ISO9001-2015注塑快速换模程序
注塑换模作业指导书
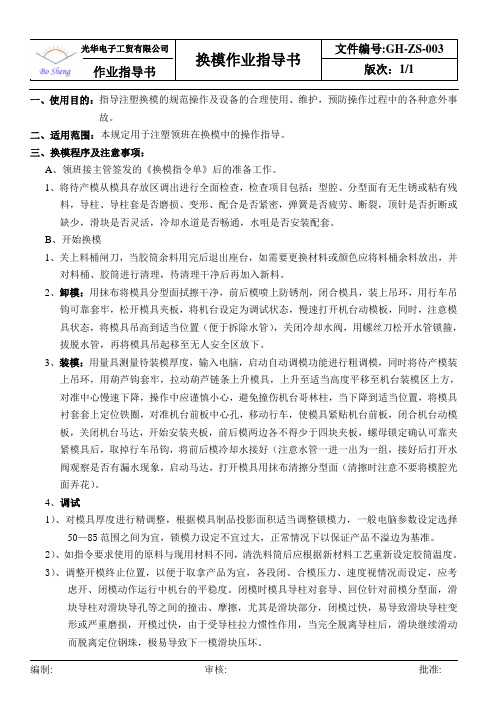
一、使用目的:指导注塑换模的规范操作及设备的合理使用、维护,预防操作过程中的各种意外事故。
二、适用范围:本规定用于注塑领班在换模中的操作指导。
三、换模程序及注意事项:A、领班接主管签发的《换模指令单》后的准备工作。
1、将待产模从模具存放区调出进行全面检查,检查项目包括:型腔、分型面有无生锈或粘有残料,导柱、导柱套是否磨损、变形、配合是否紧密,弹簧是否疲劳、断裂,顶针是否折断或缺少,滑块是否灵活,冷却水道是否畅通,水咀是否安装配套。
B、开始换模1、关上料桶闸刀,当胶筒余料用完后退出座台,如需要更换材料或颜色应将料桶余料放出,并对料桶、胶筒进行清理,待清理干净后再加入新料。
2、卸模:用抹布将模具分型面拭擦干净,前后模喷上防锈剂,闭合模具,装上吊环,用行车吊钩可靠套牢,松开模具夹板,将机台设定为调试状态,慢速打开机台动模板,同时,注意模具状态,将模具吊高到适当位置(便于拆除水管),关闭冷却水阀,用螺丝刀松开水管锁箍,拔脱水管,再将模具吊起移至无人安全区放下。
3、装模:用量具测量待装模厚度,输入电脑,启动自动调模功能进行粗调模,同时将待产模装上吊环,用葫芦钩套牢,拉动葫芦链条上升模具,上升至适当高度平移至机台装模区上方,对准中心慢速下降,操作中应谨慎小心,避免撞伤机台哥林柱,当下降到适当位置,将模具衬套套上定位铁圈,对准机台前板中心孔,移动行车,使模具紧贴机台前板,闭合机台动模板,关闭机台马达,开始安装夹板,前后模两边各不得少于四块夹板,螺母锁定确认可靠夹紧模具后,取掉行车吊钩,将前后模冷却水接好(注意水管一进一出为一组,接好后打开水阀观察是否有漏水现象,启动马达,打开模具用抹布清擦分型面(清擦时注意不要将模腔光面弄花)。
4、调试1)、对模具厚度进行精调整,根据模具制品投影面积适当调整锁模力,一般电脑参数设定选择50—85范围之间为宜,锁模力设定不宜过大,正常情况下以保证产品不溢边为基准。
2)、如指令要求使用的原料与现用材料不同,清洗料筒后应根据新材料工艺重新设定胶筒温度。
注塑快速换模方法

注塑快速换模方法
注塑过程中,模具的换模是一个非常重要的环节。
传统的注塑换模方法需要耗费大量的时间和人力,而且易出现误操作导致机器损坏和延误生产进度等问题。
为了提升注塑生产效率,加快换模速度,现有一些注塑快速换模方法值得借鉴。
1. 预热换模法
在注塑过程中,模具的温度会影响成型品的质量。
因此,在换模前,先将新模具预热到与已用模具相同的温度,可以大大减少注塑过程中的温度调整时间。
这种方法适用于生产相同或类似材料的产品。
2. 模具快速拆卸法
传统的模具拆卸需要使用螺栓和手动工具,费时费力。
而现在的模具快速拆卸系统可以通过气动或液压力量,快速将模具拆卸下来,不仅速度快,而且能够减少误操作和人员受伤的风险。
3. 模具快速定位法
模具的定位非常重要,如果定位不准确,会导致模具磨损、产品变形甚至是机器损坏。
现在,一些注塑生产企业通过采用模具快速定位系统,可以快速且准确地将模具定位,保障产品质量和生产安全。
4. 模具分离法
某些大型模具不仅重量较大,而且难以拆卸和定位。
在这种情况下,使用模具分离法可以快速将模具分为几个部分,便于更换和
维护,也可以减少人力和机器损耗。
总之,注塑快速换模方法可以大大缩短换模时间,提高生产效率和产品质量,具有非常重要的意义。
未来,随着技术的不断进步,相信注塑快速换模方法还会不断更新和完善。
注塑厂塑料厂ISO9001-2015质量管理体系全套作业指导书操作规程
注塑厂塑料厂ISO9001-2015质量管理体系全套作业指导书操作规程空气压缩机操作规程破碎机操作规程混料机操作规程注塑机操作规程LMM-10A万能磨刀机操作规程磨床操作规程转塔铣床安全操作规程烤料机安全操作规程水泵安全操作规程模具保养工作规程砂轮机安全操作规程摇臂钻床安全操作规程台钻操作规程砂轮切割机安全操作规程普通车床的安全操作规程电脑锣安全操作规程火花机安全操作规程吊机安全操作规程工业冷水机安全操作规程食品用制品车间卫生前置操作规程紫外灯标准操作规程线切割机操作规程氲弧焊机操作规程远红外线收缩膜包装机操作规程电焊机操作规程保鲜盒盖折合试验机操作规程干燥机操作规程冷冻箱操作规程落镖冲击仪操作规程拉力机的操作规程微波炉操作规程保鲜盒试漏机操作规程试验仪器维修保养作业指导书聚氨酯底压发泡机操作规程吹塑机操作规程数控电火花穿孔机安全操作规程锯床操作规程注塑车间产品环境卫生管理规程生产车间环境卫生管理规程安全生产管理制度检测室管理制度虫鼠控制规程利器控制规程玻璃脆性塑料控制规程灾后重建复产计划监视和测量设备操作作业指导书客户抱怨处理制度图纸及技术资料管理办法模具验收作业规程注塑工艺流程图外发加工管理办法产品包装管理办法生产运作规程报关作业指导书车间管理规程交接班管理规程模具制作规程碎料混料加料工作指引新产品试产作业指引仓库管理规定危险化学品仓管理规定危害因素分析工作单(食品用塑料容器)进料检验作业规范过程检验作业规范成品检验作业规范注塑产品检查作业指导QC工作指引规程首件确认管理规定SPC管理规定保温箱附件检验作业指导书保鲜盒外购件检验作业指导书不合格品召回制度彩色纸盒检验作业指导书产品危害分析和控制规程车间设备检修保养作业指导书车间设备日常保养作业指导书成品检验规程地拖桶检验作业指导书方形夹仔检验作业指导书工艺管理制度潜在紧急情况及事故应急预案塑料盒冷冻试验作业指导书退货品管理制度质量考核办法注塑工艺作业指导书注塑机安全操作指引。
