行星式研磨抛光机的设备改造设计
抛光机设计制作工艺技术

1 201420255011X 转子轴齿轮抛光机2 2013208614002 散热器焊缝抛光机3 2015201968496 环形抛光机4 2014201994556 一种金属工件抛光机5 2014201863757 一种砂带打磨抛光机6 2015201543299 一种抛光机机头的空间运动机构7 2014201542864 一种全自动抛光机8 2014201542900 一种抛光机的机头9 2014201550254 一种抛光机的送料机构10 2014202338198 一种弯管抛光机11 201520174376X 圆弧抛光机压尺机构12 2015201553712 一种抛光机的新型承料模板13 2014201553869 一种抛光机布带抛光轮的修轮机构14 2014201543833 一种抛光机的模板清理机构15 2014201543689 一种抛光机的新型喷蜡装置16 2014202116741 瓜子抛光机17 2014200977178 凸轮曲面抛光机18 2014201985114 封闭式除尘抛光机19 2014202077840 抛光机的蜡块输送装置20 201420212463X 抛光机的机架21 201320871603X 曲面抛光机的同步装置22 2014200081292 竹木自动抛光机23 2014200105244 一种圆弧石材抛光机24 2014201469869 一种抛光机25 2015202079418 抛光机26 2014201279012 线材和板材用电镀无酸洗抛光机27 2015200619996 片剂或胶囊抛光机28 2014200688727 导光板双面抛光机29 2013206981952 抛光机磨头构件30 2013208715427 曲面抛光机的安全装置31 2014202026054 抛光机的机器手夹头32 2015201954262 红枣清洗抛光机33 2014200287083 一种平面打磨抛光机34 2014201874501 用于抛光机的胀紧装置35 2014201895796 抛光机36 2015207330785 一种新型数控抛光机37 2014200691984 抛光机活门自动开合装置38 2014200801452 玻璃抛光机39 2014201750744 一种药丸抛光机40 2015201812647 超强磁场磁力抛光机41 2015201812651 超平衡磁力抛光机42 2014201812666 节能磁力抛光机43 2014201812670 红外感应磁力抛光机44 2014201820501 封头抛光机气动工装夹具45 201520194026X 一种机械手抓取工件抛光机46 2014200249289 一种大型抛光机47 2014201555811 一种抛光机的供料开关装置48 2015201547232 回转体法兰面自动抛光机49 2014201805041 一种球阀阀芯抛光机50 2014201377886 大型电动多维度抛光机51 2014201595081 一种整圆抛光机52 2014201722157 一种大米抛光机智能控制器53 2014201766776 一种胶囊抛光机自动分拣装置54 201520180635X 一种可多个陶瓷插芯同时抛光的高效外圆抛光机55 2014201243773 一种用于铸件产品内孔抛光的自动抛光机56 2014201192216 一种不锈钢抛光机结构57 2014201252128 技工抛光机58 2015201409035 一种高精度抛光机伺服加载系统59 2014201563061 一种钢管自动抛光机60 2014200179214 轴承抛光机61 2014200567313 一种移动式抛光机62 2014200496943 一种用于去除试件表面涂层的抛光机63 2014200908017 一种抛光机64 2014201469784 一种抛光机65 2014201469820 一种抛光机66 2014201545932 多轴弯头内抛光机67 2014200686897 具有抛光面清洁功能的手持式抛光机68 2014200038305 一种圆钢杆件自动抛光机69 2013208756268 轴类零件叶轮抛光机70 2014201167040 支架式内圆精磨抛光机71 2014200805896 一种弯管内部抛光机72 2014201009244 改进抛光件吸附方式的抛光机73 2013208701890 一种胶囊抛光机74 2013208305511 玻璃抛光机支撑结构75 2013208317519 大理石板加工线上带有除湿装置的大理石抛光机76 2013208750454 抛光机集液槽77 2014201284472 一种抛光机78 2014200256719 倾倒式粉末抛光机79 2014200379846 用于平衡器抛光机的固定筒80 2013208316785 大理石板加工线上带有二次除湿装置的大理石抛光机81 2014200865238 医用微型接骨螺钉磁刷式磁流变复合抛光机82 2013208107703 一种抛光机83 2014200755971 一种曲轴砂带抛光机84 2014200123416 一种抛光机助抛装置和抛光机85 2014200123435 一种抛光机合页结构及同步双抛光机86 201320791182X 一种新型的抛光机87 2014200303724 不锈钢镜面龙门自动抛光机88 2014200969326 橱柜门专用异型抛光机89 201420097752X 木门专用异型抛光机90 2014200870950 带压盖装置的自动抛光机91 2013206680048 一种抛光机载料块92 