基于STL模型的自由曲面轮廓度误差评定
轮廓度误差检测及计算方法介绍
轮廓度误差检测及计算方法介绍摘要:所谓轮廓度是指被测实际轮廓相对于理想轮廓的变动情况。
这一概念用于描述曲面或曲线形状的准确度。
轮廓度包括面轮廓度与线轮廓度,对典型的轮廓度常用测量方法的进行剖析及其计算方法的介绍。
关键词:轮廓度误差;面轮廓度;线轮廓度引言任何零件都是由平面和曲面组成的。
曲面形状误差的检测和评定是产品检验中一个非常重要的项目。
本文主要针对轮廓度的知识及误差检测方法等内容进行介绍。
1.轮廓度公差的测量方法及计算方法的介绍传统的面轮廓度测量误差的测量方法包括仿形装置测量、截面轮廓样板测量、光学跟踪轮廓测量仪测量。
(1)仿形装置测量首先配备一些必要的辅助装置以及测量器具如百分表(千分表),通常选择的测量器具的精度是被测量公差的1/3,才能满足测量要求,由千分表读取示值并做好记录,取其最大示值得2倍,即为面轮廓度误差值。
(2)截面轮廓样板(简称轮廓度样板法)测量配以适当的量具如塞尺(专用)和辅助装置就可以了,根据光隙法估读法找到最大间隙处,用塞尺测其最大间隙,此最大间隙即为其轮廓度误差值。
(3)光学跟踪轮廓测量仪(投影仪)测量将被测轮廓投影在投影屏上与极限轮廓相比较,实际轮廓的投影应在极限轮廓线之间为合格。
(4)三坐标检测方法采用三坐标测量装置有的需要被测零件的3D模型。
将测得的坐标值与理论轮廓的坐标进行计算比较,取其差值最大的绝对值的2倍作为该零件的轮廓度误差值。
2.案例1(无基准要求)图1由图1,面轮廓度0.02mm,整个曲面是球面,需要选择合适的测量方法和测量器具,使用轮廓度样板法,普通塞尺的精度达不到。
同样用投影仪测量也是不合适的。
那么用仿形测量装置法进行测量,测量时由千分表读取示值并做好记录,记录的点数应不少于10点,取其最大示值的2倍,即为面轮廓度误差值f。
整个曲面是球体,为了能够覆盖到整个曲面,需要每隔120°测量一组数据。
假设测量的数值第一组数据△P1为:0.005 0.007 0.004 0.010 0.012 0.009 0.007 0.006 0.015 0.013△P1max﹦0.015第二组数据△P2为:0.006 0.007 0.008 0.011 0.012 0.014 0.007 0.008 0.012 0.006 △P2max﹦0.014第三组数据△P3为:0.010 0.007 0.004 0.010 0.008 0.011 0.007 0.009 0.016 0.010 单位:(mm)△P3max﹦0.016△P3max>△P1max>△P2max 面轮廓度误差f﹦2×△P3max﹦0.032案例2(有基准要求2D)如图2:图2由图2,从图形分析来看,有基准要求。
面轮廓度误差测量方法
面轮廓度误差测量方法一、面轮廓度描述曲面尺寸准确度的主要指标为轮廓度误差,它是指被测实际轮廓相对于理想轮廓的变动情况。
自由曲面的加工精度是以其面轮廓度来测量的,是一种较难定义的几何要素,它不像一般规则几何要素那样,能用少量的参数给出精确定义,所以自由曲面加工精度的检验也变得较为复杂,主要表现在无法直接利用被测曲面本身作为测量基准,从而使测量结果中包含由于测量坐标系与设计坐标系不重合而造成的系统性误差。
二、面轮廓度公差1、面轮廓度公差的定义面轮廓度是限制实际曲面对理想曲面变动量的一项指标,它是对曲面的形状精度要求。
面轮廓度公差是实际被测要素(轮廓面线要素)对理想轮廓面的允许变动。
2、面轮廓度公差的标注及公差带含义1)无基准要求公差带是直径为公差值t、球心位于被测要素理论正确形状上的一系列圆球的两包络面所限定的区域。
