拖板导轨及贮丝桶齿轮组。
启动水泵按钮,线架下喷水嘴应有切削液喷出,切削液必须顺钼丝流动。
4.根据切割工件厚度计光洁度,速度要求,调节好高频电源参数,打开高频电源开关。
5.用鼠标点击“加工”按键。
机床系统进入加工状态。
6.先用较慢的速度进给,待钼丝进入工件后,对高频参数再次微调,直至加工电流、电压稳定为止。
7.工件加工完毕后,系统报警自动关机。
(切断机床电源)。
注意事项:1.开机前检查切削液液位、软管连接是否牢固。
摇动工件台纵横手轮是否灵活摇动贮丝桶是否灵活。
2.开启运丝检查换向是否可靠。
3.应及经常检查导轮、进电块、轴承是否磨损出沟槽等缺陷,如影响到加工稳定性和加工精度,应及时更换。
4.加工开始后半小时,时刻观察切削液是否偏离钼丝,如出现偏离现象须及时调整。
5.装夹工件必须在四周留有余地,避免运行过程中工作台与线架发生碰撞。
6.内容总结7.8.(1)电火花数控线切割机床操作规程9.打开电脑及显示器,按HY编程操作要求,输入加工程序10.(2)运丝电机转动加油润滑贮丝桶拖板导轨及贮丝桶齿轮组11.(3)启动水泵按钮,线架下喷水嘴应有切削液喷出,切削液必须顺钼丝流动12.(4)根据切割工件厚度计光洁度,速度要求,调节好高频电源参数,打开高频电源开关13.(5)先用较慢的速度进给,待钼丝进入工件后,对高频参数再次微调,直至加工电流、电压稳定为止14.。
电火花线切割机运丝机构及数控工作台机电系统设计毕业设计说明书

1 绪论图2 /3///9/4/4//14/8/8/5//1。
1前言电火花线切割机床是一类在模具制造等行业中广泛应用的典型数控机床。
电火花割加工技术WEDM(Wire Electrieal Diseharse Machining)自问世以来,得到了迅速的发逐步成为机械制造领域中的一个重要组成部分.高速走丝电火花线切割机床是通过线具电极,对工件进行脉冲性放电加工的。
工作时脉冲电源的正极接工件,负极接电极电极丝由储丝筒带动往复移动,通过控制工件的运动轨迹和速度,从而切割出符合技求的工件。
由于其加工性能与被加工材料无关,而且在加工过程中无切削力,从而容工复杂、精密和高硬度的零件,特别是对薄壁、窄缝零件的加工更具有优势.工材精密复杂零件、微细零件的加工中占有极其重要的地位。
近年来,在电机模具行业,模具工业的增长,高速冲硬质合金模具的不断推出,模具的大型化和精密化,采用电线切割来加工模具逐渐被广泛认可。
目前国内外的线切割机床约占电加工机床的60%,在低速走丝线切割机床诞生后不久,我国也自行研制出具有首创性的高速走丝线机床.数十年来,这种机床对我国的制造业发展做出了很大贡献。
由于其价格低廉、比高,因而受到国内许多中小型企业和工厂的青睐,广泛应用于仪器仪表、家用电器车和电机等行业,尤其在加工制造方面发挥了巨大作用。
据统计,目前我国数控高速线切割机床约有10余万台,居世界第一位,2002年国内线切割机床产量1.5万台,其大部分是高速走丝的线切割机床。
近年来,随着电子技术、计算机技术和控制技术的高速发展,电加工机床的数控也不断地取得了长足的进步。
传统的CNC技术由于通用性差、通讯能力弱以及不便于功能等缺点,已逐渐不适应现代制造业发展的要求。
因此,目前数控技术正在向通用放式实时动态全闭环控制的模式发展,开放式的数控系统已逐渐成为新一代数控系统流.尽管我国的高速走丝电火花线切割机床与慢速走丝机床相比,在结构、工艺和数术等方面仍有一定差距,但是仍非常适合于加工中等精度和表面粗糙度的零件或模具此提高线切割加工设备的性能(如:实现高速走丝电火花多次切割技术、角度旋转、尖理等功能)对加快我国制造业的发展有着重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引言
本次毕业设计从2004年2月份开始到本年的六月中下旬结束,长达半年。
毕业设计是一名在校大学生最后的一次也是最重要的一次设计,说其重要主要是因为它将检验你在大学生活中所学知识的扎实程度,其间你必须复习所学过的一些课程,学习一些要用到的新的知识,它还将练习你的动手能力,思考能力,创新能力,是你在大学学习生活的一次升华,是一个提升阶段,更是走向工作岗位的一次练兵,因此我们都对此极为重视,更是投入了极大的热情与努力来更好的完成它。
