【精品】Feedercheck使用方法
FEEDER校正仪操作指导书

设备操作指导书
FEEDER校正仪
1.设备 概述
1.1 设备 名称
1.2使用 电源
1.3工作 气压
FEEDER校正仪 AC 220V /50Hz 0.5MPa-0.6MPa
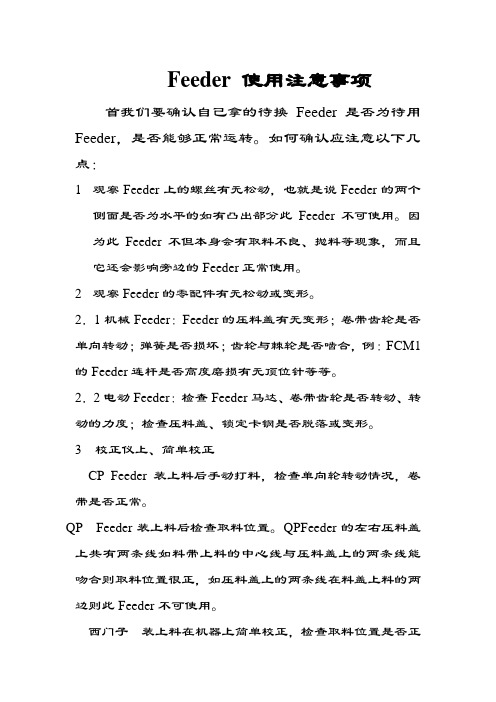
22..1开插上机
电源线插
图像采集相机
图1
FEEDER校 正平台
页号
1/1
文件编 做成日
期 发行版
次
WTE-SBZ-SMT-
图像采集显 示器
气压表
气动按钮
3.操作
步骤
图2
3.1检查
气压表在
工作气压
范围,如
不在范围正平台无杂物,将要校正的FEEDER装好空的料带放上校正平 台,按下气动按钮,FEEDER开始做送料动作;(图3)
3.3检查图像采集显示器上取料中心点,如不在中心点,用调试工具调 到中心点;(图4)
图3
4.关机
图4
4.1关闭 图像采集 显示器开 关,拔掉 电源插头 线;
注意事 项
操作人员 必须接受 相关的培 训后,才 能操作该 设备。
改 定 记 录
品质部
技术部
承认 承认 审核 拟制
无锡东洋电器有限公司
Feeder 使用注意事项
Feeder 使用注意事项首我们要确认自己拿的待换Feeder是否为待用Feeder,是否能够正常运转。
如何确认应注意以下几点:
1观察Feeder上的螺丝有无松动,也就是说Feeder的两个侧面是否为水平的如有凸出部分此Feeder不可使用。
因为此Feeder不但本身会有取料不良、抛料等现象,而且它还会影响旁边的Feeder正常使用。
2观察Feeder的零配件有无松动或变形。
2.1机械Feeder:Feeder的压料盖有无变形;卷带齿轮是否单向转动;弹簧是否损坏;齿轮与棘轮是否啮合,例:FCM1的Feeder连杆是否高度磨损有无顶位针等等。
2.2电动Feeder:检查Feeder马达、卷带齿轮是否转动、转动的力度;检查压料盖、锁定卡钢是否脱落或变形。
3校正仪上、简单校正
CP Feeder 装上料后手动打料,检查单向轮转动情况,卷带是否正常。
QP Feeder装上料后检查取料位置。
QPFeeder的左右压料盖上共有两条线如料带上料的中心线与压料盖上的两条线能吻合则取料位置很正,如压料盖上的两条线在料盖上料的两边则此Feeder不可使用。
西门子装上料在机器上简单校正,检查取料位置是否正
确、卷带先,齿轮卷动是否有力、Feeder压料盖上的弹片是否灵活。
FCM1装料后检查取料位置,卷带单向轮是否转动、弹簧有无张力。
FCM2装料后按“△”控制键看有无异常,通常有了种种故障亮红灯。
取料不正,马达空转。
雅马哈装料后手动打料,检查是否卷带、步距是到调准确。
计量皮带秤操作说明

皮带秤操作说明Display Events显示故障信息Display Check检查显示器Start/Stop Feeder给料机启/停Serrice Values服务值Volurn.Synchron容积方式同步>0:Zero Set调零Select Batch批量方式Volurn.Mode容积方式有效/无效Actirate/Deact.Easyserre连机服务有效/无效Start/Stop Keyb.Mode键盘方式有效/无效Print Fmz打印计数器值Calib.functions标定功能Start/stop simulation模拟方式启/停Lb:/mp/belt准备程序Set time时间设定Tw:tare除皮程序Cw:weight check砝码检查Programming编程功能Read parameters读参数Load defaultpar装入初始值Print parmeters打印参数Enter parameters输入参数Print stat.rep打印状态如何除皮┙确认,按⿹进入菜单,通过↑↓选择到Volurn.Mode容积方式有效/无效,在按有效时面板显示V,再按⿹进入,通过↑↓选择到Start/Stop Keyb.Mode键盘方式有效/无效, 在按┙确认,有效时面板显示口。
按⿹进入,通过↑↓选择到Calib.functions标定功能,按┙进入,通过↑↓选择到Tw:tare除皮程序,┙确认,使频率达到50HZ。
再按⿹进按I启动,按←Ↄ进入数值设定,设定数值后按┙启动程序,结束后按┙保存。
入,通过↑↓选择到Tw:tare除皮程序,在按运行中更改D02┙确认Programming编程功能,按┙进入,通过↑↓选按⿹进入菜单,按┙进入,输入密码07734,按┙确认,择到Enter parameters输入参数,按┙保存。
通过↑↓选择到D02参数,按←Ↄ进入,输入要更改的参数数值,并按。
FEEDER使用管理办法
版本
页数
修订页次
制 订 摘 要
2004/11/23
A01
2
NA
初版制订
修订日期
版本
页数
修订页次
修 订 摘 要
2005/03/24
A02
2
NA
《料架维修维护记录卡》作修改
2005/06/07
A03
3
2
增加6-3-3;6-3-4;6-3-5
2006/7/11
A04
3
2
增加6-3-1;9-2;9-3.修订:2.范围;6-4-1;
维修.