2014200222144 一种头部可更换的手持式牙齿抛光机护牙弯角结构93 2014200129111 一种多功能玻璃制品磨砂及抛光机94 2013207983334 一种带状抛光机95 2013207775628 一种砂带打磨抛光机上的张紧机构96 201320887351X 一种外接附件式吸尘抛光机97 2013206781710 一种新型抛光机98 2013208715925 曲面抛光机的抛光装置99 2013208717494 曲面抛光机抛光盘自平衡装置100 2013208718745 曲面抛光机抛光液分流装置101 2013208719752 曲面抛光机102 2013208719979 曲面抛光机的工作台103 2013208873524 一种升降切换式吸尘抛光机104 2014200198982 一种新型平面抛光机105 2014200699187 一种轴承加工用抛光机106 2014200402768 车床用自动抛光机107 2013208873030 一种降噪型吸尘抛光机108 2013208721095 曲面抛光机的抛光盘109 2014200133884 铝箔抛光机110 2013206790781 一种锥杆专用打磨抛光机111 2014200164952 一种链条销轴倒角抛光机112 2014200174850 有机玻璃边缘抛光机113 2013208613245 手持抛光机扶正装置114 2014200301485 钻筒抛光机由于资料目录太多,这里列举部分目录,具体目录联系下面管理人员797 2011204207648 抛光机排风除尘装置798 2011203543800 长管道内圆自动抛光机799 2010206674861 带钢抛光机800 2011203728027 抛光机及其主轴松紧装置801 2011203738902 一种自动抛光机802 2011203263778 抛光机803 2011204173143 一种改进的抛光机804 201120303838X 高精度球面抛光机805 2011203629746 镁锭抛光机806 2011203500650 全自动不锈钢保温杯抛光机807 2011203231851 一种行星式曲轴抛光机808 2011203294352 自吸尘墙面抛光机809 2011203035517 抛光机的修正轮810 2011203038394 高精度双面抛光机811 2011203734526 五轴抛光机813 2011202770578 上海迈通超硬材料有限公司一种全自动金刚石锯片基体抛光机814 2011202728918 深圳天泽镀膜有限公司一种抛光机气动控制系统815 2011203035521 威鸿(厦门)光学有限公司玻璃曲面抛光机816 2011203215793 盐城市鹏悦电子材料有限公司铌酸锂晶体片抛光机817 2011203734507 全自动抛光机818 201120373889X 抛光机819 201120373215X 一种抛光机820 2011203800443 下贴式单面抛光机821 201120303563X (厦门)光学有限公司玻璃孔内壁抛光机822 201120373649X 一种圆管抛光机823 2011203211364 一种带双重保护的镀锡机组用抛光机824 2011203692932 一种带吸尘装置的抛光机825 2011203865490 汽车全自动抛光机826 2011202325461 复合抛光机827 2011203570140 卷料抛光机828 2011203146825 小口径不锈钢圆管内孔抛光机829 2011202998175 一种立式亚克力二维或三维曲面以及组合平面的切削抛光机830 201120403864X 火抛光机831 2011202002130 用于瓷砖或石材抛光机的升降机构832 2011202578376 一种铁钉抛光机833 2011202752052 全自动柱塞球头研磨、抛光机组结构834 2011203156441 大理石粗磨抛光机835 2011202775694 玻璃孔自动抛光机836 2011203479217 新型抛光机手柄837 2011203205683 一种芯棒抛光机838 2011202623352 一种电动粗抛抛光机839 2011203050911 一种双作用抛光机840 2011202752508 多工位十字滑台式抛光机结构841 201120262147X 一种自动抛光机842 2011202769176 多工位圆盘式抛光机结构843 2011202997844 一种龙门式亚克力异形曲面的切削抛光机844 2011202621662 一种电动细抛抛光机845 2011202034076 一种自动抛光机846 2011202034381 一种自动抛光机847 2011202345732 缸体内孔打磨抛光机848 2011202913529 自动除锈抛光机849 2011202636047 一种新型无心抛光机850 2011202754166 大米抛光机的防碎抛光辊851 201120238460X 胶囊抛光机852 2011202103875 一种抛光机工作台任意分度结构853 2011202635788 一种新型外圆抛光机854 2011202738888 用于洗衣机离合器刹车盘的抛光机855 2011202767768 内壁自动抛光机857 2011202082065 改良的抛光机上抛头858 2011201542108 一种电磁金相抛光机859 2011201867839 一种磨边抛光机860 201120226435X 自动抛光机861 2011201451378 双横向抛光机862 2011202267540 