抛光机的设计
解析化学机械抛光机机械本体设计
解析化学机械抛光机机械本体设计摘要:在科技发展的推动下,我国集成电路制造技术也进入了一个全新的发展阶段,不断的提升了晶圆直径,不断缩小了特征线宽,进而将更高的要求抛向了全局平坦和局部的平坦,因此,为了有效额解决这样的问题,将机械抛光机技术应用到其中是非常必要的。
关键词:化学机械;抛光机;机械本体设计为了有效的将晶圆表面全局和局部的平整度予以实现,将化学机械抛光技术应用到其中是非常必要的,但是,这为一项技术含量较高的技术内容,对于其中的机械本体设计内容,我们必须要高度的重视起来,对此,文章通过下文就对相关方面的内容进行了分析与阐述。
一、技术原理分析以一定的压力将旋转的工件控制在旋转的抛光垫上,通过化学溶液和纳米磨粒/亚微米构成的抛光液,在抛光垫和工件上面流动,在抛光液的影响下,工件表面会产生一定的化学反应,通过磨粒作用去除了形成的化学反应物之后,在机械去膜和化学成膜的交替进行中,对超精密的表面抛光予以实现,所谓的游离磨料化学机械抛光就是通过这种抛光技术展现出来的。
在化学机械抛光工作中,对壁工件软的磨粒进行选择,在机械和化学反应的共同影响下,将非常薄的一层材料从工件的外表去除掉,进而将无加工损伤层、高精度层、低表面粗糙层中其中有效的去除掉,在结合了机械研磨和化学腐蚀技术的优点之后,出现了CMP这种全新的技术方式,这种技术对于实现零亚表面损伤和高质量的表面都会带来非常巨大的帮助。
二、化学机械抛光机机械本体设计的相关阐述1、设计依据在化学机械实际抛光的时候,有抛光液的作用存在于抛光垫和工件之间,摩擦系数会随着抛光盘和抛光头相对系数的变化而不断的改变,所以,在设计的时候,应该将摩擦系数确定出来,将摩擦转柜和摩擦力的值要努力的求解出来,进而满足实际工作的需要。
2、设计抛光盘部件结构下图为抛光盘支撑部件结构图。
为了有效的控制抛光盘工作过程中的回转精度和抛光盘的面型精度,用轴承单元来支承高精度数控加工中心,并且将中间的连接部件要尽可能的减少,努力将中间的尺寸链减少,将中间配合误差最大限度的降低下来,确保在满足精度规定的基础上,来提升轴承座,将装配的难度降低下来。
抛光机设计制作工艺技术

1 201420255011X 转子轴齿轮抛光机2 2013208614002 散热器焊缝抛光机3 2015201968496 环形抛光机4 2014201994556 一种金属工件抛光机5 2014201863757 一种砂带打磨抛光机6 2015201543299 一种抛光机机头的空间运动机构7 2014201542864 一种全自动抛光机8 2014201542900 一种抛光机的机头9 2014201550254 一种抛光机的送料机构10 2014202338198 一种弯管抛光机11 201520174376X 圆弧抛光机压尺机构12 2015201553712 一种抛光机的新型承料模板13 2014201553869 一种抛光机布带抛光轮的修轮机构14 2014201543833 一种抛光机的模板清理机构15 2014201543689 一种抛光机的新型喷蜡装置16 2014202116741 瓜子抛光机17 2014200977178 凸轮曲面抛光机18 2014201985114 封闭式除尘抛光机19 2014202077840 抛光机的蜡块输送装置20 201420212463X 抛光机的机架21 201320871603X 曲面抛光机的同步装置22 2014200081292 竹木自动抛光机23 2014200105244 一种圆弧石材抛光机24 2014201469869 一种抛光机25 2015202079418 抛光机26 2014201279012 线材和板材用电镀无酸洗抛光机27 2015200619996 片剂或胶囊抛光机28 2014200688727 导光板双面抛光机29 2013206981952 抛光机磨头构件30 2013208715427 曲面抛光机的安全装置31 2014202026054 抛光机的机器手夹头32 2015201954262 红枣清洗抛光机33 2014200287083 一种平面打磨抛光机34 2014201874501 用于抛光机的胀紧装置35 2014201895796 抛光机36 2015207330785 一种新型数控抛光机37 2014200691984 抛光机活门自动开合装置38 2014200801452 玻璃抛光机39 2014201750744 一种药丸抛光机40 2015201812647 超强磁场磁力抛光机41 2015201812651 超平衡磁力抛光机42 2014201812666 节能磁力抛光机43 2014201812670 红外感应磁力抛光机44 2014201820501 封头抛光机气动工装夹具45 201520194026X 一种机械手抓取工件抛光机46 2014200249289 一种大型抛光机47 2014201555811 