塑料编织袋产品质量标准及检验规程 编号
塑料编织袋产品质量标准及检验规程编号

版次:A/0 编号:YL/JS03—2007产品质量标准及检验规程塑料复合编织袋编制:质检部审核:批准:2008年06月01日发布 2008年06月01日实施有限公司发布食品包装用塑料编织袋编号:YL/JS03—20071范围本程序规定了塑料编织袋、复合塑料编织袋出厂的的技术要求、检验项目、检验规则、检验方法及标志、包装运输、贮存;本标准适用以聚丙烯、聚丙烯树脂为主要原料经挤出、拉伸成扁丝、再经织造、印刷、复膜、裁切、制袋而加工成的食品包装用塑料编织袋产品;2引用文件GB/T8946—1998 塑料编织袋GB/T8947—1998 复合塑料编织袋GB/T1039—92 塑料力学性能试验方法总则GB/T1040—92 塑料拉伸性能试验方法GB/T2828—87 逐批检查记数抽样程序及抽样表适用于连续批的检查GB/T2918—82 塑料试验状态调节和试验的标准环境GB/—92 包装运输包装件跌落性能试验方法GB/—2003食品包装用聚氯乙烯、聚苯乙烯、聚丙烯成型品卫生指标的分析方法GB 9688—1988 食品包装用聚丙烯成型品卫生标准GB 9687—1988 食品包装用聚苯乙烯成型品卫生标准3产品分类缝底袋、A型、B型4检验项目和要求复合塑料编织袋4.2.1外观质量外观质量应符合表4表44.2.2基材尺寸圆筒袋双面复合时,双侧各应大于基材5mm4.2.3允许偏差允许偏差应符合表5表54.2.4物理性能物理性能应符合表6表65检验方法外观检验在自然光线下目测长度和宽度将袋摊平,用精确至1mm的直尺,在中间和离边100mm处测量三处,直尺应与袋边平行,以最大偏差作为测试结果;经密度、纬密度将袋摊平,在袋的上下两个对角处圈定100mm×100mm两方块,方块外边线与袋边线相距100mm,目测方块内的经、纬根数,取其平均值,计算时当讫点最后不足一根时,按一根计;袋的单位面积质量袋的单位面积质量下式计算M=MC +MZ+MS式中:M——袋的单位面积质量,g/m2;MC——布的单位面积质量,g/m2;MZ——纸的单位面积质量,g/m2;MS——复合膜的单位面积质量,g/m2;在测定经密度、纬密度处取下面积为100mm×100mm的试样四快,用感量为的分析天平称取质量,取其算术平均值,按下式计算单位面积质量偏差;M1-MT= × 100M式中:T——算单位面积质量偏差,%;M1——100cm2试样的质量×100,g/m2;M——公称单位面积质量,g/m2;腹膜厚度的测定5.5.1取样方法:分别剪去纸、编织布和复合后的二合一、三合一试样各三块,每块面积为100cm2;5.5.2测试方法:用最小分度值为的分析天平称取质量,取其算术平均值,腹膜厚度的计算m-mc -mzδ= ×10D式中:δ——复合膜的厚度,mm;m——每平方厘米二合一或三合一的质量,g/cm2;mc——每平方厘米未经复合的编织袋的质量,g/cm2;mz——每平方厘米未经复合纸的质量,g/cm2;D——复合膜的密度g/cm3;拉伸负荷5.6.1试验条件按GB/T1039规定进行:试样在温度23℃±2℃、常湿状态调节4h并在此条件下进行试验;5.6.2试验设备应符合GB/T1040-92第6章有关设备规定:夹具间距为200mm,空车下降速度为200mm/min±20mm/min;5.6.3取样方法以缝纫卷折面为取样面按GB/T8847—1998图2所示部位在每个袋上取径向、纬向、缝边向、缝底向、试样各两块,长300mm,宽约60mm,再修正到50mm,如最后一根超过半根则留之;缝向试样的两边缝边应适当留长,平针法如GB/T8847—1998图3,连锁法如GB/T8847—1998图4两边5.6.4记录试样的拉伸负荷,取其算术平均值;5.6.5试验中如遇到试样在夹具中破裂、滑落等影响准确性情况时,应另换式样重做;那个边个各打三道结;剥离力5.7.1按GB/T8808规定进行5.7.2试样预处理及实验条件同的规定;5.7.3试验时按GB/T8847—1998图2所示部位在袋的另一面顺丝的走向分别剪取径向、纬向试样各两块宽30mm在试样的一端用手或胶粘带将膜和布分开50mm,分别夹在试验机夹具上,夹具间距100mm试验速度度为200mm/min±20mm/min;试验结果以算术平均值表示,精确到如果试样在用手或胶粘带无法将膜、纸分开,使试验无法进行时则以合格判定;6检验规则组批同一型号、规格的产品为一批,每批不超过15万条;抽样6.2.1袋的外观和偏差合格判定按照GB2828规定的正常抽样方案进行见下表,每条编织袋为一个样本;6.2.2拉伸负荷每批随机抽样5条,其中2条为备用,3条取样测定;6.2.3其他检验项目按第5章规定随机抽取,试样数量应能满足所需项目的实验要求检验分类6.3.1出厂检验6.3.1.2复合塑料编织袋外观质量、基材尺寸、允许偏差、物理性能:不得单位面积拉伸负荷、剥离力;6.3.2型式检验6.3.2.1型式检验为技术要求中的全部项目,有下列情况之一者,应进行型式检验;a. 新产品或老产品转产生产的试制定型鉴定;b. 原材料及工艺有较大改变时,可能影响产品性能;c. 出厂检验结果与上次型检结果有差异时;d. 国家质量监督机构提出进行型式检验要求时;e. 正常生产时,卫生性能每年进行一次检验,其余项目根据客户要求进行7判定规则;样本单位的质量判定袋的外观和偏差按、进行检验,若全部项目检验合格,则样本单位为合格;合格批的质量判定:袋的袋的外观和偏差合格判定按GB2828规定进行,每百万单位产品不合格品数表示批质量,一般检查水平为I,合格质量水平AQL为,具体见上图;拉伸负荷试验若有不合格项目,应重新在原批中加倍取样对不合格项目进行复检,若复检结果合格,则判该批为合格;判定为不合格批的产品,执行不合格品控制程序8 标志、包装、运输、贮存标志每箱、袋产品应标明名称、规格、批号、数量、标准代号、检验员代号、生产日期和厂名、厂址,并附有合格证;包装8.2.1袋包装应牢固、平整、适应于运输;8.2.2每包件包装条数由供需双方协商解决8.2.3每包件内应有合格证运输袋的运输过程中应轻装轻卸,避免日晒、雨淋、并不受污染,保持包装完整;贮存产品应贮存于阴凉、清洁、卫生、空气流通的库房内,不得靠近热源,并不得堆放过高;贮存期自生产日期起,不得超过十八个月;。
国家质量标准
GB/T 20218—2006
双向拉伸聚酰胺(尼龙)薄膜
129
GB/T 21302-2007
包装用复合膜袋通则
130
GB 21660-2008
塑料购物袋的环保、安全和标识通用技术要求
131
GB 21661-2008
塑料购物袋
132
GB/T 21998-2008
地理标志产品德化白瓷
133
GB/T 23778—2009
25
GB9683-1988
复合食品包装袋卫生标准
26
GB9684-1988
不锈钢食具容器卫生标准
27
GB9685-2008
食6—1988
食品容器内壁聚酰胺环氧树脂涂料卫生标准
29
GB9687—1988
食品包装用聚乙烯成型品卫生标准
30
GB9688-1988
19
HG 2943—1997
日用压力锅橡胶密封圈
20
HG 2944—1997
食品容器橡胶垫片
21
HG 2945-1997
食品容器橡胶垫圈
22
HG 2946—1997
橡胶奶头
23
HG 2947—1997
铝背水壶橡胶密封垫片
24
HJ/T 202—2005
环境标志产品技术要求一次性餐饮具
25
JC 586-1995
附件1:
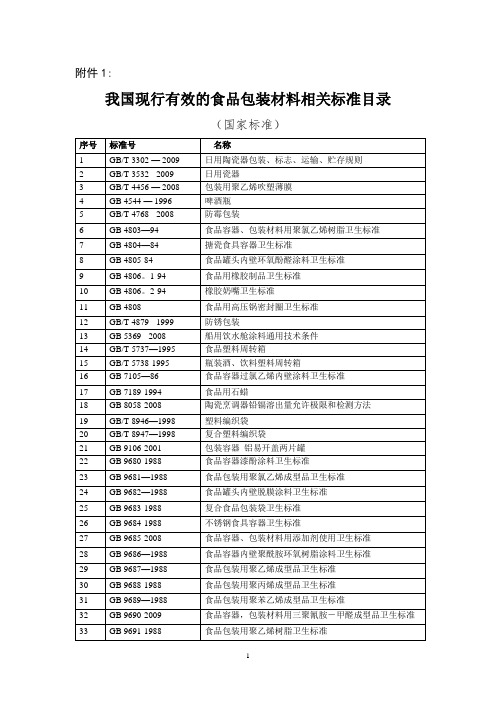
我国现行有效的食品包装材料相关标准目录
(国家标准)
序号
标准号
名称
1
GB/T 3302—2009
日用陶瓷器包装、标志、运输、贮存规则
2
GB/T 3532-2009
日用瓷器
操作标准和技术标准
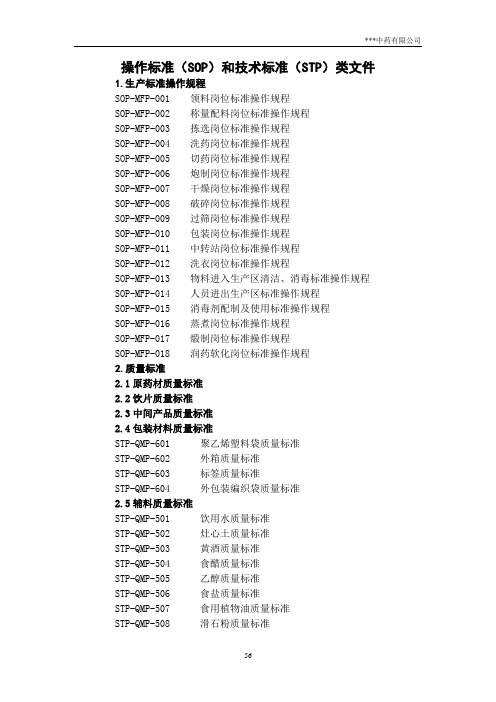
操作标准(SOP)和技术标准(STP)类文件1.生产标准操作规程SOP-MFP-001 领料岗位标准操作规程SOP-MFP-002 称量配料岗位标准操作规程SOP-MFP-003 拣选岗位标准操作规程SOP-MFP-004 洗药岗位标准操作规程SOP-MFP-005 切药岗位标准操作规程SOP-MFP-006 炮制岗位标准操作规程SOP-MFP-007 干燥岗位标准操作规程SOP-MFP-008 破碎岗位标准操作规程SOP-MFP-009 过筛岗位标准操作规程SOP-MFP-010 包装岗位标准操作规程SOP-MFP-011 中转站岗位标准操作规程SOP-MFP-012 洗衣岗位标准操作规程SOP-MFP-013 物料进入生产区清洁、消毒标准操作规程SOP-MFP-014 人员进出生产区标准操作规程SOP-MFP-015 消毒剂配制及使用标准操作规程SOP-MFP-016 蒸煮岗位标准操作规程SOP-MFP-017 煅制岗位标准操作规程SOP-MFP-018 润药软化岗位标准操作规程2.