基于SIMATICS7韵卷烟分拣系统数据交换
基于S7-200PLC的邮件分拣监控
本科毕业设计(论文)题目 基于S7-200PLC 的邮件分拣监控系统研究学 院 电气与自动化工程学院年 级 08 专 业 测控技术与仪器班 级 1605082学 号 160508206学生姓名 卢满春指导教师 孙斌 职 称 中级论文提交日期 2012-5-19常熟理工学院本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的本科毕业设计(论文),是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
本人签名:日期:常熟理工学院本科毕业设计(论文)使用授权说明本人完全了解常熟理工学院有关收集、保留和使用毕业设计(论文)的规定,即:本科生在校期间进行毕业设计(论文)工作的知识产权单位属常熟理工学院。
学校有权保留并向国家有关部门或机构送交论文的复印件和电子版,允许毕业设计(论文)被查阅和借阅;学校可以将毕业设计(论文)的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存、汇编毕业设计(论文),并且本人电子文档和纸质论文的内容相一致。
保密的毕业设计(论文)在解密后遵守此规定。
本人签名:日期:导师签名:日期:基于S7-200PLC的邮件分拣监控系统研究摘要随着社会经济的迅速发展,邮件分拣行业中对邮件分拣控制的要求不断提高。
把先进的自动化技术、控制技术、通讯及网络技术等应用到邮件分拣控制中,已成为邮件分拣控制系统发展的趋势。
本文以西门子S7-200系列PLC和WinCC监控软件为工具,研究实现邮件分拣系统的全自动监控。
文中分析了邮件分拣的工艺流程,进行了PLC 的选型设计。
本文设计了PLC控制程序,分析了邮件分拣的人机交互要求,采用组态软件WinCC6.0设计了监控程序。
系统的通信采用了pc access作为OPC 服务器,实现了WinCC与PLC的通信。
基于PLC的烟箱自动分拣系统

基于PLC的烟箱自动分拣系统摘要:随着社会经济的发挥以及现代化科学技术的进步,在物料分拣作业中,为了提高作业效率,采用PLC自动分拣系统是当前的主要趋势。
在烟箱自动分拣中应用PLC控制技术能够实现分拣系统准确的位移控制,提高分拣效率。
因此本文主要通过分析基于PLC技术的烟箱自动分拣系统运行方案,探讨其系统功能,最后阐述操作过程,旨在为更好的应用PLC烟箱自动分拣系统提供参考和借鉴。
关键词:PLC;烟箱;自动分拣系统前言现代PLC的发展促使自动分拣系统得到了极大程度的优化和改善,在我国烟草行业中,实现了卷烟分拣配送的自动化。
其在分拣的过程中替代了传统分拣系统中的继电器逻辑控制,转而由计算机软件编程进行精准控制,具有较好的安全性和稳定性。
而在烟箱自动分拣系统中应用PLC则能够组合成为具有高效、精准特征的自动分拣系统,进一步提高作业效率。
1 PLC烟箱自动分拣系统作业方案在卷烟厂的分拣配送活动中,传统的人工分拣作业效率十分低下,而且极容易出现作业错误。
同时为了降低能耗、提高分拣效率,则可以结合PLC与读码器开发组成烟箱自动分拣系统。
其主要做作业方案是在输送带的入口处增加一支光电传感器以及高品质视觉系统。
工作原理是通过光电传感器的动作启动视觉系统,然后再将烟箱中的识别信息尽快传递给PLC编程控制系统。
这一过程主要是在主输送机入口位置和每一处分拣口进行烟箱状态的检测和判定。
并通过编码器装置对脉冲计数进行位置的判断,实现烟箱在系统中的精确定位。
而PLC控制系统的人机界面中,包含有两个重要作用。
其一是更换烟箱时能够重新设置视觉系统,其二是对系统运行状态进行实时监控。
所以基于PLC的烟箱自动分拣系统能够有效的提高分拣效率[1]。
2 PLC烟箱自动分拣系统功能基于PLC烟箱自动分拣系统的功能主要有上料、皮带输送以及分类仓储、启动、停止、复位和警示功能。
其具体如下:(1)上料功能。
PLC烟箱自动分拣系统的上料功能即是将待分拣的烟箱,集中放置在待分拣区域,然后当光电传感器检测到有烟料需要分拣时,则会启动视觉雄,将烟箱推至到皮带输送带上,这一过程即是上料。
基于PLC的邮件分拣系统的设计

摘要作为推动20世纪工业技术发展的一项革命性产品,PLC即可编程控制器已经成为现代工业自动化的三大支柱之一,它以其突出的优势逐步代替了普遍使用的继电器,简化控制线路、提高系统可靠性,是PLC的最大优点。
作为一种新型工业控制器PLC被广泛的应用在冶金工业、化工工业、电力工业、交通、机械加工和食品加工等许多领域。
为了探讨PLC在邮件分拣控制系统中的应用,本次课题将以S7-200PLC对邮件分拣系统进行研本次设计是邮件分拣系统模拟设计,其控制核心器件是S7-200PLC。
整体设计包括了硬件和软件的设计。
该系统在硬件设计上主要是实现邮件分拣。
系统软件设计通过PLC编程来控制整个系统运行。
主控制器PLC对编辑程序进行分析,然后PLC经运算后输出控制信号。
关键词:继电器;控制系统;梯形图;邮件分拣AbstractAs a revolutionary product to promote industrial technology development in the 20th century, the PLC also called the programmed controller has become one of the three pillars of the modern industrial automation, PLC for its outstanding advantages gradually replaced the widespread use of relays,simplify the control circuit and improve system reliability,is the biggest advantage of the PLC. As a new type of industrial controllers PLC has a wide range of applications in many areas of the metallurgical industry, chemical industry, power industry, transportation, machinery