一种抛光机的供料开关装置48 2015201547232 回转体法兰面自动抛光机49 2014201805041 一种球阀阀芯抛光机50 2014201377886 大型电动多维度抛光机51 2014201595081 一种整圆抛光机52 2014201722157 一种大米抛光机智能控制器53 2014201766776 一种胶囊抛光机自动分拣装置54 201520180635X 一种可多个陶瓷插芯同时抛光的高效外圆抛光机55 2014201243773 一种用于铸件产品内孔抛光的自动抛光机56 2014201192216 一种不锈钢抛光机结构57 2014201252128 技工抛光机58 2015201409035 一种高精度抛光机伺服加载系统59 2014201563061 一种钢管自动抛光机60 2014200179214 轴承抛光机61 2014200567313 一种移动式抛光机62 2014200496943 一种用于去除试件表面涂层的抛光机63 2014200908017 一种抛光机64 2014201469784 一种抛光机65 2014201469820 一种抛光机66 2014201545932 多轴弯头内抛光机67 2014200686897 具有抛光面清洁功能的手持式抛光机68 2014200038305 一种圆钢杆件自动抛光机69 2013208756268 轴类零件叶轮抛光机70 2014201167040 支架式内圆精磨抛光机71 2014200805896 一种弯管内部抛光机72 2014201009244 改进抛光件吸附方式的抛光机73 2013208701890 一种胶囊抛光机74 2013208305511 玻璃抛光机支撑结构75 2013208317519 大理石板加工线上带有除湿装置的大理石抛光机76 2013208750454 抛光机集液槽77 2014201284472 一种抛光机78 2014200256719 倾倒式粉末抛光机79 2014200379846 用于平衡器抛光机的固定筒80 2013208316785 大理石板加工线上带有二次除湿装置的大理石抛光机81 2014200865238 医用微型接骨螺钉磁刷式磁流变复合抛光机82 2013208107703 一种抛光机83 2014200755971 一种曲轴砂带抛光机84 2014200123416 一种抛光机助抛装置和抛光机85 2014200123435 一种抛光机合页结构及同步双抛光机86 201320791182X 一种新型的抛光机87 2014200303724 不锈钢镜面龙门自动抛光机88 2014200969326 橱柜门专用异型抛光机89 201420097752X 木门专用异型抛光机90 2014200870950 带压盖装置的自动抛光机91 2013206680048 一种抛光机载料块92 2014200222144 一种头部可更换的手持式牙齿抛光机护牙弯角结构93 2014200129111 一种多功能玻璃制品磨砂及抛光机94 2013207983334 一种带状抛光机95 2013207775628 一种砂带打磨抛光机上的张紧机构96 201320887351X 一种外接附件式吸尘抛光机97 2013206781710 一种新型抛光机98 2013208715925 曲面抛光机的抛光装置99 2013208717494 曲面抛光机抛光盘自平衡装置100 2013208718745 曲面抛光机抛光液分流装置101 2013208719752 曲面抛光机102 2013208719979 曲面抛光机的工作台103 2013208873524 一种升降切换式吸尘抛光机104 2014200198982 一种新型平面抛光机105 2014200699187 一种轴承加工用抛光机106 2014200402768 车床用自动抛光机107 2013208873030 一种降噪型吸尘抛光机108 2013208721095 曲面抛光机的抛光盘109 2014200133884 铝箔抛光机110 2013206790781 一种锥杆专用打磨抛光机111 2014200164952 一种链条销轴倒角抛光机112 2014200174850 有机玻璃边缘抛光机113 2013208613245 手持抛光机扶正装置114 2014200301485 钻筒抛光机由于资料目录太多,这里列举部分目录,具体目录联系下面管理人员797 2011204207648 抛光机排风除尘装置798 2011203543800 长管道内圆自动抛光机799 2010206674861 带钢抛光机800 2011203728027 抛光机及其主轴松紧装置801 2011203738902 一种自动抛光机802 2011203263778 抛光机803 2011204173143 一种改进的抛光机804 201120303838X 高精度球面抛光机805 