不同材料激光切割加工的工艺研究_温冠云
制造工艺中的激光加工技术
制造工艺中的激光加工技术激光加工技术在制造工艺中的应用激光加工技术是一种利用激光束对工件进行材料加工的技术手段。
它以其高精度、高效率和无接触的特点,在制造业中得到广泛应用。
本文将探讨激光加工技术在制造工艺中的应用,并分析其优势和挑战。
一、激光切割技术激光切割技术是激光加工技术的一种重要应用。
激光束经过聚焦后,能够产生高能量密度,使工件表面产生高温区域,从而迅速融化和切割材料。
由于激光束的聚焦精度高,所以激光切割技术能够实现高精度切割,适用于金属、塑料、纸张等材料的加工。
激光切割技术在制造工艺中具有许多优势。
首先,它能够实现非接触式切割,避免了因接触而引起的工件损伤。
其次,激光切割速度快,效率高。
再次,激光束的热影响区域小,可以实现精细切割。
这些优势使得激光切割技术在汽车制造、电子设备制造等领域得到了广泛应用。
然而,激光切割技术也面临着一些挑战。
首先,激光切割设备的高昂价格使得它在小型企业中的推广受到一定限制。
其次,由于激光束的光路较长,容易受到环境中杂散光的干扰,影响切割精度。
因此,在使用激光切割技术时需要对工作环境进行严密封闭,增加成本和复杂度。
二、激光焊接技术激光焊接技术是另一种激光加工技术的重要应用。
它通过将激光束的能量聚焦到焊缝上,使焊接材料迅速熔化,实现两个工件的连接。
激光焊接技术适用于薄板、复杂形状和高要求的焊接任务。
激光焊接技术在制造工艺中有许多优势。
首先,激光焊接过程中没有电极接触,可以避免电极磨损和焊接接头的氧化。
其次,激光焊接速度快,对工件的热影响区域小,可以实现高效率和高精度焊接。
再次,激光焊接技术适用于多种材料的焊接,如金属、塑料等,具有广泛的应用前景。
然而,激光焊接技术也存在一些挑战。
首先,激光焊接设备的能量调节和控制比较复杂,需要高水平的操作技能和经验。
其次,焊接过程中产生的高温和光辐射对设备和操作人员都具有一定的安全隐患。
因此,在使用激光焊接技术时需要做好安全防护工作,提高工作人员的安全意识。
不同材料激光切割加工的工艺研究
个具有 一定 直径 的光斑 ,精密切 割时 为满足零 件 的尺寸要求 必须 对 其 进行 半径 的 自动补 偿 ,在 实际 的激光切 割 中 ,光斑 直径 一般在 0 . 1 — 0 . 2 m m, 自动补偿 时激 光束 中心 轨迹偏 离 理论 轮廓 一个 光径补 偿 同其 他刀具 半径补 偿 样, 在程 序中置 人所 采用 的加工刀具 的半径值 。 3 - 5激光 功率 激光 切割机 在加工 过程 中存在最 佳 的功率范 围 , 当功 率较小 时 , 光 束 的能量不 足使金 属快速熔 化 ,同时辅 助气体 的压力 不能很 快清 除熔 融金 属 , 使 切割 表面粗 糙度 增 大 ; 随着激 光功 率 的增 大 , 开 始获 得较 好 的切 口质量 ; 当激光 功率进 一步增 大时 , 单 位时 间内切割 光斑 中心处 的 能量 密度增 大 , 作用 在材料 单位面 积上 的激光 能量增加 , 产生 的热量 增 加, 板 材 的熔化 量也 随着 增大 , 但 由于熔 化物 流 动. f 生差 , 致 使熔 渣不 能 及时排 出,而且辅 助气体 的流量 不能足 以及 时冷却切 口会使 切 口产 生 烧灼现象, 出现不规则纹理 , 从而引起切 口表面质量的下降。 3 . 6切 割速度 切 割用 的激 光束 能量呈 高斯分 布 , 切割 速度过 高 , 激光 与材料 相互 作用 的时 间短 , 作用 于工件 表面上 起作 用的有 效的光 斑面积 减小 , 切口 宽度 相应 的减小 , 而光束 的照射 点 向切 口前沿 靠近 , 切 口前沿 的熔 化速 2 . 1激 光切割 激 光对材料 的切割 实质上就 是对 材料进行 破坏 。激光束 打到 工件 度跟 不上激 光束 的前移 速度 , 切 口出现 后拖线 , 切 口表 面粗糙 度增 加和 切割 速度 过低 , 激光 与材 料 相互 作用 的时 间加 长 , 表面 , 工件表 面就会 吸收 和反射激 光 , 这种 吸收 和反射 主要取决 于 工件 切 口下部 出现 挂渣 ; 的材 料种类 。工件 表面 吸收激光 能量 , 使 自身温 度上升 , 从 而改 变工 件 对材 料起作 用 的有 效光 斑的面 积增大 , 切 口宽度 自然 随之增 大 , 而 此时 的结构 和性 能 , 造成 不可逆 的破坏 。 切割速度跟不上熔化速度, 过剩的反应热使切 口发生过度熔化, 热影响 激光切割 大致可 分为汽 化切割 、 熔 化切 割 、 氧助熔 化切 割和控 制断 区随之增大 , 从 而形成较 宽的 、 不整齐 的切 口。 裂切 割四类 。 本 文涉及 到的激光切 割属于熔 化切割 , 就是 利用一定 功率 3 . 7辅助气体 种类 、 压力 密度 的激光 束加 热工件使 之熔化 , 形成孑 L 洞, 同时依靠非 氧化性 辅 助气 激 光切割需 用辅 助气体 , 对辅 助气体 的基本要 求是 : 进 入切 口的气 流把 孔洞熔融 材料吹 除 、 带走, 形成割缝 。 流量 要大 , 速度要 高 , 主要涉 及到辅助气 体 的种类 、 压 力和纯 度。辅 助气 2 . 2试 验条件 体 的主要作 用有 几 点 : ( 1 ) 充足 的气体 将熔 融材料 喷射 带 出 ; ( 2 ) 冷 却作 2 . 