processing and food processing. In order to explore the application of PLC in the intersection traffic lights control system, this issue will highlight the S7-200 PLC control system of traffic lights.This design is Mail sorting system analog design, the control core of the device is a S7-200 PLC. The overall design include hardware and software design.The system hardware design mainly on the Mail sorting. The system software design is the PLC programming that aimed to to control the operation of the entire system. The host controller via PLC editing program, and then the PLC output control signals via the computer.Key words: Industrial automation; Control system;Ladder diagram; Mail sorting目录1 概述 (1)1.1 PLC概述 (1)1.1.1 PLC的背景 (1)1.1.2 PLC的特点 (1)1.1.3 PLC的应用及发展趋势 (2)1.1.4 PLC的工作原理 (2)1.2 邮件分拣概述 (3)1.2.1 课题的背景及意义 (3)2 系统整体设计方案 (3)2.1 邮件分拣系统工作原理图 (3)2.2 邮件分拣控制要求 (4)2.3 分拣机的动作过程 (4)3 系统软件设计 (5)3.1 邮件分拣系统流程图 (5)3.2 PLC选型 (5)3.3 I/O配线表 (6)3.4 邮件分拣梯形图 (6)3.5程序图中各辅助触点的作用 (12)3.6程序图中各个定时器的作用 (13)3.7 软件调试 (13)4 系统硬件设计 (14)4.1 西门子S7-200PLC (14)4.2 硬件接线图 (15)5 总结 (16)参考文献 (17)致谢 (18)1 概述1.1 PLC概述PLC就是可编程控制器,PLC是一种用数字运算操作的系统,专门为在工业环境中的应用设计的,它采用可编程的存储器,用在其内部存储程序、顺序控制、执行逻辑运算、计数、定时与算术操作等面向的指令,并通过模拟或数字式输入/输出控制各种类型的生产过程或机械。
基于PLC的邮件分拣控制系统设计
.电气控制课程设计专业:自动化班级:动1001班姓名:武明强学号:201008430指导教师:张斌兰州交通大学自动化与电气工程学院2013年07月12日基于PLC的邮件分拣控制系统设计1 邮件分拣机设计要求1)当按下启动按钮时,传送带开始运转(即电动机M5启动),绿灯L2亮,表示可以进邮件。
2)接近开关S1~S6为邮件检测开关,当接近开关S1为闭合状态时表示邮件分拣机检测到有邮件到来。
3)输入模拟邮件的邮政编码,分别以1、2,3、4、5代表北京、上海、广州重庆、沈阳5个城市的邮政编码,即正常的邮政编码值为1、2、3、4、5。
4)检测邮政编码,如果不是这5个数,传送带停止运转;如果是这5个数中的任意一个,则红灯L1亮,绿灯L2灭,传送带持续运行。
当接近开关S2为闭合状态时时,表明邮件到达第一个邮箱处,如果邮件编码与此处编码相同,则传送带停止运转,电动机M1启动推动推杆,将此邮件分拣到相应邮箱内,此时,接近开关S2变为断开状态,电动机M1的推杆自动收回;如果邮件编码不符合,则传送带继续保持运行,当接近开关S3为闭合状态时表明邮件到达第二个邮箱出,再次进行比较,若邮政编码相符合,则可由推杆导入第二个邮箱,否则送至下一个邮箱处,继续进行比较检测,依次类推,最终将邮件被分拣到对应的邮箱中。
5)在上一步骤的情况下,且邮件编码在识别的范围之内,如果不是前四个邮箱中的邮件,则最终邮件自动进入最后一个邮箱。
2 系统硬件设计2.1 任务分析邮件检测开关S1~S6采用接近开关,与启动按钮、复位按钮和停止按钮共同作为PLC的输入进行分配I/O地址,其中接近开关S1~S6在邮件被分拣到邮箱内以后会自动复位。
电动机M1~M4的邮件分拣推杆在邮件被分拣到邮箱内以后,将会自动弹回原位。
邮码设置可以通过外部拨码盘输入来实现,但基于PLC的模拟仿真,只能在程序设计部分选用了MOVE指令来实现邮件编码的模拟输入,最后通过比较器实现邮件目的地的识别,从而完成分拣任务。
基于SIMATICHMI与PLC的材料分拣系统
0 引言
21 P . LC 选 型
随着现 代工业 自动化 的发展 ,传 统 的人 工分 拣货 物 的做法 已经无 法满 足现代 化生 产 的需要 ,取 而代之 的是 由控 制器实 现 的分拣 自动化 [ , 且采 用 HMI 1并 ] 设 备对 系统进行 全 面监控 ,大 大提 高 了工 作效 率 和分 拣 精度。 SE I ME NS操 作屏 是全 集 成 自动 化 的一 部 分 ,有
得信 号 , 给 P C的输入 端 , 制分 拣 系统气 缸 的有 传 L 控
序动 作 。 2 现场控 制层 的设 计
图 1 系 P I C负 责 工 业 现场 的数 据 采 集 和 控 制 ,P I C 的选 型主要根 据现 场数 据采集 的要求进 行 。
维普资讯
20 0 8年 第 3期
刘 秀 兰, 等 : 基 于 SMAT C HMI P C 的 材 料 分 拣 系统 I I 与 L
・1 7 ・ 4
2 3 系 统 软 件 设 计 .
TF T屏 幕 ;它 除 支 持 典 型 的 HMI 用 程 序 WiC 应 nC f xbe外 , 支持 如下应 用 程序 : m@rS ri , m l il e 还 S tevc S e
维普资讯
第 3期 ( 第 1 8期 ) 总 4
20 0 8年 6 月
机 械 工 程 与 自 动 化
M ECHANI CAL ENGI NEERI NG & AU T0M AT1 0N
No. 3
J n u.