自动抛光机的落料装置863 2011201907963 抛光机头自动升降装置864 2011202108703 一种桌面式研磨抛光机的修盘装置865 2011202272977 胶囊抛光机866 2011201867824 磨边抛光机用砖材定位机构867 2011202163950 一种半自动抛光机868 2011202264326 抛光机的打磨装置869 2011202267536 自动抛光机的打磨轮870 2011202737762 便于精确观测的抛光机871 2011201867858 一种圆弧打磨抛光机用抛光轮调节机构的改进872 2011202011267 一种刀具抛光机873 2011201907855 制管抛光机自动下料机台874 2011202264449 一种自动抛光机的张紧轮875 2011202264148 自动抛光机的砂带张紧机构876 2011202273005 胶囊离心抛光机877 201120111919X 3D多头玻璃抛光机878 2011202622449 高精度硬性角膜接触镜边弧抛光机879 201120237795X 一种自动化的不锈钢挡盖抛光机880 2011201973151 汽车钢圈抛光机1、本套技术资料260元2、资料都为电子版的,资料包括相关配方加工制作工艺技术,资料真实可靠,为你的创业保驾护航,资料可以邮箱发送或qq传送。
行星式研磨抛光机传动机构改造及试验
本 文通 过研 究抛 光 机传 动机 构对 抛 光过 程 中 的加载均 匀 性影 响 ,对 行星 式研 磨 抛光 机 的机械 部 分进 行改 造 设计 ,使 之满 足对 硬 脆难 加 工材料 进行 超精 密加 工 的精度 要求 。
子材料 生产加 工企业 的广泛关 注与重 视 。
国内传 统 的双面 抛光 机 结构 一般 采用 单 电动
机通 过齿 轮传 动 使上 下抛 光盘 、 中心 轮及 齿 圈运
工件 方 便 ,又 能对 工件 施加 合适 的抛 光 压 力 。行 星轮 是 由抛 光机 的 内外 齿 圈驱 动 的,工 件位 于行
装 带来 许 多困难 。一旦 制造 或 安装 中产生 误差 , 就会 引起 上 抛光 盘产 生倾斜 ,最 终使 上下 抛光盘 不能很 好地贴 合 , 甚至上 下抛 光盘产 生错盘 现象 ,
子 器件基片 材料 的蓝宝石 、 晶硅 等人 工 晶片 的表 单
面粗 糙度和平 整度 的要求越 来越高 , 甚至 要求获 得
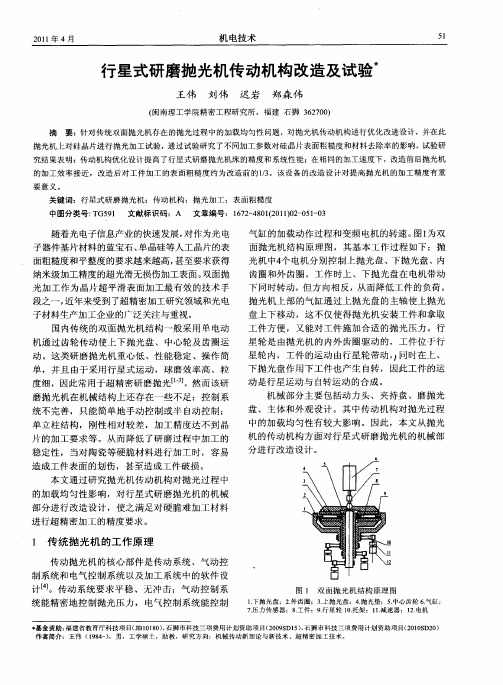
气 缸 的加载 动作 过程 和变 频 电机 的转速 。 l 双 图 为
面 抛光 机 结构 原理 图,其 基本 工 作过 程如 下 :抛
光 机 中4 电机分 别控 制上 抛 光盘 、下抛 光 盘 、内 个 齿 圈和 外 齿 圈 。工 作 时上 、下 抛光 盘 在 电机带 动 下 同时 转动 ,但 方 向相 反 , 而 降低工 件 的负荷 。 从
1 传 统 抛 光 机 的 工 作 原 理
传 动 抛光 机 的核 心部 件 是传 动系 统 、气 动控
制系 统和 电气 控制 系 统 以及加 工 系统 中的软件 设 计【。传 动 系统 要 求平 稳 、 无冲 击 ;气 动 控制 系 钔
行星式研磨抛光机通用夹具设计

机 电研究及设计制造
腐蚀 大 的4 C材 料 来制 作 L;而正 八 边形 夹 具 由 0r 4 j 于所 需 强度不 高 , 采用 容易 加工 的环氧 树脂制 作 。 这样 ,每次加 工 尺寸 不 同的新 工件 ,只 需重 新加
工 一个 内部 的八 边形环 氧树 脂夹 具 板 ,无 需 定做 齿轮 ,在抛 光质 量 【保 证 的前 提下 节 省 了夹 具制 5 】 作 时间和 成本 。
时, 由于 尺寸 变 更 ,导 致工 件 与原 来 的夹具 不 能 配 合夹 紧 ,特 别 是尺 寸 变动 大 的工 件 ,根本 就 放
不 到夹 具 内,不 能夹 固 ,必 须重 新 做夹 具 。 由于
行星 式研 磨 抛光 机 具有 性 能稳 定 、 构紧 凑 、 结 操作 方便 、安 全可 靠 、噪 声 低 、无 污染 、损耗 小
等特 点 ,在 超 精密 加 工 中应 用广 泛 。传 统 行星 式
更 换新 工件 就 必 须重 新 制作 新 的夹 具 ,而要 制 作 新 的夹 具就 要 重新 再 制 作行 星轮 ,不仅 浪 费时 间
也 浪 费材料 。为此 ,兼顾 省 时省 料 ,拟 采用 复合
夹 具 ,如 图2 ( ,c b )所示 。
边 形 的夹具 槽 ,而不挖 取 其 它形 状 的夹 具槽 的 目
的 :正 八边 形 的夹 具槽 要 比非对 称 形状 的槽 加工
方便 ;正八 边 形 的夹具 槽 要 比 圆形槽 来得 稳 定 ; 根据 试件 排 列 原则 ,正八 边形 的夹具 易排 整 。考
虑 到 抛光 液 的腐 蚀 以及 重 复性 使用 ,齿轮 采用 耐
抛 光 机夹 具 结构 如 图 l 示 “ 。然 而 该夹 具在 结 所 构上 还存 在 一些 不足 : 整体 式 结构 的 灵活 性较 差 , 在 频 繁变 更 工件 的条件 下 ,满 足 不 了周 期短 ,成
一种行星式磨削装置的研究
一种行星式磨削装置的研究黄震周志雄毛聪(湖南大学机械与汽车工程学院,湖南长沙410082)摘要:分析了大型主轴失效的原因和形式。
对大型主轴的常见修复方法进行了简要的介绍,指出各种方法的过程、适用领域和特点,针对大型主轴现场修复的特点及主要问题。
设计了一种行星磨削装置,阐述了装置的工作原理和结构特点。
为大型主轴的现场修复提供了一种可行的技术。