2 . 1试验 设备 用; ( 3 ) 有 利于 提高 工件对 激光 的吸 收率 ; ( 4 ) 提 高切 割速 度 ; ( 5 ) 获 得更 保护 气体我们 常用氮气 、 氩 气和氧气 , 压 力为 1 0 - - 1 5 B a r 。 本试验使用 的激光 切割设 备为德 国 D MG公 司 的 L A S E R T E C 佳 的切割质量 。 8 0 F C 。 L A S E R T E C 8 0 F C配备 的激光 器为 L a s a g系 列的 F L S 3 5 2 N 激光 综 上所 述 , 激 光功 率 、 切 割速度 、 辅 助气 体压 力等 对切 缝 质量 均有 发生 器。 较 大影 响 , 除此 之外 , 光束 直径 、 散 焦量 等参 数对 切割 质 量均 有一 定程 2 - 2 . 2试 片材料及规 格 度 的影 响 , 在试 验 中使用 的设备 为 L A S E R T E C 8 0 F C , 激 光功 率通 过调 工艺试验 是依据 公司产 品 的材 料 、 结构 等特 . 进行 制作 , 材料 主要 节脉 宽 、 频率 、 电压 进行控制 。进 给速度 、 辅 助气体压力 在数控 程序 中 自 为不锈钢 、 钛合金 、 高温合金 , 每种的厚度都为 ( 1 , 1 . 5 , 2 , 2 . 5 , 3 , 单位为 行设 定 。 m m) 。 4激 光切割试 验及结果 2 . 2 . 3去离 子水浓 度 本试 验根据 试验方 案进行 展开 , 分 别对不 锈钢试 片 、 高 温合金 试 片 和钛 合金试 片进行 了激 光切割试 验 。 去离子水 浓度要求 2 微西 门子 以下 , 最高 不要超过 5 微西 门子。 3激 光切割工艺 试验方案 将工 艺试验 中确定 的工艺 参数及 数控程 序用 于加工相 同材料 及厚 度 的正式 产 品 , 可 得到相 同 的表 面质量 和尺 寸精度 , 所 以在加 工正 式产 3 . 1工艺试 验问题点 工件 在切 割前 , 要对 工件 的加工 工艺点 进行分 析 , 如 工件 的材料 、 厚度 、 品前 一般 都先对 相 同材 料及厚 度 的试片进 行试切 ,以 降低 废 品率 和生 切 割路径 、 尺寸精 度 、 切割质 量 因素影 响( 含气体 的种类 、 压力 、 纯 度等 ) 产成 本 。 等 。零 件 的轮 廓精度 主要靠数控 系统来保 证 。 5结论 零件 的尺 寸精度 主要 取决 于工作 台的机械 精度 和 系统 控制精 度 , 本文 针对不 锈钢 、 钛合 金 、 高 温合 金板 材进 行激 光切 割试 验 研究 , 而影 响切 割表 面质量 的因素很 多 , 如激 光 、 聚焦 透镜 、 机 械控 制 系统 、 材 通过 试验得 出如下 主要结论 : 料、 工艺 参数等 。 5 _ 1脉宽 、 频率、 电压 、 激光 功率 、 切 割速度 、 保 护气体 压力 等工艺参 3 . 2激光切 割质量检 验标准 数 的确定 只与零件 材料及厚度 有关 , 与切缝 形状及 大小无关 。 切割 质量 主要对 切 口表面形 貌做 纹 度 、 表 面粗 糙度 ) 、 切 口的垂直 5 . 2在加 工每 批正 式产 品前 ,先对 相 同材料及 厚度 的试 片进 行试 度、 背 面挂渣 量 、 尺 寸精度等 要素来 评价 。我公 司产 品切 口表面质 量 的 切 , 切 割质量稳 定后 , 固化 加工参数 和数控程 序。 检验 方法有 两种 : 一是 目视检查 ; 二是 重熔层检 查 。 在今 后 的工作 中 , 继续 在航 空产 品 中 , 开展 不 同材料 、 不 同厚 度 的 3 - 3打孑 L 点位 置 激光切割试验 , 建立激光切割工艺参数数据库 ; 开展激光三维切割及打 激光切割 要从一 个起始 点开始 切割 , 这 个点 被称为 打孔点 , 即指激 孔工 艺技术 研究 。 光束 开始 一次完 整 的轮廓切 割之前 在板上击 穿 的一
漳浦剪纸艺术结合激光雕刻工艺在现代服装设计中的创新应用

Fashion Color应用摘 要:本文意在将漳浦剪纸艺术的风格特征映射到现代服装设计中,对漳浦剪纸艺术所展现出的风格进行延展变换再分析,明确其与服装设计的风格、造型、面料、色彩的关联点,运用不同造型方法和激光雕刻蚀花工艺技术来设计实践展开验证,加强文化创意,兼顾现代科技,领略时尚与传统的结合之美。
关键词:漳浦剪纸;激光雕刻;现代服装Abstract: This paper aims to map the style characteristics of Zhangpu paper-cut art into modern costume design.The style of Zhangpu paper-cut art is re-analyzed by extension and transformation make clear its connection with the style, shape, fabric and color of clothing design. Using different modeling methods and laser engraving and etching technology to design practice to