PC+ABS干态-垂直流动方向的材料拉伸数据-0.001_1
Q JLY J7110849A-2014) PC+ABS 类材料性能要求
Q/JLY J7110849A-2014PC+ABS类材料性能要求<秘密级>编制:李萌校对:杨豪审核:李莉标准化:伍永会批准:刘强浙江吉利汽车研究院有限公司二〇一四年六月前 言本标准替代了JLYY-JT23-08《PC+ABS类材料性能要求》,本标准与JLYY-JT23-08的主要差异为: ——修改了拉伸强度性能要求;——修改了断裂伸长率性能要求;——删除了熔融流动指数性能要求;——删除了冲击强度性能要求;——修改了缺口冲击强度常温及低温要求;——修改了维卡软化温度性能要求;——修改了弯曲模量性能要求;——修改了耐光性试验方法;——明确光老化、耐溶剂、耐刮性能考察对象,修改耐刮性能试验方法;——修改耐热及耐寒性能试样要求及尺寸要求。
本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司NVH及环保性能开发部起草。
本标准主要起草人:杨豪,李萌。
本标准于2014年6月15日发布,2014年6月30日实施本标准历次版本更替信息如下:——JLYY-JT23-08(2008年4月25日首次发布,于2011年4月11日第一次修改,并于2012年9月15日进行第二次修改)Ⅰ1 范围本标准规定了车用PC+ABS类材料的分类、性能要求和试验方法。
本标准适用于2014年6月30日之后新研发及正在研发的零部件用的PC+ABS类材料性能检验,2014年6月30日之前已量产的产品可参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1033.1-2008 塑料 非泡沫塑料密度的测定 第1部分:浸渍法、液体比重瓶法和滴定法 GB/T 1040.2-2006 塑料 拉伸性能的测定 第2部分:模塑和挤塑塑料的试验条件GB/T 1633-2000 热塑性塑料维卡软化温度(VST)的测定GB/T 1843-2008 塑料 悬臂梁冲击强度的测定GB 8410 汽车内饰材料的燃烧特性GB/T 9341-2008 塑料弯曲性能试验方法Q/JLY J7110279B-2014 汽车内外饰非金属件耐光老化试验规范ISO 291:1997 塑料-调节和检验用的标准大气压3 产品分类3.1 PC/ABS材料分类如下:A类---有高冲击韧性要求的零部件材料,如仪器罩。
Abs材料参数
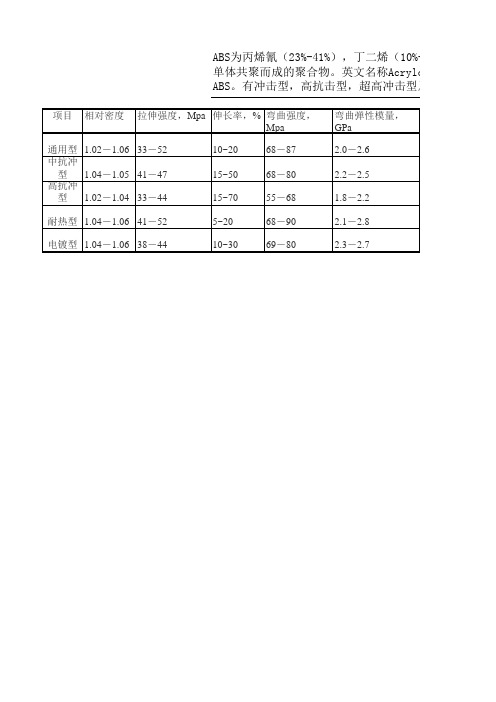
项目 相对密度 拉伸强度,Mpa 伸长率,% 弯曲强度,Mpa弯曲弹性模量,GPa
通用型 1.02-1.06 33-52 中抗冲型 1.04-1.05 41-47 高抗冲型 1.02-1.04 33-44 耐热型 1.04-1.06 41-52 电镀型 1.04-1.06 38-44
10~20 15~50 15~70 5~20 10~30
68-87 68-80 55-68 68-90 69-80
2.0-2.6 2.2-2.5 பைடு நூலகம்.8-2.2 2.1-2.8 2.3-2.7
%-30%),和苯乙烯(29%-60%)三种 Acrylonitrile-Butadiene-Styrene,简称 高冲击型及耐热型四种
项目相对密度拉伸强度mpa伸长率弯曲强度mpa弯曲弹性模量gpa通用型1021063352102068872026中抗冲型1041054147155068802225高抗冲型1021043344157055681822耐热型104106415252068902128电镀型1041063844103069802327abs为丙烯氰2341丁二烯1030和苯乙烯2960三种单体共聚而成的聚合物
87-96 89-96 91-100 105-121 95-100
悬臂梁冲击强度(23℃),J/m 洛氏硬度(R) 热变形温度(1.82Mpa),℃线膨胀系数,10¯5/℃ 7.0-8.8 7.8-8.8 9.5-11.0 6.4-9.3 6.5-7.0
105-215 215-375 375-440 120-320 265-375
PC—ABS参数1

