铁白铜与奥氏体不锈钢焊接工艺研究及应用_刘斌
奥氏体不锈钢应变强化焊接工艺评定方案

奥氏体不锈钢应变强化焊接工艺评定方案序言奥氏体不锈钢由于具有良好的耐腐蚀性和机械性能,在工业领域得到了广泛的应用。
然而,在实际应用中,奥氏体不锈钢经常需要进行焊接。
焊接工艺的质量直接影响着奥氏体不锈钢的使用寿命和安全性能。
本文主要讨论奥氏体不锈钢的应变强化焊接工艺评定方案。
一、奥氏体不锈钢应变强化焊接的原理和工艺应变强化焊接是一种利用焊接过程中产生的残余应变来提升材料强度和硬度的方法。
在奥氏体不锈钢的焊接过程中,由于热传导的作用,焊接区域的温度会发生变化,从而产生残余应变。
通过科学的焊接工艺,可以将残余应力合理地利用起来,使奥氏体不锈钢焊接接头的强度得到提高。
应变强化焊接的关键在于合理地控制残余应力的大小和分布,从而使焊接接头具有均匀的力学性能。
具体的操作过程包括预应力和复合应变焊接。
预应力过程是在焊接前,通过施加外部力或者磨掉焊接区域的一部分来产生残余应力。
复合应变焊接则是在焊接过程中利用外部热源产生同向的残余应变,从而达到应变强化的效果。
二、奥氏体不锈钢应变强化焊接工艺评定方案1. 工艺设计阶段在工艺设计阶段,必须对焊接接头进行合理的设计和选材。
对于不同的焊接接头和工况,需要进行详细的热力学模拟和力学分析,从而确定最合适的焊接工艺和焊接材料。
特别是对于奥氏体不锈钢这种高强度、高韧性的材料,需要考虑残余应力对焊接接头性能的影响,以及如何通过应变强化焊接来提高接头的强度和耐腐蚀性。
2. 试验阶段在试验阶段,需要制备不同工艺参数下的焊接试样,进行力学测试和金相分析。
通过试验结果,可以分析出最佳的焊接参数,以及最大强度和最小应变的值,从而确定合适的应变强化焊接工艺。
3. 应用阶段在应用阶段,需要对焊接接头的性能进行定期检测和维护。
尤其是在高温、高压、易腐蚀等恶劣环境下,需要更加关注焊接接头的安全性。
需要根据焊接接头的使用情况,不断优化焊接工艺和维护方法,以保证焊接接头的安全可靠性。
三、结论奥氏体不锈钢应变强化焊接是一种有效的提高焊接接头强度和耐腐蚀性的方法。
一种奥氏体不锈钢的表面处理方法[发明专利]
![一种奥氏体不锈钢的表面处理方法[发明专利]](https://img.taocdn.com/s3/m/41ec0fe676c66137ef06190c.png)
专利名称:一种奥氏体不锈钢的表面处理方法专利类型:发明专利
发明人:林乃明,邹娇娟,刘强,刘小萍,王志华,唐宾申请号:CN201810635726.0
申请日:20180620
公开号:CN108914082A
公开日:
20181130
专利内容由知识产权出版社提供
摘要:本发明公开了一种奥氏体不锈钢的表面处理方法,属于金属材料表面改性技术领域。
该处理方法首先对奥氏体不锈钢进行电火花加工处理,获得平行分布的沟槽状表面形貌,然后采用等离子表面合金化技术获得表面钛合金层,最终得到表面改性奥氏体不锈钢。
本发明将电火花加工处理与等离子表面合金化技术相结合,对奥氏体不锈钢进行表面处理,提高了奥氏体不锈钢的耐磨性。
申请人:太原理工大学
地址:030024 山西省太原市万柏林区迎泽西大街79号
国籍:CN
代理机构:太原市科瑞达专利代理有限公司
代理人:申艳玲
更多信息请下载全文后查看。
试论奥氏体不锈钢的焊接工艺
试论奥氏体不锈钢的焊接工艺
白 宇 211103198601221513
不 锈 钢 是 指 具 有 抗 腐 蚀 性 能 的 一 类 钢 种 ,是 石 油 、化 工 等 工 业 部 门