carry out verification, strengthen cultural creativity, take into accountmodern technology, appreciate the beauty of fashion and tradition.Keywords :Zhang Pu Paper-cut;laser engraving;modern apparel 林富丽 任梦Lin Fuli,Ren Meng闽南理工学院 服装与艺术设计学院 福建 泉州 362000School of fashion and art design,Minnan University of Science and Technology, Quaizhou Fujian 362000Zhangpu Paper-cut Art Combined with Laser Engraving Technology in the Innovative Application of ModernCostume Design漳浦剪纸艺术结合激光雕刻工艺在现代服装设计中的创新应用绪论:针对传统漳浦剪纸艺术的工艺技术的不足、在服装设计中仍存在剪纸元素应用匮乏、色彩应用单一、应用形式老旧等问题,利用激光雕刻技术实现手工剪纸平面裁剪无法实现的立体裁剪造型,对面料进行艺术化整理实验,探索漳浦剪纸艺术结合现代科技激光雕刻技术在面料上赋予的特殊雕刻烧花效果。
激光机切割的工艺品有哪些

激光机切割的工艺品有哪些激光切割是利用激光束的高能量和高密度特性,将物体上的材料加热至融化或汽化的温度,通过激光束的照射和机械辅助将材料切割成所需形状,从而实现加工目的。
因此,激光切割可以用于切割各种材料,包括金属、非金属和有机材料等。
在工艺品制作中,激光切割具有以下一些主要的应用方面:1. 金属工艺品的制作:激光切割可以对金属材料进行高精度切割,制作出各种金属工艺品。
比如,可以利用激光切割技术将金属板材切割成各种形状的图案、花纹,然后再进行加工装配,制作出具有装饰性和实用性的金属工艺品,如金属雕塑、金属挂件、金属摆件等。
2. 木工艺品的制作:激光切割可以用于切割木材,制作出各种形状的木工艺品。
通过激光切割技术,可以在木材上进行高精度切割,制作出复杂的图案、文字、纹理等。
同时,激光切割还能够根据设计者的要求,将木材切割成各种复杂的结构,使得木工艺品具备更好的艺术价值和实用性。
3. 塑料工艺品的制作:激光切割可以用于切割各种塑料材料,制作出各种形状的塑料工艺品。
由于激光束的高能量和高密度特性,使得激光切割技术能够对塑料进行高精度切割,并且切割面光滑、无毛刺。
这使得激光切割在塑料工艺品的制作中得到广泛应用,例如制作塑料模型、塑料雕塑、塑料装饰品等。
4. 纸质工艺品的制作:激光切割可以用于切割纸质材料,制作出各种形状的纸质工艺品。
通过激光切割技术,可以在纸上进行高精度切割,制作出各种复杂的纸质结构和图案,如剪纸、立体卡片、手工拼贴等。
5. 石材工艺品的制作:激光切割可以用于切割和雕刻石材,制作出各种形状的石材工艺品。
利用激光束的高功率和高密度,可以在石材上进行高精度切割和雕刻,制作出细腻、精美的石材工艺品,如石雕、石纹雕、石刻等。
总的来说,激光切割技术在工艺品制作中具有广泛应用的优势,可以切割各种材料,制作出多样化、高精度的工艺品。
激光切割的工艺品不仅在外观上具备艺术美感,而且能够充分发挥材料的特性和优势,使得工艺品具备更好的实用性和耐用性。
激光切割工艺介绍

激光切割工艺的介绍:
1.工作原理:激光切割工艺的工作原理是将高能激光束照射到
材料表面,通过瞬间的高温使材料熔化、汽化或达到燃点,同时用高速气流将熔化或燃烧的材料吹走,从而实现切割。
2.特点:激光切割具有高精度、高效率、高自动化等优点,可
以实现快速、准确的切割,尤其适合于薄板材料和精密零件的加工。
此外,激光切割还可以通过改变激光参数或采用不同的辅助气体来切割不同材料。
3.分类:激光切割工艺可以根据不同的分类方式进行分类。
根
据切割方式,可以分为激光熔化切割、激光划片切割和激光控制断裂切割等。
根据激光器类型,可以分为固体激光切割和气体激光切割等。
4.应用范围:激光切割工艺广泛应用于汽车、航空、石油、化
工、轻工、食品等领域,可以加工各种金属材料和非金属材料,如不锈钢、碳钢、铝、铜、陶瓷、玻璃等。
5.发展趋势:随着科技的不断发展,激光切割工艺也在不断进
步和完善。
未来,激光切割工艺将朝着高速度、高精度、高质量、智能化的方向发展,同时随着新材料的不断涌现,对激光切割工艺的要求也将不断提高。
激光切割钕铁硼磁性材料温度场的仿真分析
主砸:转神an 工技术I2020年第 1 期Special Machining Technology ~*激光切割枚铁硼磁性材料温度场的仿真分析**国家自然科学基金(51705479);山西省自然科学基金(201801D121182)任 宁①刘国东①黎相孟①②仝志宏①(①中北大学机械工程学院,山西太原030051;②中北大学先进制造技术山西省重点实验室,山西太原030051)摘要:为研究激光切割敘铁硼材料过程的温度场分布情况,综合考虑材料热物理性参数与温度的关系及相变潜热的影响,运用ANSYS 有限元分析软件模拟激光切割敘铁硼过程,APDL 编程语言实现热源 的加载移动和对流换热加载。