注塑部快速换模图解
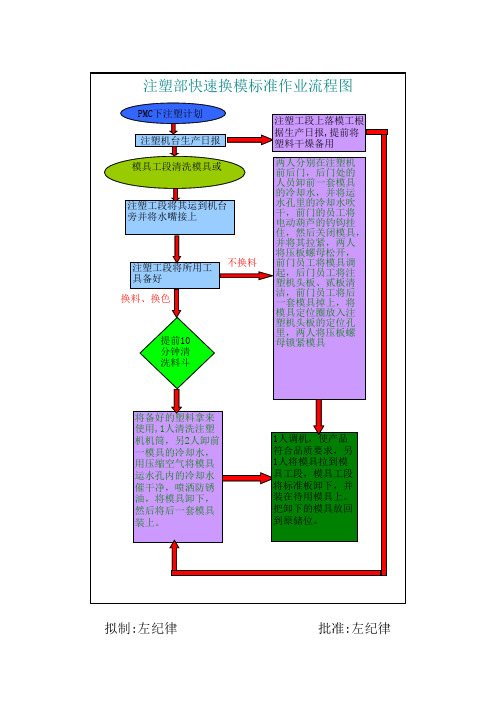
PMC下注塑计划 PMC下达计划 注塑机台生产日报表 模具工段清洗模具 模具工段清洗模具或
注塑工段上落模工根 据生产日报,提前将
注塑工段将其运到机台 旁并将水嘴接上
注塑工段将所分别在注塑机 前后门,后门处的 人员卸前一套模具 的冷却水,并将运 水孔里的冷却水吹 干,前门的员工将 电动葫芦的钓钩挂 住,然后关闭模具, 并将其拉紧,两人 将压板螺母松开, 前门员工将模具调 起,后门员工将注 塑机头板、贰板清 洁,前门员工将后 一套模具掉上,将 模具定位圈放入注 塑机头板的定位孔 里,两人将压板螺
拟制:左纪律
批准:左纪律
将备好的塑料拿来 使用,1人清洗注塑 机机筒,另2人卸前 一模具的冷却水, 用压缩空气将模具 运水孔内的冷却水 催干净,喷洒防锈 油,将模具卸下, 然后将后一套模具
1人调机,使产品 符合品质要求,另 1人将模具拉到模 具工段,模具工段 将标准板卸下,并 装在待用模具上。 把卸下的模具放回 到原储位。
快速换模标准化作业

快速换模标准化作业
快速换模标准化作业是指在生产过程中,尽可能地减少模具更换时间,提高模具更换的效率和准确性。
以下是一些常见的快速换模标准化作业的方法和步骤:
1. 提前准备:提前准备好需要更换的模具和相关的工具、设备,并确保它们处于良好的工作状态。
2. 制定详细的操作流程:制定详细的模具更换操作流程,包括每个步骤的具体操作、时间要求和责任人。
3. 确定模具更换团队:确定一个高效的模具更换团队,包括有经验的操作人员和相关的技术人员。
每个人都应明确自己的职责和任务。
4. 加强培训和沟通:对团队成员进行培训,确保他们了解操作流程和相关注意事项。
定期组织会议和沟通,及时解决问题和改进措施。
5. 准备辅助装置:根据需要,准备好辅助装置,如吊机、千斤顶或其他设备,以便更换模具时提供支持和帮助。
6. 提供标准化工具和夹具:提供标准化工具和夹具,以帮助更换模具时进行稳固和准确的固定。
7. 开展模具维护保养:定期进行模具的维护保养工作,包括清洁、润滑和更换磨损零部件,以延长模具的使用寿命并减少更
换次数。
8. 追踪和分析数据:记录每次模具更换的时间、原因和效果,并进行数据分析和评估,发现问题和改进措施。
通过以上的方法和步骤,可以使模具更换变得更加快速、高效和准确,从而提高生产效率和产品质量。
注塑机换模流程、步骤及注意事项

1. 人员必须熟悉并严格遵守安全守则。
2. 吊模前,应检查吊机动作状况及各按钮功能是否健全正常、吊环安装是否牢靠、使用的钢绳有无断股、所吊模具是否超重?若发现有问题,应马上停止工作。
3. 装吊钩时,严禁一边套吊钩,一边操作吊机,防止手指被夹在吊钩与吊环之间而受伤。
4. 起吊模具时,思想要集中,并要小心谨慎,看清按钮方向,以防按错按钮出现意外事故。
5. 上模前要将所有的工具及喉嘴准备好(喉嘴缠好防漏水胶布),减少模具起吊后留空时间。
模具开始时要慢慢(不可突然快速)起吊,吊运模具的高度应在80CM以下,将模具移动到机身附近才能升高,以防中途模具落下伤人。
6. 吊运模具过程中,应通知过道中的人让开,并用左手扶住模具的侧边,防止模具转动落下或碰伤人。
严禁起吊的模具从有人的地方/机身上方/操作键盘或屏幕上方经过,防止模具落下伤人或损坏机器。
7. 严禁站在被吊物品(模具)下边操作,起吊模具时,操作者应与模具保持1米以上的距离(水平方向)。
装模具下方喉嘴时,除手掌外,身体任何部位不准位于模具堕下的区域,以防模具落下伤人。
8. 严禁模具在空中长时间(10分钟以上)停留或起吊者长时间离开现场。
9. 当吊机发生故障或吊机运行过程中出现异常现象(如:异响、马达不动作或被吊物品自动下滑等)时,应立即将被吊物品放下,停止使用该吊机,挂上“禁止使用”的告示牌,并通知IE部派人检修。
10. 装模前,应将开/合模速度降低至25%左右,并将所操作按钮键调在手动(零位)上,处于在“低压手动”状态。
11. 装模时应关掉油泵马达电源,调整模具在机内的位置时,尽量不用拉(拽)吊链的方式来移动模具。
若必需时需用“提拉”的方法拉动模具缓慢前移,切勿用力过大过猛,以防拉断吊链,出现意外。
12. 对嘴时,严禁将手放在模具与炮嘴之间的位置。
炮嘴前进时,禁止用手清理注嘴孔附近的熔胶、异物及调整/观看对嘴孔位置的低片,防止被夹在注嘴和模具之间。
13. 打码仔时必须牢固可靠,待模具安装完毕后才能取下吊钩/吊环。
快速换模流程

快速换模流程1. 引言快速换模是指在生产过程中,将机器从一种产品生产切换到另一种产品生产的过程。
快速换模的目标是尽量减少切换时间,提高生产效率和灵活性。
本文将详细介绍快速换模的步骤和流程,以确保流程清晰且实用。
2. 准备工作在进行快速换模之前,需要进行一些准备工作,包括: - 确定要生产的产品类型和规格; - 收集相关的模具、工具和设备; - 准备好所需的原材料; - 组织相关人员,并进行培训。
3. 制定计划在进行快速换模之前,制定一个详细的计划非常重要。