中 广 泛 使 用 的 金 属 材 料 。根 据 其 组 织 特 点 ,不 锈 钢 分 为 马 氏 体 不 锈 钢 、
回 火 )。
2.2 焊 接 接 头 应 力 腐 蚀 开 裂
应 力 腐 蚀 是 指 在 静 拉 伸 应 力 与 电 化 学 介 质 共 同 作 用 下 ,因阳极溶解 过 程 阴 极 氢 脆 引 起 的 断 裂 。拉 应 力 的 存 在 是 应 力 腐 蚀 开 裂 的 必 要 条 件 , 由 于 奥 氏 体 钢 导 热 性 差 ,线 膨 胀 系 数 大 ,在 约 束 焊 接 变 形 时 就 可 残 留 较 大 的 焊 接 应 力 ,而 消 除 残 余 应 力 是 防 止 应 力 腐 蚀 的 有 效 措 施 之 一 。
S P Sn S b 有 利 于 、 、
、
之 类 有 害 杂 质 的 偏 析 ,而 促 使 形 成 晶 间 液 态 夹 层 ,
显然易于促使产生焊缝凝固裂纹及增大焊缝热裂倾向。 工 程 焊 接 施 工 过 程 中 , 为 防 止 产 生 热 裂 ,在 焊 接 工 艺 上 一 方 面 尽 量
选 择 杂 质 较 低 的 焊 接 材 料 ,尽 量 减 小 熔 池 过 热 ,避 免 形 成 粗 大 柱 状 晶 , 采用小线能量及小截面焊道是尽量减少焊接接头热裂的有效措施。
2.3焊 接 接 头 热 裂
奥 氏 体 钢 焊 接 时 在 焊 缝 及 近 缝 区 均 可 能 见 到 热 裂 纹 ,但 最 常 见 的 主
N i 要 是 焊 缝 凝 固 裂 纹 , 有 时 也 出 现 近 缝 区 液 化 裂 纹 。
奥氏体钢与铁素体钢连接焊缝的超声波检测
9 58 2008 年 第 30 卷 第 12 期
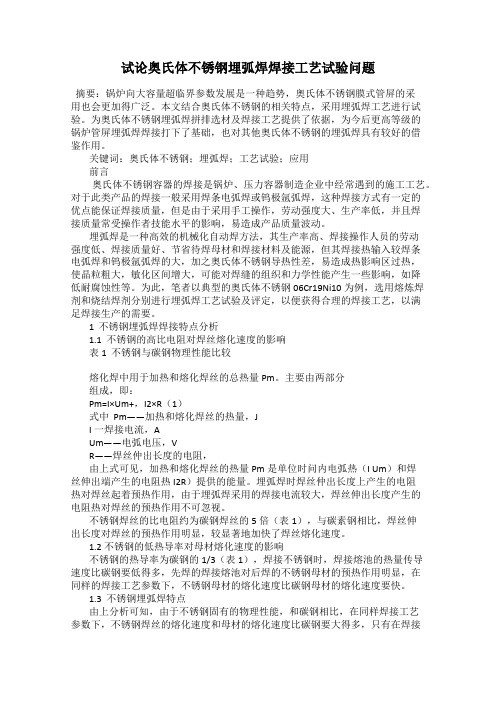
缺陷解剖后也得到证实 ,证明了该检测工艺的可靠 性与准确性 ,为设备检验提供了可靠的依据 。工艺 验证对照表见表 1 。
表 1 不同工艺检出缺陷对照表
(2) 定位比较 将 2. 5 P8 ×12 K2. 0 , MWB602 N2 和 V S60 横波斜探头及 2 P8 ×12 K2 纵波斜探 头 ,在调整好扫描和绘制 DAC 曲线的基础上 ,分别 在 1 号和 2 号对比试块上 ,测试相同或相近孔的孔 深 ,比较其定位参数 。
(3) 定量比较 在进行步骤 (2) 的同时 ,测试 RB21 试块上绘制各种探头的 DAC 曲线各孔深孔的 回波对应的当量 ,分别与 1 号 、2 号试块上标准孔回 波当量比较 。比较相同或相近孔深当量值大小 ,发 现不同试块相同孔深和孔径的当量相差 < 2 dB 。
参考文献 :
[ 1 ] 全国锅炉压力容器标准化技术委员会. 承压设备无损 检测[ M ] . 北京 :新华出版社 ,2005.
(上接第 902 页)
[ 2 ] Dai X W , L udwig R , Palanisamy R. Numerical simu2 lation of p ulsed eddy current no ndest ructive testing p henomena [ J ] . IEEE Transactio ns o n Magnetics , 1990 ,26 (6) :3089 - 3096.
[ 3 ] 阎照文. ANS YS 10. 0 工程电磁分析技术与实例详解 [ M ] . 北京 :中国水利水电出版社 ,2006.