研究了脉冲激光作用下不同激光参数对工件最高温度的影响。
模拟 结果表明,温度分布表现为近似椭圆形状的温度扩散,最高温度集中在热源中心处;工件最高温度随 着激光功率、脉冲宽度增大和切割速度的减小而增大,仿真结果为激光切割参数的合理选取提供一 定的依据。
关键词:激光切割;脉冲激光;激光参数;温度场中图分类号:TG485文献标识码:ADOI : 10.19287/j. cnki. 1005-2402.2020.01.001Simulation analysis of temperature field of laser cut NdFeB magnetic materialREN Ning ①,LIU Guodong ①,LI Xiangmeng®®, TONG Zhihong ①(①Mechanical Engineering Department , North University of China , Taiyuan 030051 ,CHN ;②Shanxi ProvincialKey Laboratory of Advanced Manufacturing Technology , North University of China , Taiyuan 030051 ,CHN)Abstract : In order to study the temperature field distribution of laser cutting NdFeB materials , considering the rela tionship between thermal physical parameters and temperature of materials and the influence of latent heat of phase change , ANSYS finite element analysis software was used to simulate the process of laser cuttingNdFeB, APDL programming language enable let the loading and convection heat transfer of the heat source realize. The influence of different laser parameters on the maximum temperature of the work piece under the action of pulsed laser is studied. The simulation results show that the temperature distributionshows the temperature diffusion of approximately elliptical shape , and the highest temperature is concen trated at the center of the heat source. The maximum temperature of the work piece increases with the la ser power and pulse width. The large and cutting speed decreases and the simulation results provide a ba sis for the reasonable selection of laser cutting parameters.Keywords :laser cutting ; pulsed laser ; laser parameters ; temperature field钱铁硼永磁材料是20世纪80年代研制并成功运 用生产的第三代稀土永磁材料,具有高磁能积、高剩磁、高矫顽力和高工作温度等特性⑴,在高新技术、国 防军工、电力机械、医疗器械和航天航空等领域获得了广泛的应用。
激光切割材料生产工艺

激光切割材料生产工艺激光切割是一种常见的材料切割工艺,通过激光束的高能量密度,可以将材料切割成各种复杂的形状。
该工艺被广泛应用于金属、塑料、木材等各种材料的加工中。
激光切割材料生产工艺通常包括以下几个步骤:首先是材料的准备。
在激光切割之前,需要将待切割的材料进行清洁,以去除刨花、灰尘等杂质。
然后根据设计要求,将材料切割成适当的尺寸和形状。
这一步通常通过机械方法完成,如剪切、研磨等。
接下来是激光切割的准备工作。
激光切割需要使用特定的设备和工具,如激光切割机、光学系统等。
首先,需要对激光设备进行调试和校准,确保其工作正常。
然后,选择合适的切割参数,如激光功率、扫描速度等。
这些参数的选择会影响切割效果和速度,需要根据具体情况进行调整。
进入切割阶段,在材料上标记好切割轨迹后,将材料放置在切割机的工作台上。
然后,通过计算机控制激光切割机,使激光束沿着预定的轨迹移动。
激光束高能量密度的特性使其可以迅速将材料加热至熔化或汽化,从而实现切割。
同时,在切割过程中,激光切割机会同时吹出惰性气体,如氮气或氩气,以消除切割区域的氧气,从而避免氧化和燃烧。
最后是切割后的处理。
在激光切割过程中,材料可能会产生一些毛刺和熔渣。