PC/ABS T65 德国拜耳公司技术指数①原料描述部分规格级别:通用品级外观颜色:---用途概述:---备注说明:标准品级,良好的低温冲击强度②原料技术数据性能项目试验条件[状态] 测试方法测试数据数据单位基本性能密度--- ISO 1183 1130 Kg/m3物理性能成型收缩率流动方向垂直流动方向500bar500barISO 2577ISO 25770.55-0.750.55-0.75%%螺旋线流动长度260℃,2x8.7mm --- 410 mm熔融指数260℃ ISO 1133 12 cm3/10min机械性能拉伸模量1mm/min ISO 527 2200 MPa 拉伸强度50mm/min ISO 527 45 MPa屈服应力50mm/min ISO 527 52 MPa屈服应变50mm/min ISO 527 4.2 %断裂点伸长率50mm/min ISO 527 >50 %IZOD冲击强度23℃ ISO 180-1U N kJ/m2IZOD冲击强度-30℃ ISO 180-1U N kJ/m2 IZOD缺口冲击强度23℃ ISO 180-1A 45 kJ/m2 IZOD缺口冲击强度-30℃ ISO 180-1A 41 kJ/m2 电气性能相对介电常数100HZ IEC 250 3.1 --- 相对介电常数1MHZ IEC 250 3.0 ---损耗因子100HZ IEC 250 30 0.0001损耗因子1MHZ IEC 250 85 0.0001体积电阻率--- IEC 93 1E16 Ω.m表面电阻率--- IEC 93 1E16 Ω介电强度--- IEC 243-1 35 KV/mm抗电弧径迹性溶液A IEC 112 250 等级加工性能模具温度ISO 294 --- 80 ℃熔体温度--- ISO 294 260 ℃注射速度--- ISO 294 240 mm/s热性能热变形温度 1.80MPa ISO 75 100 ℃热变形温度0.45MPa ISO 75 122 ℃维卡软化温度50N;50K/h ISO 306 118 ℃线性热膨胀系数流动方向垂直流动方向23至55℃23至55℃ASTM E-831ASTM E-8310.80.8510-4/K10-4/K其它性能吸水性23℃饱和吸水ISO 62 0.7 % 吸湿性23℃/50%相对湿度ISO 62 0.2 %T65。
PC+ABS性能

PC+ABS性能PC/ABS合金介绍2007-05-13 19:12一般来说:两聚合物的溶解度参数差小于0.5时,相容性能较好;溶解度参数理论仅仅考虑分子间的色散力,只适合于非极性分子的情况。
PC与ABS具有一定的相容性,但是,PC与ABS的相容性受两组分的型号、配比及加工工艺等因素影响很大。
为了有效改善界面相容性,最有效方法是在共混体系中加入相容剂。
通常的增容剂有:ABS 的接枝物、PE接枝物、聚苯乙烯马来酸酐接枝共聚物(SMA)、丙烯酸或甲基丙烯酸酯的共聚物、胺基、SAN、双组分增容等。
PC/ABS合金可综合两者的优良性能。
一方面提高ABS的耐热性和拉伸强度,另一方面降低PC熔体粘度,改善加工性能,减少制品内应力和冲击强度对制品厚度的敏感性。
用于改善PC抗冲改性剂:主要有如EVA、CPE等部分相容分散型改性剂以及ABS、ACR、MBS等离子分散型改性剂。
聚合物合金形态结构与研究法:从聚合物合金的形态结构特征可以断定合金中各组分的相容性好坏。
聚合物合金形态结构有三种情形:一、单相连结构:是构成聚合物共混合金的两相或多相体系中只有一个连续相,连续相作为一种分散介质,称为基体。
其他相分散于连续相中称为分散相。
大多数共混物都呈此结构。
二、互穿网络结构:通常讲互穿网络结构就是互穿两相连续结构。
三、层状分布形态结构:前两种形态是微粒状结构,所谓层状分部是分散引连续相中呈多层状结构,如PE/PA6共混体系中,在一定的挤出工艺下,分散相PE在PA6以层状形式存在。
使共混材料具有很好的气体阻隔性。
塑料合金形态结构的三种情形一、单相连续结构:单相连续结构是构成聚合物共混合金的两相或多相体系中只有一个连续相,连续相作为一种分散介质,称为基体。
其他相分散于连续中,称为分散相,大多数共混物都呈此结构。
二、互穿网络结构:通常讲互穿、网络结构是互穿两相连续结构。
三、层状分布形态结构:前两种形态是微粒状结构,所谓层状分布是分散相连续相中呈多层状结构。