铜与不锈钢焊接技术与工艺研究现状
铜与不锈钢焊接技术与工艺研究现状作者:安明宇但斌袁威杰刘梓儒李玉祥董文轩来源:《时代汽车》2024年第10期摘要:铜与不锈钢的合金结构件广泛应用于石油化学、空调冷凝、航空航天和汽车零部件等中高端工业领域,存在着广阔地展现出极高的实用价值和应用潜力。
由于铜与不锈钢物理化学性质差异较大,使得两者之间的焊接相当困难,文章通过分析铜与不锈钢的焊接性,综述了各种焊接方法及其原理,分析了各种焊接缺陷以及解决办法,并指出当前领域内的研究热点与难点。
同时,文章还将展望铜与不锈钢异种金属焊接技术的未来发展趋势,以期推动该领域的持续进步。
关键词:铜/不锈钢异种金属焊接发展趋势应用前景随着科技发展,新型工业对焊接结构件要求提高,单种金属材料难以满足,因此采用异种材料焊接结构,结合不同材料的性能优势。
紫铜因导热性好、导电性强、耐腐蚀且易塑形,广泛应用于电子电气设备和复杂零件制作。
不锈钢具有耐腐蚀、耐高温、易加工、环保卫生等特点,成为工程材料的重要选择。
紫铜和不锈钢组成的异种金属焊接结构,兼具紫铜的导热、导电和延展性与不锈钢的耐腐蚀性,广泛应用于多个领域。
[1,2]这种结构不仅结合了两种材料的优势,还节省材料、降低成本,满足不同领域的需求。
铜与不锈钢复合结构对中国的经济发展意义深远,因此对两者的焊接研究正逐渐凸显其重要性。
铜与不锈钢的物理化学性质差异较大,焊接困难,传统熔化焊因熔点差异难以实现可靠连接,接头处还存在较大的残余应力。
学者们基于铜与不锈钢的焊接方法进行了一些研究,本文综述了各种焊接方法及其原理,分析了各种焊接缺陷以及解决办法,并指出了当前研究热点与难点。
同时,本文还将展望铜与不锈钢异种金属焊接技术的未来发展趋势,以推动该领域的持续进步。
1 焊接性分析异种金属焊接是将不同材料的金属进行连接的过程,涉及不同的物理和冶金特性,需要特别注意焊接接头的质量和性能。
紫铜与奥氏体不锈钢之间的焊接是异种金属连接的一种,两者物理性质差异显著,两种金属的熔点差异超过400℃,增加了焊接难度。
关于奥氏体不锈钢的焊接工艺及应用探究

关于奥氏体不锈钢的焊接工艺及应用探究摘要:本文主要阐述了奥氏体不锈钢的化学成分和性能,总结出奥氏体不锈钢焊接中存在的问题,并提出了预防措施,在此基础上,针对奥氏体不锈钢焊接方法及材料选择进行了分析与研究,最后结合应用实践加以论述,旨在为生产过程中对于此类型的不锈钢件焊接提供参考。
关键词:奥氏体不锈钢焊接工艺焊接材料应用一、奥氏体不锈钢的化学成分和性能奥氏体不锈钢基本成分为18%Cr、8%Ni,简称18-8型不锈钢。
为了调整耐腐蚀性、力学性能、工艺性能和降低成本,在奥氏体不锈钢中还常加入Mn、Cu、N、Mo、Ti、Nb 等合金元素,以此在18-8型不锈钢基础上发展了许多新钢种。
奥氏体不锈钢具有良好的焊接性、低温韧性和无磁性等性能,其特点是含碳量低于0.1%,利用Cr、Ni 配合获得单相奥氏体组织,具有良好的冷变形能力、较高的耐蚀性和塑性,可以冷拔成很细的钢丝、冷拔成很薄的钢带或钢管。
二、奥氏体不锈钢焊接中存在的问题及预防1.焊接接头的热裂纹奥氏体不锈钢具有较高的热裂纹敏感性,在焊缝及热影响区都有产生热裂纹的可能性。
首先,正是上面所提到的奥氏体不锈钢的物理属性决定了它在焊接接头区域不能停留较长时间,否则焊缝及热影响区就会承受较大的拉伸应力与应变;其次,是焊缝凝固结晶过程的温度范围很大,一些低熔点杂质元素会严重偏析并在晶界聚集,在一定的拉应力作用下起裂、扩展形成晶间裂纹。
由此可见,焊接区较大的焊接应力是形成焊接热裂纹的必要条件之一。
防止措施:1)选用低氢型焊条或者焊丝可使焊缝晶粒细化,减少杂质偏析,提高熔敷金属的抗热裂纹能力,而且焊缝金属中氢氧含量低使得非金属夹杂物较少,从而具有较高的塑韧性。
2)调整焊缝金属的化学成分。
综合考虑各种合金元素对奥氏体不锈钢焊缝热裂倾向的影响,通过提高Cr、Si、Mo等元素含量、降低C、S、Ni等的含量来减少热裂纹的产生。