质量标准2.1原药材质量标准2.2饮片质量标准2.3中间产品质量标准2.4包装材料质量标准STP-QMP-601 聚乙烯塑料袋质量标准STP-QMP-602 外箱质量标准STP-QMP-603 标签质量标准STP-QMP-604 外包装编织袋质量标准2.5辅料质量标准STP-QMP-501 饮用水质量标准STP-QMP-502 灶心土质量标准STP-QMP-503 黄酒质量标准STP-QMP-504 食醋质量标准STP-QMP-505 乙醇质量标准STP-QMP-506 食盐质量标准STP-QMP-507 食用植物油质量标准STP-QMP-508 滑石粉质量标准STP-QMP-509 蜂蜜质量标准STP-QMP-510 蔗糖质量标准STP-QMP-511 生姜质量标准STP-QMP-512 麦麸质量标准STP-QMP-513 河砂质量标准STP-QMP-514 米质量标准3、检验标准操作规程3.1原药材检验标准操作规程3.2饮片检验标准操作规程3.3中间产品检验标准操作规程3.4包装材料检验标准操作规程SOP-QMP-601 聚乙烯塑料袋检验标准操作规程SOP-QMP-602 外箱检验标准操作规程SOP-QMP-603 标签检验标准操作规程3.5辅料检验标准操作规程SOP-QMP-501 饮用水检验标准操作规程SOP-QMP-502 灶心土检验标准操作规程SOP-QMP-503 黄酒检验标准操作规程SOP-QMP-504 食醋检验标准操作规程SOP-QMP-505 乙醇检验标准操作规程SOP-QMP-506 食盐检验标准操作规程SOP-QMP-507 食用植物油检验标准操作规程SOP-QMP-508 滑石粉检验标准操作规程SOP-QMP-509 蜂蜜检验标准操作规程SOP-QMP-510 蔗糖检验标准操作规程SOP-QMP-511 生姜检验标准操作规程SOP-QMP-512 麦麸检验标准操作规程SOP-QMP-513 河砂检验标准操作规程SOP-QMP-514 米检验标准操作规程3.6检验标准操作规程通则SOP-QMP-201 药材取样标准操作规程SOP-QMP-202 药材检定标准操作规程SOP-QMP-203 中药材、中药饮片显微鉴别标准操作规程SOP-QMP-204 一般鉴别试验标准操作规程SOP-QMP-205 紫外分光光度法检验标准操作规程SOP-QMP-207 高效液相色谱法检验标准操作规程SOP-QMP-209 相对密度测定标准操作规程SOP-QMP-210 馏程测定法标准操作规程SOP-QMP-211 熔点测定法标准操作规程SOP-QMP-212 凝点测定法标准操作规程SOP-QMP-213 旋光度测定法标准操作规程SOP-QMP-214 PH值测定法标准操作规程SOP-QMP-215 非水滴定法标准操作规程SOP-QMP-216 杂质检查法标准操作规程SOP-QMP-217 灰屑检查法标准操作规程SOP-QMP-218 氯化物检查法标准操作规程SOP-QMP-219 铁盐检查法标准操作规程SOP-QMP-220 重金属检查法标准操作规程SOP-QMP-221 砷盐检查标准操作规程SOP-QMP-222 干燥失重测定标准操作规程SOP-QMP-223 水分测定法标准操作规程SOP-QMP-224 炽灼残渣检查法标准操作规程SOP-QMP-225 灰分测定法标准操作规程SOP-QMP-226 氮测定法标准操作规程SOP-QMP-227 脂肪与脂肪油测定标准操作规程SOP-QMP-228 酸败度检查法标准操作规程SOP-QMP-229 有机氯类农药残留量测定法标准操作规程SOP-QMP-230 浸出物测定法标准操作规程SOP-QMP-231 鞣质含量测定法标准操作规程SOP-QMP-232 桉油精含量测定法标准操作规程SOP-QMP-233 挥发油测定法标准操作规程SOP-QMP-234 溶液颜色检查法标准操作规程SOP-QMP-235 检验通则SOP-QMP-236 指示剂配制法标准操作规程SOP-QMP-237 滴定液配制和标定标准操作规程SOP-QMP-238 碘滴定液配制与标定标准操作规程SOP-QMP-239 硫代硫酸钠滴定液配制与标定标准操作规程SOP-QMP-240 氢氧化钠滴定液配制与标定标准操作规程SOP-QMP-241 盐酸滴定液配制与标定标准操作规程SOP-QMP-242 量筒使用标准操作规程SOP-QMP-243 缓冲液配制法标准操作规程SOP-QMP-244 检验用试剂配制标准操作规程SOP-QMP-245 膨胀度测定法检验标准操作规程SOP-QMP-246 玻璃仪器的清洁标准操作规程SOP-QMP-247 玻璃器具的校验标准操作规程SOP-QMP-248 温度计校正标准操作规程SOP-QMP-249 分度吸管使用标准操作规程SOP-QMP-250 刻度离心管使用标准操作规程SOP-QMP-251 滴定管使用标准操作规程3.7实验设备标准操作规程4.生产设备标准操作规程5.清洁规程5.1设备清洁规程5.2生产清洁规程SOP-CLP-041 洗药润药岗位清场标准操作规程SOP-CLP-042 切药岗位清场标准操作规程SOP-CLP-043 炮制岗位清场标准操作规程SOP-CLP-044 配料岗位清场标准操作规程SOP-CLP-045 干燥岗位清洁标准操作规程SOP-CLP-046 蒸煮岗位清洁标准操作规程SOP-CLP-047 过筛岗位清洁标准操作规程SOP-CLP-048 包装岗位清洁标准操作规程SOP-CLP-049 外包装岗位清洁标准操作规程SOP-CLP-050 车间污物、废物清洁标准操作规程SOP-CLP-051 生产区清洁标准操作规程SOP-CLP-052 生产区容器具清洁标准操作规程SOP-CLP-053 生产区厂房清洁标准操作规程SOP-CLP-054 生产区灯具清洁标准操作规程SOP-CLP-055 生产区帽子、工作服清洁标准操作规程SOP-CLP-056 生产区工作鞋清洁标准操作规程SOP-CLP-057 生产区用车清洁标准操作规程SOP-CLP-058 生产区更衣柜清洁标准操作规程SOP-CLP-059 生产区洗衣间清洁标准操作规程SOP-CLP-060 生产区地面清洁标准操作规程SOP-CLP-061 中间站清洁标准操作规程SOP-CLP-062 更衣室清洁标准操作规程SOP-CLP-063 鞋柜清洁标准操作规程SOP-CLP-064 挑选岗位清洁标准操作规程SOP-CLP-065 破碎岗位清洁标准操作规程SOP-CLP-066 轧扁岗位清洁标准操作规程6.产品工艺规程6.1工艺规程通则SOP-TMS-001 净制、洗润、饮片切制生产工艺规程SOP-TMS-002 清炒法生产工艺规程SOP-TMS-003 加辅料炒法生产工艺规程SOP-TMS-004 炙法生产工艺规程SOP-TMS-005 燀法生产工艺规程SOP-TMS-006 煅法生产工艺规程SOP-TMS-007 蒸煮法生产工艺规程6.2产品工艺规程。
水泥塑料编织袋的质量问题浅析

塑料编织袋是由聚乙烯、聚丙烯经拉丝、编织、缝制或糊制而成, 装载重量一般在25 -50kg。
因其具有良好的拉伸强度,且价格低廉、运输方便,广泛用于水泥、化工原料、化肥、矿产、粮食、食糖等粉粒物料产品的包装,这种包装近些年来呈逐年增多的趋势。
水泥是重要的建筑材料,产量逐年增加,今年将达到8. 5 亿吨以上。
除了部分采用散装运输外,其余全部用袋装,需用包装袋136 亿条之多,且70 %是塑料编织袋。
因此,国家技术监督局从1997 版到2002 版的强制性《水泥包装袋》标准中,将复膜塑编袋从复合袋中提出单独列为独立的袋型。
为了确保国家标准的实施,各地检验检疫部门对塑料编织袋生产进行监管,颁发质量许可证,制定了规范的检验管理办法及检验规程。
如对塑料编织加工厂实施许可证管理;对出厂塑料编织袋外观实施批批检验;对物理性能实施周期检验;实施批次管理。
本文列举了在管理和实践中所发现的主要问题,以期帮助制袋企业取得认识上的一致。
关于塑编袋的老化问题塑料编织袋在自然环境下即在阳光直射的条件下,一周后其强度降低25 % ,两周后会降低40 % ,基本上已不能使用。
也就是说塑编袋的储存保管问题非常重要。
另外,在塑编袋包装水泥后放在露天环境受阳光直射,强度会急剧下降;贮运过程中温度过高(集装箱运输) 或遇到雨淋,都会导致其强度下降,从而达不到保护内装物品的质量要求。
因此塑编袋的运输仓储条件十分重要。
所以GB/ T8946 和GB/T8947 都对贮运条件有明确规定,即塑编袋应放在阴凉洁净的室内贮藏,运输时应避免日晒雨淋,不应靠近热源,贮存期不得超过18 个月。
实际上18 个月的时间塑编袋就可能老化,所以应缩短塑编袋包装的有效期,应以12 个月为宜。
通过扁丝的相对拉伸负荷和断裂伸长率可以测定复膜过程中编织布的老化程度。
涂复膜前后,对各抽样扁丝进行拉伸负荷和断裂伸长率试验,比较试验结果来判定,如果涂复前后扁丝技术指标变化不大,可以认为基本上没有老化;如果涂复前后扁丝技术指标相差较多,就可能存在老化问题,要分析原因,改进工艺过程。
牛皮纸袋检验操作规程
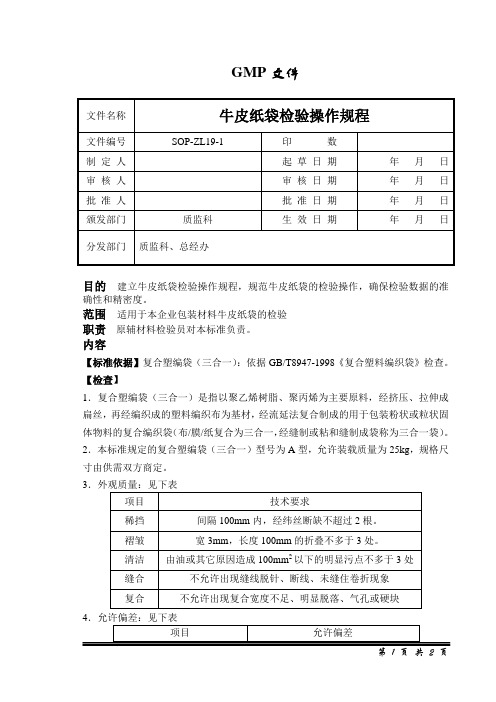
GMP文件
目的建立牛皮纸袋检验操作规程,规范牛皮纸袋的检验操作,确保检验数据的准确性和精密度。
范围适用于本企业包装材料牛皮纸袋的检验
职责原辅材料检验员对本标准负责。
内容
【标准依据】复合塑编袋(三合一):依据GB/T8947-1998《复合塑料编织袋》检查。
【检查】
1.复合塑编袋(三合一)是指以聚乙烯树脂、聚丙烯为主要原料,经挤压、拉伸成扁丝,再经编织成的塑料编织布为基材,经流延法复合制成的用于包装粉状或粒状固体物料的复合编织袋(布/膜/纸复合为三合一,经缝制或粘和缝制成袋称为三合一袋)。
2.本标准规定的复合塑编袋(三合一)型号为A型,允许装载质量为25kg,规格尺寸由供需双方商定。
3
5.物理性能:A型号的袋物理性能见下表。
6.内袋的微生物限度检查:依据内包装膜、袋的微生物限度检查法检查,细菌:≤800cfu/100cm2;
霉菌(酵母菌):≤80 cfu/100cm2;
大肠埃希菌不得检出。
7.型式检查:
7.1外观检验:在自然光线下目测,应符合要求。