PC+ABS材料技术标准

PC+ABS材料技术标准QB/CCCCCCCCCC/QB009-2010-001ABS+PC材料技术标准xxxx-08-xx发布 xxxx-08-xx实施发布ABS+PC材料技术要求(试行)1 范围本标准规定了车灯ABS+PC材料的适用范围、规范性引用文件、术语、技术要求、试验方法等。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB1040 塑料拉伸强度的测定GB1033 塑料密度和相对密度试验方法 GB1036 塑料线膨胀系数的测定 GB1041 塑料压缩强度的测定GB1633 塑料维卡塑料软化点试验方法 GB1634 塑料热变形温度的测定 GB1843 塑料冲击强度的测定 GB8410 塑料燃烧特性GB9341 塑料弯曲性能的测定 GB9342 塑料洛氏硬度的测定3、术语无4、技术要求 4.、原料外观树脂原料外观应为均匀的颗粒,无机械杂质。
4.3应用范围ABS+PC塑料高冲击韧性,适用于容易压缩的零件如侧向档板支座;ABS+PC塑料,耐热形状稳定性100℃,适用于耐温要求较高,形状和结构在热负荷下强度较大的零件,4.4 材料性能表1 ABS+PC性能要求5、试验方法:图1 拉伸试样5.1 试验的标准状态若无特殊规定,试验的标准状态为:温度23±2℃,相对湿度45%~55%。
5.2 试样的制取试样为注塑成型。
所制得的试样完整,外观良好,无气泡,缩痕和熔合纹。
5.3 试样的预处理将成型后的试样放置在5.1项规定的试验室标准状态下48h以上。
5.4 密度按GB1033《塑料密度和相对密度试验方法》进行检验。
5.5 拉伸强度按GB1040进行测试,选用Ⅱ型试样,试验的拉伸速度为50mm/min。
PCABS的注塑加工指南

PC/ABS的成型加工指南上海锦湖日丽的PC/ABS合金(HAC系列)是一种性能优良的工程塑料,它改善了PC的应力开裂性、加工性,同时具有优秀的耐热性、抗冲击性、耐化学性和尺寸稳定性。
改变PC和ABS的混合比,PC/ABS合金可被定制,以满足特殊的技术要求,包括从汽车控制板和仪表板等零部件,到电动工具、计算机外壳和移动电话系统等广泛的高性能应用领域。
锦湖日丽的PC/ABS合金具有优越的流动性,加工性能卓越,图1是我司三种代表性的PC/ABS之流变特性图。
可以使用传统加工设备进行注塑成型、挤出成型和吹塑成型。
锦湖日丽的PC/ABS合金与所有的热塑性材料一样,并非不可损坏,必需在其一定的范围内,对加工条件进行准确的控制。
重要的是,机器设备、加工参数和成型模具必须在合适的条件下使用,即可以提供准确的工艺控制,这样才能完全发挥材料的性能。
比如,PC/ABS由于含有PC成分,小量的水分易导致PC在高温成型加工过程中产生水解,以及过分受热(包括剪切热)导致部分降解,从而造成制品产生银丝、发黄、表面黑条纹、色差等外观问题、以及产品脆裂、喷漆开裂等强度问题。
为了成型出更优质的产品, 建议检查注塑各相关环节,本注塑加工指南从模具设计到材料准备、设备选择、成型工艺设定以及其他操作规程等方面作出了一些规范,以供客户参考。
一、模具设计精确的成型模具设计乃是制造成功的塑料产品的先决条件。
因为模具设计的好坏不仅影响到产品之质量,产能,操作难易,更直接关系到整个成本结构。
对于HAC系列PC/ABS树脂所用的模具,可以采用业内常用的模具设计,用标准的模具钢制造。
1)流道设计流道应该具有最大的横切面积及最小的周长,较大的横切面积,有利于减少流道的流动阻力;较小的截面周长,有利于减少熔融塑料的热量散失。
我们称周长与横切面面积的比值为比表面积(即流道表面积与其体积的比值),用它来衡量流道的流动效率。
即比表面积越小,流动效率越高。
下图2是几种常见形式的流道,我们建议采用圆形或梯形流道。
PC ABS T系 德国拜耳 矿物玻纤增强复合塑胶材料
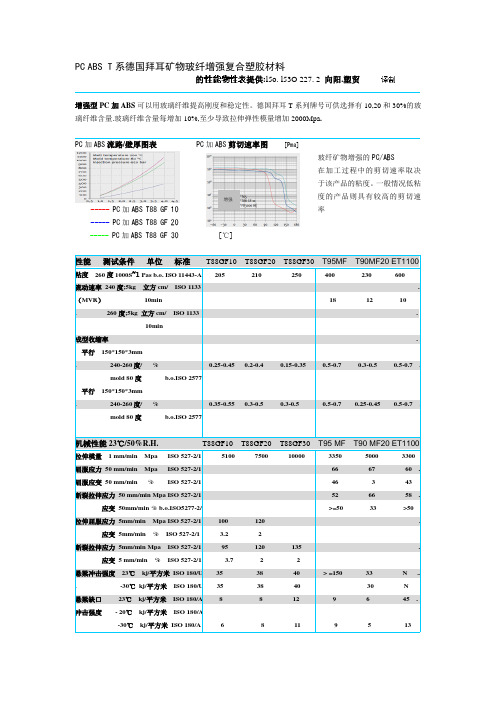
PC ABS T系德国拜耳矿物玻纤增强复合塑胶材料
的提供:l5o. l53O 227. 2向阳.塑贸
增强型PC加ABS可以用玻璃纤维提高刚度和稳定性。
德国拜耳T系列牌号可供选择有10,20和30%的玻璃纤维含量.玻璃纤维含量每增加10%,至少导致拉伸弹性模量增加2000Mpa.