6-4-1.FEEDER维修人员每日必须对不良FEEDER进行维修,须填写《料架维修维护记录卡》.
同时记录於《不良FEEDER维修记录表》中.
6-4-2.维修好之FEEDER,由随线技术员作试用评估,并填写FEEDER试用评估卡.
6-4-3.FEEDER维修人员在一日之後,跟据FEEDER试用评估结果,对该FEEDER作相关处理.
2007/3/29
A05
3
2-3
修订: 编号与标示相关内容;删除:6-3-5
正 本
文件管制中心留存
拟案单位
拟案者
审 核
覆 核
核 准
文件发行
收文部门
实装部
王秀萍
C0CP04001-002A
文件编号:A6P-W-04005
版本:A05
文件名称:FEEDER使用管理办法
第 2 页,共 3 页
1、目的:保证FEEDER使用寿命和精度,提高产品品质.
8、参考资料:
无
9、附件:
9-1.《料架维修维护记录卡》 A6PW04005-001
【精品】Feedercheck使用方法

選擇精度允許的公差
列號
值.(開始setting中設定值)
X
W8:
±100
W16~W32: ± 200
W44以上: ±500
Y (um) ± 100 ± 150 ±500
四:对Feeder进料精度的调整
4.點擊OK后,feeder自動進料61次,對其精度進行測量,最后彈 出測量結果.
如測定結果都在誤差 允許范圍內,則可點此 按鈕進行數據的更新
▪ 2.开启治具前下方的Main unit power switch 和左方的Feeder power switch
▪ green switch: ▪ Not currently used
这个开关此时不用开启
一.Calibration校正
▪ 3.启动Feeder Check,选择Setting,对其各项 参数进行设定
3.將固定 螺絲鎖緊, 最后確認 其Y方向.
Feeder mark Y方向的調整
1.松開feeder前端的feeder guide固定的螺絲,
2.根據影像中的圖形調整 feeder guide的位置,使其Y方 向與影像在一個水平面上
3.將固定 螺絲鎖緊, 最后確認 其Y方向.
三.调节Feeder上的Fiducial mark 位置
3. 旋紧松开的 螺母,再次在画 面上确认基准 孔的位置,如 果X 方向没有 偏移则调整结 束
基准孔的位置调整只进行X 方向的调整。
四:对Feeder进料精度的调整
1.執行feedercheck.exe,選擇Inspect 后,點擊
2.在彈出的feeder信息中, 3.用bactor掃描feeder的序
如測出的值超出設定的誤 差范圍,在max,min,ave中 將以紅色顯示,在下列61次
Feeder校准说明

供料器调整夹具 ̢̟̌̍ʢ带液晶监视器ʣ
使用说明书
感谢您购买本公司的产品。
注意
为了能让您安全地使用供料器调整夹具,在您使用前,请一定仔细阅读本说 明书。
阅读完本书之后,请妥善保管,以便能随时查阅。
Rev. 01 E9001705J0B
注意事项
(1) 严禁复写、复制本书的全部或部分内容。 (包括软件和程序)
2-̍ 组装方法......................................................................................................................... 2 2-2 主供料器的构成.............................................................................................................. 4 3. 调整夹具的规格 .................................................................................................................. 5 3-1.适应机种......................................................................................................................... 5 3-2.测定方法......................................................................................................................... 6 3-3.最小显示值 ..................................................................................................................... 6 3-4.刻度板 ............................................................................................................................ 6 3-5.电源规格......................................................................................................................... 6 3-6.环境条件......................................................................................................................... 6 3-7.外形尺寸......................................................................................................................... 6 3-8.重 量 ............................................................................................................................ 6 4. 调整夹具的使用方法 ........................................................................................................... 7 4-1.检查前的准备工作 .......................................................................................................... 7 4-2.带式供料器的检查方法 ................................................................................................... 9 4-3.带式供料器的间隔位置偏差的调整方法........................................................................ 10 4-3-1. 8mm(CTF)Ŋ 8mmʙ24mm (FTF)8mm(ATF)Ŋ12mmʙ24mm(ATF) 的调整 ............. 10