3)采用合理的焊接参数,以避免因熔池过热而形成粗大组织。
铁白铜焊接工艺方法试验
铁白铜焊接工艺方法试验摘要:对铁白铜管材对接接头焊接工艺方法的试验研究,完成试验任务书的技术性能指标并编制“bfe10-1-1铁白铜管材焊接工艺规程”,为船舶焊接质量提供可靠的保证。
关键词:铁白铜;焊接性;焊接工艺规程一、铁白铜焊接工艺试验焊接性分析铁白铜的导热性在20℃时比碳钢大5~8倍,在1000℃时大11倍多,因此,热量能迅速传导出去,使母材难以熔化,填充金属与母材不能很好地熔合,并且容易产生未焊透的现象。
铁白铜不但导热快,使接头受热面积大,而且线膨胀系数也大,液态凝固时收缩率也大,因此焊接时易产生变形,对于刚性大的工件还将产生大的应力,甚至会引起热裂纹或应力腐蚀开裂。
铁白铜处于液态时能溶解大量的氢气,在凝固和冷却过程中溶解度大大减少,当焊缝金属冷却时,过剩的氢来不及析出,就会形成气孔。
另外,铁白铜在高温时,也强烈吸收o2和co,氧在铁白铜中存在的形式是cu2o,在焊缝开始结晶时,它与h2、co反应,使其还原生成不溶解于铁白铜的水蒸气和二氧化碳气体,当焊缝金属冷却时为能全部逸出,也会形成气孔。
所以,防止气孔的重要途径是减少氢、氧的来源和脱氧,而预热缓冷有利于防止气孔的产生。
焊接铁白铜时,焊缝金属容易形成粗大的树枝状结晶,同时焊缝金属中的合金元素或杂质在晶界上偏析,以及cu2o与cu形成低熔点共晶分布在晶界上,严重地削弱了铜在高温时的晶间结合力,在较大的焊接收缩应力作用下,易在焊缝及热影响区产生热裂纹。
二、铁白铜焊接工艺方法筛选试验根据试验筛选确定的焊接工艺方法,为保证通海系统铁白铜管道的焊接质量,从实现手工钨极氩弧焊内填丝单面焊双面成形焊接工艺要求(主要是装配间隙c和钝边e)的焊接可达性着手,考虑焊枪喷嘴口径、钨极伸出长度等因素,同时考虑焊接收缩量的影响及填充焊缝的手工钨极氩弧焊填丝和手工电弧焊的焊接可达性(主要是坡口面角度θ),分别采用由220 m~11 mm铁白铜管和340 mm ×16 m铁白铜管进行了大量焊接试验,确定铁白铜管对接接头的坡口形式和尺寸。
奥氏体钢与铁素体钢连接焊缝的超声波检测

奥氏体钢与铁素体钢连接焊缝的超声波检测
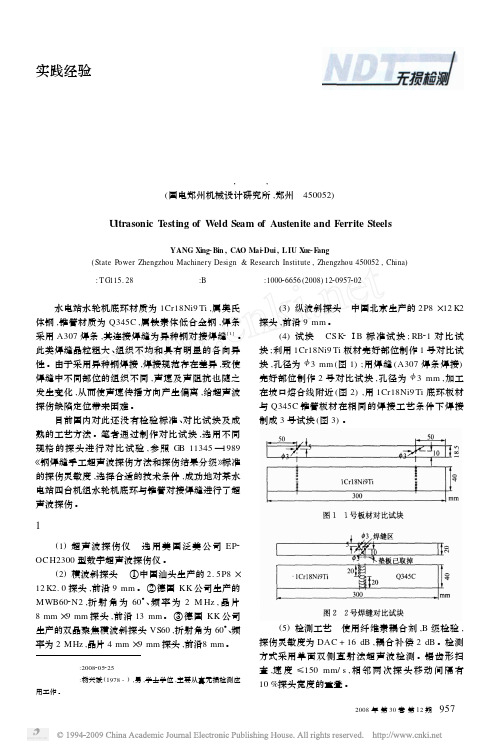
杨兴斌 曹麦对 刘雪芳 国电郑州机械设计研究所 郑州! & ( $ $ ( #
H D + 9 3 8 ; < A :0 7 8 + A < ?7 D >1 7 3 4; ?C E 8 + 7 < A + 7 3 < >O 7 9 9 A + 7 1 + 7 7 D 8 I;
属奥氏 " 5 ! % . B + 0 B !!水电站水轮机底环材质为 ! 体钢" 锥管材质为 h 属铁素体低合金钢" 焊条 * & ( -"
! 采用 P 其连接焊缝为异种钢对接焊缝, ! * $ "焊条"
% &纵波斜探头!中国北京生产的# * > % X ! # [ # 探头" 前沿+MM! &试块 !% & F [ W : D W !对比试 .D 标 准 试 块( 块( 利用! 5 ! % . B + 0 B板材完好部位制作!号对比试 & ( 孔径为!*MM% 图! 用焊缝 % 块" P * $ " 焊条焊接&
此类焊缝晶粒粗大' 组织不均和具有明显的各向异 焊接规范存在差异" 致使 性!由于采用异种钢焊接" 焊缝中不同部位的组织不同" 声速及声阻抗也随之 发生变化" 从而使声速传播方向产生偏离" 给超声波 探伤缺陷定位带来困难! 目前国内对此还没有检验标准' 对比试块及成 熟的工艺方法!笔者通过制作对比试块" 选用不同 参照 9 规格的探头进行对比试验" $ D! ! * & ( ! + % + 钢焊缝手工超声波探伤方法和探伤结果分级1 标准 0 的探伤灵敏度" 选择合适的技术条件" 成功地对某水 电站四台机组水轮机底环与锥管对接焊缝进行了超 声波探伤!