为了使切割表面更加光滑和整洁,需要进行后处理。
常用的后处理方法有研磨、抛光、喷砂等,以去除表面的毛刺和熔渣,并使切割边缘更加光滑。
需要注意的是,激光切割材料生产工艺对于不同的材料会有一些差异。
例如,金属的激光切割速度较快,切割面较光滑;而塑料的激光切割速度较慢,切割面容易产生熔渣。
总之,激光切割材料生产工艺是一种高效、精确的加工方法。
通过合理的操作和调试,可以实现对各种材料的快速切割。
在工业生产中,激光切割已成为一种不可或缺的重要工艺。
激光切割技术中工艺技术的试验研究共3篇
激光切割技术中工艺技术的试验研究共3篇激光切割技术中工艺技术的试验研究1激光切割是一种高精度、高效率的材料加工技术,目前在工业制造领域得到了广泛的应用,它可以在各种材料上进行精确和快速的切割、雕刻和打孔操作。
但是,在激光切割的过程中,由于激光切削机器和材料的差异性,工艺参数的不同选择可能会对切割质量和效率产生很大的影响。
因此,深入了解激光切割的工艺技术,研究不同工艺参数的适应性,从而提高激光切割的生产效率和质量,具有非常重要的意义。
一、激光切割技术原理激光切割是一种利用高能量、高密度的激光束照射材料表面,通过激光的高温烧蚀或汽化的方式来进行材料的切割加工。
激光束的能量密度越高,材料的切割速度越快,同时也会产生更多的热影响区,因此需要根据材料的不同性质选择合适的激光功率、激光束直径和切割速度等参数来进行调整,以达到最佳的切割质量和效率。
二、工艺技术的试验研究1. 激光功率的影响激光功率是影响切割速度和质量的一个非常重要的参数之一,一般来说,激光功率越大,材料的切割速度越快,但是在一定功率范围内如果增加功率并不能提高切割质量。
因此,需要进行一定的试验研究来确定合适的功率值。
以不锈钢为例,在激光功率为3000W和4000W的情况下进行了试验研究,发现在相同的切割速度下,4000W的激光功率能够使得切割质量更加均匀,边缘更加光滑。
这是由于在高功率激光束照射下,材料表面的液态区域扩散更快,使得切割质量更加稳定,而在低功率激光束照射下,材料表面的液态区域扩散相对较慢,容易产生擦伤或者烧蚀的现象。
2. 激光束直径的影响激光束直径也是影响切割质量的一个重要参数,和激光功率一样,采用不同的激光束直径能够得到不同的切割效果。
一般来说,激光束直径越小,能量密度越大,能够更加准确地进行雕刻和细节切割;而激光束直径越大,能量密度越小,适合于高速切割和大面积切割。
在实际的加工中,需要根据具体的材料、加工要求和设备条件等因素选择合适的激光束直径。
一种服装加工的激光切割工艺
(19)中华人民共和国国家知识产权局
(12)发明专利申请
(10)申请公布号
CN109351628A
(43)申请公布日 2019.02.19(21)申请号CN201811260707.0
(22)申请日2018.10.26
(71)申请人江门冠晖制衣有限公司
地址529100 广东省江门市新会区罗坑镇锦丰工业开发区
(72)发明人吴家祺
(74)专利代理机构
代理人
(51)Int.CI
权利要求说明书说明书幅图
(54)发明名称
一种服装加工的激光切割工艺
(57)摘要
本发明新型公开了一种服装加工的激光切
割工艺,包括扬灰去尘装置主体、入料口、鼓风
机,所述扬灰去尘装置主体顶部设有入料口,所
述入料口一侧设有控流挡板,所述控流挡板下方
设有物料通道,所述物料通道内部设有第一筛选
过滤网,所述第一筛选过滤网一侧设有第二筛选
过滤网,所述第二筛选过滤网一侧设有第三筛选
过滤网,所述第三筛选过滤网一侧设有第四筛选
过滤网,该种服装加工的激光切割工艺占地面积
小,通过设置了九个筛选过滤网和两个吸尘机一
个鼓风机,能够多角度,多次数,高强度的处理
谷物粉尘,自动化程度高,无需工人大量劳动,
扬灰去尘效率高,操作安全简单,结构科学合
理,为人们提供了很大的帮助。
法律状态
法律状态公告日法律状态信息法律状态
2019-02-19公开公开
权利要求说明书
一种服装加工的激光切割工艺的权利要求说明书内容是....请下载后查看
说明书
一种服装加工的激光切割工艺的说明书内容是....请下载后查看。
激光切割木材相关文献

激光切割木材相关文献
1. 杨明明, 王大伟, 王逆, 江华, 虞少朋. 激光切割木材加工研究. 机械工程师, 2016, 37(7):805-809.
2. 李伟, 吕建华, 张浩. 激光在木材行业中的应用研究. 中国木材加工,
2015(4):7-11.
3. 杨维, 魏庆华. 激光切割木质材料的研究和应用. 木材科学与技术, 2013, 41(6):31-34, 67.
4. 马苗, 张志军. 激光切割在木材加工中的应用研究. 中国木材加工,
2010(5):6-8.
5. 刘宝富, 许万丽, 李申, 张卓. 激光切割木材工艺研究. 中国造纸,
2008(5):22-24.
6. 荣家财, 吕江, 王广安. 激光在木材加工中的应用研究. 木材工业,
2007(2):10-12.
7. 沈伟东, 吴旭光. 激光切割木材工艺及其研究进展. 中国机械工程, 2004, 15(9):769-772.
8. 贺岚, 柏锁军, 刘进, 周彤. 激光在木材加工中的应用. 中国制造业自动化, 2003, 25(1):60-62.
9. 窦隆平, 吕建华. 激光在木材制造业中的应用及其发展前景. 林产工业, 2002(5):24-27.