关键词:大型主轴修复轴颈磨削ResearchonAPlanet——grindingEquipmentHUANGZhen,ZHOUZhixiong,MAOCong(CollegeofMechanicalandAutomotiveEngineering,Hti’nanUniversity,Changsha410082,CHN)Abstract:Theformsandthereasonsforthefailureofthehugespindleareanalyzed.Inbrief,thearticleintroducesusualmethodsofrepairingthehugeprincipalaxisathome,andpointsouttheirmainprocesses,fieldsofapplicationandcharacteristics.Onthebasisofanalyzingthemainproblemsofon—the—spotrepair,wedesignaplanetgrindingequipmenttorepairtheprincipalaxis.Theprocessesofmodelingandsimulatingbasedonvirtualmanufacturingtechnologyareintroduced.Thebasicprincipleandcharacteristicsoftheequipmentareshowedintheend.Itdirectsafeasibletechnologytorepairthehugeprincipalaxison—the—spot.Keywords:HugeSpindle;Repair;BearingLocation;Grinding大型回转设备(如大型风机、发电机、水轮机、汽轮机等)的主轴是它们的关键零部件之一,其精度高,技术要求严格,且体积大、重量大。
行星式抛光装置设计
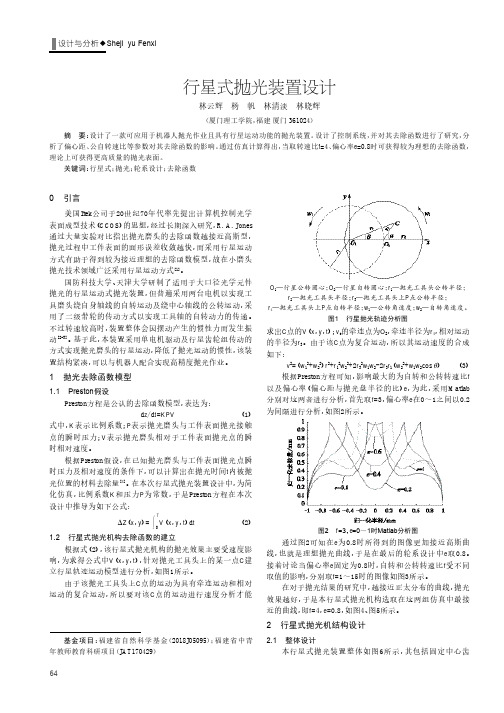
图2 f=3,e=0~1时Matlab分析图 通过 图 2 可 知 在 e 为 0.8 时 所 得 到 的 图 像 更 加 接 近 高 斯 曲 线,也就是理想抛光曲线,于是在最后的轮系设计中e 取0.8。 接 着 讨 论 当 偏 心 率 e 固定 为 0.8时 ,自 转 和 公 转 转 速 比 f受 不 同 取值的影响,分别取f=1~15时的图像如图3所示。 在对于抛光结果的研究中,越接近正太分布的曲线,抛光 效 果 越 好 ,于是 本 行 星式 抛 光 机 构 选 取 在 这 两 组 仿 真 中 最 接 近 的 曲 线,即 f=4,e =0.8,如 图 4、图5所示 。
1 抛光去除函数模型
1n方程是公认的去除函数模型,表达为:
dz/dt=KPV
(1)
式中,K 表示比例系数;P表示抛光磨头与工件表面抛光接触
点的瞬时压力;V 表示抛光磨头相对于工件表面抛光点的瞬
时相对速度。
根 据 Preston 假 设 ,在 已 知 抛 光 磨 头 与 工 件 表 面 抛 光 点 瞬
2 行星式抛光机结构设计
2.1 整体设计 本 行 星 式 抛 光 装 置 整 体 如 图 6 所 示 ,其 包 括 固 定 中 心 齿
64
图3 f=1~15,e=0.8时Matlab分析图 图4 f=4,e=0.8时二维分析图
行星磨床液压系统设计改造
行星磨床液压系统设计改造随着市场竞争的激烈,为了适应市场需求,尽量的减少资金投入,利用现有老旧设备的改造,适应不同产品的加工,提高生产效率,降低生产成本。
本文利用行星内圆磨床液压系统改造,简化复杂的多级液压控制系统,引入先进电气、伺服控制系统,实现设备更新改造,降低了设备故障率,满足新产品加工要求。
标签:行星磨床;液压改造;设计一、设备现状分析现有行星内圆磨床由于设备结构老化,液压系统各个非标准元件磨损严重,导致该设备故障率很高,该设备液压系统存在以下几个问题影响了设备的正常使用:1、原有液压系统导轨润滑和液压控制为共用系统,液压油供到需要位置之后,通过床身本体自流回油箱,没有封闭回油箱。
现场环境灰尘多,液压油污染情况严重。
2、主轴升降油缸的控制回路系统设计复杂,部分滑阀、液控阀、手动比例阀阀芯磨损严重,且大多为非标零件,导致维修困难效果不好,零部件互换性差,系统故障率很高。
3、原有工作台移动液压系统、砂轮修整液压系统、偏心量调整系统、润滑系统、压力检测系统的液压回路设置分散、且大部分嵌入在机床内部,操作空间狭小,维修耗时较长,且维修不方便。
4、原有润滑系统由于直接裸露在外界大气环境中,系统箱体内灰尘沉积多,液压油污染严重。
二、改造要求1、新制集成的液压系统代替原有液压系统,所有控制回路全部设置在液压站内部,机床本体上不设置液压控制部件,液压站采用相应的管路与机床执行元件相连接。
2、采用电控伺服伺服系统替代原有复杂的电液控制系统,通过对伺服阀的控制实现对磨架升降油缸5种不同工况(快速、进给、手动、修整、点动)的控制要求。
3、采用恒压供油的方式给磨架移动油缸供油,在手动及点动的情况下提供一个接近零重力的调整环境。
4采用PLC控制器对各元器件进行逻辑控制。
三、方案实施1.油泵采用双排量高低压组合叶片泵,附加蓄能器的组合,能够给伺服阀提供稳定的油源,确保控制的准确性。
2.主轴升降油缸快速进给、慢速进给、砂轮对刀、换向、缓冲等功能均通过电控系统给伺服阀发送可靠的电信号来实现。
振动研磨抛光机的改进设计
湖州职业技术学院学报Journal of Huzhou Vocational and Technological Co l ege 第18卷第4期2020年12月Vol.18No.4Dec.2020doi : 10. 13 690/j. cnki. hzyxb. issn. 1672 - 2388. 2020. 04. 14振动研磨抛光机的改进设计俞志根李国强2(1.湖州职业技术学院 机电与汽车工程学院,浙江 湖州313000; 2.湖州中云机械股份有限公司 技术部,浙江 湖州313000)摘要:传统的振动研磨抛光机由带PU 复合胶的圆筒形研磨容器、立式振动电机、弹簧支承架和底座机架等组成,属敞开式结构,振动和噪音大,易产生污水,环保性较差。