文章 编 号 :6 26 1 ( 08 0 —1 60 1 7—4 3 2 0 )304 — 3
基于西门子S7-200系列PLC的自动货物分拣系统
毕业设计专业:班级学号:学生姓名:指导教师:二〇一三年五月本科生毕业设计基于西门子S7-200系列PLC的自动货物分拣系统Based on Siemens S7-200 series PLC automatic cargosorting system2013年5月摘要随着社会飞速发展,电子商务交易下,货物的流通量日益增长,使得人工对货物的分拣也显得效率不高,劳动强度大;本文以Siemens S7-200系列PLC为控制器,结合Siemens上位机组态软件Wincc,设计、模拟了自动仓库货物分拣系统,上位机与PLC的系统的数据交换采用OPC Scout协议技术;系统大概工作过程为:货物经检录入仓后,经机器人取货放入主传送带,主传送带一侧的传感器对货物进行分析检测,传感器信号传达至PLC,PLC输出相应命令驱动气动执行机构,进行货物的分拣,货物被拣入缓存仓后经机器人取货至出仓,或者分发到立体仓库经堆垛机进行货物的储存;系统体现了现代自动化技术,运行稳定的同时更易于操作员的监控。
关键词:PLC Wincc OPC 传感器堆垛机ABSTRACTAlong with the social rapid development,the electronic commerce trade,of goods in circulation,increasing makes manual sorting of goods also appears efficiency is not high,,the labor intensity;Based on Siemens S7-200 series PLC as controller,combining with Siemens upper unitconfiguration software Wincc, design, simulation, automatic warehouse goods sorting system,PC and PLC in the system of data exchange by OPC technology Scout agreement;System work process is:probably after roll call warehousing of goods,the robot take cargo put into the conveyor belt,the conveyor belt,analyze the goods side of the sensor,the sensor signals to PLC,PLC output corresponding command driven actuator,the sorting of goods,after the goods be picked into slow inventory via robot take the goods to the warehouse,or distributed to warehouse by the stacker for storage of goods;System embodies the modern automation technology,running stable and easier to operator's monitoring.Keywords: PLC Wincc OPC Sensor Piler目录摘要 (2)ABSTRACT (3)1 引言 (1)1.1研究背景及内容 (1)1.2仓库货物分拣系统概述 (1)1.2.1仓库货物分拣系统的发展状况 (1)1.3堆垛机的概述 (2)1.3.1堆垛机的发展 (2)2 西门子S7-200PLC概述 (3)2.1 产品概述 (3)2.1.1 S7-200 CPU (3)2.2 S7-200系列PLC的工作原理 (4)3自动货物分拣系统的硬件设计 (6)3.1系统的控制要求 (6)3.2方案设计 (7)3.2.1 PLC控制系统的总体设计 (7)3.2.2 PLC系统设计的基本原则 (8)3.2.3 PLC系统设计的主要内容 (8)4自动货物分拣系统的软件设计 (10)4.1系统流程图 (10)4.2系统涉及到的软件 (11)4.2.1 STEP 7 MicroWIN V4.0编程软件 (11)4.2.2 OPC服务器 (12)4.2.3 OPC服务器的以太网通讯处理器的设置 (13)4.2.4 STEP7与OPC硬件组态 (17)4.3 组态画面的设计 (19)4.4 程序编写的设计 (21)结论 (29)参考文献 (30)I致谢 (31)II1 引言1.1研究背景及内容分拣作业是仓库货物输送中的一个关键环节,它指的是依据货物信息及货物属性,迅速、准确地将商品从储位或其他区域拣出,并按照一定方式进行分类、集中储存,等待配装送货的作业过程。
基于S7-1200PLC的机器人自动分拣控制系统设计

基于 S7-1200PLC的机器人自动分拣控制系统设计摘要:以西门子S7-1200PLC为基础,构建一套机器人与视觉系统结合的自动分拣控制系统。
本系统由机械本体、控制器、传动系统、光电传感装置、视觉系统、气动系统、机器人、人机界面以及编程软件共同组成实现自动控制。
通过传感器进行物料检测,通过传送带进行传送,视觉系统进行物料图样识别建立模板,根据不同图样的物料通过机器人进行分拣,最后完成入库动作的自动分拣控制。
关键字:S7-1200PLC;机器人;视觉系统;自动分拣1.引言随着科学技术的不断发展,自动化程度也越来越高,以往物料的分拣工作都是由人工完成,而人工分拣往往会出现效率低、错误率高等缺点。
基于PLC的机器人自动分拣装置具有安全性强、工作效率高等优点,已经成为目前物料自动分拣控制的主流,它可以根据设定的程序高效工作。
2.硬件设计根据本系统设计的要求,系统框图如图1所示。
图1 系统框图2.1出库、传动及纠正机构出库装置通过气缸击打方式实现物料的出库,气缸由两位四通电磁阀控制,气缸上方伸出到位传感器和缩回到位传感器来检测推料气缸的运行位置。
出料装置右侧有一个出料筒,它用于放置物料,其下方的传感器用于检测筒内有无物料。
