样品试制单表格
样品试制单 (Sampling Application Form)
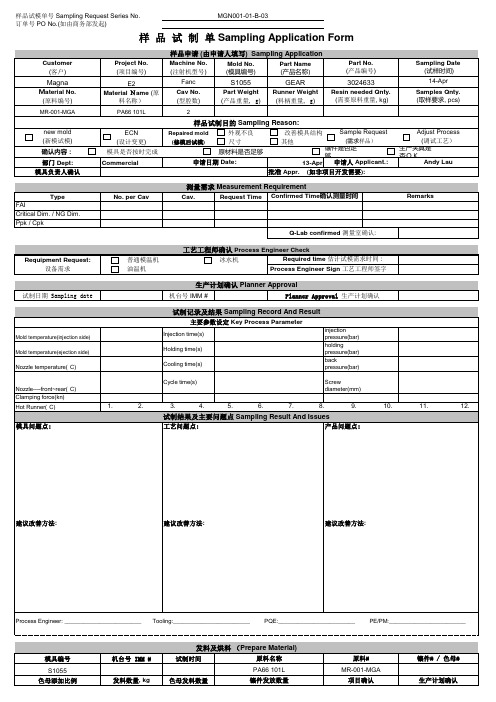
外观不良 尺寸 原材料是否足够
改善模具结构 其他
Sample Request
(需求样品)
Adjust Process (调试工艺) 生产夹具是否OK Andy Lau
镶件是否足够 申请人 Applicant.: 13-Apr 批准 Appr. (如非项目开发需要):
样品试模单号 Sampling Request Series No. 订单号 PO No.(如由商务部发起)
MGN001-01-B-03
样 品 试 制 单 Sampling Application Form
样品申请 (由申请人填写) Sampling Application
Customer (客户) Project No. (项目编号) E2 Material Name (原 料名称)
Injection time(s) Holding time(s) Cooling time(s) Cycle time(s)
injection pressure(bar) holding pressure(bar) back pressure(bar) Screw diameter(mm)
1.
2.
3.
4. 工艺问题点:
5.
6.
7.
8.
9. 产品问题点:
10.
11.
12.
试制结果及主要问题点 Sampling Result And Issues
模具问题点:
建议改善方法:
建议改善方法:
建议改善方法:
Process Engineer: ________________________
Tooling:________________________
样品试制申请单

订单编号
客户
样品名称 B
客户进度要求 试
制 技术要求(含客 任 户特殊要求) 务
来 源
其他要求
申请人
C
审批意见
审 批 审批人签字
技术部负责人签 字
样品名称
样品规格型号
样品条码
软件版本
D 参考PCB板型号
开 参考产品名称 发 跟踪人员签字 试 制 档 生产部意见 案
生产部负责人签 字
品质部意见
品质部负责人签 字
E
技术部签字
样 市场部签字
品 签
资料存档
收
样品试制任务单
订单日期 客户编号编号来自 样品需求数量申请日期
——
审批日期
日期
PCB板型号
ERP编号
样品试制数量 机型选择
参考PCB板编 号
参考产品编号
日期
日期
□是 □否
日期 日期 日期 样品存档
□是 □否
E
样 品 签 收 存档人签字
存档日期
品试制任务单
□是 □否
样品测试登记表

NG 70-75
OK 70-75
OK 70-75 OK 70-75
12
8月7日
喷银罩 PU2个
能持汇和 4
NG
13
8月14日
喷银罩 PU2个
能持汇和 4
OK
14
9月11日
普通喷 银2个
星超
4.5
NG
15
9月12日
普通喷 银2个
金雅迪
5
OK
16
9月19日
普通喷 银2个
星超
4.5
NG
17
时间为96小时、温 度40、 湿度96
OK
OK
时间为96小时、温 度40、 湿度96
OK
OK
时间为96小时、温 度40、 湿度96
OK
OK
时间为96小时、温 度40、 湿度96
时间为96小时、温 度40、 湿度96
时间为96小时、温 度40、 湿度96
擦抹机水
油水擦拭 有PE袋水印
测试结果 不合格 不合格 合格 合格
时间为96小时、温 度40、 湿度96
高温高湿发白
时间为96小时、温 度40、 湿度96
OK
时间为96小时、温 度40、 湿度96
高温高湿发白
时间为96小时、温 度40、 湿度96
OK
时间为96小时、温 度40、 湿度96
OK
高温高湿【套袋】发白 高温高湿【套袋】发白 高温高湿【套袋】发白 高温高湿【套袋】发白 OK
序号
日期
颜色个 厂家
1
7月17日
喷银罩 PU2个
科涛
2
7月19日
喷银罩 PU2个
样品试制及小批量试产程序(含表格)
样品试制及小批量试产程序(ISO9001-2015/IATF16949-2016)1.0目的:1.1、为了提高样件制造成功的机率,防止提交顾客的样品不符合顾客要求。
1.2、为了顺利的通过小批量生产,并在试产过程中暴露问题并得到及时的改善,为量产做好充分的准备,杜绝量产过程中发生质量事故。