PC加ABS流路/壁厚图表
----- PC加ABS T88 GF 10
----- PC加ABS T88 GF 20
----- PC加ABS T88 GF 30 PC加ABS剪切速率图[Pma]
[℃]
玻纤矿物增强的PC/ABS
在加工过程中的剪切速率取决
于该产品的粘度。
一般情况低粘
度的产品则具有较高的剪切速
率
增强
玻纤矿物增强PC加ABS的缩水率:. 除了部分的几何形状,收缩主要取决于保持压力的大小和它的持续时间,以及熔体和模具温度及当时在模具中的冷却条件。
非增强PC加ABS试样测量根据ISO 2577的成型收缩率在0.5%-0.75%范围内处主要。
实际上相同的流动方向平行的和横向该收缩率的经自由的模制零件的制造是可行的。
玻璃矿物纤维增强PC+ABS牌号,成型收缩率小于可比较非增强牌号。
它是在0.2-0.6%范围内,根据玻璃纤维的含量。
玻璃纤维的的定向的流动方向平行的收缩率和横向创建一个差。
在这种情况下,收缩率主要取决于贮藏温度和时间。
它超过半结晶材料是相当少的并一般是小于0.1%由于很多因素呢过造成对收缩率的影响,收缩率得到更准确的数据是很困难的过程。
建议设定该初始模模具尺寸,还是有可能在进行更正后得到很精准的尺寸公差成型。
ABS-(物理性能参照表(奇美)

ABS-(物理性能参照表(奇美)1. 引言本文档旨在提供关于奇美公司生产的ABS(丙烯腈-丁二烯-苯乙烯共聚物)的物理性能参照表。
ABS是一种常用的工程塑料,在许多不同应用领域中广泛使用。
了解ABS的物理性能可以帮助工程师和设计师在选择合适的塑料材料时做出明智的决策。
2. 物理性能参照表下面是关于奇美公司生产的ABS的物理性能参照表:性能参数测试方法单位ABS(奇美)密度ASTM D792g/cm³ 1.05熔融流动速率ASTM D1238g/10min8抗张强度ASTM D638MPa40弯曲强度ASTM D790MPa60冲击强度ASTM D256J/m200热变形温度ASTM D648℃90Vicat软化温度ASTM D1525℃100抗UV性能ASTM D4329 / ASTM TestMethod D7856-良好倍卷直径ASTM D790mm20耐化学品ASTM D543 / ASTM D1693 /ASTM D1308 / ASTM D543-优良性能3. 性能参数解释在本章节中,将对物理性能参照表中的各项参数进行解释。
3.1 密度密度是指单位体积的质量。
对于ABS而言,奇美公司生产的ABS的密度为1.05 g/cm³。
密度的高低直接影响到ABS的重量和体积,因此在设计产品或制造成品时需要考虑密度的影响。
3.2 熔融流动速率熔融流动速率(MFR)是衡量ABS熔融流动性能的一个指标。
该数值表示ABS在规定温度和压力下从注射机喷嘴中流出的重量。
奇美公司生产的ABS的熔融流动速率为8 g/10 min。
高熔融流动速率的ABS表明其熔融性能好,适合注塑成型等需要较高流动性的应用。
3.3 抗张强度和弯曲强度抗张强度和弯曲强度是衡量ABS材料抵抗拉伸和弯曲作用的能力的指标。
奇美公司生产的ABS的抗张强度为40 MPa,弯曲强度为60 MPa。
这些数据可以帮助工程师评估ABS的结构强度和抗变形能力。
德国拜耳 PC+ABS T88 GF20

干燥温度100-110 ° 100-110° C C 干燥时间 新鲜空气干燥机(高速机) Dry air dryer 干式空气干燥机 必须小心确保粒料在一个充分干燥的状态进行处理。 熔体温度 模具温度 物理性质 密度 公 1.29 g/cc 1.29 克/立方厘米 1.07 g/cc 1.07 克/立方厘米
150 V 150 V 英语
150 V 150 V 评论
IEC 60112 IEC 60112