7.2长度和宽度:将袋摊平,用精确至1mm的直尺在中间和离边100mm处各量三处,直尺与袋边平行,以最大偏差作为测试结果。
7.3袋的单位面积质量:将袋摊平,在袋的上下两对角处取面积为100mm2两方块,试样外边线与袋边线相距100mm,用最小分度值为0.01g的天平称取质量。
编织袋生产岗位操作规程完整
五家渠市华兴包装印务安全操作规程二〇一七年一月目录拉丝机操作规程 (2)圆织机操作规程 (4)制袋机操作规程 (5)吹膜机安全操作规程 (6)覆膜车间安全操作规程 (9)热切机操作规程 (11)冷切机操作规程 (12)切缝一体机操作规程及注意事项 (13)制袋机操作规程 (14)煤气发生炉操作规程 (15)叉车驾驶员安全操作规程 (18)车间电工安全技术操作规程 (19)拉丝机操作规程上班开机前检查设备各部件安全因素或隐患,确认无差错后向班长汇报后,方可开机。
1、准备工作(1)原料准备原料准备工序包括粒料的质量检验,混色及运输。
(2)准备好生产工具,如铜刮刀、吸丝枪、剪刀等。
(3)检查供电三相电压是否正常(使用电压应在380±10%围)。
检查设备是否可靠接地。
(4)检查各设备连接紧固度,各链轮、齿轮、轴承的润滑情况调整好链条、皮带的松紧程度,确保机械转动灵活,正常运转。
(5)开通供水阀,检查挤出机、水箱等闸阀是否正常,冷却水流动是否通畅,并向挤出机料斗座供水冷却。
(6)按通总电源,检查各项电器控制是否正常,各段加热器工作是否正常,热电偶是否插入在规定的位置,各电机是否处低速档状态。
(7)开通供水阀(或启动空压机连转储气),检查供气压力,各管道是否通畅,接头不得漏气,排除三联件中水分。
(8)把卷绕纱筒插进卷绕机各锭子上、(9)按扁丝规格,调整切刀轴刀垫。
(10)空车试运转(除主机),检查各电机转向是否正确,传动是否可靠。
2开车工序(1)按生产工艺要求调整好各加热区的设定温度,并接通电源加热升温。
(2)启动牵引机及牵伸机,按工艺要求调整拉伸比。
(3)各区温度达到设定温度后保温一小时,低速启动主机,拉开料闸,使主机在20-30rpm转速下挤出熔融物料。
(4)将熔融物料插入水箱,依次穿过各导辊、提膜辊、牵引辊。
(5)剪一段膜片测量其厚度是否均匀。
适当调整模头调节螺钉,使膜片均匀。
(6)将调整好的膜片按穿行路线,依次穿过各辊筒及烘箱,压合橡胶辊。
塑料软包装的国家检测标准2

塑料软包装的国家检测标准ZBY 28004—86 塑料膜包装袋热合强度测定方法GB/T 14903—94 无机胶粘剂套接扭转剪切强度试验方法GB/T 12954—91 建筑胶粘剂通用试验方法GB 11177—89 无机胶粘剂套接压缩剪切强度试验方法GB 7754—87 压敏胶粘带剪切强度试验方法(胶面对背面)GB 7753—87 压敏胶粘带拉伸性能试验方法GB/T 14705—93 报纸印刷品质量要求及检验方法GB 7707—87 凹版装潢印刷品GB 7706—87 凸版装潢印刷品GB 7705—87 平版装潢印刷品HG/T 2727—95(代替GB 11178—89)聚乙酸乙烯酯乳液木材胶粘剂HG/T 2493—93 鞋用氯丁橡胶胶粘剂HG/T 2406—92 压敏胶标签纸GB/T 15332—94 热熔胶粘剂软化占的测定环球法CY/T 17—95 印后加工纸基印刷品上光质量要求及检验方法CY/T 7.9—91 印后加工质量要求及检验方法裁质量要求及检验方法CY/T 7.7—91 印后加工质量要求及检验方法覆膜质量要求及方法CY/T 7.7—91 印后加工质量要求及检验方法胶粘装订质量要求及检验方法CY/T 6—91 凹版印刷品质量要求及检验方法GY/T 5—91 平版印刷品质量要求及检验方法CY/T 4—91 凸版印刷品质量要求及检验方法CY 3—91 色评价照明和观察条件CY 2—91 书刊印刷产品质量评价和分级方法GB 1449—83(代替GB 1449—78)玻璃纤维增强塑料弯曲性能试验方法塑料软包装的国家检测标准2GB 3356—82 单向纤维增强塑料弯曲性能试验方法GB 9341—88 塑料弯曲性能试验方法GB 1041—79 塑料压缩试验方法GB 8947—88 复合塑料编织袋SG 233—81 聚苯乙烯泡沫烹包装材料GB 4456—84 包装用聚乙烯吹塑薄膜SG 224—81 高压聚乙烯重包装袋(膜)GB 7749—87 胶粘剂劈裂强度试验方法(金属对金属)GB 7124—86 胶粘剂拉伸剪切强度测定方法GB/T 7122—1996 ISO 4578:1990 高强度胶粘剂剥离强度的测定浮辊法GB/T 6329—1996 ISO 6922:1987 胶粘剂对接接头拉伸强度的测定GB 6328—86 胶粘剂剪切冲击强度试验方法GB 4852—84 压敏胶粘带初粘性测试方法(斜面滚球法)GB 4850—84 压敏胶粘带低速解卷强度测试方法GB 4851—84 压敏胶粘带持粘性测试方法GB/T 2793——1995 胶粘剂不挥发物含量的测定GB 2792—81 压敏胶粘带动180°剥离强度测定方法GB/T 2791—1995 胶粘剂T剥离强度试验方法挠性材料对挠性材料GB/T 2790—1995 胶粘剂180°剥离强度试验方法挠性材料对刚性材料GB 12255—90 药品包装用铝箔GB/T 13477—92 建筑密封材料试验方法GB/T 6548—1998 瓦愣纸板粘合强度的测定法GB/T 15177—94 软包装个密封性能试验方法BB/T 0016—1999 包装材料蜂窝纸板QB/T 1130—91 塑料直角撕裂性能试验方法GB 8808—88 软质复合塑料材料剥离试验方法GB 8807—88 塑料镜面光泽试验方法QB/T 1871—93 双向拉伸尼龙(BOPA)/低密度聚乙烯(LDPE)复合膜、袋QB 1868—93 聚酯(PET)软饮料瓶QB 1233—91 钢塑复合桶QB 1123—91 纸—塑不织布复合包装袋GB 10005—88 双向拉伸聚丙复合低密度聚乙烯(BOPP/LDPE)薄膜和包装袋GB 1004—88 聚酯(PET)—铝箔(AI)—聚丙烯(CPP)复合膜、袋QB 1232—91 软质聚氨酯泡沫塑料复合材料GB 10808—89 软质泡沫塑料撕裂性能试验方法GB 10007—88 ISO1922—1981 硬质泡沫塑料剪切强度试验方法GB 9641—88 硬质泡沫塑料拉伸性能试验方法GB 8813—88 ISO 844—1978 硬质泡沫塑料压缩试验方法GB 8812—88 ISO 1209—76 硬质泡沫塑料弯曲试验方法GB 6666—86 ISO 1856—1980 软质泡沫聚合材料压缩永久变形的测定GB 6344—1996 ISO 1798—1983 (代替GB 6344——86)软质泡沫聚合物材料拉伸强度和断裂伸长率的测定GB 10010—88 医用软聚氯乙烯管材GB 5663—85 药用聚氯乙烯(PVC)硬片GB/T 16958—1997 包装用双向拉伸聚酯薄膜GB/T 16578—1996 塑料薄膜和薄片耐撕裂性能试验方法裤形撕裂法GB/T 13519—92 聚乙烯热收缩薄膜GB 11999—89 塑料薄膜和薄片耐撕裂性试验方法埃莱门多夫法GB 10006—88 ISO 8295—1986 塑料薄膜和薄片摩擦系数测定方法GB 10440—89 圆柱形复合罐GB 2637—90 安瓿GB 453—89(代替GB 453—79)纸和纸板抗张强度的测定法(恒速加荷法)GB 328.6—89 沥青防水卷材试验方法拉力GB 12255—90 药品包装用铝箔GB 10805—89 食品包装用硬质聚氯乙烯薄膜GB/T 12122—89 产品包装质量保证体系GB/T 12121—89 包装容器质量保证体系GB/T 4857.16—90 运输包装件基本试验采用压力试验机的堆码试验方法GB 4857.15—89 运输包装个基本试验可控水平冲击试验方法GB 4857.14—89 运输包装件基本试验倾翻试验方法GB 12904—91 通用商品条码GB 191—90 (代替GB 191—85 GB 5892—86)包装储运图示标志GB 4122—83 包装通用术语GB/T 16717—1996 包装容器重型瓦楞纸箱GB/T 4857.5—92 包装运输包装件跌落试验方法GB/T 4857.4—92 ISO 2872—1985 包装运输包装件压力试验方法GB/T 4857.3—92 (代替GB 4857.3—84)包装运输包装件静载荷堆码试验方法塑料软包装的国家检测标准3GB 8941.3—88 纸和纸板镜面光泽度测定法75°角测定法GB 8941.1—88 纸和纸板镜面光泽度测定法20°角测定法GB/T 6548—1998 瓦楞纸板粘合强度的测定法GB/T 6546—1989 瓦楞纸板边压强度的测定法GB/T 6545—1998 瓦楞纸板耐破强度的测定方法GB/T 2679.17—1997 瓦楞纸板边压强度的测定(边缘补强法)GB/T 2679.8—1995 纸和纸板环压强度的测定HG/T 2729—95 硫化橡胶与薄片摩擦系数的测定滑动法HG/T 2715—1995 橡胶或塑料涂覆织物抗粘合性的测定HG/T 2581—94 橡胶或塑料涂覆织物耐撕裂性能的测定HG/T 2580—94 橡胶或塑料涂覆织物拉伸强度和扯断伸长率的测定GB/T 16586—1996 硫化橡胶与钢丝帘线粘合强度的测定GB/T 15254—94 硫化橡胶与金属粘接下来180°剥离试验GB/T 13936—92 硫化橡胶与金属粘接拉伸剪切强度测定方法GB/T 12833—91 橡胶和塑料撕裂强度及粘合强度多峰曲线的分析方法GB 11211—89 硫化橡胶与金属粘合强度的测定拉伸法GB 7761—87 