2.0范围:所有公司的新产品3.0权责序号责任部门权责技术部负责主导样品及小批量试产的设计、评审、确认工作,1归口管理本办法品质部负责样品试制及小批量试产过程、最终型式功能的检验2工作3 生产部负责样品及小批量试产的生产安排及生产执行工作4 销售部负责新产品的信息的传达与顾客沟通工作5 采购部负责新产品外购及与供应商沟通工作6 主管副总负责样品及试产最终的确认工作4.0定义:4.1样品:顾客需求或设计需求而提出试制确认的产品4.2新产品:4.2.1、新顾客或者顾客新开发的产品,且与公司之前生产的型号无100%重合4.2.2、因顾客或者内部设计变更后的第一批产品5.0作业内容:流程内容责任部门支持文件及记录1、销售部接到新顾客或者顾客新开发需要提交样品的需求时,遵守产品先期质量策划控制程序要求,填写顾客要求清单,并将所有与顾客沟通的信息,技术资料移转技术部销售部顾客要求清单2、技术部按产品先期质量策划控制程序要求,将新产品进行分类,依据新产品类型进行设计,组织多功能小组进行评审(I类产品会签评审。
Ⅱ、Ⅲ类产品会议评审),新产品设计信息记录于新产品开发目录3、设计评审结果为有修改要求的,技术部进行修改4、技术部提出设计验证计划及报告表,相关部门按验证计划在试制过程中进行验证。
技术部设计评审记录新产品开发目录设计验证计划及报告5、生产部负责安排样品试制及新产品试产的生产排期,确定好生产日期后提前三天以内部联络单通知相关部门做好相关试产,样品验证的准备6、样品及新产品试制时,必须由生产部现场负责人进行第一件的试制调试,并对员工进行培训教育,考核,技术部现场负责技术指导。
样品试制单——精选推荐
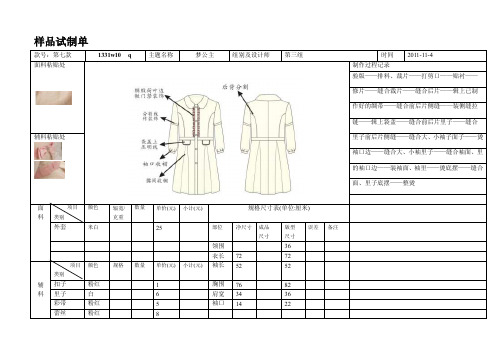
样品试制单款号:第七款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——辑上袋盖——缝合前后片里子——缝合辅料粘贴处里子前后片侧缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第六款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子辅料粘贴处前后片侧缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫——订好按扣——订好已制作蝴蝶结——装上毛领面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第五款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子前后片侧辅料粘贴处缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫——装上制作好的毛领面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第三款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带、蝴蝶结——做前袋——缝合前后片侧缝——缝合前后片里子——缝合里子前后片辅料粘贴处侧缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里烫底摆——缝合面、里子底摆——整烫面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第二款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的口袋——缝合前后片侧缝——缝合前后片里子——缝合里子前后片侧缝——烫底摆—辅料粘贴处—缝合面、里子底摆——整烫、订好装饰扣面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第一款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子前后片侧辅料粘贴处缝——烫底摆——缝合面、里子底摆——整烫、订好已做蝴蝶结面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第四款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子前后片侧辅料粘贴处缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8。