2011203629746 镁锭抛光机806 2011203500650 全自动不锈钢保温杯抛光机807 2011203231851 一种行星式曲轴抛光机808 2011203294352 自吸尘墙面抛光机809 2011203035517 抛光机的修正轮810 2011203038394 高精度双面抛光机811 2011203734526 五轴抛光机813 2011202770578 上海迈通超硬材料有限公司一种全自动金刚石锯片基体抛光机814 2011202728918 深圳天泽镀膜有限公司一种抛光机气动控制系统815 2011203035521 威鸿(厦门)光学有限公司玻璃曲面抛光机816 2011203215793 盐城市鹏悦电子材料有限公司铌酸锂晶体片抛光机817 2011203734507 全自动抛光机818 201120373889X 抛光机819 201120373215X 一种抛光机820 2011203800443 下贴式单面抛光机821 201120303563X (厦门)光学有限公司玻璃孔内壁抛光机822 201120373649X 一种圆管抛光机823 2011203211364 一种带双重保护的镀锡机组用抛光机824 2011203692932 一种带吸尘装置的抛光机825 2011203865490 汽车全自动抛光机826 2011202325461 复合抛光机827 2011203570140 卷料抛光机828 2011203146825 小口径不锈钢圆管内孔抛光机829 2011202998175 一种立式亚克力二维或三维曲面以及组合平面的切削抛光机830 201120403864X 火抛光机831 2011202002130 用于瓷砖或石材抛光机的升降机构832 2011202578376 一种铁钉抛光机833 2011202752052 全自动柱塞球头研磨、抛光机组结构834 2011203156441 大理石粗磨抛光机835 2011202775694 玻璃孔自动抛光机836 2011203479217 新型抛光机手柄837 2011203205683 一种芯棒抛光机838 2011202623352 一种电动粗抛抛光机839 2011203050911 一种双作用抛光机840 2011202752508 多工位十字滑台式抛光机结构841 201120262147X 一种自动抛光机842 2011202769176 多工位圆盘式抛光机结构843 2011202997844 一种龙门式亚克力异形曲面的切削抛光机844 2011202621662 一种电动细抛抛光机845 2011202034076 一种自动抛光机846 2011202034381 一种自动抛光机847 2011202345732 缸体内孔打磨抛光机848 2011202913529 自动除锈抛光机849 2011202636047 一种新型无心抛光机850 2011202754166 大米抛光机的防碎抛光辊851 201120238460X 胶囊抛光机852 2011202103875 一种抛光机工作台任意分度结构853 2011202635788 一种新型外圆抛光机854 2011202738888 用于洗衣机离合器刹车盘的抛光机855 2011202767768 内壁自动抛光机857 2011202082065 改良的抛光机上抛头858 2011201542108 一种电磁金相抛光机859 2011201867839 一种磨边抛光机860 201120226435X 自动抛光机861 2011201451378 双横向抛光机862 2011202267540 自动抛光机的落料装置863 2011201907963 抛光机头自动升降装置864 2011202108703 一种桌面式研磨抛光机的修盘装置865 2011202272977 胶囊抛光机866 2011201867824 磨边抛光机用砖材定位机构867 2011202163950 一种半自动抛光机868 2011202264326 抛光机的打磨装置869 2011202267536 自动抛光机的打磨轮870 2011202737762 便于精确观测的抛光机871 2011201867858 一种圆弧打磨抛光机用抛光轮调节机构的改进872 2011202011267 一种刀具抛光机873 2011201907855 制管抛光机自动下料机台874 2011202264449 一种自动抛光机的张紧轮875 2011202264148 自动抛光机的砂带张紧机构876 2011202273005 胶囊离心抛光机877 201120111919X 3D多头玻璃抛光机878 2011202622449 高精度硬性角膜接触镜边弧抛光机879 201120237795X 一种自动化的不锈钢挡盖抛光机880 2011201973151 汽车钢圈抛光机1、本套技术资料260元2、资料都为电子版的,资料包括相关配方加工制作工艺技术,资料真实可靠,为你的创业保驾护航,资料可以邮箱发送或qq传送。