Feeder 维修流程
Feeder维修流程
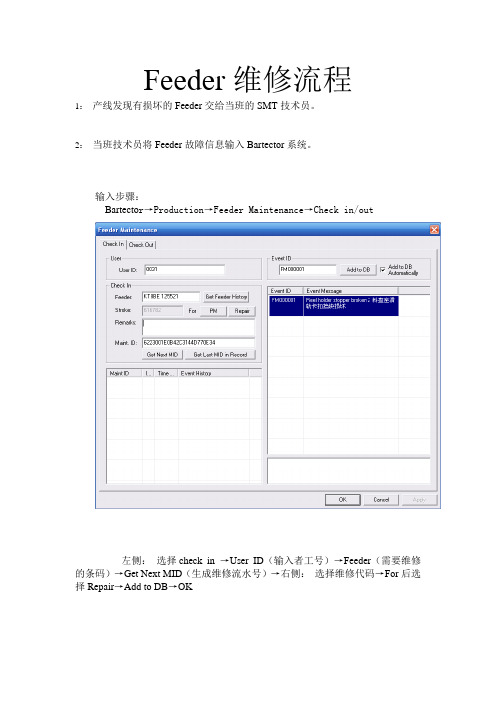
1:产线发现有损坏的Feeder交给当班的SMT技术员。
2:当班技术员将Feeder故障信息输入Bartector系统。
输入步骤:
Bartecto r→Production→Feeder Maintenance→Check in/out
左侧:选择check in →User ID(输入者工号)→Feeder(需要维修的条码)→Get Next MID(生成维修流水号)→右侧:选择维修代码→For后选择Repair→Add to DB→OK
代码与结Feeder构图:
代码
000001
000002
000003
000004
000005
000006
000007
000008
000009
000010
000011
000012
000013
000014
000015 000016
例行维护保养
保养维修完毕
马达齿轮有异声
无电源输入
挡板不良(W32以上)
导轨松动
料膜卷取滚轮不良
料膜卷取齿轮不良
变速皮带不良
进料报错
维修项目
夹杆夹块钢丝不良
料带升降板不良
料带导盖不良
料盘座滑轨损坏
定位点导盖不良
送料间距设定开关不良
3:入完系统后由入系统者将需要维修的Feeder送到车间西南角待维修Feeder 车子上
4:Feeder维修好后使用check out 完成维修,步骤与check in 一样。
5:完成维修后由维修者将修好的Feeder送到产线上。
板式喂料机的操作流程

板式喂料机的操作流程英文回答:Feeding Operation of Plate Feeders.Plate feeders are widely used in various industries for handling bulk materials such as coal, ores, minerals, and aggregates. They are designed to provide a controlled and efficient flow of material from a storage area to a conveyor or other processing equipment. The operation of plate feeders typically involves the following steps:1. Inspection and Preparation: Before starting the feeder, it is crucial to inspect the unit for any visual damage or loose parts. Ensure that all safety guards and covers are in place and that the feeder is properly lubricated.2. Power Supply: Connect the feeder to an appropriate power source as per the manufacturer's specifications.Ensure that the power supply meets the voltage and amperage requirements of the feeder.3. Material Loading: Load the material onto the feeder plate. The depth of the material should be evenlydistributed and not exceed the recommended maximum capacity.4. Feeder Start-Up: Start the feeder by activating the motor control switch. The feeder plate should startrotating and conveying the material.5. Feed Rate Adjustment: Adjust the feed rate by controlling the speed of the motor using the speed controller. The feed rate should be set to match the downstream process requirements.6. Monitoring and Control: Continuously monitor the feeder operation to ensure that the material is flowing smoothly and the feed rate is consistent. If any abnormalities are observed, stop the feeder immediately and investigate the cause.7. Shut Down: To stop the feeder, turn off the motor control switch. Allow the feeder plate to come to a complete stop before performing any maintenance or cleaning tasks.Troubleshooting:Common troubleshooting steps for plate feeders include:No material movement: Check for power supply, loose connections, or motor failure.Uneven material flow: Inspect the feeder plate for wear or misalignment, adjust the feed rate, or check the material properties.Excessive noise or vibration: Check for loose parts, bearing failure, or material contamination.Safety Precautions:Always follow proper lockout/tagout procedures beforeperforming any maintenance or repairs.Wear appropriate personal protective equipment (PPE) such as gloves, safety glasses, and hearing protection.Keep the work area clean and free from hazards.Do not operate the feeder with any safety guards or covers removed.中文回答:板式喂料机的操作流程。