奥氏体不锈钢焊接性分析与焊接工艺评定毕业论文

工业学院毕业设计(论文)题目0Cr18Ni9(304)奥氏体不锈钢焊接性分析与焊接工艺评定系别材料工程系专业焊接技术与自动化班级焊接技术与自动化11-2姓名何旺学号3指导教师(职称)胡春霞讲师日期 2014年3月工业学院毕业设计(论文)任务书材料工程系2014届焊接技术与自动化专业毕业设计(论文)任务书注:本任务书要求一式两份,一份系部留存,一份报教务处实践教学科。
摘要钢是我们现代社会中不可缺少的一种材料,它可以看作一个国家工业化水平的标志。
钢的产量越高就代表这个国家的工业化水平越高。
不锈钢是钢中非常重要的的一种,由于不锈钢具有特殊的使用性能和力学性能,在现代的各行各业中已经被越来越多的使用。
在不锈钢中奥氏体不锈钢又是其中非常重要的一种,在发达国家每年消耗的的钢有70%的是不锈钢,在我国也达到了65%左右。
因此开发和使用好奥氏体不锈钢对我国的工业化来说越来越重要了。
0Cr18Ni9就是奥氏体不锈钢,我做的这个课题就是探讨0Cr18Ni9在低温贮罐制造中的性能。
低温贮罐是用来储存液N液Ar液态的CO2等低温液体的容器,液态介质中的特殊性能就决定了制造材料需要特殊性能,而奥氏体不锈钢0Cr18Ni9就具有这样的性能。
低温贮罐在现代生活、生产中使用已越来越广泛,因此对0Cr18Ni9的探讨就显得越来越重要。
在这篇论文中我会着重为大家阐述0Cr18Ni9在低温压力容器制造中的焊接性能、力学性能、使用性能和焊接工艺。
在这篇论文中我会通过一个焊接性试验来探讨0Cr18Ni9在低温压力容器中的各项性能我的这个实验就是规格为8×50×100mm的两块0Cr18Ni9板水平对接焊接方法就是手工电弧焊。
针对这个实验做出完确的焊接工艺评定,并且根据评定要求对试样做相应的无损检验和力学性能的试验,从而来判定0Cr18Ni9的各项性能。
关键词:焊接性能 ;力学性能 ;使用性能 ;焊接工艺AbstractSteel our modern society is indispensable to a material,it can be seen as a sign of the level of industrialized countries.The higher the output of steel on behalf of this country the higher the level of industrialization .Stainless steel is a very important one,because of the use of stainless steel with special performance and mechanical properties,in all walks of life in the present have been increasingly used.Austenitic stainless steel in the stainless steel is a very important one,in the developed world consumption of stainless annually in 70% of the stainless steel is,I have also reached about percent.Thus the development and use of austenitic stainless steel good to me over the words of the the industry has become increasingly important.0Cr18Ni9 is austenitic stainless steel,I do on this subject is 0Cr18Ni9 in low-temperature storge tank manufacturer in the performance.Cryogenic storge tank is used to storge liquid N liquid Ar of liquid CO2 and other low-temperature liquid containers,liquid medium decision on the special properties of the material needs of a special performance and austenitic stainless steel 