橡胶与刚性粘合强度的测定圆锥形个法GB 7760—87 硫化橡胶与金属粘合的测定单板法GB 3513—83 橡胶与单根钢丝粘合强度的测定抽出法GB/T 2942—91 硫化橡胶与织物帘线粘合强度的测定H抽出法GB 2438—81 硬质橡胶压碎强度的测定方法GB 1701—82 硬质橡胶抗张强度和扯断伸长率的测定GB 1700—82(代替GB 1700—79)硬质橡胶抗剪切强度试验方法GB 532—89 硫化橡胶与织物粘合强度的测定GB/T 529—91 硫化橡胶撕裂强度的测定(裤形、直角形和新月形试样)GB/T 528—92 硫化橡胶和热塑性橡胶拉伸性能的测定GB/T 17554—1998 识别卡测试方法YY 0203—95 药用铝瓶ZBC08003—87 药品铝塑泡罩包装YY 0131—93 口服液瓶撕拉铝盖YY 0236—1996 药品包装用复合膜(通则)HG 4—559—79 抗菌素橡胶瓶塞YY 0057—51 固体药用聚烯烃塑料瓶GB 5198.1—XXXX ISO 8362—3.1989 抗生素玻璃瓶盖第1部分:铝盖GB 5198.2—XXXX ISO 8362—6:1992 ISO 8362—7:1995 抗生素玻璃瓶盖第2部分:铝塑组合盖YY 0321.2—2000 一次性使用麻醉用针YY/T 1119—1999 医用高分子制品术语YY 0169.2—94 丁基橡胶抗生素瓶塞HG 4—1179—79 聚氯乙烯薄膜胶粘剂GB 13022—91 塑料薄膜拉伸性能试验方法GB 8941.3—88 纸和纸板镜面光泽度测定法45°角测定法YY/T 0313—1998 医用高分子产品包装、标志、运输和贮存YY 0242—1996 医用输液、输血、注射器用聚丙烯专用料YY 0114—93 医用输液、输血、注射器用聚乙专用料YY 0115—93 一次性使用采血器GB 14232—93 一次性使用塑料血袋GB 15593—1995 输血(液)器具用软聚氯乙烯塑料GB 12256—90 注射针针管刚度试验方法GB/T 14257~14258—93 通用商品条码符号位置条码符号印刷质量的检验GB/T 柔性版装璜印刷品(讨论稿)GB/T 12904 商品条码YY 0321.2—2000 一次性使用麻醉穿刺包GB/T 15812—1995 医用高分子软管物理性能试验方法YY 0169.1—94 丁基橡胶输液瓶塞GB 5197.1~5197.2—1996 玻璃输液瓶盖JC 482~485—92 建筑密封膏GB/T 16259—1996 彩色建筑材料人工气候加速颜色老化试验方法GB 11942—89 彩色建筑材料色度测量方法GB/T 13891—92 建筑饰面材料镜向光泽度测定方法GB 12002—89 塑料门窗用密封条GB/T 9775—1999 eqv ISO 6308:1980 纸面石膏板GB 11982.1—89 聚氯乙烯卷材地板带基材的聚氯乙烯卷材地板GB 11982.2—1996 聚氯乙烯卷板地板第2部分:有基材有背涂层聚氯乙烯卷材地板GB 18242—2000 弹性体改性沥青防水卷材GB 8721—88 炭素材料抗拉强度测定方法GB/T 13480—92 矿物棉制品压缩性能试验方法GB/T 14209—93 纺织玻璃纤维无捻粗纱棒状复合材料压缩强度的测定GB/T 14208—93 纺织玻璃纤维无捻粗纱棒状复合材料弯曲强度的测定GB/T 14206—93 玻璃纤维增强聚酯波纹板GB/T 13096.1~13096.4—91 拉挤玻璃纤维增强塑料杆力学性能试验方法GB 1446—83 纤维增强塑料性能试验方法GB 4085—83 半硬质聚氯乙烯块状塑料地板GB 15558.1—1995 燃气用埋地聚乙烯管材GB 15558.2—1995 燃气用埋地聚乙烯管件GB/T 2567~2571—1995 树脂浇铸体性能试验方法GB/T 541—1996 石棉橡胶板试验方法GB/T 16679—1997 纤维增强塑料层合板拉- 拉疲劳性能试验方法GB 9774—1996 水泥包装袋GB/T 14074.1~14074.18—93 木材胶粘剂及其树脂检验方法GB 1452~1453—87 GB 1464—87 非金属夹层结构或芯子试验方法GB 1454~1457—88 夹层结构性能试验方法GB/T 11718—1999 中密度纤维板GB/T 17657—1999 人造板及饰面人造板理化性能试验方法GB/T 15102—94 浸渍胶膜纸饰面人造板GB 1038-70 塑料薄膜透气性试验方法GB 1037-70 塑料透湿性试验方法GB 9639-88 塑料薄膜和薄片抗冲击性能试验方法自由落镖法GB 11999-89 塑料薄膜和薄片耐撕裂性能试验方法埃莱门多夫法GB/T1038-2000(代替GB/T1038-1970)塑料薄膜和薄片气体透过性试验方法压差法纸箱包装标准超强下载(不要再浪费时间了,基本上都有)瓦楞纸板、瓦楞纸箱及其材料的国家标准、行业标准及有关标准/discuz/viewthread.php?tid=&fromuid=GJB 1109A-1999 军用瓦楞纸箱/discuz/viewthread.php?tid=&fromuid=GB/T 16717-1996 包装容器重型瓦楞纸箱/discuz/viewthread.php?tid=&fromuid=YC/T 137.1-2004 复烤片烟包装瓦楞纸箱包装/discuz/viewthread.php?tid=&fromuid=GB 12986-91 纸箱制图/discuz/viewthread.php?tid=&fromuid=GB/T 16717-1996 包装容器重型瓦楞纸箱/discuz/viewthread.php?tid=&fromuid=GB 5033-1985 出口产品包装用瓦楞纸箱/discuz/viewthread.php?tid=&fromuid=SN/T 0912-2000 进出口茶叶包装检验方法/discuz/viewthread.php?tid=&fromuid=SN 0449.1-1995 海运出口危险货物包装检验规程总则(全套标准)/discuz/viewthread.php?tid=&fromuid=SN/T 0004-1995 进出口商品运输包装检验规程标准编写的基本规定/discuz/viewthread.php?tid=&fromuid=以上是我匆忙帮大家找来了,纸箱包装的标准十之七八可以那里找到!!收集来可以卖标准了,呵~。
塑料软包装的国家检测标准

塑料软包装的国家检测标准ZBY 28004—86 塑料膜包装袋热合强度测定方法GB/T 14903—94 无机胶粘剂套接改变剪切强度试验方法GB/T 12954—91 建筑胶粘剂通用试验方法GB 11177—89 无机胶粘剂套接压缩剪切强度试验方法GB 7754—87 压敏胶粘带剪切强度试验方法〔胶面对反面〕GB 7753—87 压敏胶粘带拉伸性能试验方法GB/T 14705—93 报纸印刷品质量要求及检验方法GB 7707—87 凹版装潢印刷品GB 7706—87 凸版装潢印刷品GB 7705—87 平版装潢印刷品HG/T 2727—95〔代替GB 11178—89〕聚乙酸乙烯酯乳液木材胶粘剂HG/T 2493—93 鞋用氯丁橡胶胶粘剂HG/T 2406—92 压敏胶标签纸GB/T 15332—94 热熔胶粘剂软化占的测定环球法CY/T 17—95 印后加工纸基印刷品上光质量要求及检验方法CY/T 7.9—91 印后加工质量要求及检验方法裁质量要求及检验方法CY/T 7.7—91 印后加工质量要求及检验方法覆膜质量要求及方法CY/T 7.7—91 印后加工质量要求及检验方法胶粘装订质量要求及检验方法CY/T 6—91 凹版印刷品质量要求及检验方法GY/T 5—91 平版印刷品质量要求及检验方法CY/T 4—91 凸版印刷品质量要求及检验方法CY 3—91 色评价照明和观察条件CY 2—91 书刊印刷产品质量评价和分级方法GB 1449—83〔代替GB 1449—78〕玻璃纤维增强塑料弯曲性能试验方法塑料软包装的国家检测标准2GB 3356—82 单向纤维增强塑料弯曲性能试验方法GB 9341—88 塑料弯曲性能试验方法GB 1041—79 塑料压缩试验方法GB 8947—88 复合塑料编织袋SG 233—81 聚苯乙烯泡沫烹包装材料GB 4456—84 包装用聚乙烯吹塑薄膜SG 224—81 高压聚乙烯重包装袋〔膜〕GB 7749—87 胶粘剂劈裂强度试验方法〔金属对金属〕GB 7124—86 胶粘剂拉伸剪切强度测定方法GB/T 7122—1996 ISO 4578:1990 高强度胶粘剂剥离强度的测定浮辊法GB/T 6329—1996 ISO 6922:1987 胶粘剂对接接头拉伸强度的测定GB 6328—86 胶粘剂剪切冲击强度试验方法GB 4852—84 压敏胶粘带初粘性测试方法〔斜面滚球法〕GB 4850—84 压敏胶粘带低速解卷强度测试方法GB 4851—84 压敏胶粘带持粘性测试方法GB/T 2793——1995 胶粘剂不挥发物含量的测定GB 2792—81 压敏胶粘带动180°剥离强度测定方法GB/T 2791—1995 胶粘剂T剥离强度试验方法挠性材料对挠性材料GB/T 2790—1995 胶粘剂180°剥离强度试验方法挠性材料对刚性材料GB 12255—90 药品包装用铝箔GB/T 13477—92 建筑密封材料试验方法GB/T 6548—1998 瓦愣纸板粘合强度的测定法GB/T 15177—94 软包装个密封性能试验方法BB/T 0016—1999 包装材料蜂窝纸板QB/T 