FEEDER使用指导手册

西门子供料器使用手册1.1 送料器1.1.1 种类:我们现用两种送料器,8mm SII 和12/16mms1.1.2 8mms SII 送料器用于8mm宽料带,可选4mm 或 2mm两种步距,每个 8mm SII 送料器分两个轨道,每个轨道可分别装一盘料。
如图所示:1.1.2.1 控制板* 黄色圆形键是转动键。
按下此键时通过齿轮的转动,使料带盖卷到位。
* 指示灯:指示送料器的工作状态* 绿色键头形键是进给键。
按下此键送料器将料带前进一步。
1.1.2.2 调整步距* 8mm SII 送料器有2mm 和 4mm两种步距可以根据材料包装进行选择* 按住进给键2秒钟,再按一下转动键,同时松开两键,指示灯将闪烁一次,送料器步距变成2mm* 按住进给键2秒钟,再按两下转动键,同时松开两键,指示灯将闪烁两次,送料器步距变成4mm1.1.2.3 调整元件吸取位置* 按进给键再按转动键* 按住转动键松开进给键,元件遮盖关闭,料带前进2mm* 若再按一次进给键,料带将再前进2mm* 松开进给键1.1.2.4 料带压紧卡料带压紧卡用于绷紧料带盖,如果送料器出现任何故障,使料带盖不能绷紧时,控制板上的指示灯就不停的闪烁。
如下图箭头指的部分是两个齿形轮啮合处,用于卷进废料盖带。
压杆锁扣料带盖压紧卡齿形轮1.1.2.5 上料 :* 从送料器尾部进料口将料带送入,从送料器头部出口将料带头牵出,掀起料带盖 2~3cm,并将掀起部分向后折起。
将料带盖送到剥料带盖锋边和去料折板之间。
料带孔对准送料器针轮,用压板压住料带和取料折板。
按进给键,使料带孔与针轮完好的配合,并进给料带。
向后拉住料带盖,最终使揭开的料带盖达到35cm ,放开料带盖压紧卡,使料带盖从压紧卡的小齿轮下穿过,再向下按住压紧卡使之重新锁住。
把料带盖的头对准齿形轮啮合处,按住转动键,使料带盖拉紧到齿形轮不能转动为止。
1.1.2.6 清料带盖:打开送料器后盖,轻轻拉出料带盖,用剪刀剪断。
校正仪使用手册

疑问请您洽分销商或者我们。
(About this product improvement and the partial renewal, we will not give the additional explanation. If you have any question, please ask your agent or us.)
建议您保留机器的包装材料,以备运送机器时的需要,使用
不恰当的包装运送机器可能导致机器损坏。
(Suggest to keep this packing material, It’s need when to ship this machine, and use impertinent packing possibly to cause the machine damage.
3.2.5 动态可调校方式(单动/连动).
(3.2.5 The dynamic state adjustable method.(single / continuous strike.)
3.2.6 速度可调方便观察压料盖磨损情况.
(3.2.6 The speed adjustable convenient observation to feeder tape guide cover fray conditions.)
(3.2.3 50X CCD;with LED lighting, appearance clearer.)
3.2.4 配置气动方式,单动或者连续打击 LEVER, 模拟机器
动作.
-6-
(3.2.4 Install dynamoelectric, single and continuous strike LEVER, simulate machine action.)
Feeder 使用规范

Feeder架
OK NG
OK PCU
Project name / Myriad Pro light (8pt)
NG Feeder托架勿与其他物品相撞
备料作业
1. 準備料卷安裝臺 ( 或供料器檢查治具 ) 將電源設在ON的狀態.
ON狀態
2. 請確認基準定位點孔上是否有異物或灰塵等, 如果有請通過吹氣等方法清除.
Project name / Myriad Pro light (8pt)
备料作业
2. 按下前進按鈕, 使元件料帶前進. 3. 目視最初的元件, 到達接近吸取點時放開按鈕, 停止元件料帶的前進. 元件料帶送過頭時, 請按下后退按鈕使其返回.
4. 然后按下原點調整按鈕, 使元件料帶前進. 目視最初的元件, 在滿足 下面條件的位置停止元件料帶.
备料作业
5. 元件料帶送過頭時, 按下后退按鈕使第一個元件后退, 之后, 請按下原點調整 按鈕, 在滿足4. 項的條件的位置上停止后退.
備注 ) 第一個元件的吸取位置調整必須通過按下調整按鈕來進行.
6. 將第一個元件移動到吸取位置后, 從安裝臺取下供料器, 安裝到機器上.
Project name / Myriad Pro light (8pt)
PWR燈
夾塊
Project name / Myriad Pro light (8pt)
备料作业
(2) 從料卷安裝臺上拆下供料器時, 必須先提起夾桿,然后拉出供料器 .
5. 將料卷孔穿過料卷托架的銷, 使之掛在料卷托架上 .
銷
Project name / Myriad Pro light (8pt)
原因分析: 零件拆备料件时,零件从进料齿轮口掉落进FEEDE内部,卡在各传动齿 轮咬合处,造成Feeder 齿轮卡死. 改善对策
飞达常见问题处理

2012-4-1
8
Nokia Internal Use Only
3.飞达类型设置(W8-W56)
当更换了电路板后需要对电路板进行飞达类型设置.否则可能导致数据不一样造成 NXT Trace无法读取.影响生产。 主要是通过飞达跳线设置来改变飞达类型
电路板中位置
W8
W12
W16
W24
W32
W44
W56
Fuji NXT Feeder 常见报警及故障处理
Editor:谢帮国(James) 2012/4/01
Nokia Internal Use Only
1.飞达结构介绍 2.通信故障 3.硬件故障 4.电源方面故障
5.飞达相关设置 6.错误代码查询
7.检查治具介绍
2012-4-1
2
Nokia Internal Use Only
12
Nokia Internal Use Only
7.检查治具介绍
2012-4-1
13
Nokia Internal Use Only
2012-4-1
14
Nokia Internal Use Only
The
END
由于知识掌握有限.故很多地方还有不足之处.还望多多指教.以便可以更好的 编写本手册.本手册旨在维修飞达时作参考之用
0102
原因:在与供料器通信时发生了错误 解决思路: 1.请确认供料器是否通电
2.检查通信接口是否损坏或未很好连接 3.以上都不能解决时请更换电路板主板.采用替代法排除问题
0301 原因:Feeder send error 处理思路:按下供料器原点调整位置 可锁定链距感应器&PCB部分.