传动机构由皮带传送的方式实现,传送带与三相异步电动机通过同步带连接运行。
其中,三相异步电动机由无级调速装置进行速度设定,并通过PLC控制皮带实现正反转运动。
传送机构的末端安装有传感器用于检测物料位置,从而实现下一步控制。
纠正机构的后方是气缸,由两位四通电磁阀控制,实现纠正机构上升与下降动作。
气缸上方有一个上升到位传感器和下降到位传感器。
纠正机构上的机械抓手用于抓取物料,并通过齿轮旋转带动抓手进行翻转动作。
纠正机构下方有挡料推杆,用于固定物料位置,从而进行物料拍照识别及纠正操作。
2.2视觉系统视觉系统采用众为兴AVS3200视觉控制器,AVS3200智能视觉识别系统主要功能是实现物料拍照识别及定位、配合上位机软件ADTvision进行操作。
基于PLC的邮件分拣系统

课程设计说明书课程名称:电气控制设备课程设计课程代码: 9143029 题目:学生姓名:学号:年级/专业/班:学院(直属系):应用技术学院****:**课程设计指导教师成绩评定标准及成绩评定表学生姓名: 杨德宝学号:4120144125239 年级/班:2014级2班所属学院(直属系): 应用技术学院所在专业:电气自动化技术成绩评定:指导教师签名:徐全2016 年 6 月30 日电气控制PLC课程设计任务书学院名称:应用技术学院专业:电气自动化技术年级:2014级邮件分拣控制系统设计一、选题背景及题目来源随着社会的不断发展,市场的竞争也越来越激烈,因此各个企业都迫切地需要改进技术,提高效率,尤其在需要进行分拣及缓冲、传送的单位,以往一直采用人工分拣的方法,效率低成本高。
为解决上述问题,将PLC技术应用到分拣装置中用以提高生产效率降低生产成本是一个很好的途径。
为提高效率,市面上采用诸多工业控制技术对邮件进行分拣,我们这采用基于plc的邮件分拣系统进行分拣。
工业实际项目,可在天科TKPLC—A实验装置邮件分拣系统的模拟控制实验区完成本模拟实验。
二、训练目的(1)熟练使用各条基本指令,通过对工程实例的设计和模拟,熟练地掌握PLC的编程和程序调试;(2)绘制电气原理图及接线图;(3)选择电气元器件;(4)设计工业实际系统;(5)完成模拟实验。
三、要求实现的功能分拣系统的主要功能是把分拣的物品按照业务品种、邮件种类或地址等信息进行分离,是同种类或同目的的地址的邮件进入同一存储位置分拣效率高.由于采用流水线自动作业方式,自动分拣系统不受气候、时间、人的体力等因素的限制,可以连续运行,而且单位时间分拣件数多,因此它能够连续大批量的分拣物品。
1、缩短定时时间,加速扫描和主、从传送带运行速率,提高邮件分拣效率。
方法;缩短定时器时间和提高扫描速度、传送带运行速度.邮件分拣的时候货物不均匀,我们常见的是一个物品上都只有一个条形码,而且很小,要扫到它很多时候都要货物转几下可能才扫得到,要不就要人工负责将货物的条形码事先朝对准扫码器的方向。
基于PLC和Profibus—DP总线的烟箱物流分拣系统设计
基于PLC和Profibus—DP总线的烟箱物流分拣系统设计作者:李超来源:《数字技术与应用》2017年第03期摘要:PLC和Profibus-DP总线控制技术越来越广泛的应用到自动控制领域。
本文主要通过PLC和Profibus-DP总线实现了一种智能烟箱物流分拣。
本方案详细规划了系统网络拓扑及系统架构。
通过各类检测装置采集数据信息,利用总线完成系统多点控制及检测。
采用触摸屏来实现人机交互,并进行模拟调试。
本系统可靠性高、操作简单、开发周期短。
关键词:PLC;物流分拣;西门子中图分类号:TP273 文献标识码:A 文章编号:1007-9416(2017)03-0005-02伴随着我国网络购物的迅速发展,我国的物流行业也在其带动下迅速的发展着。
而且随着经济全球化和信息技术的不断发展,我国的物流行业必将进一步发展。
但是物流分拣是当今制约物流行业的发展瓶颈。
本文针对目前我国物流分拣系统的现状及发展趋势,智能快速的物流分拣系统对于整个物流行业非常重要。
设计了利用PLC和Profibus-DP总线技术烟箱物流分系统。
本系统下位控制部分采用SIEMENS的S7-317 2PN/DP实现高精度,实时动态控制,上位监控操作界面采用两个SIEMENS的MP377和TP277B触摸屏实现,软件采用WINCC Flexible 2008设计。
控制部分的网络分为两个部分:通过总线通讯来实现控制器与执行机构及检测装置进行信息的传递。
通过主站与从站的协同配合以实现烟箱物流自动快速分拣。
1 系统架构及功能1.1 硬件组态在STEP7中的硬件组态如图1所示。
本系统除主控电柜外,共分为8个ET子站,主电柜和ET子站共同保证整个系统的通讯和控制。
1.2 系统构成烟箱物流分拣系统构成如图所2示。
自动分拣系统作为整个物流分拣的核心子系统之一,主要分为智能检测系统、智能匹配系统。
其中检测系统分为烟箱识别系统、智能区别系统。
可显示整个系统的位置布局,当前各ET子站以及主系统的状态(手动、自动、故障、报警等信息),主线双链板输送机当前运行的实际频率,以及部分电动滚的运行状态。
基于PLC的卷烟自动分拣系统

向多品种、小批量化发展 ,配送中心的 拣货、拆零作业的劳动力已占整个配送 中心劳力的8 % 0 。如何提高这个物流环 节 的作业效率 ,已成为配送 中心机械 化、自动化的研究重点。在我国烟草行 业实现了卷烟生产的自动化后,也希望 实现卷烟分拣配送的物流化模式。
自动分拣设备是一种能把物件从主 输送线按一定的规律分别导入到指定的 分支输送线上 ,具有对物件进行分类或
两个触摸屏 T 71 。管理计算机运行 P 2—0
数据库应用程序和通信程序。配方打印 机供操作员打印配方数据作核对用。T P 2 —0 71 触摸屏可让操作员启动分拣系统. 并显示当前收集工位箱子的配方数据
脉冲信号。收集部分均采用 2 5 位 通单
电控气阀驱动汽缸 , 通过 6 个汽缸的组 合动作完成卷烟收集。该 系统的主驱动 汽缸也在收集部分 .单次行程使所有收 集箱前移一个工位。
线 以 2 8 个 配 方 为 单位 下 载 到 P L C
运 行后
,
系统
块 (Da t a
B lo
c
k
。
) 与 配 方数 据 ( 包 含 显 示 数
数据使 用 完 后
子 公 司提 供 的
重 复类似 的过 程
Pr o da
—
西门
PLC
根据 下 载 的配 方 数 据控 制
.