30.0 µm/m-° 16.7 µin/in-° 16.7 C F 30.0 μm/m-° C 70.0 μm/m-° C 1.56 J/g-° C 1.56 J/g-° C 0.160 W/mK 0.160 W / mK μin/in-° F μin/in-° F 0.373 BTU/lb-° F 0.373 BTU/lb-° F 1.11 BTU-in/hr-ft² F -° -° F 70.0 µm/m-° 38.9 µin/in-° 38.9 C F
parallel; ISO 11359-1/-2 平行 ISO 11359-1/-2 ISO 11359-1/-2 ISO 11359-1/-2 Melt 融化 Melt 融化
的 1.11 BTU-in/hr-ft² 在 0.46 兆帕的热变 形温度(66 磅) 热变形温度在 1.8 兆 119 ° 119 ° C C 帕(264 磅) 维卡软化点 易燃性,UL94 128 ° 128 ° C C HB HB
IEC 60250 IEC 60250
介电强度 耗散因数
35.0 kV/mm 889 kV/in 889 千 35.0 千伏/毫米 0.00250
@Frequency 100 Hz @频率 100 Hz
PC/ABS合金的增韧研究
PC/ABS合金的增韧研究PC/ABS合金是一种由聚碳酸酯(PC)和丙烯腈-丁二烯-苯乙烯(ABS)共混而成的增韧材料。
它具有PC和ABS的双重优点,如高强度、耐冲击性和耐化学腐蚀性。
在本文中,我们将讨论PC/ABS合金的增韧研究。
增韧改性是指在基础材料中添加一种或多种增韧剂,以改善材料的耐冲击性能。
对于PC/ABS合金,常见的增韧剂包括弹性体、聚碳酸酯弹性体(PC-TPU)和聚碳酸酯接枝聚烯烃弹性体(PC-g-POE)。
这些增韧剂能在材料中形成分散的弹性相,使其具有更好的韧性和冲击性能。
在增韧研究中,研究人员关注的一项重要指标是冲击强度。
冲击强度是指材料在受到冲击时能够承受的最大应力。
研究表明,添加增韧剂可以显著提高PC/ABS合金的冲击强度。
例如,研究人员使用共混法将丁二烯酸酯类弹性体添加到PC/ABS合金中,发现冲击强度有明显改善。
除了冲击强度,添加增韧剂还可以改善PC/ABS合金的拉伸强度和韧性。
拉伸强度是指材料在拉伸过程中承受的最大荷载。
韧性是指材料在拉伸过程中具有良好的延展性和抗断裂性。
研究结果表明,添加弹性体增韧剂可以提高PC/ABS合金的拉伸强度和韧性。
在增韧研究中,还需要考虑增韧剂的添加量和分散性对材料性能的影响。
过多或过少的增韧剂添加量都会对材料性能产生不利影响。
此外,增韧剂的分散性也对材料的性能有重要影响。
良好的分散性可以确保增韧剂与基础材料之间形成的相互作用更有效,从而提高材料的性能。
此外,研究人员还在增韧研究中探索不同的增韧剂组合和复合材料的制备方法,以改善PC/ABS合金的性能。
例如,研究人员将纳米粒子添加到PC/ABS合金中,发现纳米粒子的添加可以显著提高材料的强度和硬度。
总结而言,PC/ABS合金的增韧研究是一个相对较新的领域,但已取得了显著的进展。
通过添加不同的增韧剂,并对其添加量和分散性进行优化,可以改善材料的冲击强度、拉伸强度和韧性。
此外,还需要进一步探索不同的增韧剂组合和制备方法,以进一步提高PC/ABS合金的性能。
PC_ABS CB2340 GF20
控制水份 • 0.1 °C(M), 230-255 °C(B
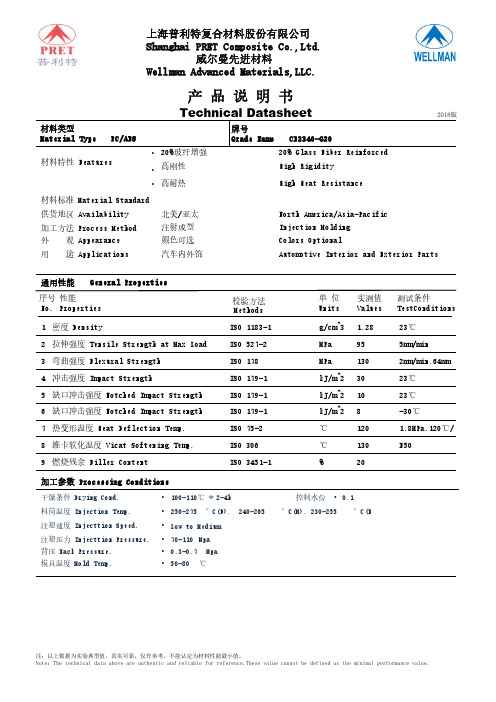
注:以上数据为实验典型值,真实可靠,仅作参考,不能认定为材料性能最小值。 Note:The technical data above are authentic and reliable for reference.These value cannot be defined as the minimal performance value.