计划应包括以下内容: -切换时间的目标; - 每个步骤的时间限制; - 每个人员的职责和任务分配; -检查点和质量控制措施。
4. 停机准备在开始快速换模之前,需要进行停机准备: 1. 停止当前产品的生产,并清理生产线上的杂物。
2. 关闭相关设备,并确保安全。
5. 卸载模具卸载当前产品的模具是进行快速换模的第一步。
在卸载模具之前,需要进行以下操作: 1. 关闭机器电源,并确保安全。
2. 使用合适的工具,将模具从机器上移除。
3. 将模具放置在指定的位置,并进行清洁和维护。
6. 准备新模具准备新模具是进行快速换模的关键步骤之一。
在准备新模具之前,需要进行以下操作: 1. 检查新模具的完整性和质量。
2. 清洁新模具,并确保其表面无尘和无污染。
3. 安装必要的附件和辅助设备。
7. 安装新模具安装新模具是进行快速换模的重要步骤之一。
在安装新模具之前,需要进行以下操作: 1. 确保机器处于停机状态,并关闭机器电源。
2. 使用合适的工具,将新模具安装到机器上。
3. 调整和校准新模具,以确保其位置正确并且能够正常运行。
8. 调试和测试在完成新模具的安装后,需要进行调试和测试以确保其正常运行。
调试和测试包括以下内容: 1. 打开机器电源,并进行初步测试。
2. 调整机器参数和设定,以适应新模具。
3. 进行试生产,并检查产品质量和规格是否符合要求。
9. 生产验证在完成调试和测试后,需要进行生产验证以确保快速换模的成功。
快速换模的8个步骤

快速换模的8个步骤
嘿,咱今儿就来说说快速换模的 8 个步骤,这可真是个有意思的事
儿呢!
第一步啊,就像是给机器来个“热身准备”。
得把那些旧的模具啊啥
的清理干净,这就好比你要去参加一场重要活动,不得先把自己收拾
利落了呀!不清理干净,怎么能让新模具舒舒服服地“住”进来呢。
第二步呢,就像是给机器找个合适的“新伙伴”。
得把新模具准备好,检查检查有没有啥毛病,这可不能马虎,要是新模具出了问题,那不
就白折腾啦!
第三步呀,像是给机器来个“迎接仪式”。
把新模具小心地运到机器
旁边,轻拿轻放,可别磕着碰着了,这可是宝贝呀!
第四步呢,就像是给机器做个“小手术”。
得把旧模具拆下来,这可
得有点技术含量,不能瞎弄,万一弄坏了机器可咋办!
第五步,好比给机器“换新装”。
把新模具安装上去,得安装得稳稳
当当的,不能有一丝松动。
第六步啊,就像是给机器做个“调试按摩”。
调整一下各种参数,让
新模具能和机器完美配合,就像跳舞的两个人要配合默契才行呀。
第七步,这就像是给机器来个“小测试”。
运行一下看看有没有啥问题,要是有问题得赶紧解决,可不能留着隐患。
第八步呢,终于大功告成啦!可以开始正式生产啦,就像运动员站
在起跑线上,准备好冲刺啦!
你说这快速换模的8 个步骤是不是很重要呀?每个步骤都不能马虎,都得认真对待。
就像盖房子,一块砖一块砖地垒起来,才能建成坚固
的大厦。
咱这快速换模也是一样,一步一步做好了,才能让生产效率
蹭蹭往上涨呢!大家可都得记住咯,别不当回事儿呀!。
注塑厂塑料厂ISO9001-2015质量管理体系全套作业指导书操作规程
注塑厂塑料厂ISO9001-2015质量管理体系全套作业指导书操作规程空气压缩机操作规程破碎机操作规程混料机操作规程注塑机操作规程LMM-10A万能磨刀机操作规程磨床操作规程转塔铣床安全操作规程烤料机安全操作规程水泵安全操作规程模具保养工作规程砂轮机安全操作规程摇臂钻床安全操作规程台钻操作规程砂轮切割机安全操作规程普通车床的安全操作规程电脑锣安全操作规程火花机安全操作规程吊机安全操作规程工业冷水机安全操作规程食品用制品车间卫生前置操作规程紫外灯标准操作规程线切割机操作规程氲弧焊机操作规程远红外线收缩膜包装机操作规程电焊机操作规程保鲜盒盖折合试验机操作规程干燥机操作规程冷冻箱操作规程落镖冲击仪操作规程拉力机的操作规程微波炉操作规程保鲜盒试漏机操作规程试验仪器维修保养作业指导书聚氨酯底压发泡机操作规程吹塑机操作规程数控电火花穿孔机安全操作规程锯床操作规程注塑车间产品环境卫生管理规程生产车间环境卫生管理规程安全生产管理制度检测室管理制度虫鼠控制规程利器控制规程玻璃脆性塑料控制规程灾后重建复产计划监视和测量设备操作作业指导书客户抱怨处理制度图纸及技术资料管理办法模具验收作业规程注塑工艺流程图外发加工管理办法产品包装管理办法生产运作规程报关作业指导书车间管理规程交接班管理规程模具制作规程碎料混料加料工作指引新产品试产作业指引仓库管理规定危险化学品仓管理规定危害因素分析工作单(食品用塑料容器)进料检验作业规范过程检验作业规范成品检验作业规范注塑产品检查作业指导QC工作指引规程首件确认管理规定SPC管理规定保温箱附件检验作业指导书保鲜盒外购件检验作业指导书不合格品召回制度彩色纸盒检验作业指导书产品危害分析和控制规程车间设备检修保养作业指导书车间设备日常保养作业指导书成品检验规程地拖桶检验作业指导书方形夹仔检验作业指导书工艺管理制度潜在紧急情况及事故应急预案塑料盒冷冻试验作业指导书退货品管理制度质量考核办法注塑工艺作业指导书注塑机安全操作指引文件名称:仓库管理规定第1页共2页1.0目的为规范仓库管理,防止因直接或间接原因影响产品的质量,仓库人员必须严格遵照执行。
快速换模流程
快速换模流程引言快速换模流程是一种高效的生产过程管理方法,旨在提高设备的利用率,减少生产线停机时间,并实现生产效率的最大化。
本文将探讨快速换模流程的定义、重要性、优势以及实施步骤等方面,并提供一些实际案例进行说明。