桌面级精密平面抛光机转台结构设计
桌面级精密平面抛光机转台结构设计徐航;孙应欢;陈圳杰;孙斐源;杨凯涛;吴喆【摘要】研究设计了一种基于圆柱滚子平面推力轴承的新型桌面级精密平面抛光机转台.阐述了转台的总体结构设计,对偏载情况下抛光盘支撑结构与传统抛光盘支撑结构的抛光盘变形进行了有限元分析.制作了转台样机并对其空载与偏载情况下的抛光盘跳动进行了测量与分析.仿真及实验结果表明,所设计新型转台结构与传统抛光盘支撑结构相比具有更好的偏载稳定性;当偏载逐渐增大时,抛光盘动态端跳测量值基本保持稳定.所设计抛光机转台,可在提高抛光效率同时保证抛光面型精度的稳定性.%A new kind of turntable of tabletop precision plane polisher based on plane thrust bearing supporting is designed.Describe the overall structure design of the turntable,and make the finite element analysis on the deformation of the polishing pad of the proposed support structure and the traditional one under the bias load.The prototype is made and the end jump of polishing pad was measured and analyzed in the case of no load and bias load.The results of simulation and experiment show that the new design of the turntable structure has better bias load stability than the traditional,with the load increasing,the dynamic measurement of the end face run-out is stable.Based on the design of tumtable for the polisher,the polishing efficiency can be improved and simultaneously the stability of the polishing surface accuracy can be ensured.【期刊名称】《制造技术与机床》【年(卷),期】2018(000)003【总页数】5页(P149-153)【关键词】平面抛光;桌面级设备;转台;偏载稳定性【作者】徐航;孙应欢;陈圳杰;孙斐源;杨凯涛;吴喆【作者单位】合肥工业大学宣城校区机械工程系,安微宣城242000;合肥工业大学宣城校区机械工程系,安微宣城242000;合肥工业大学宣城校区机械工程系,安微宣城242000;合肥工业大学宣城校区机械工程系,安微宣城242000;合肥工业大学宣城校区机械工程系,安微宣城242000;合肥工业大学宣城校区机械工程系,安微宣城242000【正文语种】中文【中图分类】TP391随着物联网、车用电子设备、先进医疗器械、智能家居等应用的不断普及,全球相关行业半导体芯片需求正快速增长。
双面研磨抛光机的设计
双面研磨抛光机的设计1.设备结构:双面研磨抛光机的主要结构包括底座、主轴、砂轮、电动机、传动系统、控制系统等部分。
底座作为整个设备的基础部分,能够提供稳定的支撑。
主轴安装在底座上,用于固定砂轮和传递动力。
电动机通过传动系统将动力传递给主轴,驱动砂轮进行加工。
控制系统用于控制电动机的启停、转速和加工时间等参数。
2.砂轮选择:砂轮是双面研磨抛光机中至关重要的部分,其选择对加工效果有很大影响。
一般来说,对于金属材料可以选择金刚石砂轮,对于玻璃和陶瓷材料可以选择石英砂轮。
砂轮的粒度和硬度应根据加工材料的硬度和表面要求来选择。
3.电动机和传动系统:电动机是双面研磨抛光机的动力源,传动系统负责将动力传递给主轴。
电动机的功率应根据加工材料的硬度和加工表面的要求来确定。
传动系统应具备稳定的传动效果,以保证砂轮的正常运转。
4.控制系统:控制系统是双面研磨抛光机的智能化部分,用于控制设备的运行参数。
控制系统可以选择PLC控制或者微电脑控制,实现启停、转速调节和加工时间控制等功能。
通过控制系统,可以实现设备的自动化运行,提高生产效率。
5.安全保护:6.维护保养:总结:双面研磨抛光机是一种用于金属、玻璃、陶瓷等材料的表面加工设备。
其主要组成部分包括底座、主轴、砂轮、电动机、传动系统和控制系统等。
在设计过程中,应注意选择合适的砂轮、电动机功率和传动系统,配备安全保护装置,并进行定期的维护保养。