2)有基准要求公差带是直径为公差值t、球心位于由基准平面确定的被测要素理论正确几何形状上的一系列圆球的两包络面所限定的区域。
3、面轮廓度公差标注及公差带形状1)无基准:2)有基准:三、面轮廓度误差测量方法1、用粗糙度轮廓仪检测面轮廓度误差粗糙度轮廓仪是专门用来检测零件的表面粗糙度、表面轮廓的精密计量仪器。
它采用金刚石触针与被测零件直接接触的方式来测定表面粗糙度和表面轮廓,通过传感器和专用软件定量地测量零件表面的几何形状,计算各种所需参数,按需要显示、存储、打印数据和图像。
1)结构由下图形所示,由主机、电脑、电器控制箱、打印机组成,其中主机包括大理石平台、立柱升降系统、驱动箱、传感器。
驱动箱可随升降套在立柱上垂直移动,万能工作台置于大理石平台上,可前后左右移动,测量头置于驱动箱一侧下端的测杆内,向着工作台,可水平左右移动。
2)应用广泛应用于机械加工、轴承制造、汽车制造、航天工业、模具制造、精密五金等行业。
3)测量原理粗糙度轮廓仪采用金刚石触针与被测零件直接接触的方式来测定表面粗糙度和表面轮廓。
基于坐标法的复杂曲面轮廓度的误差评定

3 )测 量 多 个线 轮 廓 度 代替 面轮 廓 度.目前许 多坐 标测 量机进 行 面 轮廓 度 评 定 时 依然 采 用 的是
类 似于 截 面法 的测 量 及 评 定 方 法. 逐 行 扫 描 测 即
齿 面 等零件 , 面 轮廓 具 有 重 要 的作 用 , 以 面轮 其 所
廓度误 差 的测 量和 评定就 有着 重要 的 意义. 面轮 廓度误 差 测量方 法有 仿形 测量 法 、 面轮 截 廓样 板法 、 影 法 和 坐标 法 . 度 要 求较 高 的零 投 ]精 件, 一般 采用 坐标 法 在 坐 标 测量 机 上 进行 测 量 . 但 使 用坐标 测 量机 测量 时 , 在如 下 问题 : 存 1 )测 量 及 评定 软件 具 体 化. 标 测量 机 的工 坐 作原 理是 计算 机根 据 被 测 工 件 的参 数 控 制各 坐 标 轴 的运动 , 运动 过程 中计算 机不 断采 集测微 仪 的 在
2
g
面, 只要 产生 要求 格 式 的 数据 , 根据 实 测数 据 就 可 利 用该算 法 实现 对面 轮廓度 的 全局测 量 .
2
g
1
g
1
g
3
3
g
2
g,
1
g,
2 复杂 曲面轮 廓度的评定
2 1 复杂理 论 曲面轮 廓的 表示 .
[( ) Ag ]
际被 测零 件 理 论 模 型 进 行 设 计 , 多 少 种 被 测 零 有
的法 向距离 , 如何 确定 轮廓 上各 实测 点与理论 轮廓
上对 应点 是 问题 的关键 . 文 中 的 目的是 找 出 一种 坐标 测 量 机 上复 杂 曲 面轮廓度 的通 用算 法 , 现无论 何种 理论模 型 的 曲 实
基于机器视觉的曲轴圆度误差评定

基于机器视觉的曲轴圆度误差评定机器视觉技术在工业生产中起着至关重要的作用,能够高精度地检测和评定各种产品的质量特征。
本文将探讨基于机器视觉的曲轴圆度误差评定方法,以帮助读者更好地理解和应用该技术。
一、引言曲轴是发动机等机械装置中至关重要的零件之一,其圆度误差直接关系到整个装置的性能和寿命。
传统的曲轴圆度误差评定方法通常需要经验丰富的技术人员进行目视检查,耗时且不够准确。
而基于机器视觉的曲轴圆度误差评定方法通过图像处理和计算机分析技术,能够实现自动化、精确度高的测量和评定。
二、机器视觉系统的构成基于机器视觉的曲轴圆度误差评定主要依赖于机器视觉系统的构建。
一个典型的机器视觉系统包括图像采集设备、图像处理算法和评定系统。
图像采集设备通常使用高分辨率的摄像头,能够捕捉到曲轴表面的细节信息。