什么是快速换模流程?快速换模流程是指在生产线上迅速更换设备模具,以实现不同产品生产的一种流程。
通过快速换模流程,企业能够迅速转换产品生产,提高生产线的灵活性和效率。
快速换模流程的重要性快速换模流程具有以下重要性:1. 缩短生产线停机时间传统的模具更换过程通常需要较长的停机时间,这将导致生产线效率下降。
而通过快速换模流程,可以显著缩短停机时间,提高生产线利用率。
2. 提高生产线灵活性快速换模流程能够快速适应市场需求的变化,实现不同产品的快速切换,从而提高生产线的灵活性。
这对于满足市场快速变化的需求非常重要。
3. 降低生产成本通过快速换模流程,企业能够减少模具更换所需的人力和时间成本,从而降低生产成本。
此外,快速换模流程还能减少废品产生,提高产品质量。
快速换模流程的优势快速换模流程相比传统的模具更换方法具有以下优势:1. 提高生产线效率通过快速换模流程,企业能够减少设备闲置时间、停机时间和模具更换时间,从而提高生产线的效率和产能。
2. 提高产品质量快速换模流程能够降低模具更换的风险,减少因模具不合适而产生的次品和废品数量,从而提高产品质量。
3. 增加生产线灵活性快速换模流程使得企业能够快速适应市场需求的变化,实现多品种、小批量生产,增加生产线的灵活性和适应性。
快速换模流程的实施步骤实施快速换模流程需要经过以下步骤:1. 制定换模计划在实施快速换模流程之前,需要制定详细的换模计划,包括模具准备、设备调整和生产线安排等方面。
换模计划应根据产品生产需求和设备特点进行合理安排。
2. 提前准备模具和设备在换模计划确定之后,需要提前准备好需要更换的模具和设备。
准备过程包括将已使用的模具进行清洗和检查,确保其符合更换要求;同时准备好新的模具和所需的设备。
ISO9001-2015模具维修管理程序(中英文)
模具维修管理控制程序(ISO9001:2015)1.0 目的 Aim规范模具维修流程,加快模具维修速度,保证模具和产品品质,确保生产的顺利进行。
Standardize the mold repair process to ensure the repair speed, quality of mold can guarantee smooth running of production.2.0 范围 Scope适用于公司所有已验收转量产模具的维护、保养等。
Applicable to all accepted and released to mass production mold.3.0职责 Responsibility3.1 QD部3.1.1负责试模产品的检验。
Testing and inspection of trial molding product3.1.2 负责提供试模产品的质量检验报告和参与验收。
Comply inspection report.3.2 生产部门Production Department3.2.1组织已维修模具试生产。
Organize trial production after mold repaired.3.2.2 试模生产评价。
Evaluate the trial production result.3.2.3模具维修结果签字验收。
Repaired mold acceptance and signature.3.3 计控部负责调整需要维修模具的机台生产计划,安排已完成维修的模具试模计划.Planning department responsible to reschedule the production plan of machine due to mold repair requirement and arrange the trail mold plan.3.4 设备部 Facility Department3.4.1负责填写《模具异常维修申请单》和《模具及配件外修单》。
快速换模(注塑行业)

快速换模(注塑行业)
快速换模作业指导书
一.换模人数
每台注塑机两人
二.换模前准备
1.提取模具
2.检查模具状态,加注润滑油将水管油管安装到位。
将检修好的模具拉到注塑机旁。
3.将原材料准备好,需要干燥的料事先干燥好,包括洗车料。
4.A人开天车,B人将换模工具车(吊环.码模夹.钢丝绳.油管.水管.水嘴.防锈剂.生料带.温控仪等物品准备好。
三.卸模
1.A人将行车开至注塑机模具上方,B人清理模具型腔涂防锈油
2.A人把模具使用慢速合模到位停机打开按前门。
A人开天车B人装吊环将钢丝绳与吊环连接到位。
3.一人一边拆码模夹拆水嘴
4.拆完后A人启动注塑机使用慢速开模B 人开天车将模具吊出注塑机。
四.装模
1.A人开天车将模具吊到注塑机上,B人扶模具不要摇摆并指挥天车移动。
不要碰到人和设备件模具准确的吊入注塑机两模板之间。
2.A人开天车对浇口套,A人听B人指挥使用慢速合模并调整模板厚度将模具合紧。
3.一人一面装码模夹。
4.慢速开模调整模板厚度和开模距离
5.一人一面接水管.油管.模温机。
. 五.开车
1.A人升热流道温度和输入工艺参数。
B人收拾工具将工具车.天车.模具等物品放到指定位置。
2.挤料开车直到生产出合格产品。
注塑机快速上模系统操作规程
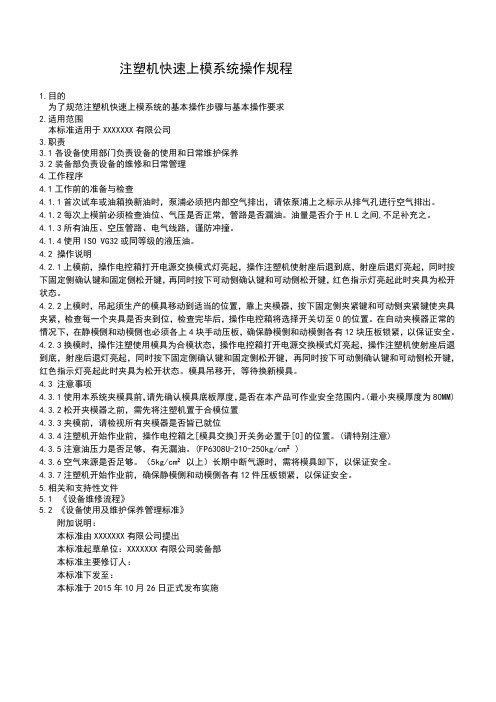