解除错误后重新执行.通常为送料异常
飞达常见问题处理

Nokia Internal Use Only
2012-4-1
8
Nokia Internal Use Only
3.飞达类型设置(W8-W56)
当更换了电路板后需要对电路板进行飞达类型设置.否则可能导致数据不一样造成 NXT Trace无法读取.影响生产。 主要是通过飞达跳线设置来改变飞达类型
电路板中位置
W8
W12
W16
W24
W32
W44
W56
2.通信故障
1.电路板IC烧坏 原因:Feeder过载.短路. 处理方法:更换电路板.并更新.设置相关参数
参数设置请点击 飞达相关设置
2.通信接头问题 原因:通信接头在长期使用过程中由于外力原因.导致前端PIN损坏 或者接头有异物导致无法正常通信 处理方法:(1.检查接头有无异物.若有请去除。
(2.更换通信接头。
0102
原因:在与供料器通信时发生了错误 解决思路: 1.请确认供料器是否通电
2.检查通信接口是否损坏或未很好连接 3.以上都不能解决时请更换电路板主板.采用替代法排除问题
0301 原因:Feeder send error 处理思路:按下供料器原点调整位置 可锁定链距感应器&PCB部分.
解除错误后重新执行.通常为送料异常
2012-4-1
9
Nokia Internal Use Only
4.物料盖膜卷取部分相关参数及设置 变速皮带张力参数
W8 200—240HZ
W12及以上220—260HZ
2012-4-1
10
Nokia Internal Use Only
弹簧卷取调整
特别说明:弹簧必须保证原装
2012-4-1
Feeder校作仪作业指导书
文件名称Feeder 校正仪作业指导书页 码 1/13WW-QR-DCC-001文件修改履历表修订序号 内容(页、章内容、变更前后、追加、消除理由)版本 生效日期1 新版制定00 2 3 4 5 6 7 8 9 10WW-DCC-QR004/A1文件发放/回收记录表发放部门 ■MR■HR■PC ■MC ■QA ■ME ■TE ■RP ■FD ■TP ■IE ■SP ■DCC■SP1 ■SP2 份数签收回收备注文件名称Feeder校正仪作业指导书页码2/131.0目的当供料器使用时元件的吸取率下降时,依次对以下3个位置进行测定,缩小与基准位置间的偏移量,提高精确度;影像处理式智能供料器检查治具在进行以下所记述的3 个位置的测定时使用。
•·基准定位点:Fiducial mark和Master tape mark•·元件停止位置,feeder進料精度的調整.•·元件吸取高度2.0适用范围FUJI Feeder校正仪3.Feeder Check的操作方法3.1:calibration校正1.将master jig插入Feeder set stand 上面3.1.1master jig分两种:W8~W24: AA8760xW12~W88: AA8770x3.1.2Jig的选择根据所校正的Feeder的类型来选择;3.2.开启治具前下方的Main unit power switch和左方的Feeder power switch• green switch:Not currently used——这个开关此时不用开启文件名称Feeder校正仪作业指导书页码3/133.3.启动Feeder Check,选择Setting,对其各项参数进行设定3.4.进行calibrationFunction→start live image→手动调节CCD camera的位置使影像中的4 mark和master jig 上的 4 mark 完全重合→点击calibration,完成其校正文件名称Feeder校正仪作业指导书页码4/13 3.2:Fiducial mark position setting;文件名称Feeder校正仪作业指导书页码5/13 3.3:调节Feeder上的mark 和master tapemark位置;文件名称Feeder校正仪作业指导书页码6/13文件名称Feeder校正仪作业指导书页码7/13文件名称Feeder校正仪作业指导书页码8/13文件名称Feeder校正仪作业指导书页码9/13 3.4:对Feeder进料精度的调整文件名称Feeder校正仪作业指导书页码10/13文件名称Feeder校正仪作业指导书页码11/13 3.5:调节feeder的Pickup height文件名称Feeder校正仪作业指导书页码12/13 3.6: FCViewer的使用—从数据库中抽出及显示所取得的检查结果3.6.4.選擇feeder的序列號,即可查詢其以前校正的詳細信息.文件名称Feeder校正仪作业指导书页码13/134.相关记录名称:《保养记录表》5.注意事项5.1本指引应严格执行并如实作好保养记录.5.2 需按正常程序关机,禁止在机器自行关闭操作系统前切断总电源.5.3 操作过程中有任何疑问,找技术员处理.5.4 任何人不得私自在SMT计算机上装载软件.。
Feeder校正治具核心技术

如測出的值超出設定的誤 差范圍,在max,min,ave中將 以紅色顯示,在下列61次設 定值中以黃色顯示
四:对Feeder进料精度的调整
5.如測定范圍超出用戶要求,則需對其精度進行調整
由于master tape的停止位置是由链轮决定的,链轮的停止位置是由Sensor感應的,因此需調 整sensor的位置來調整其進料停止位置,提高其精度
在
下調節,每調整sensor一次位置,需前進一次料帶,確認 停止位置,當料孔與master tape mark position誤差在允 許范圍內時則可結束.