本次设计在颜竟成教授的悉心指导下分四个阶段按部就班的有条不紊的进行。
第一阶段是搜集整理阶段。
在本阶段主要是搜集足够的资料信息并对设计题目进行分析和实地调查,做到心中有轮廓,。
本阶段其实从2004年元旦就开始了截止到2004年3月份第一张外观图绘制成功为止。
第二阶段是机械部分设计阶段。
本阶段主要应用大学里面所学的专业知识来进行运丝系统机构设计和坐标工作台的纵向和横向进给机构设计。
另外还要进行储丝筒的三维零件设计。
本阶段主要是从三月份到五月份。
五月份到六月份则是第三阶段:控制系统设计阶段。
主要进行电器电路设计,包括步进电机驱动设计和脉冲功率放大电路设计。
本阶段也是一个学习的阶段,对自己不太熟悉的的的领域的一次学习。
六月份开始就是最后一个阶段:整理复习阶段,主要从事前几个阶段的整理温习,写说明书。
以及毕业答辩前的各项具体细节的准备。
可以说每个阶段都是十分紧张而有难度的,有些问题是由于设计的难度,有些还是因为自己知识上的欠缺和不扎实造成的。
可以说这次毕业设计是个查缺补漏的机会。
尤其是在同学的帮助下,特别是在颜教授的指导下,遇到困难不逃避,主动请教,主动学习,独立思考提出新方案,困难被一个个解决了,有了本次设计的成功。
更锻炼了团体协作精神,独立作业能力,专业设计基础,对自己将来都是一次具有深远影响的事件。
一、总体方案设计
(一)总体方案的拟定
(1)电火花线切割机床具有定位,纵向和横向的直线插补功能;还能要求暂停,进行循环加工等,因此,数控系统选取连续控制系统。
(2)电火花线切割机床属于经济型数控机床,在保证一定加工精度的前提下,应简化结构,降低成本。
因此,进给伺服系统应采用步进电机开环控制系统。
(3)根据电火花线切割机床最大的加工尺寸,加工精度,控制速度和经济性要求,一般采用8位微机。
在8位微机中,MCS-51系列单片机具有集成度高,可靠性好,功能强,速度快,抗干扰能力强,具有很高的性能价格比。
因此,可选择MCS-51系列单片机扩展系统。
(4)根据系统的功能要求,微机控制系统中除了CPU外,还包括扩展程序存储器,扩展数据存储器,I/O接口电路;包括能输入加工程序和控制命令的键盘,能显示加工数据和机床状态信息的显示器;包括光电隔离电路和步进电机驱动电路。
此外,系统中还应该包括脉冲发生电路和其他辅助电路。
(5)纵向和横向进给是两套独立的传动链,它们由步进电机、齿轮副、丝杠螺母副组成,起传动比应满足机床所要求的。
(6)为了保证进给伺服系统的传动精度和平稳性,选用摩擦小、传动效率高的滚珠丝杠螺母副,并应有预紧机构,以提高传动刚度和消除间隙。
齿轮副也应有消除齿侧间隙的机构。
(7)采用滚动导轨可以减少导轨间的摩擦阻力,便于工作台实现精确和微量移动,且润滑方法简单。
在上述方案的基础上,有条件的还可以进一步实现钼丝的角度调节,使加工过程更加细致。
(伺服系统总体方案框图如图1.1)
(二)主要技术参数的确定
技术参数主要包括运动参数,尺寸参数和动力参数。
DK7732电火花线切割机床的主要技术参数如下:
工作台行程/mm 500x320
最大切割厚度/mm 30(可调)
加工表面粗糙度Ra/μm 2.5
加工精度/mm 0.015
切割速度/mm2/min 100
切割工件最大厚度120mm
加工锥度3°~60°
电极丝移动速度 11m/s
电极丝最大直径φ0.1~φ0.2mm
图1.1 伺服系统总体方案框图
二、储丝走丝部件结构设计
(一)储丝走丝部件运动设计
运丝机构的运动是由丝筒电机正反转得到的。
电极通过联轴节与丝筒连接,丝筒装有齿轮,通过过渡齿轮与丝杆上的齿轮啮合。
丝杆固定在丝板上,螺母固定上底座上,拖板与底座采用装有滚珠的V形滚动导轨连接,这样丝筒每转一周拖板直线移动相应的距离,因此机床工作前应根据零件厚薄和精度要求在
0.12—0.25mm的范围内选择适当的钼丝直径。
1、对高速走丝机构的要求
①高速走丝机构的储丝筒转动时,还要进行相应的轴向移动,以保证电极丝
在储丝筒上整齐排绕。
②储丝筒的径向跳动和轴向窜动量要小。
③储丝筒要能正反转,电极丝的走丝速度在7—12m/s范围内无级或有级可
调,或恒速运转。
④走丝机构最好与床身相互绝缘。