通过合理的设计和使用,双面研磨抛光机能够提高加工效率和质量,满足不同材料的加工需求。
机械毕业设计1704竹筷抛光机
中文摘要和关键词摘要:本文根据筷子现有的制作工艺及加工设备的基础上,详细阐述了对竹筷采用摩擦原理进行机械抛光的设计,其主要内容包括动力装置、传动装置的选择、功率计算、轴的结构设计以及强度校核、机架和箱体等几个主要方面的设计。
通过对V带传动的研究,结合目前的发展情况和所要面临解决的问题,建立了适应于竹筷抛光机的V带传动方案,设计具有传递大功率、小重量、利于加工等优点的传动装置。
在设计中,考虑到其传递的功率大和传动的平稳性,重点对轴的结构进行设计。
关键词:摩擦抛光;V带传动;结构设计;装配Abstract and KeywordAbstract:This article according to the bamboo chopsticks existing manufacture craft and in the processing equipment foundation, detail elaborated bamboo chopsticks uses the friction principle to carry on the machinery polishes, its main content including power unit, the choice of transmission device, power computation, axis structural design as well as intensity examination, rack and box body and so on several principal aspects designs. Through to V belt transmission research, the union at present development situation and must face the solution the question, established adapted in the bamboo chopsticks buffing machine V belt transmission plan, the design has the transmission high efficiency, the small weight, favor merit the and soon processing transmission device. In the design, considered its transmission the power is big and the transmission stability, the key countershaft structure carries on the design.Key word: scraping polishing; V belt transmission; Structural design; Assembly第一章绪论随着人民生活水平的不断提高,对筷子的要求也越来越高,不再只要求其坚固耐用,更要求其外表美观,在实现其基本使用功能的同时,达到装饰厨房或餐厅的目的;另一方面,生活水平的提高也激发了人们更新筷子的欲望,筷子的使用周期缩短,这使得社会需求量增大,款式更新速度提高。
振动自动抛光机结构设计
摘要压缩机曲轴轴颈及曲轴销是动配合,要求表面粗糙度通常在Ra0.4以下,常用磨削的方法加工及抛光。
由于其形状不规则,安装复杂,产量低,加工成本高,设备昂贵。
提出采用振动抛光机专用设备进行抛光。
抛光是超精密加工中一种重要加工方法,其优点是加工精度高,加工材料范围广。
抛光机是用嵌入磨料的研具对工件表面进行研磨的工具,是保证研磨加工的重要条件。
由于传统研磨存在加工效率低、加工成本高、加工精度和加工质量不稳定等缺点,这使得传统研磨应用受到了一定限制,为了提高研磨加工效率,机械研磨机已经取代了传统的手工研磨。
本文主要是合理的分析了振动抛光机的传动系统和抛光原理,本振动抛光机设计由电动机、减速装置、振动马达、振动盘等组成,并设计了减速装置。
为了使其具有足够的刚度、强度和稳定性,对蜗轮蜗杆减速器上的主要零部件进行了寿命校。