6.調整完后,需 對其精度進行 再次的測量
五:调节feeder的Pickup height
Master gauge:根據feeder類型 來選擇
一.Calibration校正
• 1.将master jig插入Feeder set stand 上面 • (1)master jig分两种 • W8~W24: AA8760x • • W12~W88: AA8770x • (2)Jig的选择根据所校正 • 的Feeder的类型来选择
一.Calibration校正
六: 軟件驅動程序的安裝
4.安装DIO PCI 卡驱动程序
• • • • • • • • 1.打開”設備管理器” 2.请选择“Other devices”的“PCI Device” 3.更新其驅動 4.Install from list of or specific location (Advanced)”, 5.DIO 卡驱动程序的安装信息文件在以下的文件夹内。 “C:\Fuji\System\Drivers\DIO” 单击“Browse”后,请指定该文件夹按下“Next”。 6.打开“CP2000.sys”的路径, “C:\Fuji\System\Drivers\DIO\CP2000.sys” • 7.確認PCI是否被識別.
Feeder认识及上料步骤汇编
通过导料槽
胶带通Sutter 盖
卡料带
注意
调中心点
自动卷入胶带
胶带插入齿轮内
拉出胶带
上料完成后注意点
Ps: 不管是接料还是上料, 完成后均须确认材料中心点与 feeder中心点对齐
旧高中速机FEEDER型号
型号 设备
MSR
黑色
MV2VB
黑色
MMC
白色
5
6
7
8
将牵引带按箭头所指方 向绕好(下上下上) PS:方向不可以绕错
将牵引带绕在固定盖内 并紧锁
轻压连杆机构, 压出材 料
PS: 材料中心点须对 准Feeder中心点
MMC Feeder认识
MMC Feeder上料
将料盘固定在尾巴上
将料带沿图中箭头方 向延升
按住卡勾打开Shutter 盖
将料带上的塑料薄膜 卡在shutter盖的导槽。
• FEEDER作业时,无特殊情况一定要带上卷带盖.
• 料带在拆除时,不可用手直接拉取,需将料带从旁边卸掉 • 插拔FEEDER不能用力过猛. • 不可直接插拔Feeder, 切记插拔前按下E stop或Cycle stop健 • 前端顶针不可有突出或缺少现象, • 料带在卷轴盖上不可堆积太多,须定时清理 • 使用过程中不得在卷轴盖乱贴胶粘带和标签纸. • 轻拿轻放, 不可堆叠 • 摆放须完整定位, 以免人员碰撞 • 不良feeder需贴不良标签,写明不良原因并及时送修
状态四:料带未固定
标准接料状态
利用锯齿壮标准剪刀剪材
接料处完美五接缝
GSM FEEDER的结构图
头部 卷轮处
尾部
控制卡的位置
卷带轮
卷带轮 辅助卷轴
皮带秤标定操作过程
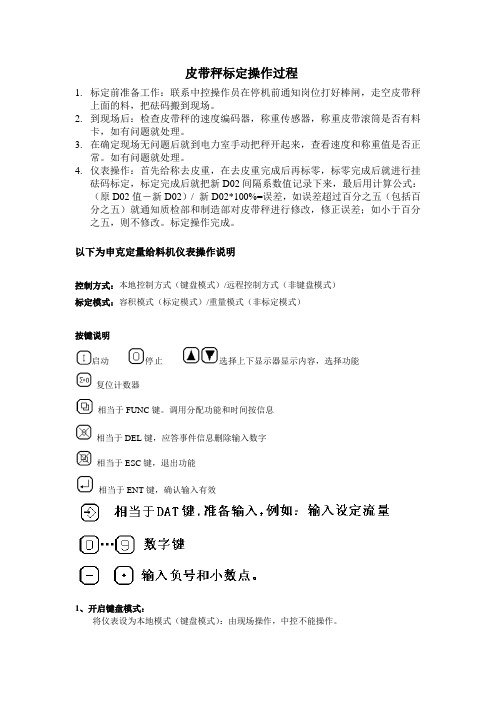
皮带秤标定操作过程1.标定前准备工作:联系中控操作员在停机前通知岗位打好棒闸,走空皮带秤上面的料,把砝码搬到现场。
2.到现场后:检查皮带秤的速度编码器,称重传感器,称重皮带滚筒是否有料卡,如有问题就处理。
3.在确定现场无问题后就到电力室手动把秤开起来,查看速度和称重值是否正常。
如有问题就处理。
4.仪表操作:首先给称去皮重,在去皮重完成后再标零,标零完成后就进行挂砝码标定,标定完成后就把新D02间隔系数值记录下来,最后用计算公式:(原D02值-新D02)/ 新D02*100%=误差,如误差超过百分之五(包括百分之五)就通知质检部和制造部对皮带秤进行修改,修正误差;如小于百分之五,则不修改。
标定操作完成。