据)
一
一
对应
v行前 ,操作员用 T P
2 —0 71 触摸屏启动状态
白检程序 .检 查汽缸
状态、 屏蔽有问题的汽
缸 ,以便 系统 运行不
卷烟 自动分拣 系统的 整体结构示意 图。虚
线表示线式链条 .上 图7 魍自 苏 统整 结构 意图 卷 动分 系 体 示
基于S7200PLC控制的邮件自动分拣系统

l—-I外形检测I—一l邮编检测l—I邮件计数I—.1分拣模劂
卤
ll
l
上位管理计算机
图l系统模块示意图
系统各模块分析如下。
3.1供件模块
这一部分分为两块:1个是人工供件模块,1个是自动供件
模块。
在人工供件模式下.分拣人员阅读邮件上的地址或邮政编
码,键入地址信息,将部件放入邮件传送单元;再光电检测邮件
表l输入/输出端口分配
由表1可知,共需I/0点数为9个输入,16个输出
2.2
内存估计
用户程序所需的内存容量受以下几个因素的影响:内存利
用率:开关量输入,输出点数;用户的程序水平。
所需内存字数=开关量(输入+输出)总点数×10;
所需内存字数=模拟量点数×100(只有模拟量输入);
所需内存字数=模拟量点数×200(模拟量输入/输出同时存
长度、厚度尺寸,剔除不符合分拣规格的邮件;合格邮件经传送
带通过邮件计数模块.进入邮件分拣模块对应的轨道,完成分
拣。在自动供件模式下,人工将成叠的邮件放在供件机上,邮件
由动分离装置逐件分离(用吸取式机械手完成),然后进入同步
供件单元:邮件经同步供件单元进入外形检测单元。
3.2外形检测模块
此处是用光电传感器进行的邮件外形(邮件的长度与厚
========================================第1页========================================
基于S7—200PLC控制昀邮件自动分拣系统
Automatic
Mail
So硝ng
SIMATIC S7—300 PLC在烟草机械电控系统中的应用
/’ 一、 应用 技术
SMA I 7 30P C在烟草机械电控系统中的应用 I TC s—0 L
陈 战 强
( 昌 烟 草机 械 有 限责 任 公 司 , 河 南许 昌 许 4 10 ) 6 0 0
l引 言
为 r 合 市场 的需 要 和 礴 足 客 户更 多 的要 求 , l 机 适 草
( SMA I 1 — P作 为拄 制系统 的主 站 ,卷烟机 D I TC 3 5 2 D
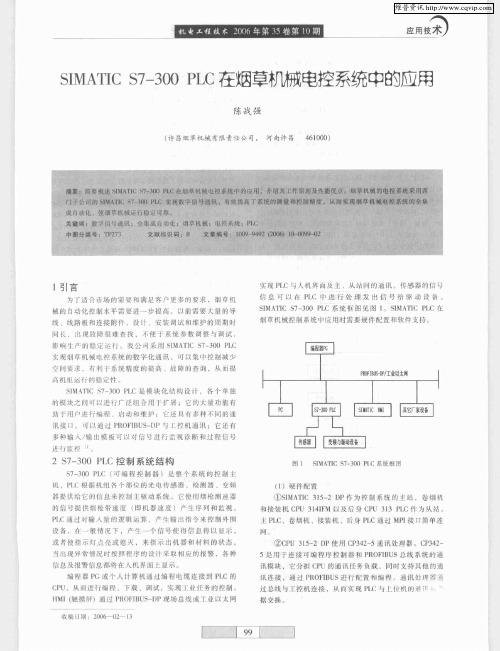
和 接 装 机 C U 3 4F 以及 后 身 C U 3 3 P C 作 为 从 站 P 1 1M P I L 主 P c、卷 烟 机 、接 装机 、 后 身 P c 通 过 MP 接 口简 单 睦 L L l
丈现 P C 。 人机 界 及 主 ,从 站 间 的 通 讯 传 感 器 的信 呼 I j
信息 町 以 证 P C I 进 行 处 理 发 出 信 号 给 驱 动 殴蔷 = L _ _
SMA I 7 3 0 P上 系统 框 图 见 I TC s—0 l I SMAn : P : I 【 I 在 烟 草机 械 控 制 系 统 应 用 时需 耍硬 件 配 置 和 软 件 支 持 。
械的 闩动化控 制水平需 要进 一步提高。 前需要大 量舳导 线 . 线路 板和连接 附件.设¨ 、安装调试和维护 的周期 时 ’
间{ 乏.出 现 故 障 很 难 雀 找 ,不 便 于 系 统 参 数 调 摧 与 调试 . 影 响 产 的 稳 定 运 行 我 公 司 采 用 SMA I 7 3 0 P C E I TC s — 0 L 宴 现 烟 荜 机 械 电榨 系 统 的 数 字 化 通 讯 . 可 蹦集 中控 制 减 少 宅 问 要求 . 舒 利 于 系 统 精 度 的 提 高 、故 障 的查 潮 .从 而提 高 机组 运 行 的稳 定 悱 。 SM Cs —0 L I AF 7 3 0 P C是 模 块 化 结 构 没 汁 I t.各 个 单 独
基于西门子S7-200系列PLC的自动货物分拣系统
毕业设计专业:班级学号:学生姓名:指导教师:二〇一三年五月本科生毕业设计基于西门子S7-200系列PLC的自动货物分拣系统Based on Siemens S7-200 series PLC automatic cargosorting system2013年5月摘要随着社会飞速发展,电子商务交易下,货物的流通量日益增长,使得人工对货物的分拣也显得效率不高,劳动强度大;本文以Siemens S7-200系列PLC为控制器,结合Siemens上位机组态软件Wincc,设计、模拟了自动仓库货物分拣系统,上位机与PLC的系统的数据交换采用OPC Scout协议技术;系统大概工作过程为:货物经检录入仓后,经机器人取货放入主传送带,主传送带一侧的传感器对货物进行分析检测,传感器信号传达至PLC,PLC输出相应命令驱动气动执行机构,进行货物的分拣,货物被拣入缓存仓后经机器人取货至出仓,或者分发到立体仓库经堆垛机进行货物的储存;系统体现了现代自动化技术,运行稳定的同时更易于操作员的监控。
关键词:PLC Wincc OPC 传感器堆垛机ABSTRACTAlong with the social rapid development,the electronic commerce trade,of goods in circulation,increasing makes manual sorting of goods also appears efficiency is not high,,the labor intensity;Based on Siemens S7-200 series PLC as controller,combining with Siemens upper unitconfiguration software Wincc, design, simulation, automatic warehouse goods sorting system,PC and PLC in the system of data exchange by OPC technology Scout agreement;System work process