0Cr18Ni9 on with this performance.Cryogenic storge tank in the present life,has been used in the production of more extensive,therefore 0Cr18Ni9 of it is becoming increasingly important.In this paper I will focus on as we set out in the cold 0Cr18Ni9 pressure vessel manufacture of welding performance,mechanical properties,the use of performance and welding technology.In this paper I will pass a welding test to explore 0Cr18Ni9 in low-temperature pressure vessel in the performance.This is my test specifications for the 8×50×100mm two 0Cr18Ni9 pull the butt welding method is the level of manual are welding.For the pilot to complete the welding technology assessment and assessed in accordance with the requirements of the design accordingly mechanical properties of non-destructive testing and inspection,to determine 0Cr18Ni9 the performance.Key word: Welding performance ;Mechanics performance ;Welding craft Operational performance目录1、绪论01.1 奥氏体不锈钢化学成分01.2奥氏体不锈钢的性能21.2.1奥氏体不锈钢的物理性能 (2)1.2.2奥氏体不锈钢的化学性能 (3)1.2.3奥氏体不锈钢的腐蚀性能 (4)1.3奥氏体不锈钢的焊接性61.3.1焊接热裂纹 (6)1.3.2焊接接头的晶间腐蚀 (8)1.3.3应力腐蚀开裂 (11)1.4奥氏体不锈钢的焊接 (12)1.4.1奥氏体不锈钢的焊接工艺 (12)1.4.2焊接顺序 (13)2、实验过程142.1 实验材料与工艺设备142.2实验方案与检测方法162.3金相实验 (17)2.4金相组织分析 (22)结论 (25)致 (26)参考文献 (27)英文文献 (27)1、绪论在金属加工工艺领域中,焊接属于连接方法之一。
一种奥氏体不锈钢NBG焊接工艺[发明专利]
![一种奥氏体不锈钢NBG焊接工艺[发明专利]](https://img.taocdn.com/s3/m/34ddfbe2185f312b3169a45177232f60ddcce7a4.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202011086561.X(22)申请日 2020.10.12(71)申请人 中海福陆重工有限公司地址 519000 广东省珠海市金湾区高栏港经济区平港路99号(72)发明人 汤世云 韦生 任凯 姬锐 卫旭敏 黄志辉 邓梦东 王腾飞 张春瑞 李彬 (74)专利代理机构 广州三环专利商标代理有限公司 44202代理人 卢泽明(51)Int.Cl.B23K 9/133(2006.01)B23K 9/16(2006.01)B23K 9/235(2006.01)B23K 9/32(2006.01)(54)发明名称一种奥氏体不锈钢NBG焊接工艺(57)摘要一种奥氏体不锈钢NBG焊接工艺,包括:S1、选择焊接材料并制定焊接工艺参数;S2、加工焊接坡口;S3、准备焊前工序;S4、采用氏体不锈钢背部免充氩气保护的STT半自动封底焊进行焊接。
本发明可以根据熔滴的不同过渡过程,自动调节焊接电流和电弧电压波形,在整个焊接周期里精确控制流过焊丝的电流,从而达到电弧所需的瞬时热量,同时解决了CO2气体保护焊短路过渡飞溅大的技术难题,确保焊接电弧的稳定燃烧和有效控制焊缝成形。