10. 黄禹文, 徐君晖. 激光切割在木材加工中的应用. 机电工程技术,
2001(3):24-26.。
激光切割的工艺过程及其参数分析
激光切割的工艺过程及其参数分析1 激光设备激光设备采用Trumpf公司激光冲裁复合加工中心。
2 激光束参数激光系统一般由激光器、激光传输系统、控制系统、运动系统、传感与检测系统组成,其核心为激光器。
激光器为CO2气体脉冲式激光器。
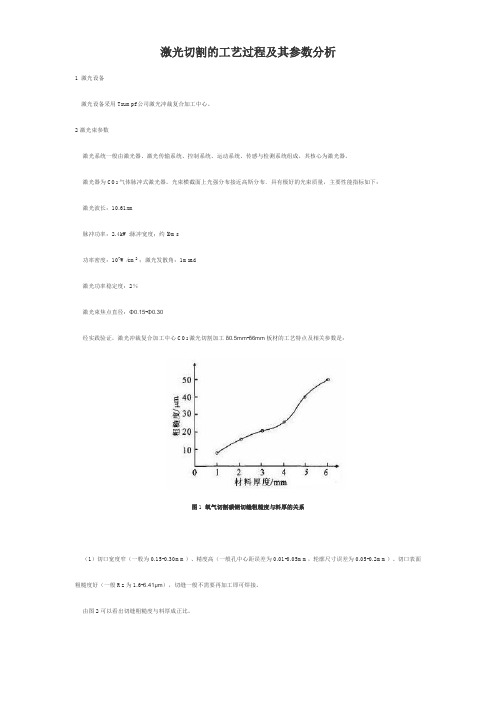
光束横截面上光强分布接近高斯分布.具有极好的光束质量,主要性能指标如下:激光波长:10.61xm脉冲功率:2.4kW;脉冲宽度;约l0ms功率密度:107W/cm2;激光发散角:1mrad激光功率稳定度:2%激光束焦点直径:Φ0.15-Φ0.30经实践验证,激光冲裁复合加工中心CO2激光切割加工δ0.5mm-δ6mm板材的工艺特点及相关参数是:图1 氧气切割碳钢切缝粗糙度与料厚的关系(1)切口宽度窄(一般为0.15-0.30mm)、精度高(一般孔中心距误差为0.01-0.05mm,轮廓尺寸误差为0.05-0.2mm)、切口表面粗糙度好(一般Rz为1.6-6.41μm),切缝一般不需要再加工即可焊接。
由图2可以看出切缝粗糙度与料厚成正比。
(2)采用2kW激光功率,6mm厚不锈钢的切割速度为1.2m/min;δ2mm厚不锈钢的切割速度为3.6m/min,热影响区微小,变形极小。
以上优点足以证明:CO2激光切割成为发展迅速的一种先进加工方法。
由图3可以看出材料的最大切割速度与料厚成反比。
图2 几种常见材料的最大切割速度与料厚的关系3 工艺过程及工艺参数3.1 数控编制切割工艺用Trumpf公司激光冲裁复合加工中心附带的TOPS300工艺编程软件进行数控编程,同时完成材料的下料尺寸计算、排样、工艺参数设定。
过程如下:(1)绘图及图形类型的转换(要求零件外轮廓闭合);(2)确定材料、尺寸和零件排样;(3)使用激光切割:圆角工艺(获得锐边倒钝)或回路工艺(获得锐角);自动载入气体类型、切割速度,并设置退料;(4)加工顺序优化,生成数控加工程序,传输程序;3.2 切割穿孔技术对于δ0.5mm-δ6mm厚的板材.大多数热切割技术都必须在板上穿一小孔。
激光切割生产工艺
激光切割生产工艺嘿,朋友们!今天咱来聊聊激光切割生产工艺,这可真是个厉害的玩意儿啊!你想想看,激光那可是超级厉害的光啊,就像一把无比锋利的刀,能把各种材料切割得整整齐齐。
就好比你切蛋糕一样,轻轻一划,蛋糕就分成了想要的形状,激光切割就是这么神奇!激光切割生产工艺啊,它的精度那叫一个高!可以把材料切得特别精细,简直比绣花针绣出来的还精致呢。
而且速度还特别快,“嗖”的一下就切好了,就像一阵风刮过似的。
这要是靠人工去切,那得费多大的劲,花多长的时间啊!它还特别灵活呢!不管你要切啥形状,圆形、方形、三角形,甚至是那些奇奇怪怪的形状,它都能轻松搞定。
这就像是孙悟空七十二变一样,啥样都能变出来。
你说神奇不神奇?而且哦,激光切割对材料的浪费很少很少。
不像有些切割方法,会切掉好多没用的部分,多可惜呀!激光切割就像个聪明的小管家,能把材料用得恰到好处,一点都不浪费。
再说说它的应用范围吧,那可真是广泛得很呐!从汽车制造到航空航天,从电子产品到医疗器械,哪儿都有它的身影。
就好像是一个无处不在的小能手,啥都能帮上忙。
咱就说汽车吧,那些漂亮的车身零部件,好多都是激光切割出来的呢。
要是没有激光切割,那汽车能有现在这么好看,这么精致吗?还有那些高科技的电子产品,里面那些小小的零件,也是靠激光切割才能做得那么完美。
你说这激光切割生产工艺是不是特别了不起?它就像是一个隐藏在工厂里的超级英雄,默默地为我们制造出各种好东西。
不过啊,要想让激光切割发挥出最大的威力,那可得好好操作才行。
操作人员得像个熟练的骑手驾驭骏马一样,熟练地掌控着激光这把“利剑”。
要是不小心操作错了,那可就麻烦啦,就像你骑马不小心摔下来一样。
总之呢,激光切割生产工艺是个特别棒的技术,给我们的生活带来了很多便利和惊喜。
它让我们的产品更加精致,更加完美。
咱可得好好珍惜这个厉害的技术,让它为我们创造出更多更好的东西呀!你们说是不是呢?。
激光切割设备的技术进步与创新
激光切割设备的技术进步与创新随着科技的快速发展和工业制造的不断升级,激光切割设备作为一项重要的智能制造技术,在制造业中发挥着越来越重要的作用。
激光切割技术凭借其高效、精准以及大规模自动化生产的特点,正逐渐取代传统的机械切割工艺,成为现代制造业中不可或缺的技术手段。