为提高振动研磨抛光机的环境适应性和易操作性,课题组对其传统结构进行了改进:设计 一个带隔振降噪材料且能自动启闭的减振消音罩;由振动分选筛对研磨物料进行自动分选,并将废水进行集中收集处理;整机采用 PLC 自动控制。
从而,改善了振动研磨抛光机的自动化程度和环保性能,吏其能更好地适应当前绿色制造的要求。
关键词:振动研磨抛光机;减振消音罩;振动分选筛;PLC中图分类号:TH122; TS913+.7 文献标志码:A 文章编号:1672 -2388(2020)04 -0054 -04Improvement Design of Vibration Grinding and Polishing MachineYU Zhi-gen 1 , LI Guo-qiang 2(1 Scho o l of M e ch a Ironies nd A u tom o b il e Elgin e e ring, Huzh o u Vo c a tion a l and Tech n ologica l College , Huzh o u 313000, Chin a ;2. Department of the Technical, Huzhou Zhongyun Machinery Co. . Ltd. , Huzhou 313000, China )Abstract : The traditional vibration grinding and polishing machine is composed of a cylindrical grinding container with PU compound adhesive, a verti cal vibration motor, a spring support frame and a base frame , etc. It is an open processing machine with large vibration and noise, easy to produce sewage and poor in environmental protection. In order to improve the environmental adaptability and operability of the polishing machine, the tradi- tionalstructurewasimproved.Adampingmuflingcovermadeinvibrationisolationandnoisereductionmaterialwithanautomaticopeningandclosing function is added. The grinding material is automatically sorted by the vibration separation screen , and the waste water is collected and treated in a centralzedway.ThewholemachineadoptsPLCautomatccontroltorealzetheautomatonofgrindingprocessandincomingandoutgoingmaterials. Through the improvement of these three aspects, the automation degree and environmental protection performance of the vibration grinding and polis hing machine are improved , so that it can better adapt to the current requirements of green manufacturing.Key words : vibration grinding and polishing machine ; damping muffling cover ; vibration separation screen ; Programmable Logic Controller一、振动研磨技术的研究现状研磨抛光是零件表面处理与加工的常用方法,历史非常悠久。
一种行星式磨削装置的研究
Ke wo ds:Hu e S i d e;Re ar y r g pn l p i;Be rn o a in;Grn i g a gL ct i o idn
大 型 回转 设 备 ( 大 型 风 机 、 电机 、 轮 机 、 如 发 水 汽 轮机等 ) 主轴 是它 们 的关 键 零 部件 之 一 , 的 其精 度 高 , 技术要求 严格 , 体积 大 、 量 大 。在 使 用 过程 中 , 且 重 主
的过程 、 适用领 域 和特点 , 针对 大型 主轴 现场修 复 的特 点及 主 要 问题 , 计 了一 种 行星 磨 削装 置 , 设 阐 述 了装 置的工 作原 理和 结构特 点 , 为大 型主轴 的现 场修 复提供 了一 种可行 的技 术 。
关键 词 : 型主轴 大 修复 轴颈 磨削
Re e r h o Pln t — r dn q ime t s a c n A a e —g i ig E up n n