将STT半自动封底焊技术应用于奥氏体不锈钢(304/304L、316/316L)的封底焊接,实现了奥氏体不锈钢大管径管子的背部免充氩气保护的焊接,避免了由于充气导致的潜在不安全因素的产生,保证了焊接质量。
权利要求书2页 说明书12页 附图4页CN 112171016 A 2021.01.05C N 112171016A1.一种奥氏体不锈钢NBG焊接工艺,其特征在于,包括:S1、选择焊接设备和材料并制定焊接工艺参数;S2、加工焊接坡口;S3、准备焊前工序;S4、采用奥氏体不锈钢NBG焊进行焊接。
2.根据权利要求1所述的奥氏体不锈钢NBG焊接工艺,其特征在于,所述S1具体包括:选择焊接设备,选择焊接材料、选择焊接方法、选择焊接保护气体以及制定焊接工艺参数。
2024年奥氏体不锈钢的焊接总结模版(2篇)
2024年奥氏体不锈钢的焊接总结模版____年奥氏体不锈钢是一种常用的材料,用于各种工程领域的焊接应用。
在本文中,将对____年奥氏体不锈钢的焊接进行总结,包括其特点、焊接方法、常见焊缺陷及解决方法等。
一、____年奥氏体不锈钢的特点____年奥氏体不锈钢是一种具有良好的耐腐蚀性和强度的材料。
其主要特点如下:1. 良好的耐腐蚀性:____年奥氏体不锈钢具有很好的耐腐蚀性,特别是在高温和氯化物环境下表现出较好的耐腐蚀性。
2. 高强度:____年奥氏体不锈钢具有很高的强度,具有良好的耐热性和耐疲劳性。
3. 焊接性能良好:____年奥氏体不锈钢的焊接性能良好,可采用多种焊接方法进行焊接。
二、____年奥氏体不锈钢的焊接方法____年奥氏体不锈钢的焊接可以采用以下几种常见的方法:1. 气体保护焊接(TIG):气体保护焊接是一种常用的焊接方法,可保证焊缝的质量和外观。
在TIG焊接中,使用惰性气体(如氩气)保护气体,以防止氧气和其他杂质对焊缝的污染。
2. 电弧焊(MIG/MAG):电弧焊是一种高效的焊接方法,可用于快速焊接大尺寸的构件。
在MIG/MAG焊接中,使用带有保护剂的电弧,并通过电弧间隙产生的熔融金属填充焊缝。
3. 电阻焊接:电阻焊接是一种适用于特殊工况的焊接方法,可用于焊接薄板和排气系统等。
在电阻焊接中,通过施加电流使接触点产生热量,熔融金属填充焊缝。
三、常见焊缺陷及解决方法在焊接____年奥氏体不锈钢时,可能会出现一些常见的焊缺陷,如下所示:1. 气孔:气孔是焊接中常见的焊缺陷,可能会导致焊接接头的强度降低。
解决方法包括控制焊接参数、改善气体保护等。
2. 焊缝裂纹:焊缝裂纹是由于应力集中或焊接材料的热膨胀系数不匹配导致的。
解决方法包括降低焊接应力、合理设计焊缝形状等。
3. 焊接变形:焊接过程中,由于热量的作用,会导致金属变形。
解决方法包括采用适当的预热和后热处理方法、合理控制焊接参数等。
四、结论____年奥氏体不锈钢是一种常用的材料,其焊接性能良好。
试论奥氏体不锈钢埋弧焊焊接工艺试验问题
试论奥氏体不锈钢埋弧焊焊接工艺试验问题摘要:锅炉向大容量超临界参数发展是一种趋势,奥氏体不锈钢膜式管屏的采用也会更加得广泛。
本文结合奥氏体不锈钢的相关特点,采用埋弧焊工艺进行试验。
为奥氏体不锈钢埋弧焊拼排选材及焊接工艺提供了依据,为今后更高等级的锅炉管屏埋弧焊焊接打下了基础,也对其他奥氏体不锈钢的埋弧焊具有较好的借鉴作用。
关键词:奥氏体不锈钢;埋弧焊;工艺试验;应用前言奥氏体不锈钢容器的焊接是锅炉、压力容器制造企业中经常遇到的施工工艺。
对于此类产品的焊接一般采用焊条电弧焊或钨极氩弧焊,这种焊接方式有一定的优点能保证焊接质量,但是由于采用手工操作,劳动强度大、生产率低,并且焊接质量常受操作者技能水平的影响,易造成产品质量波动。
埋弧焊是一种高效的机械化自动焊方法,其生产率高、焊接操作人员的劳动强度低、焊接质量好、节省待焊母材和焊接材料及能源,但其焊接热输入较焊条电弧焊和钨极氩弧焊的大,加之奥氏体不锈钢导热性差,易造成热影响区过热,使晶粒粗大,敏化区间增大,可能对焊缝的组织和力学性能产生一些影响,如降低耐腐蚀性等。
为此,笔者以典型的奥氏体不锈钢06Cr19Ni10为例,选用熔炼焊剂和烧结焊剂分别进行埋弧焊工艺试验及评定,以便获得合理的焊接工艺,以满足焊接生产的需要。
1 不锈钢埋弧焊焊接特点分析1.1 不锈钢的高比电阻对焊丝熔化速度的影响表1 不锈钢与碳钢物理性能比较熔化焊中用于加热和熔化焊丝的总热量Pm。
主要由两部分组成,即:Pm=I×Um+,I2×R(1)式中 Pm——加热和熔化焊丝的热量,JI一焊接电流,AUm——电弧电压,VR——焊丝仲出长度的电阻,由上式可见,加热和熔化焊丝的热量Pm是单位时问内电弧热(I Um)和焊丝伸出端产生的电阻热 I2R)提供的能量。