上海普利特复合材料股份有限公司 Shanghai PRET Composite Co.,Ltd.
威尔曼先进材料 Wellman Advanced Materials,LLC.
产品说明书
Technical Datasheet
2018版
材料类型 Material Type PC/ABS
牌号 Grade Name CB2340-G20
1 密度 Density 2 拉伸强度 Tensile Strength at Max Load 3 弯曲强度 Flexural Strength 4 冲击强度 Impact Strength 5 缺口冲击强度 Notched Impact Strength 6 缺口冲击强度 Notched Impact Strength 7 热变形温度 Heat Deflection Temp. 8 维卡软化温度 Vicat Softening Temp. 9 燃烧残余 Filler Content
检验方法 Methods ISO 1183-1 ISO 527-2 ISO 178 ISO 179-1 ISO 179-1 ISO 179-1 ISO 75-2 ISO 306 ISO 3451-1
单 位 实测值 测试条件 Units Values TestConditions
PC+ABS PC-540

@Thickness 0; ISO 52750毫米/分钟,ISO 527
抗拉强度,屈服
64.0MPa64.0兆帕
9280psi9280PSI
50 mm/min; ISO 52750毫米/分钟,ISO 527
断裂伸长率
95.0 %95.0%
95.0 %95.0%
50 mm/min; ISO 52750毫米/分钟,ISO 527
0.0426lb/in³0.0426磅/³
ISO 1183ISO 1183
熔体流动
23.5g/10 min23.5g/10分钟
@Load 1.20 kg,在某负载时1.20公斤,
Temperature 300 °C温度300°C
23.5g/10 min23.5g/10分钟
@Load 2.65 lb,在某负载时2.65磅,
50°C/hr; ISO 30650℃/小时; ISO 306
106°C106°C
@Load 1.00 kg@费1.00公斤
223°F223°F
@Load 2.20 lb@负载2.20磅
50°C/hr; ISO 30650℃/小时; ISO 306
UL94易燃性,UL94
V-0V-0的
@Thickness 1.50 mm@厚度1.50毫米
PC+ABS PC-540物性表
资料由向阳塑胶提供
t e L 15 9 17 7 2 0 8 0 1
PC+ABS PC-540合金材料性能表
类别:
是聚合物,属于热塑性材料,纯树脂。
材料性能:
阻燃性能,耐热性高。
供货
物理性质
Metric公
English英语
PCABSGN5001RF物性数据表

特性
注射成型
用途
体积电阻率
ASTM D257/IEC 60093
Ω.cm
表面电阻率
ASTM D257/IEC 60093
Ω
耐电弧性
ASTM D495/IEC 60112
加工条件
干燥条件
加工温度
射嘴
℃
料筒前段
℃
料筒中段
℃
料筒后段
℃
熔体温度
℃
模具温度
℃ห้องสมุดไป่ตู้
压力
注塑压力
Mpa
保压压力
Mpa
背压
Mpa
螺杆转速
rpm
其他
备注
阻燃性能 无卤
PC/ABS 韩国LG GN-5001RF 物性认证数据表
数据提供企业:东莞润佳塑胶132********
性能项目
测试条件
测试方法
数值/描述
单位
机械性能
拉伸强度(引张强度)
ASTM D638/ISO 527
600
kg/cm2(MPa)[Lb/in2]
断裂伸长率
ASTM D638/ISO 527
50
%
1.18
成型收缩率
ASTM D955
0.4-0.6
%
熔融指数(流动系数)
200℃/5kg
ASTM D1238/ISO 1133
20
g/10min
220℃/10kg