在近年来,激光切割设备经历了持续的技术进步和创新,为各行各业带来了巨大的变革和提升。
首先,激光切割设备的技术进步体现在其切割速度和效率的大幅提升。
传统机械切割工艺需要通过刃具与被加工材料的直接接触来实现切割,因此受到材料硬度和强度的限制,切割速度有限。
而激光切割设备利用高能量密度的激光束直接作用于材料表面,通过快速加热使材料瞬间融化或蒸发,实现切割。
激光切割的速度快、效率高,可以大大缩短生产周期,提高生产效率。
其次,激光切割设备的切割质量和精度得到了显著提升。
激光切割技术采用非接触式的切割方式,避免了传统切割中由于刃具磨损或振动引起的质量损失。
激光束具有高度集中和聚焦的特性,切割速度快、热影响区域小,能够实现高精度的切割,保证产品的尺寸稳定性和质量一致性。
同时,激光切割还能实现复杂形状的切割、孔洞的穿孔和微细加工,满足了对产品精度和细节要求更高的市场需求。
此外,激光切割设备的智能化和自动化水平持续提升。
随着人工智能、大数据和云计算等技术的发展和应用,激光切割设备逐渐实现了数字化、自动化控制。
通过激光切割机器人系统的应用,实现切割过程的自动化操作,大大提高了生产效率和品质。
同时,激光切割设备的自动化控制系统还可以实现实时监测和反馈,对加工过程进行智能调整和优化,保证产品质量和稳定性。
激光切割设备的创新也表现在适应多种材料的切割需求上。
传统机械切割工艺对材料有一定的限制,无法切割一些特殊材料,如高硬度材料、薄膜材料等。
而激光切割技术具有良好的适应性,可以切割各种金属和非金属材料,包括钢铁、铝合金、铜、金、陶瓷、塑料等。
激光切割的切割能力强大,不仅可以实现对常规材料的切割,还可以应对不同材料的特殊切割需求,为不同行业提供了更多选择和解决方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2013年第3期
工业技术科技创新与应用不同材料激光切割加工的工艺研究
温冠云黄鹏跃
(哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨150066)
1激光是原子核外电子受激辐射经光放大而形成的光辐射。
它能有效地解决传统加工方法无法解决的问题,尤其是那些高硬度、高脆性材料的切割加工。
1.1激光切割的过程
激光是利用经过聚焦的高功率激光束(常用C02连续或YAG脉冲激光)照射被加工物体表面,并辅助同轴喷射具有一定压力的气体(可以是压缩空气、氧气或惰性气体如氮气、氩气等),光束的能量以及活性辅助气体与工件材质发生化学反应的反应热被材料吸收,使材料熔化甚至汽化,随着光束与工件的相对移动,最终在工件上形成切缝。
1.2激光切割的特点
与线切割、慢走丝、电脉冲等切割方法相比,激光切割无磨损、零件不受外力,效率高,噪声低,精度高,生产成本低,质量可靠等优点;与电子束相比,激光加工不受电磁干扰。
目前所涉及激光切割加工的产品共30余种零件,涵盖了静子环、导向器、扩压器、燃烧室、风扇机匣等产品;材料主要分为3类:不锈钢、钛合金、高温合金;加工的结构主要为切不同形状的孔。
2激光切割原理与试验
2.1激光切割
激光对材料的切割实质上就是对材料进行破坏。
激光束打到工件表面,工件表面就会吸收和反射激光,这种吸收和反射主要取决于工件的材料种类。
工件表面吸收激光能量,使自身温度上升,从而改变工件的结构和性能,造成不可逆的破坏。
激光切割大致可分为汽化切割、熔化切割、氧助熔化切割和控制断裂切割四类。
本文涉及到的激光切割属于熔化切割,就是利用一定功率密度的激光束加热工件使之熔化,形成孔洞,同时依靠非氧化性辅助气流把孔洞熔融材料吹除、带走,形成割缝。
2.2试验条件
2.2.1试验设备
本试验使用的激光切割设备为德国DMG公司的LASERTEC 80FC。
LASERTEC80FC配备的激光器为Lasag系列的FLS352N激光发生器。
2.2.2试片材料及规格
工艺试验是依据公司产品的材料、结构等特点进行制作,材料主要为不锈钢、钛合金、高温合金,每种的厚度都为(1,1.5,2,2.5,3,单位为mm)。
2.2.3去离子水浓度
去离子水浓度要求2微西门子以下,最高不要超过5微西门子。
3激光切割工艺试验方案
3.1工艺试验问题点
工件在切割前,要对工件的加工工艺点进行分析,如工件的材料、厚度、切割路径、尺寸精度、切割质量因素影响(含气体的种类、压力、纯度等)等。
零件的轮廓精度主要靠数控系统来保证。
零件的尺寸精度主要取决于工作台的机械精度和系统控制精度,而影响切割表面质量的因素很多,如激光、聚焦透镜、机械控制系统、材料、工艺参数等。