注塑机快速上模系统操作规程1.目的为了规范注塑机快速上模系统的基本操作步骤与基本操作要求2.适用范围本标准适用于XXXXXXX有限公司3.职责3.1各设备使用部门负责设备的使用和日常维护保养3.2装备部负责设备的维修和日常管理4.工作程序4.1工作前的准备与检查4.1.1首次试车或油箱换新油时,泵浦必须把内部空气排出,请依泵浦上之标示从排气孔进行空气排出。
4.1.2每次上模前必须检查油位、气压是否正常,管路是否漏油。
油量是否介于H.L之间,不足补充之。
4.1.3所有油压、空压管路、电气线路,谨防冲撞。
4.1.4使用ISO VG32或同等级的液压油。
4.2 操作说明4.2.1 上模前,操作电控箱打开电源交换模式灯亮起,操作注塑机使射座后退到底,射座后退灯亮起,同时按下固定侧确认键和固定侧松开键,再同时按下可动侧确认键和可动侧松开键,红色指示灯亮起此时夹具为松开状态。
4.2.2 上模时,吊起须生产的模具移动到适当的位置,靠上夹模器,按下固定侧夹紧键和可动侧夹紧键使夹具夹紧,检查每一个夹具是否夹到位,检查完毕后,操作电控箱将选择开关切至0的位置。
在自动夹模器正常的情况下,在静模侧和动模侧也必须各上4块手动压板,确保静模侧和动模侧各有12块压板锁紧,以保证安全。
4.2.3 换模时,操作注塑使用模具为合模状态,操作电控箱打开电源交换模式灯亮起,操作注塑机使射座后退到底,射座后退灯亮起,同时按下固定侧确认键和固定侧松开键,再同时按下可动侧确认键和可动侧松开键,红色指示灯亮起此时夹具为松开状态。
模具吊移开,等待换新模具。
4.3 注意事项4.3.1使用本系统夹模具前,请先确认模具底板厚度,是否在本产品可作业安全范围内。
(最小夹模厚度为80MM) 4.3.2松开夹模器之前,需先将注塑机置于合模位置4.3.3夹模前,请检视所有夹模器是否皆已就位4.3.4注塑机开始作业前,操作电控箱之[模具交换]开关务必置于[0]的位置。
注塑车间快速换模

4)螺丝一定要拧进10牙到15牙,为螺丝直径的 1.5-2倍.
压板要与模板平行.,三板模具不可以贴住 模具中板使用吊环时一定要拧到底,
(最少吊环螺丝直径的1.5倍).
目的 : 提高上下模的效率和安全性
5) 在用加力棒加力时要把头避开(避免有油 在地上打滑).
6) 在上下模的时候要检查自己的周围是否 有危险的东西存 在:象有无机器手等.
目的 : 提高上下模的效率和安全性
A, 切换模的时候我们将作好准备工作
1) 我们先检查料是否以烘上,如果没烘必须先烘料.
2) 去检查机器是否是空着,机器的尺寸是否合适,顶出 是否合适,要求的特殊功能是否有如果有一点达不到 将立刻汇报等待通知.
3) 检查模具是否已经好了,如果没好将立刻汇报等待进一步通知.
9) 找相关的人员接特殊的辅助设备并调 试好.
10)根据要求装上辅助设备如:水,强拉,热 流道等并实验这些辅助设备是否正常.
11) 准备调试机器.
C,上模步骤
目的 : 提高上下模的效率和安全性
12)接好模温,模具加热.
13)在模具加热10-20min时间内 输入标准成型条件参数表,并调试机械手位置.
模具使用长期防锈剂防锈。
目的 : 提高上下模的效率和安全性
E下模步骤
1) 顶出系统顶出2次以上在喷上脱模剂或防锈剂。目的? 2) 把模具内的水吹到桶内(要吹干净).
3)上好锁模块, 慢速合模绑好抬钯和吊环并把吊车吊紧 (但不能太紧).
4) 拆下锁紧的压板并确认无异常 (该拆的都拆除了).
5) 慢速开模并慢速把模具吊出放 到拖板上(小模具放在机动叉车上)和相应的样品与 文件送到模具保养区或模具架上。
3) 慢速合模,把模具合紧.正确
塑胶成型换模作业标准

塑胶成型换模作业标准一.塑膠成型換模程序1. 先檢查注射機各部份有無異常,模具是否是指定的產品和編號,模具有沒有拿錯.2. 量一下模具的閉合高度,調注射機的裝模高度小於模具的的閉合高度0~5mm左右,絕對不能在注射機運動時,調節行程.3. 將模具各表面擦乾凈及注射機的兩個裝模面擦乾凈.4. 認清裝模方向,即哪一面向下.5. 用行車吊鉤起吊模具,起吊時要十分小心,以免撞壞模具及注射機.6. 緩緩地將模具推入注射機裝模中心,轉動方向,將定模部份的澆口外套套入噴嘴部份的孔內,並使模具保持水平.7. 點動行程開關向前擠緊模具.8. 用壓板將噴嘴一方向的定模部份先壓緊,注意壓板墊塊一定要於定模頂板厚度一樣,然後再壓緊動模部份.9.將行車吊鉤栓開,并移至注射機機身外.10. 要裝冷卻水管的模具一定冷卻水管,并檢查循環水是否正常.11. 調退模具,關機后,擦乾凈模具內部的油污之處,注意不要劃傷模具的拋光面,也不能用手亂摸.12. 給導柱及其孔等模具的活動部分加油.13. 空閉模幾次,看有無異常.14. 將噴嘴內的冷料噴射出來,特別要注意在料溫未達到規定溫度前,不能開機噴射.15. 根據塑件大小及塑件種類調好壓力,注射速度,保壓時間以及頂出力大小.16. 試模幾次,調好模具行程高度.17. 根據零件實際情況,調整保壓時間,注射壓力,注射速度,料溫,鎖模力等,直至零件OK為至止.18. 通知製造課生產.二.塑膠成型試模程序1. 試模前,先檢查模具是否組裝完成及原料是否烘乾.2. 換模前,先噴防銹劑在下模具內,換模下模具併歸位及填寫記錄表.3. 