1130—91 塑料直角撕裂性能试验方法GB 8808—88 软质复合塑料材料剥离试验方法GB 8807—88 塑料镜面光泽试验方法QB/T 1871—93 双向拉伸尼龙〔BOPA〕/低密度聚乙烯〔LDPE〕复合膜、袋QB 1868—93 聚酯〔PET〕软饮料瓶QB 1233—91 钢塑复合桶QB 1123—91 纸—塑不织布复合包装袋GB 10005—88 双向拉伸聚丙复合低密度聚乙烯〔BOPP/LDPE〕薄膜和包装袋GB 1004—88 聚酯〔PET〕—铝箔〔AI〕—聚丙烯〔CPP〕复合膜、袋QB 1232—91 软质聚氨酯泡沫塑料复合材料GB 10808—89 软质泡沫塑料撕裂性能试验方法GB 10007—88 ISO1922—1981 硬质泡沫塑料剪切强度试验方法GB 9641—88 硬质泡沫塑料拉伸性能试验方法GB 8813—88 ISO 844—1978 硬质泡沫塑料压缩试验方法GB 8812—88 ISO 1209—76 硬质泡沫塑料弯曲试验方法GB 6666—86 ISO 1856—1980 软质泡沫聚合材料压缩永久变形的测定GB 6344—1996 ISO 1798—1983 〔代替GB 6344——86〕软质泡沫聚合物材料拉伸强度和断裂伸长率的测定GB 10010—88 医用软聚氯乙烯管材GB 5663—85 药用聚氯乙烯〔PVC〕硬片GB/T 16958—1997 包装用双向拉伸聚酯薄膜GB/T 16578—1996 塑料薄膜和薄片耐撕裂性能试验方法裤形撕裂法GB/T 13519—92 聚乙烯热收缩薄膜GB 11999—89 塑料薄膜和薄片耐撕裂性试验方法埃莱门多夫法GB 10006—88 ISO 8295—1986 塑料薄膜和薄片摩擦系数测定方法GB 10440—89 圆柱形复合罐GB 2637—90 安瓿GB 453—89〔代替GB 453—79〕纸和纸板抗张强度的测定法〔恒速加荷法〕GB 328.6—89 沥青防水卷材试验方法拉力GB 12255—90 药品包装用铝箔GB 10805—89 食品包装用硬质聚氯乙烯薄膜GB/T 12122—89 产品包装质量保证体系GB/T 12121—89 包装容器质量保证体系GB/T 4857.16—90 运输包装件根本试验采用压力试验机的堆码试验方法GB 4857.15—89 运输包装个根本试验可控程度冲击试验方法GB 4857.14—89 运输包装件根本试验倾翻试验方法GB 12904—91 通用商品条码GB 191—90 〔代替GB 191—85 GB 5892—86〕包装储运图示标志GB 4122—83 包装通用术语GB/T 16717—1996 包装容器重型瓦楞纸箱GB/T 4857.5—92 包装运输包装件跌落试验方法GB/T 4857.4—92 ISO 2872—1985 包装运输包装件压力试验方法GB/T 4857.3—92 〔代替GB 4857.3—84〕包装运输包装件静载荷堆码试验方法塑料软包装的国家检测标准3GB 8941.3—88 纸和纸板镜面光泽度测定法75°角测定法GB 8941.1—88 纸和纸板镜面光泽度测定法20°角测定法GB/T 6548—1998 瓦楞纸板粘合强度的测定法GB/T 6546—1989 瓦楞纸板边压强度的测定法GB/T 6545—1998 瓦楞纸板耐破强度的测定方法GB/T 2679.17—1997 瓦楞纸板边压强度的测定〔边缘补强法〕GB/T 2679.8—1995 纸和纸板环压强度的测定HG/T 2729—95 硫化橡胶与薄片摩擦系数的测定滑动法HG/T 2715—1995 橡胶或塑料涂覆织物抗粘合性的测定HG/T 2581—94 橡胶或塑料涂覆织物耐撕裂性能的测定HG/T 2580—94 橡胶或塑料涂覆织物拉伸强度和扯断伸长率的测定GB/T 16586—1996 硫化橡胶与钢丝帘线粘合强度的测定GB/T 15254—94 硫化橡胶与金属粘接下来180°剥离试验GB/T 13936—92 硫化橡胶与金属粘接拉伸剪切强度测定方法GB/T 12833—91 橡胶和塑料撕裂强度及粘合强度多峰曲线的分析方法GB 11211—89 硫化橡胶与金属粘合强度的测定拉伸法GB 7761—87 橡胶与刚性粘合强度的测定圆锥形个法GB 7760—87 硫化橡胶与金属粘合的测定单板法GB 3513—83 橡胶与单根钢丝粘合强度的测定抽出法GB/T 2942—91 硫化橡胶与织物帘线粘合强度的测定H抽出法GB 2438—81 硬质橡胶压碎强度的测定方法GB 1701—82 硬质橡胶抗张强度和扯断伸长率的测定GB 1700—82〔代替GB 1700—79〕硬质橡胶抗剪切强度试验方法GB 532—89 硫化橡胶与织物粘合强度的测定GB/T 529—91 硫化橡胶撕裂强度的测定〔裤形、直角形和新月形试样〕GB/T 528—92 硫化橡胶和热塑性橡胶拉伸性能的测定GB/T 17554—1998 识别卡测试方法YY 0203—95 药用铝瓶ZBC08003—87 药品铝塑泡罩包装YY 0131—93 口服液瓶撕拉铝盖YY 0236—1996 药品包装用复合膜〔通那么〕HG 4—559—79 抗菌素橡胶瓶塞YY 0057—51 固体药用聚烯烃塑料瓶GB 5198.1—XXXX ISO 8362—3.1989 抗生素玻璃瓶盖第1局部:铝盖GB 5198.2—XXXX ISO 8362—6:1992 ISO 8362—7:1995 抗生素玻璃瓶盖第2局部:铝塑组合盖YY 0321.2—2000 一次性使用麻醉用针YY/T 1119—1999 医用高分子制品术语YY 0169.2—94 丁基橡胶抗生素瓶塞HG 4—1179—79 聚氯乙烯薄膜胶粘剂GB 13022—91 塑料薄膜拉伸性能试验方法GB 8941.3—88 纸和纸板镜面光泽度测定法45°角测定法YY/T 0313—1998 医用高分子产品包装、标志、运输和贮存YY 0242—1996 医用输液、输血、注射器用聚丙烯专用料YY 0114—93 医用输液、输血、注射器用聚乙专用料YY 0115—93 一次性使用采血器GB 14232—93 一次性使用塑料血袋GB 15593—1995 输血〔液〕器具用软聚氯乙烯塑料GB 12256—90 注射针针管刚度试验方法GB/T 14257~14258—93 通用商品条码符号位置条码符号印刷质量的检验GB/T 柔性版装璜印刷品〔讨论稿〕GB/T 12904 商品条码YY 0321.2—2000 一次性使用麻醉穿刺包GB/T 15812—1995 医用高分子软管物理性能试验方法YY 0169.1—94 丁基橡胶输液瓶塞GB 5197.1~5197.2—1996 玻璃输液瓶盖JC 482~485—92 建筑密封膏GB/T 16259—1996 彩色建筑材料人工气候加速颜色老化试验方法GB 11942—89 彩色建筑材料色度测量方法GB/T 13891—92 建筑饰面材料镜向光泽度测定方法GB 12002—89 塑料门窗用密封条GB/T 9775—1999 eqv ISO 6308:1980 纸面石膏板GB 11982.1—89 聚氯乙烯卷材地板带基材的聚氯乙烯卷材地板GB 11982.2—1996 聚氯乙烯卷板地板第2局部:有基材有背涂层聚氯乙烯卷材地板GB 18242—2000 弹性体改性沥青防水卷材GB 8721—88 炭素材料抗拉强度测定方法GB/T 13480—92 矿物棉制品压缩性能试验方法GB/T 14209—93 纺织玻璃纤维无捻粗纱棒状复合材料压缩强度的测定GB/T 14208—93 纺织玻璃纤维无捻粗纱棒状复合材料弯曲强度的测定GB/T 14206—93 玻璃纤维增强聚酯波纹板GB/T 13096.1~13096.4—91 拉挤玻璃纤维增强塑料杆力学性能试验方法GB 1446—83 纤维增强塑料性能试验方法GB 4085—83 半硬质聚氯乙烯块状塑料地板GB 15558.1—1995 燃气用埋地聚乙烯管材GB 15558.2—1995 燃气用埋地聚乙烯管件GB/T 2567~2571—1995 树脂浇铸体性能试验方法GB/T 541—1996 石棉橡胶板试验方法GB/T 16679—1997 纤维增强塑料层合板拉- 拉疲劳性能试验方法GB 9774—1996 水泥包装袋GB/T 14074.1~14074.18—93 木材胶粘剂及其树脂检验方法GB 1452~1453—87 GB 1464—87 非金属夹层构造或芯子试验方法GB 1454~1457—88 夹层构造性能试验方法GB/T 11718—1999 中密度纤维板GB/T 17657—1999 人造板及饰面人造板理化性能试验方法GB/T 15102—94 浸渍胶膜纸饰面人造板GB 1038-70 塑料薄膜透气性试验方法GB 1037-70 塑料透湿性试验方法GB 9639-88 塑料薄膜和薄片抗冲击性能试验方法自由落镖法GB 11999-89 塑料薄膜和薄片耐撕裂性能试验方法埃莱门多夫法GB/T1038-2000〔代替GB/T1038-1970〕塑料薄膜和薄片气体透过性试验方法压差法纸箱包装标准超强下载(不要再浪费时间了,根本上都有)瓦楞纸板、瓦楞纸箱及其材料的国家标准、行业标准及有关标准GJB 1109A-1999 军用瓦楞纸箱GB/T 16717-1996 包装容器重型瓦楞纸箱YC/T 137.1-2004 复烤片烟包装瓦楞纸箱包装GB 12986-91 纸箱制图GB/T 16717-1996 包装容器重型瓦楞纸箱GB 5033-1985 出口产品包装用瓦楞纸箱SN/T 0912-2000 进出口茶叶包装检验方法SN 0449.1-1995 海运出口危险货物包装检验规程总那么(全套标准)SN/T 0004-1995 进出口商品运输包装检验规程标准编写的根本规定以上是我匆忙帮大家找来了,纸箱包装的标准十之七八可以那里找到!!搜集来可以卖标准了,呵~。