图像处理算法主要涉及图像滤波、边缘检测、特征提取等技术,用于提取曲轴的关键特征。
评定系统则根据提取到的特征进行误差分析和评定。
三、曲轴圆度误差评定的步骤基于机器视觉的曲轴圆度误差评定一般分为以下几个步骤:1. 数据采集:使用高分辨率摄像头对曲轴进行拍摄,确保图像清晰度和准确性。
2. 图像处理:对采集到的图像进行处理,包括滤波、增强对比度、边缘检测等操作,以提取曲轴的边缘特征。
3. 特征提取:基于处理后的图像,利用计算机视觉算法提取曲轴的关键特征,比如曲轴的圆心坐标、半径等。
4. 误差分析:根据提取到的特征,进行误差分析计算,得出曲轴的圆度误差。
5. 评定结果:基于误差分析结果,判断曲轴的圆度误差是否符合要求,并给出评定结果。
四、机器视觉法与传统方法的比较相比传统的人工目视检查方法,基于机器视觉的曲轴圆度误差评定具有以下优势:1. 自动化:机器视觉系统能够自动采集图像并进行处理和特征提取,无需人工干预,大大提高了效率和准确度。
2. 高精度:机器视觉系统通过高分辨率图像的处理和分析,能够实现对曲轴圆度误差的精确度测量,避免了人为误差。
STL曲面模型精度区域精准化方法研究
采用专业模具设计软件 u / od zr 等就可以很容易 GM l wi d a
l :
地设 汁出 电脑 鼠标 的制造 模 具 _ r。
4 结 语
本 文将 有 限元 数值 模 拟技 术 和 产 品逆 向设 计技 术 闪 种 现代 设计 方法进 行 有 机结 合 ,介 绍 了有 限无 数 值模 拟
e e ur ( ura e o e ch "v r ll lck fe t n he c e o fe en a cu aen s bo t dif r nt uf e1 aH ns eUr 1 e ve s f c t r a f o ale s i e f c i t as f di r t c r t es a u fe e e v ( a
SL 面 型 度区 精 化方 研 T曲 模 精 域 准 法 究
侯 国 华 , 胡 志 勇 , 范 文 学
内蒙 古 工 业 大 学 , 呼和 浩 特 0 0 5 10 l
摘
要 : 对 S L曲面模 型 中 关 键 区域 的 曲面 表 示精 准 化 问题 , 出 了相 关 的 精度 区 域 精 准 化 方 法 。 利 用 这 一 方法 不 针 T 提
基 金项 目 : 内蒙古 自治区 自然科 学资金 资助项 目(0 4 80 1 ) 2 0 0 2 8 4
曲而模 犁 S I 件 当今 的 反求 一程技 术 中 已经成 为 T 文 r 数据 交 换 的事实 标 准 。T s L曲 面模 型就 是将 实体模 型 的
表 明组合 型 腔调 整后 熔体 流 动是 平衡 的 。 从 有 限元 分析 可 以看 } ,模具 优 化后 的设 计 方案合 I I 理有 效 , 利用 上 述分 析结 果 得 到 的模 具 的浇 口合理 位 置 、 流 道 的优化 尺 、和浇 口的直 径 等关 键 i 参数 ,继 而再 J 殳计
自由曲面测量轮廓度不确定度的研究
置基准 , 自由曲面面轮廓度 是通过 在最佳 匹配 的情形 下计算测量 数据 与 C D模 型 的最小 距离 的极 值 。其 A 主要问题有两个 : ( )测量点到 C D模 型上 的最 近 1 A 邻点的计算 ; ( )在 已知测量点 的在 C D模 型上 对 2 A 应点后 ,其相应 的刚体变换矩 阵的旋转参数与平移参
数 的求解 ,问题可 以描述成 :设 P ( =12 …, ) i , , n 为 曲面测量数据点 ,Q= ( ,) C D模型 ,测量点到 r uV 是 A 曲面 C D模 型的最 近距离 可以表示为 : A d P , )= i{ ( q) V ∈Q} ( Q m n 如 MP , l j