埋弧焊时焊丝仲出长度上产生的电阻热对焊丝起着预热作用,由于埋弧焊采用的焊接电流较大,焊丝伸出长度产生的电阻热对焊丝的预热作用不可忽视。
奥氏体不锈钢的焊接特点及焊接工艺

奥氏体不锈钢的焊接特点及焊接工艺发表时间:2017-09-19T13:33:35.840Z 来源:《防护工程》2017年第11期作者:邵艳庆王荆波王保涛刘胜利李树军[导读] 不锈钢是含铬量超过12%的钢。
铬在钢中的作用是在钢表面形成一种坚固的高密度的Cr2O3薄膜。
渤海装备石油第一机械厂生产保障中心河北沧州 062658摘要:通过对奥氏体不锈钢的焊接特点及焊接工艺进行全面的分析,指出奥氏体不锈钢在焊接过程中出现的焊接问题,如晶间腐蚀、热裂解、应力腐蚀开裂和焊缝成型,等。
奥氏体不锈钢的焊接质量可以通过制定科学合理的焊接工艺,如焊条选择、焊接工艺参数、焊后处理等方面确保奥氏体不锈钢的焊接质量。
关键词:奥氏体不锈钢;焊接特点;焊接工艺1前言不锈钢是含铬量超过12%的钢。
铬在钢中的作用是在钢表面形成一种坚固的高密度的Cr2O3薄膜,它使钢本身与大气或腐蚀性介质绝缘。
在此基础上,添加一定数量的元素,如镍、钛、Nb、W等,可形成一种特殊的耐蚀性,耐高温氧化性,具有一定的性能,如各种不锈钢的高温强度。
根据其显微结构,通常可分为铁素体型、马氏体型、奥氏体型、奥氏体+铁素体型和沉淀硬化型不锈钢5种类型。
奥氏体不锈钢通常在常温下是纯奥氏体,也有一些为奥氏体+少量铁素体,这种少量铁素体有助于防止热裂纹。
奥氏体不锈钢因焊接性良好,在化工、石油容器等行业应用较为广泛。
2奥氏体不锈钢的焊接特点分析奥氏体不锈钢塑性韧性好,热冷处理性能好,可焊接性优于其它类型的不锈钢(铁素体不锈钢,马氏体不锈钢,F-A双工不锈钢),因此奥氏体不锈钢在实践中应用最为广泛。
但奥氏体不锈钢的导热系数小,熔点低,线膨胀系数大,如果焊缝金属高温长时间,很容易形成厚的铸的结构,并产生很大的应力和变形等。
当焊接材料和焊接工艺不正确,也可能有热裂纹或晶间腐蚀等缺陷。
2.1焊接接头的热裂纹原因分析:奥氏体不锈钢具有高热裂纹敏感性,在焊缝和热区有热裂的可能。
首先,这是上面提到的奥氏体不锈钢的物理性质决定了它在该地区的焊接接头不能停留很长一段时间,否则,焊缝和热影响区将承担大型拉伸应力和应变;其次,它是在焊接的过程中凝固温度范围非常大,一些低熔点杂质元素将严重偏析并在晶界聚集,在一定的拉应力作用下起裂、扩展形成晶间裂纹。
提高奥氏体不锈钢耐腐蚀性焊接技术的运用
提高奥氏体不锈钢耐腐蚀性焊接技术的运用发布时间:2021-10-12T08:40:15.203Z 来源:《科学与技术》2021年第5月15期作者:刘蒋[导读] :随着我国经济建设的迅速发展奥氏体不锈钢由于其优良的耐腐蚀性能,在我国是经济建设中有举足轻重的地位,被广泛运用于船泊,车辆,宇航,桥梁,建筑等行业。
在轨道交通车辆生产刘蒋中车戚墅堰机车有限公司机车制造公司江苏常州 213011摘要:随着我国经济建设的迅速发展奥氏体不锈钢由于其优良的耐腐蚀性能,在我国是经济建设中有举足轻重的地位,被广泛运用于船泊,车辆,宇航,桥梁,建筑等行业。
在轨道交通车辆生产中,机车的制动系统管路逐步用奥氏体不锈钢管替代原先的碳钢管。
管路接头是由焊接而成的,焊结完成后,焊接接头需要有足够的强度和耐腐蚀性,提高焊缝耐腐蚀性的措施有表面抛光处理和钝化处理。
通过实践,采用手工钨极氩弧焊的焊接方法,运用摇摆焊的操作手法,小线能量,快速焊,焊缝呈金黄色或黄色,提高焊接接头的耐腐蚀性。
关键词:氩弧焊摇摆焊小线能量焊接接头耐腐蚀性成型美观一概述手工钨极氩弧焊焊接奥氏体不锈钢时,操作方法一般可分为两种:1 传统的操作方法焊枪瓷嘴与焊缝保持一定距离,用右手大拇指和食指抓焊枪,其余3指或中指靠在母材上做支撑左右摆动(或直接悬空进行摆动)。
随着工件温度升高,手指有时无法依靠工件,造成焊枪不稳定,不易形成良好的保护和焊缝成型,同时会因为钨极伸出过长而损坏钨极,容易造成夹钨、未熔合、未焊透、气孔等缺陷。
2 摇摆焊手法焊接时把焊枪瓷嘴直接压在焊缝坡口内(或焊缝表面),利用手腕大幅度摆动,使瓷嘴与坡口两侧摩擦(焊缝表面采用月牙形左右摇摆滚动)缓慢向前移动,用电弧加热并熔化坡口钝边及填入的焊丝来形成焊缝的一种应用方法。
其优点:2.1 成形美观由于大摇摆焊瓷嘴是靠着坡口内或焊缝上摇动焊接的,以瓷嘴作为支点进行月牙形左右摆动十分容易掌握,焊工腕部不必承受焊枪的自重,避免了由于力量不够或疲倦导致焊枪行走不均,也避免了人为行走的不均匀,所以比较稳定, 而且热量也较集中,能使坡口中间及两侧熔合更好更美观,又减少了坡口两侧的咬边现象,所以摇摆法的焊缝成形与自动焊十分类似。