is:probably after roll call warehousing of goods,the robot take cargo put into the conveyor belt,the conveyor belt,analyze the goods side of the sensor,the sensor signals to PLC,PLC output corresponding command driven actuator,the sorting of goods,after the goods be picked into slow inventory via robot take the goods to the warehouse,or distributed to warehouse by the stacker for storage of goods;System embodies the modern automation technology,running stable and easier to operator's monitoring.Keywords: PLC Wincc OPC Sensor Piler目录摘要 (2)ABSTRACT (3)1 引言 (1)1.1研究背景及内容 (1)1.2仓库货物分拣系统概述 (1)1.2.1仓库货物分拣系统的发展状况 (1)1.3堆垛机的概述 (2)1.3.1堆垛机的发展 (2)2 西门子S7-200PLC概述 (3)2.1 产品概述 (3)2.1.1 S7-200 CPU (3)2.2 S7-200系列PLC的工作原理 (4)3自动货物分拣系统的硬件设计 (6)3.1系统的控制要求 (6)3.2方案设计 (7)3.2.1 PLC控制系统的总体设计 (7)3.2.2 PLC系统设计的基本原则 (8)3.2.3 PLC系统设计的主要内容 (8)4自动货物分拣系统的软件设计 (10)4.1系统流程图 (10)4.2系统涉及到的软件 (11)4.2.1 STEP 7 MicroWIN V4.0编程软件 (11)4.2.2 OPC服务器 (12)4.2.3 OPC服务器的以太网通讯处理器的设置 (13)4.2.4 STEP7与OPC硬件组态 (17)4.3 组态画面的设计 (19)4.4 程序编写的设计 (21)结论 (29)参考文献 (30)I致谢 (31)II1 引言1.1研究背景及内容分拣作业是仓库货物输送中的一个关键环节,它指的是依据货物信息及货物属性,迅速、准确地将商品从储位或其他区域拣出,并按照一定方式进行分类、集中储存,等待配装送货的作业过程。
基于SIMATIC S7的卷烟分拣系统数据交换
基于SIMATIC S7的卷烟分拣系统数据交换柳捷【期刊名称】《物流技术》【年(卷),期】2012(031)003【摘要】介绍了卷烟分拣系统运行过程中需要交互的数据类型和内容,并以大型卷烟分拣机为例,详细说明了利用SIMATICS7编程和现场总线在卷烟分拣系统不同环节之间进行数据交互的方案.%The paper introduces the type and content of the data that needs exchanging in the operational process of cigarette picking systems and, in the case of a large-scale tobacco picking machine, details how to use SIM ATI C S7 program and field-bus to realize data exchange between different links of the picking system.【总页数】3页(P132-133,136)【作者】柳捷【作者单位】上海海烟物流发展有限公司,上海200335【正文语种】中文【中图分类】N945.13【相关文献】1.基于SIMATIC S7 多点接口网络的主从控制系统 [J], 朱学军;刘旭宇;陈昭荣2.基于SIMATIC S7多点接口网络控制的精炼炉控制系统 [J], 刘玉玲3.基于PROFIBUS和SIMATIC S7的分布式I/O控制系统研究 [J], 赖惠鸽;朱学军4.基于PROFIBUS和SIMATIC S7的分布式I/O控制系统研究 [J], 赖惠鸽;朱学军5.基于西门子SIMATIC S7和6RA70的热连轧自动控制系统 [J], 沈庆因版权原因,仅展示原文概要,查看原文内容请购买。
基于西门子S7-200自动生产线分拣站的控制
摘要本文详细阐述了可编程控制器(PLC)在自动物料分拣单元中的应用。
利用可编程控制器,设计成本低、效率高的物料自动分拣装置。
以PLC为主控制器,结合气动装置、传感技术等,现场控制物料的自动分拣。
系统具有自动化程度高、运行稳定、精度高、易控制的特点,能连续、大批量地分拣货物,分拣误差率低且人工劳动强度大大降低,可明显提高劳动生产率。
而且,分拣系统能灵活地与其他物流设备无缝连接,实现对物料的分配和管理。
其设计采用标准化、模块化的组装,系统布局灵活,程序开发简单,维护、检修方便,可适应进行物料分拣的弹性生产线的需求,受场地等因素的影响不大。
同时,只要对本系统稍加修改即可实现各种不同生产线的要求。