@ 13 cr。 6 .o n
第1 期
陈满意 等 :自由曲面测量轮廓度不确定度 的研究
・7 3・
厂
c cs o o) "
css ) of i , l n
一s ] l
R= sai c) c an sti s) c  ̄o sao Insfo 一o s) i ̄n i +o c) i c/I n s si i l ' , nsf n l ' s s n s , 3
中图分类 号:T 3 1 P 9 文献标识码 :A 文章编号 :10 —38 (0 2 0 1 8 1 2 1 )1— 7 3 0 2—
Re e r h o c r a nt a u tO fFr e f r S f c o i s a c n Un e t i y Ev l a i n O e -o m ur a e Pr fl e
置信水平为 1 下 ,参数 的的置信 区间为 : 一 ( ) f ( 一1 , ) t t B一1 ) ( ) 一 ) + r  ̄( s ) 8
基于STL模型的解析处理和几何特征精度评价研究
何特征的测量值,作为评价打印件质量的数字化指标。提出可以应用于3D打印的质量表征技
术,用以较为全面的表征3D打印件的质量,为产品质量数字化检测提供了新的思路。
关键词:3D打印;缺陷检测;拟合特征;质量检测
中图分类号:TH164 文献标识码:A
文章编号:1009-0134(2019)07-0007-06
基于STL模型的解析处理 和几何特征精度评价研究
Research on analytic processing and geometric
feature accuracy evaluation based on STL model
徐思远,杨伟群
XU Si-yuan, YANG Wei-qun
(北京航空航天大学 机械工程及自动化学院,北京 100191)
0 引言
3D打印技术(3D Printing),也被称为增材制造技 术(Addtive Manfacturing,AM)。美国材料与试验协 会(ASTM)于2009年成立了3D打印技术委员会(F42 委员会),该委员会随后给出了3D打印技术的明确定 义:3D打印技术是一种与传统的材料加工方法截然相 反,基于三维CAD模型数据,通过增加材料逐层制造的 方式。
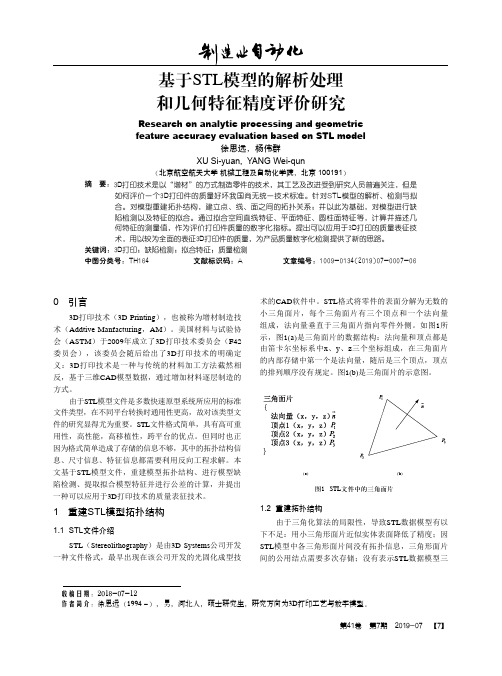
由于STL模型文件是多数快速原型系统所应用的标准 文件类型,在不同平台转换时通用性更高,故对该类型文 件的研究显得尤为重要。STL文件格式简单,具有高可重 用性,高性能,高移植性,跨平台的优点。但同时也正 因为格式简单造成了存储的信息不够,其中的拓扑结构信 息、尺寸信息、特征信息都需要利用反向工程求解。本 文基于STL模型文件,重建模型拓扑结构、进行模型缺 陷检测、提取拟合模型特征并进行公差的计算,并提出 一种可以应用于3D打印技术的质量表征技术。
一种基于混合进化算法的自由曲线轮廓度误差评定方法[发明专利]
![一种基于混合进化算法的自由曲线轮廓度误差评定方法[发明专利]](https://img.taocdn.com/s3/m/511147cc58fb770bf68a554d.png)
专利名称:一种基于混合进化算法的自由曲线轮廓度误差评定方法
专利类型:发明专利
发明人:陈富民,何帅,高建民,陈琨,高智勇
申请号:CN201810415701.X
申请日:20180503
公开号:CN108681524A
公开日:
20181019
专利内容由知识产权出版社提供