检验标准和检验规程(水果农产品)

**************检验标准和检验规程(第四版)发放编号:受控状态:编制:品管部审核:批准:更改一览表01原料、辅料检验规程一、目的为确保采购入厂原辅料符合国家有关标准和进口国有关安全卫生要求。
二、适应范围:适用于公司内所有入厂原辅料的检验3、职责:3.1仓储科负责原辅料保管、标识。
3.2品管部负责原辅料的验收和微生物检验。
4、采购:根据生产计划编制采购计划进行采购。
采购的产品必须采用合格的供方,并建立合格的供方档案。
5、检验:5.1定义5.1.1一般缺陷不影响安全、卫生质量,能通过适当的方式加以处理,并最终不影响产品质量的缺陷。
如单件重量、形状、大小等。
5.1.2严重缺陷影响成品的安全、卫生质量、危害人体健康的缺陷,如:霉烂、腐败变质,被有毒、有害物质污染等对人体健康有不可消除的危害或潜在危害的原辅材料,其它安全、卫生指标不符合有关规定的原辅材料。
5.2取样:原料以同一供应商、同一进货日期、同一品种为一批。
5.2.1参考GB/T8855《新鲜水果和蔬菜的取样方法》、SN/T0376-1995《出口水产品检验抽样方法》,并根据顾客要求进行。
5.2.1.1对于同一原料批蔬菜原料,每一检验批按2%的比例抽样,混合均匀后,检验样品。
5.2.1.2包装箱抽检货物要从批量货物的不同位置进行随机取样,抽样方案如下表:批量货物中同类货物件数抽样件数≤100 5101~300 7301~500 9501~1000 10>1000 15(最低限度)5.2.2不足一件者按一件计,每件取样数量应基本一致,并不得少于150g。
检验样品重量不少于250g。
5.2.3 取样前,应根据与计划核对商品名称、批次、标记、件数无误。
5.2.4堆垛取样:在堆垛的内外和四周均匀地抽定应抽取的件数,如包装上盖有生产年、月、日代号戳记,则应先将生产日及班次弄清,然后按其比例抽扦。
5.2.4.1 把选定的样箱集中到明亮处,每箱开一袋,用不锈钢长把勺从袋中扦取样品,扦取的样品应及时装入盛样塑料袋中,然后在现场充分混合,不小于 2.5kg 的平均样品,作好标记,填好扦取记录单(包括取样地点、日期、包装、环境、取样人等详细情况),一起装入盛样塑料袋内密闭,携回室内检验。
最全软包装相关产品标准
GB 4789.4-2016
107 食品微生物学检验 志贺氏菌检验
GB 4789.5-2012
108 食品微生物学检验 金黄色葡萄球菌检验
GB 4789.10-2016
表号: QR-CD-QC-048
文件 来源
更新时间
收录 人
网络 2019年3月
网络 2019年3月
备注
网络 2019年3月
网络 2019年3月
GB/T 18348-2008 QB/T 1130-1991
80 塑料薄膜包装袋热合强度试验方法
QB/T 2358-1998
81 出口罐头检验规程 蒸煮袋食品
SN/T 0400.10-2002
82 出口商品运输包装瓦楞纸箱检验规程
SN/T 0262-1993
83 出口冷冻食品类商品运输包装检验规程
SN/T 0715-1997
网络 2019年3月
网络 2019年3月
网络 2019年3月
网络 2019年3月
网络 2019年3月
网络 2019年3月
网络 2019年3月
网络 2019年3月
备注
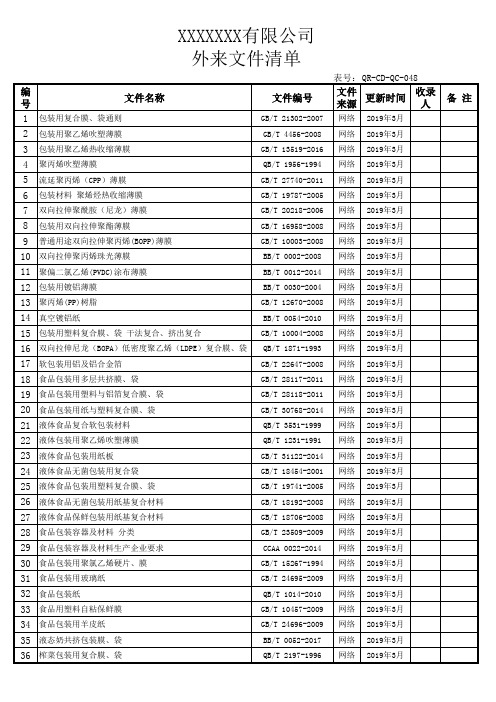
XXXXXXX有限公司
外来文件清单
编 号
文件名称
37 粮食包装 小麦粉袋
38 夹链自封袋
39 日用塑料袋
40 塑料编织袋通用技术要求
41 运输包装用单瓦楞纸箱和双瓦楞纸箱
11 聚偏二氯乙烯(PVDC)涂布薄膜
12 包装用镀铝薄膜
13 聚丙烯(PP)树脂
14 真空镀铝纸
15 包装用塑料复合膜、袋 干法复合、挤出复合
16 双向拉伸尼龙(BOPA)低密度聚乙烯(LDPE)复合膜、袋
17 软包装用铝及铝合金箔
各类型材料标准参考

聚四氟板材料标准:1、材料标准QB/T 3625-1999 聚四氟乙烯板材轻工行业标准(QB) QB/T3625-1999 本标准适用于模压法成型的聚四氟乙烯板材或将模压法、液压法成型的毛坯再经车削或滚压加工而制得的板材(以下简称“板材”)。
2、加工工艺标准:聚四氟乙烯板材ZBG33002-853、测试标准:GB/T 1040-1992 塑料拉伸性能试验方法国家标准(GB) GB/T1040-1992各类型标准参考一、聚乙烯树脂分类、型号和命名GB1845-80二、聚乙烯(PE)管材和管件根据聚乙烯公称密度和熔体流动速度命名的方法GB9642-88三、低密度聚乙烯树脂GB11115-89四、高密度聚乙烯树脂GB11116-89五、聚丙烯树脂GB12670-90六、氯乙烯均聚和共聚树脂命名GB3402-82七、悬浮法聚氯乙烯树脂GB5761-86八、聚氯乙烯树脂乳液法)HG2-883-76九、聚氯乙烯增塑糊的制备方法GB12004.2-89十、电线电缆用软聚氯乙烯塑料GB8815-88十一、聚碳酸酯材料命名GB2919-82十二、熔融法聚碳酸酯树脂GB2920-82十三、丙烯腈-丁二烯-苯乙烯(ABS)树脂GB12672-90十四、聚苯乙烯模塑和挤出塑料命名GB6594-86十五、聚苯乙烯树脂GB1267190十六、甲基丙烯酸甲酯共聚模塑料ZBG32003-89十七、聚苯乙烯树脂(悬浮法)HG2-1015-77十八、聚酰胺6树脂HG2-868-76十九、聚酰胺1010树脂HG2349-92二十、模塑和挤塑用聚全氟乙丙烯树脂GB9351-88二十一、聚四氟乙烯材料命名GB5477-85二十二、聚四氟乙烯树脂细粒模压粉GB832987二十三、通用型模压用聚四氟乙烯树脂GB7136-86二十四、聚三氟氯乙烯HG2-532-67二十五、酚醛模塑料命名GB1403-86二十六、酚醛模塑料GB1404-86二十七、电气绝缘用酚醛模塑料JB3959-85二十八、4330酚醛玻璃纤维压塑料JB2948-81二十九、氨基模塑料命名GB3403-82三十、氨基模塑料GB13454-92三十一、4220氨基压塑料JB317382三十二、电气绝缘用氨基模塑料JB3960-85三十三、玻璃纤维增强塑料(玻璃钢)用液体不饱和聚酯树脂GB8237-87三十四、环氧树脂命名GB1630-89三十五、E型环氧树脂(E51.E44.E42.E20.E12)HG2-74172三十六、聚醚多元醇命名GB12008.1-89三十七、聚醚多元醇规格GB12008.2-89三十八、软质聚氨酯泡沫塑料GB10802-89三十九、聚乙烯醇树脂命名GB12010.1-89四十、聚乙烯醇树脂规格GB11010.2-89四十一、4250有机硅石棉压塑料Q/D153-66四十二、离子交换树脂产品分类、命名及型号GB1631-79四十三、热固性塑料水润滑耐磨材料JB/T3199-94四十四、电气绝缘用热固性模塑料一般要求JB3958-85四十五、电气绝缘用热固性模塑料试验方法JB3961-85四十六、电工绝缘压塑料验收、包装、标志、贮存和运输通用规则JB895-66 四十七、木质层积塑料技术条件ZBB70003.1-87四十八、木质层积塑料试件选取ZBB70003.2-87四十九、木质层积塑料试件尺寸ZBB70003.3-87五十、木质层积塑料试件尺寸的测量ZBB70003.4-87五十一、木质层积塑料密度的测定ZBB70003.5-87五十二、木质层积塑料含水率的测定ZBB70003.6-87五十三、木质层积塑料冲击韧性的测定ZBB70003.7-87五十四、木质层积塑料顺纹胶层剪切强度的测定ZBB70003.8-87五十五、木质层积塑料静曲强度的测定ZBB70003.9-87五十六、木质层积塑料顺纹抗拉强度的测定ZBB70003.10-87五十七、木质层积塑料顺纹抗压强度的测定ZBB70003.11-87五十八、木质层积塑料24h吸水率的测定ZBB70003.12-87五十九、木质层积塑料端面布氏硬度的测定ZBB70003.13-87六十、木质层积塑料极限吸水率的测定ZBB70003.14-87六十一、木质层积塑料极限体积膨胀率的测定ZBB70003.15-87六十二、塑料件通用技术条件CB867-83六十三、塑料制件尺寸公差SJ1372-78六十四、热塑性塑料管材的公称外径和公称压力(公制系列)GB4217-84六十五、农业用聚乙烯吹塑薄膜GB4455-94六十六、热塑性塑料管材及管件密度的测定第I部分:聚乙烯管材及管件基准密度的测定GB7155.1-87六十七、热塑性塑料管材及管件密度的测定第Ⅱ部分:聚丙烯管材及管件基准密度的测定GB7155.2-87六十八、聚乙烯(PE)管材外径和壁厚极限偏差GB13018-91六十九、聚乙烯管材SG80-75七十、高压聚乙烯重包装袋(膜)SG224-81七十一、聚乙烯吹塑桶GB13508-92七十二、聚乙烯吹塑农用地面覆盖薄膜GB13735-92七十三、包装用聚乙烯吹塑薄膜GB4456-84七十四、高密度聚乙烯吹塑薄膜GB12025-89七十五、聚乙烯挤出板材ZBG33007-89七十六、高密度聚乙烯单丝GB5664-85七十七、聚丙烯(PP)管材外径和壁厚极限偏差GB13019-91七十八、改性聚丙烯层压板材GB12024-89七十九、热封型双轴拉伸聚丙烯薄膜GB12026-89八十、通用型双向拉伸聚丙烯薄膜GB10003-88八十一、聚酯(PET)-铝箔(Al)-聚丙烯(CPP)复合膜、袋GB10004-88八十二、双向拉伸聚丙烯复合低密度聚乙烯(BOPP/LDPE)薄膜和包装袋GB10005-88 