H UANG e Zh n,Z OU Z x o g,M AO n H hiin Co g
( ol eo c a i l n uo oi nier g H n nU i ri ,C a gh 0 2 C N) C l g f e Meh n a a dA t t eE g ei , u’a nv sy h nsa4 8 , H c m v n n e t 1 0
维普资讯
R g daen改装与维修 nn i a a n c Mf e n
一
种 行 星 式 磨 削 装 置 的研 究
黄 震 周 志雄 毛 聪
( 湖南大 学机械 与汽车 工程 学院 , 湖南 长沙 40 8 ) 10 2
摘
行星式双平面多工件研磨盘设计_边培莹
基金项目:"西安文理学院大学生创新创业训练计划资助,项目编号:201218作者简介:边培莹(1980-),女,山东济南人,教师,硕士,从事机械CAD /CAM 集成技术、新能源开发与应用方面的教学与研究。
行星式双平面多工件研磨盘设计边培莹(西安文理学院,陕西西安,710065)摘要:行星式研磨是在传统研磨机构的基础上,通过改变行星结构获得理想研磨轨迹,从而来提高研磨精度和效率的一种研磨方式。
以实现多工件双平面同时研磨为需求,设计了对其运动轨迹做了具体分析,根据加工要求设计出具体的行星式研磨盘结构,并进一步对该研磨盘进行了运动几何学仿真以验证其可用性。
这种研磨机在保证研磨加工精度和加工品质的同时,还可在一定尺寸范围内实现不同截面、多个工件的同时研磨,提高了加工效率,降低了加工成本。
关键词:研磨;行星式;结构设计;轨迹仿真中图分类号:TH117.1文献标志码:B文章编号:1671-5276(2014)05-0043-03Design of Planetary Abrasive Disk for Double Plane of Multiple WorkpiecesBIAN Pei-ying(Xi ’an University of Arts and Science ,Xi ’an 710065,China )Abstract :The planetary lapping is an effective method for improving the precision and efficiency and the ideal grinding trajectory isobtained by changing the planetary structure on the basis of the traditional abrasive mechanism.In order to meet the needs of grind-ing double plane of multi workpieces at the same time ,the specific trajectory is analyzed and then ,the planetary grinding structure is designed according to the processing requirements ,then ,the trajectory of the lapping is simulated by the kinematics and geometry to verify its availability.The grinding machine not only has a high machining accuracy and quality ,but also is used to simultaneously machine the multiple workpieces with different cross -sections within a certain size ,in addition ,the processing efficiency is improved greafly and the processing cost is reduced.Keywords :lapping ;planetary ;structure design ;kinematic simulation0引言现代制造中对机械零件的加工精度和表面品质提出了更高的要求,研磨技术成为精密加工技术中的一种,在机械加工中应用越来越广泛,因此其研磨精度与效率成为尤为重要的关键因素。
行星轮磨加工工艺改进项目建议书
行星轮磨加工工艺改进项目建议书我公司与株齿配套的行星轮产品,长期以来在数量和质量上均无突破,制约了公司的发展。
为此公司试图采用以车代磨工艺改变现状,通过几次实地带件加工验证,车代磨工艺仍存在诸多问题,与此同时进行了珩磨工艺验证,初步认定质量可靠,又于3月12日-14日带件赴邻水(重庆聚研机床公司)进行工艺验证。
一、情况描述:机床型号JYHM4250-2-s(双主轴)1、工效:工件余量0.03 ,机动时间36秒/ 件(单轴)。
辅助时间10秒/ 件。
按双轴加工计算,46秒/ 2件,每小时产量156件,班产1248件。
2、质量:圆度、圆柱度均≤0.002mm(要求≤0.004)粗糙度Ra<0.3(要求≤0.8)尺寸精度≤0.015mm,并可控可调。
形状误差,尺寸精度和表面粗糙度完全满足产品的质量要求。
3、珩磨磨具消耗,一副磨具(金刚石砂条6支),成本价格240元。
每副磨具按此次实际耗损量:每个工件补偿0.0025-0.003mm计算,可珩磨工件2000件以上,按2000件计算,砂条成本0.12元/ 件,珩磨液(煤油)按10元/ 公斤计算,每个工件约损耗0.02元。
4、设备报价及品质承诺:供方初步报价29.8万元/ 台,主要部件保用三年。