摘要:本发明公开了一种基于混合进化算法的自由曲线轮廓度误差评定方法,该方法是基于最小二乘法、结合非均匀有理B样条插值函数和多维混合进化算法的用于自由曲线轮廓度误差评定的数据处理方法。
本发明采用并行自适应权重的粒子群算法和基于DC的小生境遗传算法的混合进化算法,依据最小二乘法准则实现实测坐标系与理论坐标系的自适应调整,并将位置误差从轮廓度误差剔除,这种方法不用预设初值,避免了预设初值对最后位置误差结果的影响,加快了优化算法的收敛速度,提高了优化算法在局部寻优的能力,避免了全局搜索时容易陷入局部最优,并将位置误差从轮廓度误差结果中剔除出来,以保证评定线轮廓度误差的精度。
申请人:西安交通大学
地址:710049 陕西省西安市碑林区咸宁西路28号
国籍:CN
代理机构:西安通大专利代理有限责任公司
代理人:徐文权
更多信息请下载全文后查看。
一种用于复杂曲面表面轮廓度误差不确定度的计算方法[发明专利]
![一种用于复杂曲面表面轮廓度误差不确定度的计算方法[发明专利]](https://img.taocdn.com/s3/m/e9be552515791711cc7931b765ce0508763275b1.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201811257063.X(22)申请日 2018.10.26(71)申请人 天津大学地址 300350 天津市津南区海河教育园雅观路135号天津大学北洋园校区(72)发明人 何改云 庞域 刘晨辉 庞凯瑞 王宏亮 (74)专利代理机构 天津市北洋有限责任专利代理事务所 12201代理人 刘子文(51)Int.Cl.G06F 17/50(2006.01)(54)发明名称一种用于复杂曲面表面轮廓度误差不确定度的计算方法(57)摘要本发明公开了一种用于复杂曲面表面轮廓度误差不确定度的计算方法,包括以下步骤:(1)建立轮廓度误差评估的数学模型;(2)采用SQP算法求解最优问题;(3)通过二阶泰勒展式GUMM计算不确定度,并用AMCM验证GUMM的有效性。
本方法通过对轮廓度误差评估数学模型的分析和SQP算法的求解,采用二阶泰勒展式GUMM来计算不确定度,以提高不确定度的求解精度。
权利要求书1页 说明书8页 附图1页CN 109508482 A 2019.03.22C N 109508482A1.一种用于复杂曲面表面轮廓度误差不确定度的计算方法,其特征在于,包括以下步骤:(1)建立轮廓度误差评估的数学模型;(2)采用SQP算法求解最优问题;(3)通过二阶泰勒展式GUMM计算不确定度,并用AMCM验证GUMM的有效性。
权 利 要 求 书1/1页CN 109508482 A一种用于复杂曲面表面轮廓度误差不确定度的计算方法技术领域[0001]本发明涉及轮廓度误差的不确定度计算领域,具体涉及一种用于复杂曲面表面轮廓度误差不确定度的计算方法。
背景技术[0002]复杂曲面广泛的应用于航空工业,而复杂曲面的加工质量直接影响了产品的合格率。
因此对复杂曲面表面质量的评估就必不可少。
轮廓度误差就是评估复杂曲面加工质量的重要参数之一。
自由曲面轮廓度误差评定
自由曲面轮廓度误差评定
蔺小军;王增强;史耀耀
【期刊名称】《计量学报》
【年(卷),期】2011(032)006
【摘要】在总结面轮廓度误差评定原则的基础上,提出了曲面轮廓度误差最小条件几何判定准则,即“三角形准则”和“交叉准则”.对曲面轮廓度误差最小条件评定算法进行了研究,首先特征点预定位,再用最小二乘原则粗匹配,最后通过最小条件原则精匹配,实现被测曲面与理论曲面之间的自适应调整.实例证明了几何判定准则的正确性和计算方法的可行性.