上模時,應對準模具中心點,再進行鎖模具工作,模具必須鎖緊高壓鎖模是否有交效,依模具大小而決定,大模具所需高壓力80~100 kg/cm;小模具所需高壓力50~80kg/cm,鎖模高壓調整後進行關開模調整至正常速度,進行底壓時間、距離、壓力、速度調整工作,在正常生產時底壓工作很重要,模具損壞原因是底壓工作做的不完整所致模具損壞.4. 清除料管工作,應清除料管內顏色及雜質,降低射出壓力、保壓壓力、射出時間、保壓時間,降壓至50kg/cm,再依產品狀況昇高,調整至所需壓力,併做底壓力情形狀況樣品及中壓力情形狀況樣品與高壓力情形要樣品,分析流道方式.5. 試模前先用手動方式試模,併在試模射出動作時先噴脫模劑至母模防止粘母模情形,成形後再調整脫模方式位置.6. 每次試模數量依20模次一模留底(領班);二模(品管);三模(模具廠);其他至廠商進行裝配檢討,併包裝注明樣品名稱及填寫成型條件記錄表與模具狀況表.7. 試模完成時,模具先噴防銹劑,下模到模具廠進行修必改工作,勿進入模具放置區.8. 每次試模必須依照以上項目方式試模,準確試模時間及上級派人員試模,未經準許勿試模,違反記過處份.三.試模中應注意要點當我們接到一副新模具需打樣試模時,我們總是渴望能早一些試出一個結果且祈求過程順利以免浪費工時併造成困擾.第一.模具設計師及製造技術師有時也會發生錯誤,在我們試模時若不提高警覺,可能會因小的錯誤而產生大的損害.第二.試模的結果是要保證以後的生產的順利.若在試模過程中沒有遵循合理的步驟及做適當的記錄,即無法保障量產量的順利進行.我們更強調的是『模具運用順利的話將迅速增加利潤的回收,否則所造成的成本損失會更多甚至模具本身的造價』.(1) 瞭解模具的有關材料:最好能取得模具的設計圖面,詳予研判,併約得模具技術師參助試模工作.(2) 先在工作臺上檢查其機械配合動作:要注意有否刮傷、缺件及鬆動等現象;模向滑板動作是否確實;水道及氣管接頭有無泄漏;模具之開程若有限制的話也應在模上標明.以上動作若有能在挂模前做到的話,就可避免在挂模時發現問題,再去拆卸模具所發生的工時浪費.(3) 當確定模具各部動作得宜後,就要選擇適合的試模射出機,在選擇時應注意:射出容量;導桿的寬度;最大的開程;配件是否齊全等.一切都確認沒有問題後則下一步驟就是吊挂模具,吊挂時應注意在銷上所有夾模板及開模之前吊勾不要取下,以免夾模板鬆動或斷列裂以致模具掉落.模具裝妥後應再仔細檢查模具各部份的機械動作,如滑板、頂針、退牙結構及限制開關等之動作是否確實.併注意射料嘴與進料口是否對準.下一步則注意合模動作,此時應開模壓力調低,在手動及低速的合模動作中注意看及聽是否有任何不順暢動作及民異聲等現象.(4) 提高模具溫度:依據成品所用原料之性能及模具之大小選用適當的模溫控制機將模具之溫度提高至生產時所須的溫度.待模溫提高之後再次檢視各部份的動作,因為鋼材因熱膨脹之後可能會引起卡模現象,因此須注意各部的滑動,以名免有拉傷及顫動的產生.(5) 若工廠內沒有推行實驗計劃法則,我們建議在調整試模條件時一次只能調整一個條件,以便區分單一條件變動對成品之影響.(6) 依原料不同,對所採用的原料做適度的烘烤.(7) 試模與將來量產盡可能採用同樣的原料.(8) 勿將完全以次料試模,如有顏色需求,可一併安排試色.(9) 內應力等問題經常影響二次加工,應於試模後待成品穩定後即加以二次加工.模具在慢速合上之後,要調好關模壓力,並動作幾次,查看有無合模壓力不均現象,以免成品產生毛邊及模具變形.以上步驟都檢查過後再將關模速度關模壓力調低,且將安全扣桿及頂出行程定好,再調上正常關模及關模速度.如果涉及最大行程的限制開關時,應把開關模行程調整稍短,而在此開模最大行程之前切掉高速開模動作.此乃因在裝模期間整個開模行程之中,高速動作行程比低速者較長之故.在塑膠機上機械式頂桿也必須調在全速開模動作之後作用,以免頂針板或剝離板受力而變形.在作第一模射出前請再查對以下各項:加料時行程有否過長或不足;壓力是否太高或太低;充模速度有否太快或太慢;加工周期是否太長或太短.以防止成品短射、斷裂、變形、毛邊甚至傷及模具.(10) 若加工周期太短,頂針將頂穿成品或剝環擠傷成品.這類情況可能會使你花費兩三個小時才能取出成品.(11) 若加工周期太長,則模芯的細弱部位可能因膠料縮緊而斷掉.(12) 當然你不可能預料試模過程所可能發生的一切問題,但事先做的充分考慮及時的措施必可幫助你避免嚴重並昂貴的損失.四.試模的主要步驟為了避免量產時無謂的浪費時間及困擾,的確有必要付出耐心來調整及控制各種加工條件,併找出最好的溫度及壓力條件,且制訂標準的試式模程序,併可資利用於建立日常工作方法.(1) 查看料筒內的塑膠料是否正確無誤,及有否依規定烘烤(試模與生產若用不同的原料很可能得出不同的結果).(2) 料管的清理務必徹底,以防劣解膠料或雜料射入模內,因為劣解膠料及雜料可能會將模具卡死.測試料管的溫度及模具的溫度是否適合於加工之原料.(3) 高速壓力及射出量以求生產出外觀令人滿意的成品,但是不可跑毛邊尤其是還有某些模穴成品尚未完全凝固時,在調整各種控制條件之前應思考一下,因為充模率稍微變動,可能會引起甚大的充模變化.(4) 要耐心的等到機器及模具的條件穩定下來,即使中型機器可能也要等30分鐘以上.可利用這段時間來查看成品可能發生的問題.(5)螺桿前進的時間不可短於閘口塑料凝固的時間,否則成品重量會降低而損及成品之性能.且當模具被加熱時,螺桿前進時間亦需酌予加長以便壓實成品.(6)合理調整減低總加工周期.