关键词可编程控制器分拣装置传感技术气动技术电磁阀变频器ABSTRACTThe design of an automatic sorting device with low cost and high efficiency is presented in the paper which regards programmable logic controller (PLC) as the master controller and combines pneumatic device sensing technology and other technology to implement automatic selecting of the products. The device is characteristic of high automation, steady running, high precision and easy control .It can be continuous, large quantities of goods are sorted, sorting error rate low ,greatly reduce labour intensity, can significantly increase labour productivity. Furthermore, the sorting system would be flexibly and seamlessly connect to other logistics equipment. The design use standardized and modular assembly, a flexible system layout, simple program development and easy maintenance. It adapts to elasticity production line for materials sorting. The system affected by the venue and other factors with little impact. Meanwhile it can fulfil different requirement according to different situations with little modifications.Keywords PLC, sorting device, sensing technology, pneumatic technology, solenoid pilot actuated valve, frequency converters,目录第1章概论 (1)1.1课题研究的背景 (1)1.2自动分拣系统发展的现状 (2)1.3YL-335A自动化生产线实训考核装备概述 (2)1.3.1 YL-335A的基本组成 (2)1.3.2. YL-335A各工作单元的基本功能 (3)1.3.3. YL-335A 的特点 (4)1.3.4 YL-335A的PLC网络控制方案 (4)1.3.5 YL-335A的公共模块和器件 (5)第2章分拣单元的结构与控制 (7)2.1分拣单元的结构组成 (7)2.1.1传送和分拣机构 (8)2.1.2 传动机构 (10)2.1.3 电磁阀组 (11)2.2分拣单元的工作原理 (12)2.3气动控制回路 (12)2.4分拣单元的电气接线 (13)2.5PLC的I/O接线 (14)2.6西门子MM420变频器简介 (15)2.6.1 MM420 变频器的BOP 操作面板 (17)2.6.2 MM420 变频器的参数设置 (18)第3章分拣单元的编程. (21)3.1分拣单元的编程要点 (21)3.2分拣单元变频器的参数设置及梯形图 (21)3.2.1变频器固定频率调速 (21)3.2.2变频器模拟输入变速调速 (23)3.2.3在PLC网络控制下的分拣单元程序 (24)3.2.4运行结果 (27)结束语 (27)参考文献 (28)第1章概论在高新技术不断迅速发展及企业现代化生产规模的不断扩大和深化的今天,不断更新和研发自动化生产线非常重要。
基于S7-200PLC的自动分拣控制系统设计
基于S7-200PLC的自动分拣控制系统设计
于子峻
【期刊名称】《造纸装备及材料》
【年(卷),期】2022(51)8
【摘要】自动分拣是生产线系统的核心环节,可以根据功能要求将生产的物件准确地分拣出来,还能持续工作,大大地节约了成本和提高了生产系统的工作效率,节约人力、物力的同时,能确保分拣系统的正确率。
文章基于自动分拣的功能和基本原理,以西门子S7-200PLC为控制核心,融合变频器、三相交流电机、传感器、气动控制等技术,并以亚龙公司YL-335B自动化生产线为控制对象,完成了自动分拣控制系统功能调试。
【总页数】3页(P105-107)
【作者】于子峻
【作者单位】南京理工大学紫金学院电子工程与光电技术学院
【正文语种】中文
【中图分类】TP242;TP273
【相关文献】
1.基于S7-200PLC的牲畜圈舍自动控制系统设计
2.基于WinCC6.0及S7-
200PLC的材料分拣监控系统设计3.基于S7-200PLC和MCGS的自动洗衣机模拟控制系统设计与调试4.基于S7-200PLC的锅炉燃烧自动控制系统设计5.基于S7-200PLC控制的邮件自动分拣系统
因版权原因,仅展示原文概要,查看原文内容请购买。
烟草分拣线自动控制系统的设计

烟草分拣线自动控制系统的设计摘要:近20年来,烟草物流作业经历了人工拣选、半自动分拣、全自动分拣等阶段;烟草物流设备也在不断推陈出新,先后推出了电子标签分拣线、半自动分拣线和全自动分拣线等;电子标签、通道机、立式机、预分拣机、人工堆叠包装机、机械手堆叠包装机等多种分拣包装设备,大幅降低了人工作业的劳动强度,提高了生产效率。
随着时间的推移,现有物流设备分拣模式出现了瓶颈,无法满足日益增长的生产需求,降本增效压力逐渐显现。
因此,提升卷烟分拣效率已成为烟草商业亟待解决的难点问题。
为满足现代烟草配送系统高效配送、准确配送的发展趋势,烟草分拣线自动控制系统需要完成自动分拣、自动分离、自动喷码、自动打包和分类,设计了烟草分拣线自动控制系统。
该系统采用上位机,通过交换机与PLC和喷码机进行数据传输和通讯,采用变频器控制四段皮带输送,实现了分拣过程中对每单香烟数量和品牌的准确比对,提高了分拣效率,保证了分拣的准确性。
关键词:分拣;上位机;电子标签;通讯接口0引言近年来,为寻找资源配置和运作成本的最佳组合,学者们对分拣布局进行了深入的研究。
曾彭城[7]分析了传统分拣系统的弯道和直道布局,研究表明弯道布局虽占地面积小,但输送皮带稳定性不好;直道布局输送稳定性好,但存在占地面积大、备货容量小的缺点。
俞武杨等[8]采用直线型制造单元与设施集成布局实现了物料搬运距离与占地面积的双优化,但只适用于分拣路径确定的情况,其适应性较差。
因此,单元物料分拣布局和多单元物料路径布局都难以满足企业的物流配送规格,按照实际分拣需求将卷烟分拣线进行模块化布局是非常必要的。