【总页数】6页(P495-500)
【作者】蔺小军;王增强;史耀耀
【作者单位】西北工业大学现代设计与集成制造技术教育部重点实验室,陕西西安710072;西北工业大学现代设计与集成制造技术教育部重点实验室,陕西西安710072;西北工业大学现代设计与集成制造技术教育部重点实验室,陕西西安710072
【正文语种】中文
【中图分类】TB92
【相关文献】
1.基于CAD模型引导测量的自由曲面定位及轮廓度误差评定 [J], 王东霞;温秀兰;赵艺兵
2.基于STL模型的自由曲面轮廓度误差评定 [J], 郎爱蕾;何改云;宋占杰
3.一种自由曲面面轮廓度误差评定方法 [J], 王东善;李明;卓军
4.自由曲面轮廓度误差评定及不确定度分析 [J], 何改云;黄鑫;郭龙真
5.基于序列二次规划算法的NURBS曲面轮廓度误差评定 [J], 郎爱蕾;马文魁;郑燕因版权原因,仅展示原文概要,查看原文内容请购买。
基于机器视觉的自由曲面轮廓度检测系统
基于机器视觉的自由曲面轮廓度检测系统年雷;麦云飞【摘要】针对自由曲面轮廓度较难准确测量和评定的问题,开发了一种完整的非接触式曲面轮廓度在线检测系统.系统采用机器视觉对采集到的零件端面图像边缘特征进行识别和处理,将提取出的边缘特征与标准轮廓模板进行匹配.匹配过程中采用分段迭代匹配的思想,提高算法效率和匹配速度.该视觉检测系统已应用于冲压流水线上工件端面的面轮廓度检测.实际应行表明,检测系统的检测精度为1μm,检测时间少于3s,可满足工业检测对检测精度和实时性的要求.【期刊名称】《电子科技》【年(卷),期】2016(029)010【总页数】3页(P104-106)【关键词】轮廓度误差;机器视觉;图像匹配;分段迭代【作者】年雷;麦云飞【作者单位】上海理工大学机械工程学院,上海200093;上海理工大学机械工程学院,上海200093【正文语种】中文【中图分类】TP274应用计算机视觉技术,设计了应用于流水线上零件端面轮廓度测量的自动检测系统,实现了在线自动快速检测[1]。
检测系统的硬件组成如图1所示,包括:工控机、图像采集、机械运动控制部分等。
其中,工控机上运行图像采集系统的软件部分,配置为2.0 GHz主频、512 MB内存、Windows操作系统;图像采集部分包括3 840×2 760的工业CCD摄像机、13 mm镜头、LED环形光源;机械运动控制部分包括用于定位的零件夹紧装置和模拟流水线上传送零件的传送带。
运动控制模块采用可编程控制器,工控机与可编程控制器通讯,控制传送带运行:当零件到达图像采集区域时,可编程控制器暂停传送带运行以便进行图像采集和匹配;当匹配完成后,传送带继续运动,进行下一次图像采集。
系统进行图像采集时,照明系统使被测物的重要特征与背景图像特征之间产生最大的对比度,从而易于特征区分[2]。
再通过图像采集系统将零件端面图像采集下来输出模拟或数字信号到计算机的图像处理软件,然后使用相应的处理算法得到所需的测量数据。
基于CAD模型引导测量的自由曲面定位及轮廓度误差评定

基于CAD模型引导测量的自由曲面定位及轮廓度误差评定王东霞;温秀兰;赵艺兵【摘要】提出将粒子群优化算法与拟随机序列法相结合对基于CAD模型引导测量的自由曲面进行高精度检测和轮廓度误差评定的方法.为解决用三坐标测量仪检测自由曲面时存在的设计坐标系与测量坐标系不重合问题,提出用拟粒子群优化算法来实现被测曲面与设计曲面精确定位;针对自由曲面特点,采用轮廓峰谷误差和轮廓均方根误差综合评定自由曲面的形状误差.最后,阐述了用拟粒子群优化算法实现曲面匹配时目标函数值的计算方法,确立了用拟粒子群优化算法优化求解参数向量的具体步骤.对仿真实例和大量实测零件自由曲面轮廓度误差的计算表明:采用本文方法能够实现自由曲面精确定位,其轮廓度误差评定精度比由三坐标测量仪内置软件计算的结果高8%~15%,适用于对高精度自由曲面零件形状误差的评定.%An evaluating method by combination of particle swarm optimization and quasi-random sequence was proposed to detect precisely and evaluate the profile errors of freeform surfaces inspected by Computer Aided Design (CAD) model-directed measuring. In order to solve the un-repetitive problem between design coordinate system and measurement coordinate system when a Coordinate Measurement Machine (CMM) was used to inspect free form surfaces, Quasi Particle Swarm Optimization (QPSO)was proposed to realize the precise localization between measured surface and design surface. Then, according to the features of freeform surface form, the peak-valley error and root mean square error were used to evaluate the freeform surface forms together. The computation method of the objective function was described, in which QPSO is used to match themeasured surface and the design surface and the detailed steps were established for solving parameter vectors by using QPSO. Finally, by calculating the surface profile errors of simulation example and many practical measured parts, the results verify that the proposed method can locate precisely freeform surfaces and the evaluation precision of freeform surface profile errors by the proposed method is higher 8%-15% than that by CMM software. The method is suitable for the form error evaluation of high precise freeform surface parts.