ASTM D1238/ISO 1133
g/10min
吸水率 23℃/24H
ASTM D570/ISO 62
%
热性能
热变形温度
退火
ASTM D648/ISO 75
PC-ABS塑料成型物性表
PC-ABS塑料成型物性表
ABS/PC
典型应用范围: 计算机和商业机器壳体、电器设备、草坪园艺机器、汽车零件仪表板、内部装修以及车轮盖)。
注塑模工艺条件:
干燥处理:加工前的干燥处理是必须的。
湿度应小于0.04%,建议干燥条件为90~110C,2~4小时。
熔化温度: 230~300C。
模具温度:50~100C。
注射压力:取决于塑件。
注射速度:尽可能地高。
化学和物理特性: PC/ABS具有PC和ABS两者的综合特性。
例如ABS的易加工特性和PC的优良机械特性和热稳定性。
二者的比率将影响PC/ABS材料的热稳定性。
PC/ABS这种混合材料还显示了优异的流动特性。
收缩率在0.5%左右。
PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物
典型应用范围:齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
注塑模工艺条件:
干燥处理:建议110~135C,约4小时的干燥处理。
熔化温度:235~300C。
模具温度:37~93C。
化学和物理特性: PC/PBT具有PC和PBT二者的综合特性,例如PC的高韧性和几何稳定性以及PBT的化学稳定性、热稳定性和润滑特性等。
收缩率在0.5%左右。
Q JLY J7110849A-2014) PC+ABS 类材料性能要求
Q/JLY J7110849A-2014PC+ABS类材料性能要求<秘密级>编制:李萌校对:杨豪审核:李莉标准化:伍永会批准:刘强浙江吉利汽车研究院有限公司二〇一四年六月前 言本标准替代了JLYY-JT23-08《PC+ABS类材料性能要求》,本标准与JLYY-JT23-08的主要差异为: ——修改了拉伸强度性能要求;——修改了断裂伸长率性能要求;——删除了熔融流动指数性能要求;——删除了冲击强度性能要求;——修改了缺口冲击强度常温及低温要求;——修改了维卡软化温度性能要求;——修改了弯曲模量性能要求;——修改了耐光性试验方法;——明确光老化、耐溶剂、耐刮性能考察对象,修改耐刮性能试验方法;——修改耐热及耐寒性能试样要求及尺寸要求。
本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司NVH及环保性能开发部起草。
本标准主要起草人:杨豪,李萌。
本标准于2014年6月15日发布,2014年6月30日实施本标准历次版本更替信息如下:——JLYY-JT23-08(2008年4月25日首次发布,于2011年4月11日第一次修改,并于2012年9月15日进行第二次修改)Ⅰ1 范围本标准规定了车用PC+ABS类材料的分类、性能要求和试验方法。
本标准适用于2014年6月30日之后新研发及正在研发的零部件用的PC+ABS类材料性能检验,2014年6月30日之前已量产的产品可参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1033.1-2008 塑料 非泡沫塑料密度的测定 第1部分:浸渍法、液体比重瓶法和滴定法 GB/T 1040.2-2006 塑料 拉伸性能的测定 第2部分:模塑和挤塑塑料的试验条件GB/T 1633-2000 热塑性塑料维卡软化温度(VST)的测定GB/T 1843-2008 塑料 悬臂梁冲击强度的测定GB 8410 汽车内饰材料的燃烧特性GB/T 9341-2008 塑料弯曲性能试验方法Q/JLY J7110279B-2014 汽车内外饰非金属件耐光老化试验规范ISO 291:1997 塑料-调节和检验用的标准大气压3 产品分类3.1 PC/ABS材料分类如下:A类---有高冲击韧性要求的零部件材料,如仪器罩。
在加工过程中如何有效增加ABS板块的拉伸强度与韧性