(28万元可成交)二、依据上述实地验证工艺情况,结合本公司现况,提出建议:工艺路线改为:精车内孔及一端面,平磨另一端,珩磨内孔。
1、新旧工艺对照:(1)工效:原磨加工工艺产量150件/ 人(班),成品月产3万件。
改精车珩磨加工工艺产量300件/ 人(班),成品月产6万件。
(2)质量:原工艺次品率5-7%。
现工艺次品率0.2-0.3%。
(3)工费:原工艺人工工资0.71元/ 件。
现工艺0.51元/ 件。
综合对照经济效益:(按6万件月产量计算)。
2、新工艺比原工艺节省工人9人,公司可少支社保金4300元/ 月。
3、产能提高3万件,按目前毛利润计算,增加6万元毛利润/ 月。
自动抛光机的调试与改进
自动抛光机的调试与改进摘要:在各种研磨工艺参数相同的情况下,抛光机在改造前后的去除率差别不大,但改造后抛光机对工件加工的表面粗糙度明显优于改造前的。
研究结果表明该设备的改造设计,可以较低的成本加工出高精密度的产品,极大地满足了生产与科研的需要。
本文在对自动半导体抛光机的工作原理进行分析,并提出了一些改进及设思。
关键词:半导体、抛光机、改进、调试前言:抛光机用以消除硅片的表面缺陷,提高硅片表面质量,在硅片生产中起着重要的作用。
我们现在使用的抛光机都是非自动型的,依靠操作人员人工完成硅片的抛光工作,劳动强度大、效率低。
基于以上原因我们分厂同外单位联合设计并制造了一台自动半导体抛光机。
一、调试中存在的问题设计两台液压马达的速度调节是靠节流阀,通过分流阀,通过分流阀来控制以保证两台液马达不同步,偏差小于2%制造单位由于种种原因将油马达速度调节改为两个单向节流调速阀分别控制两台油马达。
同时将原设计的定量油泵改为变量泵。
其目的是用单向节流调速阀控制两台液压马达的同步,而用变量油泵控制液压马达的速度。
二、改进结果(1)硅片的弯曲问题是原设计油缸活塞杆与撼布轮支架的连接件是刚性的,不能使抛布自动调节适应俐管的弯曲造成硅片弯曲。
(2)对于两台液压马达的速度与同步调整问题,原设计考虑的较为周密且调节操作方便,由分流阀控制两台液压马达的同步,用节流阀控制液压马达的转速,改动后的液压系统从理论上讲是可行的。
在实际操上存在诸多的不便因素,如用两个单向节流阀分别调节两台液压马达的转速且要达到不同步偏差小于2%是非常困难的,在调试过程中我们用测速仪来测定液压马达的转速使两台液压转速不同步偏差尽量降低,然后将单向节流阁锁紧防止松动影响液压马达的同步转动,再用变量泵上流量调节螺钉控制油泵的流量输出,以调节液压马达的转速,液压马达转速的快慢也即硅片送进量的大小直接影响硅片的抛光质量,且液压马达转速的快慢还要根据硅片大小来调整。
三、抛光机的主体结构改造设计(1)原有购买的某型号的研磨抛光机上研磨盘支座采用悬臂式结构。
精密球体研磨设备的研究与改进
精密球体研磨设备的研究与改进摘要:文章针对球形转子生产过程中,设备老化、研磨质量不稳定和效率低下等问题,对现有四轴球体研磨机的研磨工作原理进行分析,研究工作过程中的缺陷产生原因,并对其结构进行了改进与完善。
改进后设备研磨质量显著提高,实验圆度误差小于0.02 μm,粗糙度低于0.04 μm,试生产后转子的最终圆度优于0.08 μm,达到了较高的水平。
关键词:精密球体;研磨;结构改进理想球体因其过球心截面均为相同规格圆的特性,在机械加工行业、科学研究领域以及日常生活中均得到了广泛的应用。
随着科学技术和生产水平的不断进步,精密球体已成为圆度仪、陀螺仪、精密轴承等精密零部件中的重要元件,并常作为精密测量的基准,在精密加工中扮演着十分重要的角色。
因此,世界各国都十分重视精密球体加工技术的研究。
精密球体的精度指标主要由偏心量、球度、表面粗糙度和尺寸精度等几方面组成。
由于其结构特点、工艺过程以及材料的特殊性,工业上大批量加工轴承转子的方法无法应用在精密球体的球面加工上。
因此,如何高质量的进行单个转子加工并满足转子的“三度”要求,是国内外一项重要的研究课题。
精密球体的加工方法主要有手工研磨和机械自动加工两种方法。
手工研磨由于其加工精度有限、效率较低而使用受限;机械自动加工又因设备难度大仅斯坦福大学研制出了四轴球体研磨机,国内并未普及。
本文针对国内某单位参照斯坦福大学的四轴球体研磨机而研制的SQY-1型四轴球体研磨机存在的自动化程度偏低、成品率低等问题,提出改进方案并研制了改进型四轴球体研磨机。
1 四轴球体研磨机的加工机理1.1 四轴球体研磨机的结构特点四轴球体研磨机的研磨原理如图1所示。
图中Ⅰ、Ⅱ、Ⅲ、Ⅳ轴在空间均匀分布(主要为达到四轴对转子压力值相等),任意两轴之间的夹角为φ,四轴线交汇于球心O。
图中轴Ⅰ为铅垂布置,轴Ⅱ、Ⅲ、Ⅳ与水平面呈β角,轴Ⅱ、Ⅲ、Ⅳ在水平面投影的夹角均为ψ,四轴前端都与圆筒式研具浮动连接,把需要研磨的转子包在中间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行星式研磨抛光机的设备改造设计
发表时间:2011-04-08T09:58:35.973Z 来源:《价值工程》2011年4月上旬供稿作者:武大柱方雪冰侯海峰[导读] LZM-6B型行星式单臂研磨抛光机采购于浙江舟山绿洲光电机械有限公司。
武大柱 Wu Dazhu;方雪冰 Fang Xuebing;侯海峰 Hou Haifeng (深圳深爱半导体有限公司,深圳 518029)
(Shenzhen Shenai Semiconductor Co.,Ltd.,Shenzhen 518029,China)摘要:为满足生产和科研的需要,达到以低成本加工出高精度产品的要求,我们在某些方面对LZM-6B型行星式单臂研磨抛光机进行了改造。
结果表明,在各种研磨工艺参数相同时,对于工件加工表面的粗糙度,改造后的抛光机要优于改造前,但改造前后的去除率差别不大。