(7)把新調出的條件至少運轉30分鐘以至穩定,然後至少連續生產一打全模樣品,在其盛具上標明日期、數量,併按模穴的分別放置,以便測試其確實運轉之穩定性及導出合理的控制公差(對多穴模具尤有價值).(8)將連續的樣品測量併記錄其重要呎寸(應等樣品冷卻至室溫時再量).(9)把每模樣品量得的呎寸作個比較,應注意:呎寸是否穩定;是否有某些呎寸有增加或降低的趨勢而顯示機器加工條件仍在變化,如有不良的溫度控制或油壓控制;呎寸之變動是否在公差範圍之內.(10) 如果成品呎寸不甚變動而加工之條件亦正常,則需觀察是否每一模穴之成品其品質都可被接受,其呎寸都能在容許公差之內.把量出連續或大或小於平均值的模穴號記下,以便檢查模具之呎寸是否正確.記錄有且研判數據以做為修改模具及生產記條件之需要,且為未來量間產量之參考依據.利用模溫控制器以穩定模溫條件併使加工運轉時間長些,以穩定熔膠溫度及就液壓油溫度.按所有成品呎寸的過大或示過小以調整機器條件,若縮水率太大及成品顯得射料不足,也可資參考以增加閘口呎寸.各模穴呎寸過大或過小予以修正之,若模穴及閘口呎寸尚屬正確,那麼就應試改機器條件,如充模速率,模具溫度及各部份壓力等,併檢視某些模穴是否充模較慢.依各模穴成品之配合情形或模芯移位,予以各種修正,也許可再試調充模率及模具溫度,以便改善其均勻度.檢查及修改射出機之故障,如油泵、油閥、溫度控制器等等的不良都會引起加工條件之變動,即付再完善的模具也不能在維護不良的機器上發揮良好的工作效率.在檢討所有的記錄數值之後,保留一套樣品以便校對比較已修正的樣品是否改善.妥善保存所有的在試模過程中樣品檢驗的記錄,包括加工周期各種壓力、熔膠及模具溫度、料管溫度、射出動作時間、螺桿加料時期等,簡言之,應保存甩所有將來有助於能藉以順利建立相同加工條件之資料,以便獲得合乎品質標準的產品.目前工廠試模時往往忽略模具溫度,而在短時試模及將來量產時模具溫度最不易掌握,而不正確的模溫足以影響樣品之呎寸、光度、縮水、流紋及欠料等現象,若不用模溫控制器予以掌握將來的量產時就可能出現困難.最重要者莫過於要了解試模是日後量產的基準,所以務必要以量產所需地的設備及觀念去處理,切忌草草了事,引來諸多不便.五.模具的基本構造1.模具的基本構成及各部份名稱:射出成形用模具的構成,基本上由以下五大功能部份構成:為裝置於成形機上,定位連接的模座部份.主澆道、澆道等樹脂材料之通路.模窩、模心等決定成形品形狀及呎寸之成形部份.冷卻成形品的溫度調節部份.成形品的頂出部份.圖1所示,即為射出成形用模具之各構成部份的名稱,模窩部份通常亦可稱為母模,通常係固定側部,模心則亦稱公模,係可動側部.射出成形用模具,因構造或使用目的之不同,可以有不同之分類方法:1.二片模板模具:射出成形用模具中,最常被使用的設計形式,就是二片模板形式,其主澆道、澆道、澆口和模窩位於同一側,為最標準之形式依分模線分割出固定側(模窩型側)及移動側(模心形側)之架構.二片模板最主要之特征如下所示:購造簡單,使用裝配容易,故障率小,模具壽命較長.適用于成形品自動掉落之方式,成形周期較短.澆口之形狀較能選取各種形狀,澆口位置的設定亦無嚴格之限制,但除直接澆口之外,則只能取在成形品之一些端點位置.除潛入澆口之外,成形後成形製品及澆品口必須以後加工切斷之方式行之.模具價格比較便宜.二片模又可分成標準形式及附脫模形式.如圖2、圖3所示.2.三片模板模具:係採用針點澆口的三片模板的模具,模心型及模窩型所構成之二片模板以外,還增設了澆道料脫模用的脫模板,也就是模具的主要部份係由三片模板所構成,因此稱為三片模板模具.每當離模時亦同時帶出澆道廢料.當成形品不允許殘留針點澆口之斷落痕跡時,同樣使用三片模板形式的模具.但可採用L形澆道.如圖4,圖5所示.澆口的位置可以依成形品之形狀而任意適當地決定,因此可以找到較為理想之位置.可以採用針點澆口,因此不必以人工切斷澆口.成型品及主澆道、澆道、澆口都必須分開予以取出。
快速换模的个步骤与大法则
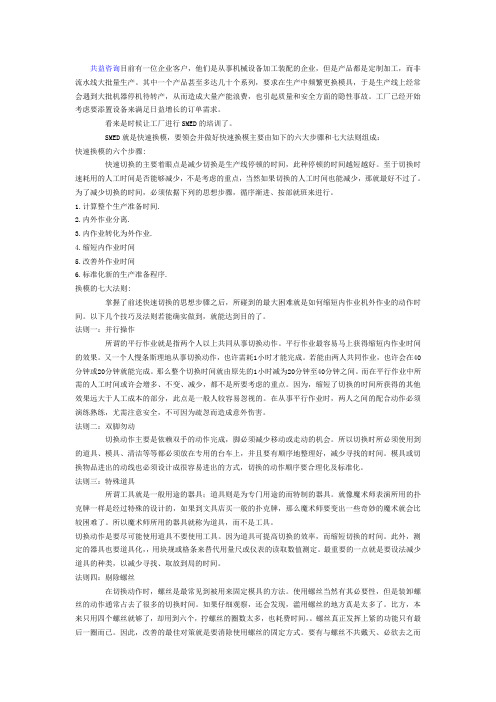
共益咨询目前有一位企业客户,他们是从事机械设备加工装配的企业,但是产品都是定制加工,而非流水线大批量生产。
其中一个产品甚至多达几十个系列,要求在生产中频繁更换模具,于是生产线上经常会遇到大批机器停机待转产,从而造成大量产能浪费,也引起质量和安全方面的隐性事故。
工厂已经开始考虑要添置设备来满足日益增长的订单需求。
看来是时候让工厂进行SMED的培训了。
SMED就是快速换模,要领会并做好快速换模主要由如下的六大步骤和七大法则组成:快速换模的六个步骤:快速切换的主要着眼点是减少切换是生产线停顿的时间,此种停顿的时间越短越好。
至于切换时速耗用的人工时间是否能够减少,不是考虑的重点,当然如果切换的人工时间也能减少,那就最好不过了。
为了减少切换的时间,必须依据下列的思想步骤,循序渐进、按部就班来进行。
1.计算整个生产准备时间.2.内外作业分离.3.内作业转化为外作业.4.缩短内作业时间5.改善外作业时间6.标准化新的生产准备程序.换模的七大法则:掌握了前述快速切换的思想步骤之后,所碰到的最大困难就是如何缩短内作业机外作业的动作时间。
以下几个技巧及法则若能确实做到,就能达到目的了。
法则一:并行操作所谓的平行作业就是指两个人以上共同从事切换动作。
平行作业最容易马上获得缩短内作业时间的效果。
又一个人慢条斯理地从事切换动作,也许需耗1小时才能完成。