关键词:曲轴;振动抛光;蜗轮蜗杆;AbstractCompressor crank journal and crank pin is moving with the surface roughness is usually in the following Ra0.4 commonly grinding machining and polishing. Because of its irregular shape, installation complexity, low-yield, high processing costs, expensive equipment. Proposed special equipment vibration polishing machine polishing.Polishing is an ultra-precision machining processing method, the advantage of high precision machining and processing a wide range of materials. The polishing machine is embedded abrasive lap on the workpiece surface grinding tool, is an important condition to ensure that the abrasive machining. Traditional grinding low processing efficiency, processing costs, unstable machining precision and quality shortcomings, which makes traditional grinding application subject to certain restrictions, in order to improve the efficiency of grinding, mechanical polishing machine has replaced the traditional hand-grinding.This paper is reasonable analysis of vibration polishing machines the drivetrain and polishing principle, the vibration polishing machine design by the motor, deceleration device, vibration motor, vibration disk, and the design of the deceleration device. In order to have a sufficient rigidity, strength and stability of the main parts of the worm gear reducer school life.【Key word】Crankshaft; vibration polishing; worm目录摘要 (1)Abstract (2)目录 (3)第1章绪论........................................................................... 错误!未定义书签。
拉丝模抛光机的反求创新设计
第 1章 绪论1.1 引言目前中国已经成为全球线材制品大国。
线材行业中广泛使用的一种模具是拉丝模。
拉丝模的内孔由圆柱面与圆锥面组成,。
圆锥面为对线材(工件)的压缩区,圆柱面为 拉丝模的定径区(抛光区),其直径大小与线材尺寸相对应。
拉丝的质量直接影响线材 的形状、尺寸、表面粗糙度及使用寿命。
我国目前采用的拉丝模研磨工艺是五十年代初 从苏联引进的针磨工艺。
这种工艺的可靠性不高,且生产效率较低。
拉丝模抛光机的反求创新设计正是为了提高拉丝模使用寿命、拉丝模内孔的抛光精 度、抛光效率等而开发的。
本课题设计的将是一种新型拉丝模线研磨抛光机,该机主要 由卡具旋转机构、丝架往复运动机构两部分组成。
该机特点在于可将拉丝模的内孔一次 研磨抛光成型,使生产效率大大提高。
丝架往复运动机构,采用配重平衡,从而使丝架 高、低速运行平稳,加工范围增宽,加工精度提高,使加工小孔径拉丝模具成为现实。
而拉丝模抛光机的反求创新设计主要有两个方面:一是抛光丝往复运动系统设计;二是 卡具放置机构设计。
1.2 课题研究的目的和意义1.2.1 课题的来源及研究目前中国已经成为全球线材制品大国。
但是从经济效益看,差距却很大。
全行业各 类产品基本生存在上下游企业的夹缝中,长期以来在微利和亏损的边缘徘徊。
这些必须 引起全行业的高度关注。
我国线材制品行业普遍面临成本压力,其根本出路还是加强科 技进步和技术创新,增加高附加值产品的比重,同时进一步加强企业管理,节约资源, 提高竞争力。
预计2010年, 国内中高碳线材制品的消费量将增长至865万吨 (未包括净出口量)。
“十一五”期间,我国中高碳线材制品消费量将持续增长,但增长率将有所下降。
因为, 中高碳线材(硬线)的制造成本与普通低碳钢线材的成本差距逐渐缩小,为进一步发展 中高碳线材制品生产提供了条件。
另外,随着中高碳线材制品生产成本的降低,特别是 建筑行业用优质高强度钢丝及制品的价格与普通低碳钢丝的差距逐渐缩小,为中高碳线 材制品在建筑行业推广创造了条件,这将带动中高碳制品消费总量的持续增长。