1分拣线系统构成整个系统分为四大部分:上位机输入部分,电子标签自动计数部分,分拣线自动输送部分和包装机自动打包部分。
上位机输入部分主要完成用户订单的输入和标牌的扫描输入。
通过扫描标牌,上位机就把当前订单的详细数量和香烟类型反映到电子标签部分供操作人员拣烟参照。
电子标签部分除了显示当前订单所需各类型香烟的数量外,还能结合上位机进行自动盘点,以便实时统计当前分拣数量是否与订单相符。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 通 讯方式 的选择
在分拣系统中交互 的信 息是订单信息 以及 自动化控制的 各类 静态 和动态数据 , 内容如下 : 主要 () 1订单信息 , 包括订单 号、 路线 、 产品规格 、 数量 、 拣选识
别号等 ; () 2 订单执行状态信息 , 包括拣选 状态 、 标识状态 、 包装状
U U ,e l i
(hn hi oac gsc ee p et o,t. hn a 0 3 , hn) S ag aT b o o ts vl m n . d, agi2 3 5C ia c Li i D o C L S h 0
Absr c: ep p rit d cstetp n o tn o ted t h t e d x h gn nteo eain l rc s f iaet ikn s ta t Th a e nr u e h y ea dc ne t fh aata n e sec a i gi h p rto a p o eso cgrtepc igs - o n y
1 2— 3 —
柳捷 : SM TCS 的卷烟分拣系统数据交换 基于 I A I 7
而 P O I U — P在 同一总线上最多可连接 16个站点 , R FB S D 2
tm ad i he ae f lresa tbco k m cied tlh wt s ¥MA I 7pormadfl- u traz a eca g e s ,nt s oaag—cl oac  ̄c mg ahn ,ea s o oue I T Cs rga n i d b soe i t xhn e n c e i e l ed a
求 比较 高之外 , 订单执行的准确性也是分拣系统的核心指标 , 而这一切不仅 要依靠对设备机构 的精确运动控制 ,更重 要的 是要 确保 信息和数 据传输 的严谨性和实时性 ,特别是执行 环 节和复核环节 的数据传输 。
和订单信息 的交互 , 必须保证通信的实 时I和确定性 。 生 也就是
1 引言
分拣系统是大型物流 中心的核心设备 ,其功能是根据订 单 的要求将指定 的产品进行拣选 、 分类 和包装 , 典型 的工作流 程 主要 由补货 、 拣选 、 合单 、 装等环节构成 。根据其工作 流 包
态、 质检状态等; () 3 输入输 出状态信息( o, u 包括数字量 和模拟量 的输 入
柳 捷
203 ) 0 3 5 ( 上海海烟物流发展有 限公 司, 上海
【 要价 绍了卷烟分拣系统运行过程中需要交互的数据类型和内容, 摘 并以大型卷烟分拣机为例, 详细说明了利用 SM TC I A I
s 编程和现场总线在卷烟分拣 系统不 同环节之间进行数据交互 的方案 。 7
【 关键词】 卷烟分拣系统 ; 数据交换 ; 订单信息 ; 现场总线
输出状 态等 ) 。 在以服务器 为核 心的上位机 中 ,一般 多采用 以太网方 式
进行数据的交互 。而在分拣机 中, 我们要同时处理 自动化控制
程 , 系统一般 由备货系统 、 分拣 输送设备 、 拣选装 置和包装等 设 备构成 , 构成整个 系统 的设备类 型繁多 、 较为复 杂 , 统协 系 同作业要求很 高。除了各设备环节 的衔接对 自 动化控制 的要
说数据交互的环境必须满足各子站点得 到确 定的网络服务间 隔和时间 ,而且网络分配给各子站点的服务 时间和间隔也必 须保证每个 站点能够完成它确定 的任务 。 在这种情况下 , 现场
总线是较为合适 的方案 。
在 以西门子 SM TCS E 7作为核心控制系统 的分拣机 I A I P T 为例 , 中央处理 器模 块( P ) c u 同时 具备 M I P O IU P 与 R FB S— D P的现场总线接 口, 可以利用 MP 或 P O IU —D 我们 I R FB S P来 实现数据交互。
【 中图分类号] 9 5 3 N 4. 1 【 文献标识码】 A 【 文章编. 1 0 — 5 X 2 1 )3 0 3 — 2  ̄ 1 5 12 (0 2 0 — 12 0 0
S MA TI S s d Da a Ex h n e i g r te P c i g S se I C 7 Ba e t c a g n Ci a e t ik n y t ms
网络 与 信 息 化
d i 3 6 /i n1 0 - 2 2 1 .30 1 o:O 9 9j s . 5 1 X. 0 .4 l. . s 0 5 02
物流技术 21 年第 3 卷第 3 总第 28 02 1 期( 5 期)
基于 SMA l 7 卷烟分拣 系统数据 交换 l TCS 韵
b t e i e n n s f epc igsse ewe ndf r tik t ikn ytm. e l oh Ke ywo d : iaet ikn ytm; a c a e od rnomain fed us r s cgrte c igsse d t e h ng ;r e fr to ; l-b p a x i i
【 日期] 1一 1 3 收稿 2 2 O— 1 0 【 作者简O] (9 1 , , r 柳捷 17 一)男 硕士 , 主要研究方 向: 物流工程 。
— -
M I P O IU 都 是基于 O I开放系统互 联 ) P 和 R FB S S( 的七层 网络结构模型。 M I ui i I ea ) P( l o t tf e的通信速率可以达到 1M p。 M t n n rc p 2 bs 它 是一 种多点 通信 的接 口, P 网络 最多 可 以连接 3 个 接节 MI 2 点, 最大通信距离为 5m 适用于少数 站点间通信 的 网络 , 0, 一 般用 于连接上位机和少量 P C之间近距离通信 。 L