Abstract: To meet the needs of production and scientific research and process low cost and high-precision products, we transformed the LZM-6B type planetary polishing machine with gear arm in some aspects. The results showed that when the parameters of the various grinding process are the same, the transformed polishing machine is better in aspects of the surface roughness, but strainaway rate is not very different. 关键词:行星式研磨抛光机;设备改造;机械改造Key words: planetary polishing machine;equipment modification;mechanical transformation 中图分类号:TH12 文献标识码:A 文章编号:1006-4311(2011)10-0029-01 0 引言 LZM-6B型行星式单臂研磨抛光机采购于浙江舟山绿洲光电机械有限公司。
该研磨机因其结构紧凑、重心低、操作方便、性能稳定、噪声低、安全可靠、损耗小、无污染,而且采用的是行星式运动,球磨效率高、粒度细,所以在超精密研磨抛光中常被用到。
但是该研磨机还存在加工精度不够,刚性差,单立柱结构等机械问题。
本文针对已有的抛光机机型及其存在的缺点,利用已有的技术实力,对该抛光机进行设备改造,使其在对硬脆等难加工材料进行超精密加工时能满足加工精度的要求。
1 改造设计行星式研磨抛光机的主体结构 LZM-6B型行星式单臂研磨抛光机的研磨盘支座采用悬臂式结构,上下研磨盘在研磨抛光过程时,相互之间会有相对运动,容易导致悬臂结构左右悬动。
尤其是对高硬度材料进行研磨时,需要用到的加工载荷比较大,情节严重的话会出现上研磨盘“翻车”现象。
经讨论决定改悬臂结构为龙门式结构,考虑到工字钢外形不够美观大方,因此龙门式结构的构建材料拟采用槽钢,以兼顾稳定性和外观美观大方等因素。
经过多次的反复的计算,拟选用20a号热轧普通槽钢来搭建龙门结构。
还有为增加龙门式结构的起刚度,采用焊接方式连接龙门结构的立柱与横梁、两个立柱与床身。
因考虑到上研磨盘需要进行拆卸和清洗等工作,以及横梁需要预留一定的操作空间,因此,我们拟设定上研磨盘的高度值为900mm,而横梁的长度为460mm。
2 改造设计行星式研磨抛光机的连接机构
若采用刚性连接来连接上抛光盘与气缸活塞杆,那么对于上下抛光盘的两个加工表面来说,就不得不要求他们必须有较高的平行度,而且带动上抛光盘运转的轴心与气缸活塞杆中心他们之间的同轴度要求也相当的高,这样一来就会给机床的制造和安装带来许多困难。
若在机床制造或者安装时产生了误差,那么上抛光盘即有可能会产生倾斜,最终使上下抛光盘不能很好的贴合,上下抛光盘甚至会产生错盘现象,从而使工件受力不均,产生较大的尺寸误差及平面度误差。
因调心球轴承的外围滚道呈球面,而且还具有调心性能,故当轴或不同心或外壳的挠曲引起了轴心不正,球心轴承会自动调整这一现象。
球心轴承主要承受径向载荷,其次是较小的轴向载荷。
轴的轴向位移限制在游戏限度内,具有自动调心性能,允许小范围不适条件下的正常工作,比如内、外围相对倾斜不大的条件,还适用于支座座孔不能严格保证同轴度的部件中。
因气缸顶住的转速为60r/min,而且精度的要求较高,因此选用调心轴承,把“1”定为轴承的型号代码,选择“07”为轴承的内径代码,顶柱直径为∮35,根据查表选用代码为1207的轴承[1]。
3 测试分析抛光机性能
抛光机对抛光加工的效果受到抛光过程中抛光参数的不同选择影响,据各种资料和实践经验总结,抛光后试样表面的质量取决于抛光质量的好坏。
3.1 实验材料和仪器实验材料:洛阳单晶硅厂生产的101面硅片。
实验仪器:改造前后的LZM-6B行星式研磨抛光机。
检测仪器:Mahr Perthometer S2表面粗糙度测量仪,采样点数为11200,选择5.6mm扫描长度,垂直轮廓分辨率为0.8mm,千分表选用SHIMADZUAUY220分析天平。
3.2 抛光压力对材料去除率及表面粗糙度的影响加工实验在不同的加工压力下进行,通过对材料去除率和加工表面粗糙度的测量,来对比改造前后的LZM-6B行星式研磨抛光机的加工性能。
以表1、分别表示的是实验条件、材料去除率比和工件表面粗糙度,数据是每
10min观测一次记录的。
可发现,加工效率在相同加工载荷下,在抛光机改造前后是较接近的。
不过若增加加工载荷,加工效率也会随之增加。
而在图4中我们发现,改造前后的抛光机对工件加工表面的粗糙度随着加工载荷的增加而增大,但在加工载荷相同的情况下,抛光机改造后对工件加工表面的粗糙度明显要低于改造前的表面粗糙度。
4 结论
根据实验得出:改造前后的抛光机在相同的加工载荷下,它们的去除率差别不大。
而且随着加工载荷的增加,加工效率也都会相应的增加;随着加工载荷的增加,改造前后的抛光机对加工工件的表面粗糙度也会随之增大。
不过在加工载荷相同的情况下,抛光机改造后对工件加工表面的粗糙度明显要低于改造前的表面粗糙度。
行星式研磨抛光机的设备改造可以以较低的成本加工出高精密度的产品,极大地满足了生产与科研的需要。
参考文献:
[1]吴宏基,曹利新,刘健等.行星式平面研磨机抛光过程运动轨迹分析[J].大连理工大学学报,2002,42(4).。