在加工过程中如何有效增加ABS板块的拉伸强度与韧性摘要:ABS板块具有良好的物理性能和机械性能,如高韧性、抗冲击性能好、优异的疲劳强度、良好的刚性和硬度等。
被广泛应用于各个行业中的制作和加工领域。
本文通过提高ABS板块的拉伸强度和韧性的必要性,提出增加ABS板块的拉伸强度与韧性的方法,发现合理选择加工条件和添加剂可以在ABS板块加工过程中实现拉伸强度和韧性的有效增加。
关键词:加工过程;ABS板块;拉伸强度;韧性ABS(丙烯腈-丁二烯-苯乙烯共聚物)是一种常用的工程塑料,全称为丙烯腈-丁二烯-苯乙烯共聚物(Acrylonitrile Butadiene Styrene)板块。
具有良好的机械性能、耐化学腐蚀性和耐热性。
ABS板块具有重量轻、强度高、耐磨损、耐化学腐蚀等优点,被广泛应用于各个领域。
1提高ABS板块的拉伸强度和韧性的必要性提高ABS板块的拉伸强度和韧性是为了增强材料的使用性能、提高产品质量和安全性、优化加工性能以及适应复杂的工作环境。
1.1提升材料的使用性能ABS板块作为一种常用的工程塑料材料,其拉伸强度和韧性的提升可以显著增加材料的使用性能。
较高的拉伸强度意味着它能够承受更大的拉伸力而不会破裂,增加了材料的可靠性和耐久性[1]。
同时,良好的韧性使得ABS板块具有一定程度的抗冲击能力,降低了在使用过程中发生断裂和破损的风险。
1.2提高产品质量和安全性在汽车工业、家电行业和建筑行业等领域,ABS板块常用于制造外观零部件和结构部件。
提高ABS板块的拉伸强度和韧性可以增强这些产品的结构稳定性和抗冲击性,提高产品的质量和安全性。
例如,在汽车工业中,通过提高ABS板块的拉伸强度和韧性,可以增加车身零部件的抗撞性和碰撞安全性。
1.3优化加工性能拉伸强度和韧性的提升也可以对ABS板块的加工性能产生积极影响。
较高的拉伸强度可以减小加工过程中的变形和变形程度,提高材料的稳定性和可塑性。
良好的韧性可以降低材料在加工过程中的断裂风险,提高加工效率和成品率。
abs物性报告
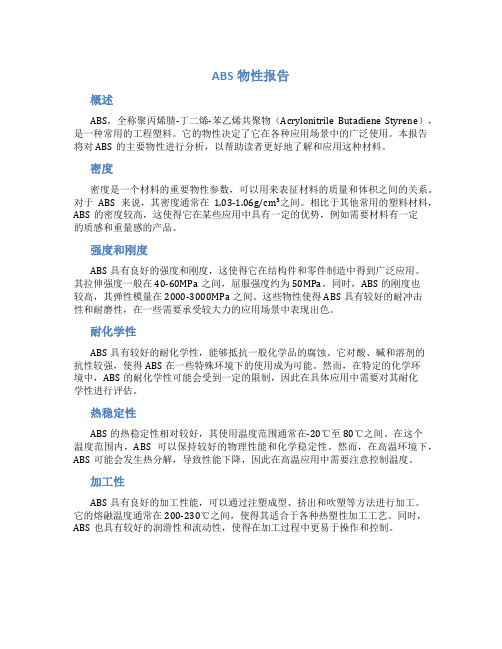
ABS物性报告概述ABS,全称聚丙烯腈-丁二烯-苯乙烯共聚物(Acrylonitrile Butadiene Styrene),是一种常用的工程塑料。
它的物性决定了它在各种应用场景中的广泛使用。
本报告将对ABS的主要物性进行分析,以帮助读者更好地了解和应用这种材料。
密度密度是一个材料的重要物性参数,可以用来表征材料的质量和体积之间的关系。
对于ABS来说,其密度通常在1.03-1.06g/cm³之间。
相比于其他常用的塑料材料,ABS的密度较高,这使得它在某些应用中具有一定的优势,例如需要材料有一定的质感和重量感的产品。
强度和刚度ABS具有良好的强度和刚度,这使得它在结构件和零件制造中得到广泛应用。
其拉伸强度一般在40-60MPa之间,屈服强度约为50MPa。
同时,ABS的刚度也较高,其弹性模量在2000-3000MPa之间。
这些物性使得ABS具有较好的耐冲击性和耐磨性,在一些需要承受较大力的应用场景中表现出色。
耐化学性ABS具有较好的耐化学性,能够抵抗一般化学品的腐蚀。
它对酸、碱和溶剂的抗性较强,使得ABS在一些特殊环境下的使用成为可能。
然而,在特定的化学环境中,ABS的耐化学性可能会受到一定的限制,因此在具体应用中需要对其耐化学性进行评估。
热稳定性ABS的热稳定性相对较好,其使用温度范围通常在-20℃至80℃之间。
在这个温度范围内,ABS可以保持较好的物理性能和化学稳定性。
然而,在高温环境下,ABS可能会发生热分解,导致性能下降,因此在高温应用中需要注意控制温度。
加工性ABS具有良好的加工性能,可以通过注塑成型、挤出和吹塑等方法进行加工。
它的熔融温度通常在200-230℃之间,使得其适合于各种热塑性加工工艺。
同时,ABS也具有较好的润滑性和流动性,使得在加工过程中更易于操作和控制。
应用领域由于其优异的物性,ABS在许多领域都得到广泛应用。
以下是一些常见的应用领域: 1. 电子电器:ABS常用于制造电视机外壳、电脑键盘和电器配件等。