【期刊名称】《光学精密工程》【年(卷),期】2012(020)012【总页数】8页(P2720-2727)【关键词】自由曲面定位;轮廓度误差;CAD模型;拟随机序列;粒子群优化算法【作者】王东霞;温秀兰;赵艺兵【作者单位】南京工程学院自动化学院,江苏南京211167;南京工程学院自动化学院,江苏南京211167;南京工程学院自动化学院,江苏南京211167【正文语种】中文【中图分类】TP391;TB921 引言自由曲面在汽车、飞机、模具、生物医学等领域应用广泛,对自由曲面零件进行高效率、高精度的检测和轮廓度误差计算对产品的质量和使用寿命至关重要[1-2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确定对应顶点 , 从而提 高了搜索效率 ; 最后运用仿真 实验验证 了算法的可行性 。采用该方法能够有效地评定 已知 C A D模
型 的 自由 曲面 的轮 廓 度 误 差 。
第 6期
2 0 1 5年 6月
机 械 设 计 与 制 造
Ma c hi ne r y De s i g n & Ma n u f a c t u r e 1 3
基于 S T L模 型 的 自由曲面轮廓度误 差评定
郎爱 蕾 ・ , 何 改云 ・ , 宋 占杰 z
( 1 . 天津大学 机构理论与装备设计教育部重点实验室 , 天津 3 0 0 0 7 2 ; 2 . 天津大学 理学院 , 天津 3 0 0 0 7 2 )
d e s i g n c o o r d i n a t e s  ̄t e m a n d me a s u r e me n t c o o r d i n a t e s y s t e m.T he ma i n wo r k WO S t o t a k e t h e pa r t i c l e s wo l T n o p t i mi z a t i o n t O
r e li a z e t h e l o c a l z i ti a o n b e t w e e n m e a s u r e d s u r f a c e a n d d e s i g n s u  ̄ ce a , nd a , s i m p l i i f e d t h e c l a c u l ti a o n ft o h e d s i t a n c e ro f m s p ti a l a
关键词 : 自由曲面 ; S T L 模型 ; 轮廓度误差 ; 粒子群算法 中图分类号 : T H1 6 ; T H1 6 1 文献标识码 : A 文章编号 : 1 0 0 1 — 3 9 9 7 ( 2 0 1 5 ) 0 6 — 0 0 1 3 — 0 4
Pr o f i l e Er r o r E v a l u a t i o n o f F r e e f o r m Su r f a c e B a s e d o n S TL Mo d e I
s p ti a a l p o i n t s t o S T L od m e l W a S t r a n s f o r m e d a s t h tf a ro m t h o s e p o i n t s t o re f e f o r m s u o C a c e . A n d p a r t i c l e s w a r m o p t i mi z a t i o n w i t h a c o n s t r i c t i o n f a c t o r 埘 c u s e d t o e v lu a t a e t h e p r o il f e e n r o f re f e f o r m s u l f ce a s . hi T s m o d e l s o l v e d t h e u n — r e p e t i t i o n b e t w e e n
L A N G A i - l e i , HE G a i — y u n , S O NG Z h a n - j i e
( 1 . K e y L a b o r a t o r y o f Me c h a n i s m T h e o y r a n d E q u i p m e n t D e s i g n o f t h e E d u c a t i o n Mi n i s t r y , T i a n j i n U n i v e r s i t y , T i a n j i n 3 0 0 0 7 2 , C h i n a ; 2 . S c h o o l o f S c i e n c e , T i a n j i n U n i v e r s i t y , T i a n j i n 3 0 0 0 7 2 , C h i n a )
摘
要: 借鉴C A D模型的 自由曲面轮廓度误差评定模 型, 给出S T L模型 ; 把空 间点到 S T L 模 型的有向距 离转化为点到 自
由曲面的距 离的计算方法, 并结合带有收缩因子的粒子群算法对 自由曲面的轮廓度误差进行评定 。 该模型成功解决 了测 量仪检测 自由曲面时存在的设计 坐标 系与检测坐标 系不重合的 问题 。主要工作是 用粒子群算法解决被测 曲面和设计 曲
p o i n t s t o S T L od m e l I n t h e p r o c e s s f o h u n t i n g t h e t r i ng a u l r a p a t c h c o r e s p o n d i n g t o t h e s p a t i l a p o i n t ,a m e t h o d t h t a
Ab s t r a c t : L e a r n i n g f r o m t h e
s u g r a c e p r o i f l e e r r o r e v a l u a t i o n o fC A D m o d e l , S T L m o d e l W O ¥ g i v e n . T h e d i s t a n c e ro f m