以下为申克定量给料机仪表操作说明控制方式:本地控制方式(键盘模式)/远程控制方式(非键盘模式)标定模式:容积模式(标定模式)/重量模式(非标定模式)按键说明启动停止选择上下显示器显示内容,选择功能复位计数器相当于FUNC键。
调用分配功能和时间按信息相当于DEL键,应答事件信息删除输入数字相当于ESC键,退出功能相当于ENT键,确认输入有效1、开启键盘模式:将仪表设为本地模式(键盘模式):由现场操作,中控不能操作。
按菜单键“”进入主菜单。
然后用上下键找到“Start Keyboard Mode”按确认键“”。
此时仪表左上方会出现一个小方格。
说明在键盘模式。
2、关闭键盘模式:按菜单键“”进入主菜单。
然后用上下键找到“Stop Keyboard Mode”按确认键“”。
此时仪表左上方小方格会消失。
说明在非键盘模式。
此时仪表将由中控控制。
3、开启容积模式:容积模式为标定模式,只有在标定、去皮和做环形时才用。
按菜单键“”进入主菜单。
然后用上下键找到“V olu Mode”按确认键“”。
仪表左上方小方格内会出现一个“v”字。
说明在容积模式。
4、关闭容积模式:即开启重量模式。
按菜单键“”进入主菜单。
然后用上下键找到“Gravimetric”按确认键“”。
布拉本达喂料器操作指南
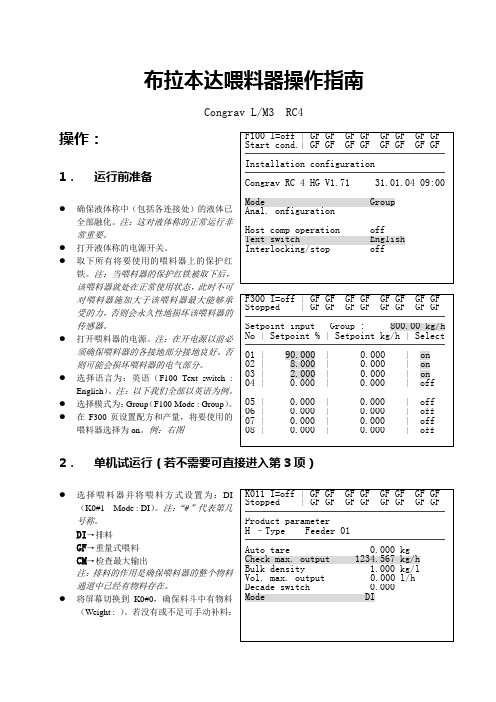
布拉本达喂料器操作指南Congrav L/M3 RC4操作:1. 运行前准备● 确保液体称中(包括各连接处)的液体已全部融化。
注:这对液体称的正常运行非常重要。
● 打开液体称的电源开关。
● 取下所有将要使用的喂料器上的保护红铁。
注:当喂料器的保护红铁被取下后,该喂料器就处在正常使用状态,此时不可对喂料器施加大于该喂料器最大能够承受的力,否则会永久性地损坏该喂料器的传感器。
● 打开喂料器的电源。
注:在开电源以前必须确保喂料器的各接地部分接地良好。
否则可能会损坏喂料器的电气部分。
● 选择语言为:英语(F100 Text switch :English )。
注:以下我们全部以英语为例。
● 选择模式为:Group (F100 Mode : Group )。
● 在F300页设置配方和产量,将要使用的喂料器选择为on 。
例:右图2. 单机试运行(若不需要可直接进入第3项)● 选择喂料器并将喂料方式设置为:DI(K0#1 Mode : DI )。
注:“#”代表第几号称。
DI →排料GF →重量式喂料 CM →检查最大输出注:排料的作用是确保喂料器的整个物料通道中已经有物料存在。
● 将屏幕切换到K0#0,确保料斗中有物料(Weight : )。
若没有或不足可手动补料:将光标移至“Refill ”按 键。
● 设置该喂料器的速度为通常所用的速度(F300 设置配方的处,当喂料方式返回GF 时,原配方不会改变),如不知道可以设置为50%左右。
● 开机(将光标移至“Start ”按键)。
观察其喂料的实际喂料量(Actual Value )是否在正常的范围内,待其相对稳定后停机(将光标移至“Stop ”按键)。
● 检查CM 值是否在正常范围内(K0#1 Check max. output :),若是则跳过此步,否则做CM 检查→选择喂料方式为:CM (K0#1 Mode : CM ),将屏幕切换到K0#0,开机(将光标移至“Start ”按键)1分钟后会自动完成并停止,此时在屏幕的K0#1上的Check max. output :后会有一个新的CM 值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整 1.松開feeder前端的feeder guide固定的螺絲,
2.根據影像中的圖形調整
feeder guide的位置,使
其Y方向與影像在一個水
平面上
3.將固
定螺絲
鎖緊,最
后確認
其Y方向.