3.2激光切割质量检验标准
切割质量主要对切口表面形貌(波纹度、表面粗糙度)、切口的垂直度、背面挂渣量、尺寸精度等要素来评价。
我公司产品切口表面质量的检验方法有两种:一是目视检查;二是重熔层检查。
3.3打孔点位置
激光切割要从一个起始点开始切割,这个点被称为打孔点,即指激光束开始一次完整的轮廓切割之前在板上击穿的一个很小的孔,又被称为引弧孔或切割起始孔。
对于一般精度较高的产品都将打孔点设置在板材废料区以保证加工质量,同时要插入必要的切割引入、引出线。
3.4光束半径补偿
由于激光束存在发散现象,因此聚焦后不可能是一个几何点而是一个具有一定直径的光斑,精密切割时为满足零件的尺寸要求必须对其进行半径的自动补偿,在实际的激光切割中,光斑直径一般在0.1-0.2mm,自动补偿时激光束中心轨迹偏离理论轮廓一个光斑半径,并对偏移后的中心轨迹进行处理。
激光束的半径补偿同其他刀具半径补偿一样,在程序中置入所采用的加工刀具的半径值。
3.5激光功率
激光切割机在加工过程中存在最佳的功率范围,当功率较小时,光束的能量不足使金属快速熔化,同时辅助气体的压力不能很快清除熔融金属,使切割表面粗糙度增大;随着激光功率的增大,开始获得较好的切口质量;当激光功率进一步增大时,单位时间内切割光斑中心处的能量密度增大,作用在材料单位面积上的激光能量增加,产生的热量增加,板材的熔化量也随着增大,但由于熔化物流动性差,致使熔渣不能及时排出,而且辅助气体的流量不能足以及时冷却切口会使切口产生烧灼现象,出现不规则纹理,从而引起切口表面质量的下降。
3.6切割速度
切割用的激光束能量呈高斯分布,切割速度过高,激光与材料相互作用的时间短,作用于工件表面上起作用的有效的光斑面积减小,切口宽度相应的减小,而光束的照射点向切口前沿靠近,切口前沿的熔化速度跟不上激光束的前移速度,切口出现后拖线,切口表面粗糙度增加和切口下部出现挂渣;切割速度过低,激光与材料相互作用的时间加长,对材料起作用的有效光斑的面积增大,切口宽度自然随之增大,而此时切割速度跟不上熔化速度,过剩的反应热使切口发生过度熔化,热影响区随之增大,从而形成较宽的、不整齐的切口。
3.7辅助气体种类、压力
激光切割需用辅助气体,对辅助气体的基本要求是:进入切口的气流量要大,速度要高,主要涉及到辅助气体的种类、压力和纯度。
辅助气体的主要作用有几点:(1)充足的气体将熔融材料喷射带出;(2)冷却作用;(3)有利于提高工件对激光的吸收率;(4)提高切割速度;(5)获得更佳的切割质量。
保护气体我们常用氮气、氩气和氧气,压力为10-15Bar。
综上所述,激光功率、切割速度、辅助气体压力等对切缝质量均有较大影响,除此之外,光束直径、散焦量等参数对切割质量均有一定程度的影响,在试验中使用的设备为LASERTEC80FC,激光功率通过调节脉宽、频率、电压进行控制。
进给速度、辅助气体压力在数控程序中自行设定。
4激光切割试验及结果
本试验根据试验方案进行展开,分别对不锈钢试片、高温合金试片和钛合金试片进行了激光切割试验。
将工艺试验中确定的工艺参数及数控程序用于加工相同材料及厚度的正式产品,可得到相同的表面质量和尺寸精度,所以在加工正式产品前一般都先对相同材料及厚度的试片进行试切,以降低废品率和生产成本。
5结论
本文针对不锈钢、钛合金、高温合金板材进行激光切割试验研究,通过试验得出如下主要结论:
5.1脉宽、频率、电压、激光功率、切割速度、保护气体压力等工艺参数的确定只与零件材料及厚度有关,与切缝形状及大小无关。
5.2在加工每批正式产品前,先对相同材料及厚度的试片进行试切,切割质量稳定后,固化加工参数和数控程序。
在今后的工作中,继续在航空产品中,开展不同材料、不同厚度的激光切割试验,建立激光切割工艺参数数据库;开展激光三维切割及打孔工艺技术研究。
总之,在产品研制过程中,激光加工工艺技术在某些方面将逐步替代,而且一定会起到越来越关键的作用。
参考文献
[1]张永康.激光加工技术[M].北京:化学工业出版社,2004.
[2]LASERTEC80FC激光切割机培训教程.DMG公司培训教材.2008.
摘要:目前,在航空发动机产品中,很多零件需要进行孔的加工,为了高效、准确的加工出高质量的孔,激光切割无疑是较好的加工方法,本文根据我公司研制产品结构及设计要求开展了针对航空产品加工孔时进行不同材料的工艺研究,阐述了激光切割的基本原理,确定了不同金属板材激光切割工艺试验方案,得出了工艺试验研究的结论。
关键词:材料;激光切割;工艺研究
97
--。