八十三、聚丙烯挤出片材ZBG33006-89八十四、聚丙烯编织袋SG213-80八十五、聚丙烯管材SG246-81八十六、聚丙烯吹塑薄膜SG354-84八十七、聚丙烯捆扎绳SG 281-83八十八、硬聚氯乙烯板材GB4454-84八十九、化工用硬聚氯乙烯管材GB4219-84九十、硬质聚氯乙烯泡沫塑料板材QB/T1650-92九十一、硬聚氯乙烯(PVC-U)管材外径和壁厚极限偏差GB13020-91九十二、化工用硬聚氯乙烯管件GB4220-84九十三、聚氯乙烯塑料波纹电线管ZGB33008-89九十四、聚氯乙烯热收缩薄膜、套管ZBG33009-89九十五、未增塑聚氯乙烯窗用模塑料第一部分:命名GB12001.1-89九十六、未增塑聚氯乙烯窗用模塑料第二部分:质量规格GB12001.2-89九十七、未增塑聚氯乙烯窗用模塑料第三部分:性能试验方法GB12001.3-89九十八、食品包装用硬质聚氯乙烯薄膜GB10805-89九十九、门、窗框用硬聚氯乙烯(PVC)型材GB8814-88一○○、硬聚氯乙烯焊条HGB2161-62一○一、硬聚氯乙烯薄片HGB2162-62一○二、硬聚氯乙烯(PVC)楼梯扶手ZBY28001-85—○三、食品包装用压延聚氯乙烯(PVC)硬片ZBY28003-85一○四、半硬质聚氯乙烯块状塑料地板GB4085-83一○五、软聚氯乙烯管材SG79-74一○六、医用软聚氯乙烯管材GB10010-88一○七、软聚氯乙烯吹塑薄膜SG81-84一○八、软聚氯乙烯压延薄膜和片材GB/T3830-94一○九、软聚氯乙烯挤出板材SG245-81一一○、软聚氯乙烯印花薄膜QB1127-91一一一、聚氯乙烯塑料凉鞋GB3806-83一一二、聚氯乙烯塑料泡沫凉鞋SG244-81一一三、聚氯乙烯夹芯发泡组装凉鞋SG384-84一一四、聚氯乙烯微孔塑料拖鞋GB/T3807-94一一五、聚氯乙烯塑料鞋底SG8-67一一六、聚氯乙烯人造革GB8948-88一一七、聚氯乙烯壁纸GB8945-88一一八、聚氯乙烯压延唱片片基技术条件GY/Z3-79一一九、聚苯乙烯泡沫塑料板材SG232-81一二○、聚苯乙烯泡沫塑料包装材料SG233-81一二一、浇铸型工业有机玻璃板材、棒材和管材GB7134-86一二二、浇铸型珠光有机玻璃板材GB7135-86一二三、珠光有机玻璃钮扣SG124-77一二四、丙烯腈-丁二烯-苯乙烯(ABS)塑料挤出板材GB10009-88一二五、聚四氟乙烯管材ZBG33001-85一二六、聚四氟乙烯板材ZBG33002-85一二七、聚四氟乙烯棒材ZBG33003-85一二八、聚四氟乙烯薄膜ZBG33004-85一二九、螺纹密封用聚四氟乙烯生料带ZBG33005-89一三○、填充聚四氟乙烯导轨软带GB10904-89一三一、填充聚四氟乙烯导轨软带技术条件GB10905-89一三二、聚合物增强热塑性材料排吸软管GB10548-89一三三、热塑性塑料管材通用壁厚表GB10798-89一三四、糊状挤塑用聚四氟乙烯树脂GB11990-89一三五、电工绝缘热固性层压制品验收、包装、标志、贮存和运输通用规则GB1305-77 一三六、3020、3021酚醛层压纸板GB1302-77一三七、3240环氧酚醛层压玻璃布板GB1303-77一三八、酚醛层压板HG2-212-65一三九、酚醛胶布轴瓦ZBY28002-85一四○、聚氨酯人造革GB894988一四一、滚动轴承用酚醛层压布管技术条件JB/T4037-93一四二、6050聚酰亚胺薄膜JB272680一四三、塑料扣SG125-77一四四、塑料打包带GB12023-89一四五、塑料牙WS2-204-75一四六、复合塑料编织袋GB8947-88一四七、出口塑料编织袋检验规程ZBY28005-87一四八、塑料鱼箱规格系列、技术及卫生要求SC116-83一四九、食品塑料周转箱GB5737-85一五○、饮料塑料周转箱GB5738-85一五一、啤酒塑料周转箱GB5739-85一五二、塑料贴面板LY218-80一五三、蔬菜塑料周转箱GB8868-88一五四、农药用钙塑瓦楞箱GB5736-85一五五、玻璃纤维增强塑料冷却塔GB7190-87一五六、玻璃纤维增强塑料浴缸GB7191-87一五七、坐便器塑料坐圈和盖GB8285-87。
质量管理体系专业审核作业指导书砂糖的制作

质量管理体系专业审核作业指导书砂糖的制作 It was last revised on January 2, 2021质量管理体系专业审核作业指导书ZJQC--TG-0301:2001砂糖的制作北京中经科环质量认证有限公司发布日期:2001-04-01 实施日期:2001-04-01目录目录(1)前言(2)1 范围(3)2 引用文件(3)3 定义(3)4 产品范围、特点与专业代码(4)5 产品典型流程(6)6 关键质量活动(6)7 审核要点与审核方法(8)8 法规与技术标准/规范要求的检查方法(12)附录A (13)附图一前言为保证本公司的审核员在审核甘蔗制造白砂糖时,能够准确把握专业特点,抓住主要过程的关键质量活动进行审核,使本公司的审核工作达到规定的水平,依据GB/T19001—2000标准,制订本专业的审核作业指导书。
本专业审核作业指导书侧重专业上的要求,是通用审核要求的补充,不是替代。
本专业审核作业指导书附录中列出的法律法规要求和强制性技术要求/规范等,是本专业质量管理体系认证审核的依据之一。
本专业审核作业指导书附录A是提示的附录。
本专业审核作业指导书起草单位:北京中经科环质量认证有限公司。
本专业审核作业指导书主要起草人:林海根。
1 范围本审核作业指导书规定了按GB/T标准,对甘蔗制作白砂糖企业认证审核的基本要求。
本专业审核作业指导书适用于以甘蔗、甜菜或糖为原料制作白砂糖企业的质量管理体系认证审核。
2 引用文件GB317—1998 白砂糖GB13104---91 白糖卫生标准GB7718----94 食品标签通用标准食品卫生检验方法微生物学部分食品卫生标准的分析方法GB8946---88 塑料编织袋3 定义甘蔗蔗糖分----甘蔗中蔗糖质量对甘蔗质量的百分率。
甘蔗纤维分----甘蔗组织中不溶于水的干物质对甘蔗质量的百分率。
蔗渣转光度----可近似等于蔗渣中蔗糖质量对蔗渣质量的百分率。
混合汁----各压榨机组所榨出的蔗汁混合在一起称为混合汁。
塑料编织袋危害分析及HACCP计划

塑料编织袋危害分析及H A C C P计划(总25页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--塑料编织袋危害分析及HACCP计划编号:XY/J-014-2014编制:安全小组审核:批准:2014-04-01发布 2014-04-01实施×××有限公司目录1、发布令 (1)2、适用范围 ............................................................................................. 错误!未定义书签。
3术语和定义 (4)4制定HACCP法律与法规依据 (8)5企业概况 (9)6 组织结构与管理职责 (10)7 HACCP小组及职责 (11)8产品描述………………………………………………………………………........... 错误!未定义书签。
9产品工艺流程图和工艺描述 ............................................................ 错误!未定义书签。
10危害分析工作单................................................................................. 错误!未定义书签。
11 HACCP计划表 (21)10、关键限值与操作限值说明........................................................... 错误!未定义书签。
11、CCP点监控纠偏操作规程........................................................... 错误!未定义书签。
12 体系验证程序 (27)1、发布令本公司视实际需要,为了确保产品安全卫生要求特制订HACCP质量体系文件。
塑料编织袋企业安全工作规程

青海盐湖工业股份有限公司综合开发分公司资料整理:李大年2013年8月12日目录---------------------------------------------------------------------第一部分通用安全工作规程第一章总则第1节通则第2节生产厂房和工作场所第3节工作人员的条件和服装第4节设备维护第5节一般电气安全注意事项第6节工具的使用第7节在电缆井下和管沟内的工作第二章管道、容器的检修第1节水管道的检修第2节容器内的检修第三章电焊和气焊第1节一般安全工作要求第2节电焊第3节气焊第4节氩弧焊第四章高处作业第1节一般注意事项第2节脚手架第3节梯子第四节脚手架拆除第五章起重和搬运第1节一般安全工作要求第2节各式起重机第3节电瓶车第4节叉车第5节电动葫芦第6节皮带输送机第7节手动液压托盘车第8节电动堆高车第9节电动液压搬运车第二部分塑料编织安全工作规程第一章塑料挤出平模扁丝机组第1节一般安全管理要求第2节生产场所安全第3节开机前检查第4节开机第5节运行安全第6节停机第7节维护保养第二章塑料圆织机组第三章塑料挤出覆膜机组附录 1 热力机械工作票附录2 原料库的防火间距附录3 起重设备的检查与试验参考标准机械工作票制度的补充规定附件1 电厂热力机械工作票附件2 机械工作票安全措施附页附件3 检修工作停电联系单附件4 检修试转送电联系单第一部分通用安全工作规程第一章总则第1节通则第1条按照“在提高企业经济效益,必须保护职工的安全、健康”的原则,结合塑料编织生产多年来的实践经验,制定本规程。