三.调节Feeder上的Fiducial mark 位 置
Feeder mark x方向的調整:
1.拆開feeder 側蓋, 有兩個
二. Fiducial mark position setting
二. Fiducial mark position setting
1.将master jig插入Feeder set stand上
2.,打开feeder check软件,选择Adjust
点击此按钮,完成基 准定位点的注册,此 后动作请勿更改CCD
3. 旋紧松开 的螺母,再次 在画面上确 认基准孔的 位置,如果X 方向没有偏 移则调整结
束
四:对Feeder进料精度的调整
1.執行feedercheck.exe,選擇
பைடு நூலகம்
2.在彈出I的nsfpeeecdter
后,點擊 3.用bactor掃描
信息中,選擇精度允 feeder的序列號
許的公差值.(開始
setting中設定值)
NXT Feeder
Inspection Jig: feeder校正治具的 使用方法
一.使用目的:当供料器使用时元件的吸取率下降时,
依次对以下3个位置进行测定,缩小与基准位置间的偏移量,提高精确度 。
1.影像处理式智能供料器检查治具在进行以下所记 述的3 个位置的测定时使用。
·基准定位点:Fiducial mark和Master tape mark
camera位置
调节xy机械手来调节 camera位置,使fiducial mark position与jig上的
对齐
三.调节Feeder上的Fiducial mark 位 置
三.调节Feeder上的Fiducial mark 位 置
1.将feeder放入feeder set stand上
2.根据feeder类型选则 master tape的类型
三.调节Feeder上的Fiducial mark 位 置
3.
如何調節 feeder mark?
三.调节Feeder上的Fiducial mark 位
置
当feeder mark与基准 点间出现偏差超過公差时, 调节feeder使其偏移量减
小
Y方向的調整:手動調整master
tape gudie的位置
camera的位置使影像中的4 mark和master jig 上的 4 mark 完全重合点击calibration,完成 其校正
一.Calibration校正
手动调节CCD Camera的xy 旋钮来调节4
mark 位置 点击calibration完成其 设定
点击 确定 对其 数据 进行 升级
一.Calibration校正
1.将master jig插入Feeder set stand 上面
(1)master jig分两种
W8~W24: AA8760x
W12~W88•: AA8770x
(2)Jig的选择根据所校正
的Feeder的类型来选择
一.Calibration校正
2.开启治具前下方的Main unit power switch 和左方的Feeder power switch
三.调节Feeder上的Fiducial mark 位
Feeder mark Y方 置
1.松開f向eed的er調前端整的:feeder guide固定的螺絲,
2.根據影像中的圖形調整
feeder guide的位置,使
其Y方向與影像在一個水
平面上
3.將固
定螺絲
鎖緊,最
后確認
其Y方向.
Feeder mark Y方向的調
X
Y (um)
W8:
±100
±
100
W16~W32: ± 200 ± 150
W44以上: ±500 ±500
四:对Feeder进料精度的调整
4.點擊OK后,feeder自動進料61次,對其精度進行 測量,最后彈出測量結果.
如測定結果都在誤差 允許范圍內,則可點此 按鈕進行數據的更新
如測出的值超出設定的誤 差范圍,在max,min,ave
·元件停止位置,feeder進料精度的調整. ·元件吸取高度
Feeder Check的操作方法
一:calibration校正 二:Fiducial mark position setting 三:调节Feeder上的mark 和master tape
mark位置 四:对Feeder进料精度的调整 五:调节feeder的Pickup height 六: 軟件驅動程序的安裝與FCViewer的使用
中將以紅色顯示,在下列 61次設定值中以黃色顯示
四:对Feeder进料精度的调整
5.如測定范圍超出用戶要求,則需對其精度進行調 整 由于master tape的停止位置是由链轮决定的,链轮的停止位置是由Sensor感應的,
因此需調整sensor的位置來調整其進料停止位置,提高其精度
在
下調節,每調整sensor一次位置,需前進一次料帶,確 6.調整完后,需
green switch: Not currently used
这个开关此时不用开启
一.Calibration校正
3.启动Feeder Check,选择Setting,对其各项参 数进行设定
默认设定值
添加操作者
一.Calibration校正
4.进行calibration Functionstart live image手动调节CCD
X方向的调整:通过调整feeder前端
下方的
Eccentric
pin 注:,如Y方向需要調整時,Y方向的調整順序
要先于X方向的調整順序
調整完畢后,執行Inspect Mark Image,對定位點進行影 像處理,確認其偏移量是否在公差范圍內
三.调节Feeder上的Fiducial mark 位 置
Eccentric pin(偏芯 銷),下方的為調整 Mark點X方向的.
松开固定下侧的偏芯销的螺母
三.调节Feeder上的Fiducial mark 位置
2.请一边确认feedercheck 顯示的画面一边用六角扳手旋 转偏芯销,调整X 方向的偏移
量,使其與影像重合.
基准孔的位置调整只进行X 方向的调整。