若能由两人共同作业,也许会在40分钟或20分钟就能完成。
那么整个切换时间就由原先的1小时减为20分钟至40分钟之间。
而在平行作业中所需的人工时间或许会增多、不变、减少,都不是所要考虑的重点。
因为,缩短了切换的时间所获得的其他效果远大于人工成本的部分,此点是一般人较容易忽视的。
在从事平行作业时,两人之间的配合动作必须演练熟练,尤需注意安全,不可因为疏忽而造成意外伤害。
法则二:双脚勿动切换动作主要是依赖双手的动作完成,脚必须减少移动或走动的机会。
所以切换时所必须使用到的道具、模具、清洁等等都必须放在专用的台车上,并且要有顺序地整理好,减少寻找的时间。
注塑快速换模方案

3.提高设备利用率,降低生产成本;
4.确保产品质量,满足客户需求。
三、方案设计
1.优化换模流程
(1)提前做好模具准备工作,包括模具清洗、检查、维修等;
(2)制定详细的换模作业指导书,明确换模步骤、注意事项;
(3)对换模作业人员进行培训,提高操作技能和熟练度;
(4)优化生产线布局,缩短物料运输距离。
注塑快速换模方案
第1篇
注塑快速换模方案
一、背景分析
随着市场竞争的日益激烈,客户对产品多样化、个性化的需求不断提升,注塑行业面临着缩短生产周期、提高生产效率的挑战。为实现快速响应市场变化,降低生产成本,提高企业竞争力,注塑企业需寻求一种高效、可靠的换模解决方案。
二、目标设定
1.缩短换模时间,提高生产效率;
2.严格按照实施方案推进,确保各项任务按时完成;
3.对实施过程进行跟踪监督,及时调整方案;
4.定期评估实施效果,总结经验教训,不断优化方案。
五、预期效果
1.换模时间缩短50%以上,显著提高生产效率;
2.作业人员劳动强度降低,生产安全得到有效保障;
3.设备利用率提高,生产成本降低;
4.产品质量稳定,客户满意度提升。
2.采用快速换模系统
(1)选择合适的快速换模系统,如机械式、液压式或气动式;
(2)确保快速换模系统的稳定性和安全性;
(3)快速换模系统与注塑机、模具的匹配性;
(4)定期对快速换模系统进行维护和保养。
3.人员培训与操作规范
(1)组织换模作业人员进行专业培训,包括设备操作、安全知识等;
(2)制定严格的操作规范,确保作业人员按照规定操作;
六、风险评估与应对措施
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑快速换模程序
(ISO9001:2015)
1.目的:
1.1 确保正确的上模方法达到高效、高品质
1.2 预防模具和机器被损坏
1.3 保证产品符合客户要求
1.4 确保生产过程处于受控状态
2.适用范围:
2.1 适用对象:塑胶产品模具快速切换的全过程
2.2 使用部门:注塑生产部
3.定义:快速换模是将模具的产品换模时间、生产启动时间或调整时间等尽可能减少的一种过程改进方法。
可显著地缩短机器安装、设定换模所需的时间。
4.权责:
4.1模具技术员:担任上下模作业及模具、设备等的日常点检和保养。
4.2生产领班、主管:在上司的指挥、监督下,依据生产指令单或计划表,准备、调整担任的生产;并指挥、监督生产设备机器的整备与领班/班员来进行生产活动。
4.3技术领班、主管:负责上下模作业,并对本作业指导书的有效实施进行监督指导和技能培训。
4.4模具维修员:负责模具状态确认跟踪,维修,非生产时间模保保养防护,出入记录和模具存放区域6S管理。
4.6甲、乙:甲为换模主担当,是机台前面的操控人员,原则上由经验丰富的技术领班或主管亲自担任;乙为换模副担当,是机台后面的辅助人员,由熟练的模具技术员担任。
5.作业内容:
一.准备工作:
5.1模具状态确认;
5.1.1生产领班接到《生产指令单》后,应在2H以内以《内部联络单》或口头指令方式通知模具维修员确认模具目前状态(待生产、待维修、维修中)和位置;
5.1.2模具维修员应在0.5H以内回复结果,明确具体交付生产时间,特急《生产指令单》第一时间完成。
5.2模具及工具准备;
5.2.1模具经确认可交付生产后,模具维修员应及时将其放在待生产模具区域或当面知会模具技术员/技术领班具体位置,并说明注意事项;
5.2.2模具技术员接到《上下模通知单》或口头指令后应认真审核,明确相关要求,并做好工具准备,避免临时找工具,延误时间。
5.3 原材料准备/烘烤
5.3.1生产部领班确认《生产指令单》的同时要先看看计划生产数量还差多
少?下个产品的材料是一样的吗?料筒温度相差大不大?在即将够数时要控制好材料。
5.3.2如需更换材料须提前2H通知料房主管准备,料房主管需安排人员提前0.5H将料斗内余料倒出,放进包装袋中,并做标识放置物料区。
5.3.3 用吸尘器/布碎清理料斗的余料残渣,把余料彻底清理干净。
5.3.4把将要用的胶料倒进料斗内,设置料斗烘干温度,使料烘干,在“加
料记录表”上做记录。
5.4 B模模温机预热
技术领班根据《生产指令单》确认模温机的准备情况,提前1H启动模温机。
1、启动前的检查:
①周围是否清洁无杂物,检查电源、加热器、控制器、压力表、泵浦等是否正常;
②检查膨胀油箱油位是否在1/2-3/5液位以上位置,液位感应器等是否正常。
③接通控制柜电源,检查电压是否正常,检查指示灯及各显示仪表是否正常。
2、启动:①将其与模具连接,启动导热油循环泵,启泵后正常循环0.5小时左右使压力平稳;②按加热启动按钮,观察加热是否正常。