第2条坚决贯彻“安全第一、预防为主、综合治理”的方针。
安全生产,人人有责,各级领导必须以身作则,要充分调动全体员工和依靠全体员工,要发挥安全监察机构和全员性的安全组织的作用,严格监督本规程的贯彻执行。
第3条担任塑料编织工作的各级领导人员、生产工人、技术人员等单位的有关人员,均应熟悉本规程的有关部分,并在工作中认真贯彻执行。
大米加工厂食品安全管理制度

(一)、进货查验记录管理制度................ 错误!未定义书签。
(二)、出厂检验记录制度.................... 错误!未定义书签。
(三)、生产过程质量控制制度................ 错误!未定义书签。
(四)、关键控制点管理制度.................. 错误!未定义书签。
(五)、不安全食品召回制度.................. 错误!未定义书签。
(六)、从业人员健康管理制度................ 错误!未定义书签。
(七)、食品安全自查管理制度................ 错误!未定义书签。
(八)、食品安全事故应急处置方案............ 错误!未定义书签。
(一)、进货查验记录管理制度一、目的为了加强食品质量安全管理,对本公司进货(稻谷及食品塑料包装物)查验记录进行规范,确保所采购原料符合食品安全GB2715标准要求,采购的塑料编织袋符合GB/T 8946塑料编织袋通用技术要求。
二.适用范围适用于本公司内所有生产原物料的采购、进货管理。
三、职责采购负责合格供应商的评估、供应商档案的建立、更新。
仓库负责采购进货产品的数量、品种核对、记录填写;质量部负责供应档案、《合格供应商名录》的审核,进货产品票证的查验、原物料的验收。
四、作业内容所有公司采购的原物料(稻谷及包装物)均严格按照采购管理要求,建立合格供应商档案,及合格供应商名录,审验供应商的经营资格(如营业执照、生产许可证、产品检验报告等);指定经培训合格的人员负责大米包装物采购索证索票、进货查验和采购记录。
大宗包装物采购应从《合格供应商名录》的供应商中采购,并与供应商签订包括保证食品安全内容的采购供应合同或采购订单;每批原物料来货时,应由供应商提供送货单(必须包括但不限于供货方名称、产品名称、数量、送货日期等信息)和出厂检验报告或合格证文件;零星物料的采购应到从事流通经营单位(经销商、定点批发市场等)采购,应当查验并留存加盖有公章的营业执照和食品流通许可证等复印件;留存盖有供方公章(或签字)的每笔送货单或每笔购物凭证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
版次:A/0编号:YL/JS03—2007
产品质量标准及检验规程
塑料复合编织袋
编制:质检部
审核:
批准:
2008年06月01日发布2008年06月01日实施
有限公司发布
食品包装用塑料编织袋编号:YL/JS03—2007
1范围
本程序规定了塑料编织袋、复合塑料编织袋出厂的的技术要求、检验项目、检验规则、检验方法及标志、包装运输、贮存。
本标准适用以聚丙烯、聚丙烯树脂为主要原料经挤出、拉伸成扁丝、再经织造、印刷、复膜、裁切、制袋而加工成的食品包装用塑料编织袋产品。
2引用文件
GB/T8946—1998塑料编织袋
GB/T8947—1998复合塑料编织袋
GB/T1039—92塑料力学性能试验方法总则
GB/T1040—92塑料拉伸性能试验方法
GB/T2828—87逐批检查记数抽样程序及抽样表(适用于连续批的检查)
GB/T2918—82塑料试验状态调节和试验的标准环境
GB/T4857.5—92包装运输包装件跌落性能试验方法
GB/T5009.60—2003食品包装用聚氯乙烯、聚苯乙烯、聚丙烯成型品卫生指标的分析方法
GB9688—1988食品包装用聚丙烯成型品卫生标准
GB9687—1988食品包装用聚苯乙烯成型品卫生标准
3产品分类
缝底袋、A型、B型
4检验项目和要求
4.2复合塑料编织袋
4.2.1外观质量
外观质量应符合表4
表4
4.2.2基材尺寸
圆筒袋双面复合时,双侧各应大于基材5mm
4.2.3允许偏差
允许偏差应符合表5
表5
4.2.4物理性能
物理性能应符合表6
表6
5检验方法
5.1外观检验
在自然光线下目测
5.2长度和宽度
将袋摊平,用精确至1mm的直尺,在中间和离边100mm处测量三处,直尺应与袋边平行,以最大偏差作为测试结果。
5.3经密度、纬密度
将袋摊平,在袋的上下两个对角处圈定100mm×100mm两方块,方块外边线与袋边线相距100mm,目测方块内的经、纬根数,取其平均值,计算时当讫点最后不足一根时,按一根计。
5.4袋的单位面积质量
袋的单位面积质量下式计算
M=M C+M Z+M S
式中:M——袋的单位面积质量,g/m2;
M C——布的单位面积质量,g/m2;
M Z——纸的单位面积质量,g/m2;
M S——复合膜的单位面积质量,g/m2。
在5.3测定经密度、纬密度处取下面积为100mm×100mm的试样四快,
用感量为0.01g的分析天平称取质量,取其算术平均值,按下式计算单位面积质量偏差。
M1-M0
T=×100
M0
式中:T——算单位面积质量偏差,%;
M1——100cm2试样的质量×100,g/m2;
M0——公称单位面积质量,g/m2。
5.5腹膜厚度的测定
5.5.1取样方法:分别剪去纸、编织布和复合后的二合一、三合一试样各三块,每块面积为100cm2。
5.5.2测试方法:用最小分度值为0.01g的分析天平称取质量,取其算术平均值,
腹膜厚度的计算
m-m c-m z
δ=×10
D
式中:δ——复合膜的厚度,mm;
m——每平方厘米二合一或三合一的质量,g/cm2;
m c——每平方厘米未经复合的编织袋的质量,g/cm2;
m z——每平方厘米未经复合纸的质量,g/cm2;
D——复合膜的密度g/cm3。
5.6拉伸负荷
5.6.1试验条件按GB/T1039规定进行:试样在温度23℃±2℃、常湿状态调节4h并在此条件下进行试验;
5.6.2试验设备应符合GB/T1040-92第6章有关设备规定:夹具间距为200mm,空车下降速度为200mm/min±
20mm/min;
5.6.3取样方法
以缝纫卷折面为取样面按GB/T8847—1998图2所示部位在每个袋上取径向、纬向、缝边向、缝底向、试样各两块,长300mm,宽约60mm,再修正到50mm,如最后一根超过半根则留之。
缝向试样的两边缝边应适当留长,平针法如GB/T8847—1998图3,连锁法如GB/T8847—1998图4两边
5.6.4记录试样的拉伸负荷,取其算术平均值;
5.6.5试验中如遇到试样在夹具中破裂、滑落等影响准确性情况时,应另换式样重做。
那个边个各打三道结。
5.7剥离力
5.7.1按GB/T8808规定进行
5.7.2
5.7.3试验时按GB/T8847—1998图2所示部位在袋的另一面顺丝的走向分别剪取径向、纬向试样各两块宽30mm
在试样的一端用手或胶粘带将膜和布分开50mm,分别夹在试验机夹具上,夹具间距100mm试验速度度为200mm/min ±20mm/min;试验结果以算术平均值表示,精确到0.1N
如果试样在用手或胶粘带无法将膜、纸分开,使试验无法进行时则以合格判定。
6检验规则
6.1组批
同一型号、规格的产品为一批,每批不超过15万条。
6.2抽样
6.2.2拉伸负荷每批随机抽样5条,其中2条为备用,3条取样测定。
6.2.3其他检验项目按第5章规定随机抽取,试样数量应能满足所需项目的实验要求
6.3检验分类
6.3.1出厂检验
6.3.1.2复合塑料编织袋
外观质量、基材尺寸、允许偏差、物理性能:不得单位面积拉伸负荷、剥离力。
6.3.2型式检验
6.3.2.1型式检验为技术要求中的全部项目,有下列情况
之一者,应进行型式检验。
a.新产品或老产品转产生产的试制定型鉴定;
b.原材料及工艺有较大改变时,可能影响产品性能;
c.出厂检验结果与上次型检结果有差异时;
d.国家质量监督机构提出进行型式检验要求时;
e.正常生产时,卫生性能每年进行一次检验,其余项目根据客户要求进行
7判定规则;
7.1样本单位的质量判定
袋的外观和偏差按4.1、4.2进行检验,若全部项目检验合格,则样本单位为合格;
7.2合格批的质量判定:
袋的袋的外观和偏差合格判定按GB2828规定进行,每百万单位产品不合格品数表示批质量,一般检查水平为I,合格质量水平(AQL)为6.5,具体见上图;
拉伸负荷试验若有不合格项目,应重新在原批中加倍取样对不合格项目进行复检,若复检结果合格,则判该批为合格。
判定为不合格批的产品,执行《不合格品控制程序》
8标志、包装、运输、贮存
8.1标志
每箱、袋产品应标明名称、规格、批号、数量、标准代号、检验员代号、生产日期和厂名、厂址,并附有合格证。
8.2包装
8.2.1袋包装应牢固、平整、适应于运输。
8.2.2每包件包装条数由供需双方协商解决
8.2.3每包件内应有合格证
8.3运输
袋的运输过程中应轻装轻卸,避免日晒、雨淋、并不受污染,保持包装完整。
8.4贮存
产品应贮存于阴凉、清洁、卫生、空气流通的库房内,不得靠近热源,并不得堆放过高。
贮存期自生产日期起,不得超过十八个月。