陶瓷抛光机旋风磨头机构的设计
摘要旋风磨头是用于粗磨机对瓷砖进行加工的执行部件,是比较新式的磨头,该磨头是采用八组高速旋转的金刚石砂轮对瓷质砖表面进行刚性磨削,对抛光砖进行粗加工,使砖面平整细滑,减小粗抛磨块的消耗量,降低生产成本,提高了生产效率。
本设计主要是对于旋风磨头的磨轮高速自转和磨头慢速公转进行结构设计和计算。
由于两个传动的转速差较大采用两个电机分别进行驱动。
磨轮的自转设计为大锥齿轮啮合八个小锥齿轮进行转动,用于实现金刚磨轮的高速自转,磨头的公转采用蜗轮蜗杆传动设计用来实现磨头的公转,并且分别对锥齿轮和蜗轮蜗杆进行了强度校核。
本设计还对磨头中各轴、轴承和键进行了强度校核。
使用CAD绘制完二维视图后还采用PRO/E建模对箱体壳体进行重量计算。
关键词:陶瓷抛光,旋风磨头,锥齿轮,蜗轮蜗杆ABSTRACTA whirling wheelhead on a rasping machine is an executive unit that is used to process the ceramic tile, and it is a new type. The wheelhead uses eight groups high- speed whirling diamond grinding wheel to grind the surface of porcelain brick., and process minimally to the polishing brick in order to make the surface even and lubricious, then it can minish the comsuption of unprocessed brcik, reduce the production cost and improve productivity and efficiency.This design is mainly on contruction designming and calculation of the high-speed rotation of grinding wheel and slow-speed revolution of wheelhead. Because of the difference of rotate speed of the two drives, so it has to use two electric machine to drive. The rotation of grinding wheel is degined into a big bevel gear running with eight samll bevel gear in mesh, so as to realize the high-speed rotation of diamond grinding wheel. Worm wheel and worm transmission designment is used to realize the revolution of it. And this design checks the strength of gear and the worm wheel, axis, bearing and bond separately. Two-dimensional view is drawn by CAD, and the weight calculation of the cabinet and shell is done by PRO/E medeling.Keywords: Polish ceramic tile;whirling wheelhead;bevel gear;worm and worm wheel目录1 绪论 (1)2 磨头传动装置的总体设计 (2)2.1确定传动方案 (2)2.1.2 方案一 (2)2.1.1 方案二 (3)2.1.3 磨头传动方案的选定 (3)2.2电动机的确定 (4)2.2.1 电动机类型和结构形式 (4)2.2.2 电动机的容量 (4)2.2.3 确定电动机的转速 (5)2.3总传动比的确定和各级传动比的分配 (5)2.4磨头的运动和动力参数的计算 (6)2.4.1 各轴转速的计算 (6)2.4.2 各轴功率的计算 (7)2.4.3 各轴转矩的计算 (7)3 磨头传动件的设计计算 (9)3.1选则联轴器的类型和型号 (9)3.2磨轮自转的直齿圆锥齿轮的设计计算 (9)3.2.1 齿轮材料的选则 (9)3.2.2 主要参数的选则 (9)3.2.3 直齿圆锥齿轮的几个尺寸设计和强度校核 (10)3.3磨头公转的蜗轮蜗杆传动计算 (15)3.3.1传动类型、精度等级和材料的确定 (15)3.3.2 初选几何参数 (15)3.3.3 确定许用接触应力 (15)3.3.4 按接触强度设计 (15)3.3.5 主要几何尺寸 (16)3.3.6 蜗轮圆周速度的计算并核对传动的效率 (16)3.3.7接触强度的校核 (16)3.3.8 蜗轮弯曲强度的校核 (17)3.3.9 其他几何尺寸计算 (17)4 磨头轴系的设计 (19)4.1初绘装配底图及验算轴系零件 (19)4.1.1 确定箱内传动件轮廓及其相对位置 (19)4.1.2 箱体内壁位置的确定 (20)4.1.3 初步进行视图布置及绘制装配底图 (20)4.1.4 磨头公转蜗杆轴的设计 (21)4.1.5 磨轮自转的直齿圆锥主动齿的轮轴的设计 (26)4.1.6 磨轮公转蜗轮轴的设计 (30)4.1.7 磨轮自转小锥齿轮轴的设计 (34)4.1.8 旋风磨头上各轴键联接的强度校核 (38)4.1.9 旋风磨头上各轴承的疲劳强度校核 (40)4.1.10 磨头主要部件螺栓联接强度的校核 (45)4.1.11 轴结构的修改 (45)4.2设计和绘制磨头的轴系结构 (45)4.2.1 锥齿轮和蜗轮蜗杆的结构设计 (45)5 磨头箱体的设计 (48)5.1磨头箱体的结构设计 (48)5.1.1 磨头箱体的装配 (48)5.1.2 磨头壳体的尺寸确定 (51)5.1.3 箱体的润滑及密封和散热 (52)结论 (55)参考文献 (57)致谢 (58)附录1 绪论随着中国经济的快速发展,人们生活水平的持续提升,中国老百姓对陶瓷墙地砖的消费也产生了多样化的需求,抛光砖的产销量仍然保持强劲增长。
四轮抛光机的设计
四轮抛光机的设计摘要在智能手机被广泛使用的时代,手机的美观程度是必不可少的。
本设计是关于对手机中框和后壳的光滑度进行研究讨论,在购买手机时主要看性能,其次,则是手机的美观程度,在各种品牌的手机中,手机后壳也有很多种类型,有的后壳是光面的,有的后壳是镜面的,这些各种类型后壳都是由抛光机完成的,抛光机能做到高效率高品质的完成作业,节省人力物力,从而实现经济上的双赢。
本文设计了一款用于手机中框、后壳打磨抛光的四轮抛光机。
主要目的在于以机器代替人工进行生产加工,提高生产效率减少生产成本。
论文首先介绍了抛光机的发展现状和整体设计方案;然后完成传动系统设计及相关参数计算、机械结构和零件设计;最后总结本设计的特点和四轮抛光机的实际应用前景。
关键词:四轮抛光机机械设计抛光技术1 绪论1.1 课题背景随着社会工业化的进程和生产技术的迅速发展,现代机器对机械结构和零件的表面质量变得越来越严格,表面打磨抛光技术也变得越来越重要。
打磨抛光加工是为了表面质量加工要求较高的零件,在不改变加工工件表面原有的外形特点的条件下,对零件的表面进行优化处理以提高表面粗糙度和加工质量,从而提高生产的经济效益。
在智能手机被广泛使用的今天,巨大的手机消费市场带动了一系列产业的兴起。
随着手机零件的生产和制造技术变得成熟,手机的各零部件成本也快速下降。
高性能的模块低成本、多功能,实现集成化并大规模生产,使得国产智能手机的价格快速降低,变得更加适合国情。
手机中框、后壳需求量相应的迅速增加,手机中框、后壳的抛光加工工艺也应运而生。
1.2 课题的目的和意义在实际生产中,大部分企业仍然采用纯手工作业,操作者的劳动强度大、生产效率比较低和工伤事故频发,同时恶劣的抛光生产环境和抛光产生的切屑、微粒对操作者的身体健康也产生一定程度的不良影响。
因此,需要一种不仅可以代替人工按照规定完成抛光动作,而且还可以提高生产效率、降低生产成本,实现生产过程的自动化机器。
圆盘式抛光机的自动控制设计研究 薛浩帅
圆盘式抛光机的自动控制设计研究薛浩帅摘要:现代加工单元经常运用多工位、多数控轴的复合结构形式,双回转数控轴传动单元是其中一种重要部件,它可以随回转圆盘的回转交换到不同的工位,而其驱动伺服电机并不随回转圆盘回转。
通过设计新的离合机构,解决了双回转数控轴传动单元的动力传递及控制信号的传输问题,同时减少了伺服电机的数量,降低了制造成本。
目前在自动抛光的研究中绝大多数都集中在机械手抛光上,由于其技术难度大、价格昂贵,故应用到实际生产中的不多。
本文分析了圆盘式抛光机的自动控制设计。
关键词:圆盘式抛光机;自动控制;设计;由于存在不规则的表面,卫浴产品如门把手、水龙头底座等抛光十分困难,许多工厂靠手工抛光,效率低、不安全。
目前在自动抛光的研究中绝大多数都集中在机械手抛光上,由于其技术难度大、价格昂贵,故应用到实际生产中的不多。
本文针对卫浴产品设计了一款抛光机,在控制成本的同时,能达到自动抛光曲面的目的。
一、问题的提出随着数控技术的普及,在现代加工单元( 如多工位数控抛光机) 中经常遇到多工位、多轴的复合结构形式,这种多轴、多工位的加工单元,可以对由任意空间曲面组成的金属小件表面进行高效光整加工。
圆盘式6 工位数控抛光机就是一款用于光整加工的高效现代加工单元。
圆盘式6 工位数控抛光机设有6 个工位: 2 个上下料工位、2 个粗抛光工位和2 个精抛光工位。
6 个双回转数控轴传动单元均匀分布在回转圆盘的同一圆周上,4台4 轴数控单元按60°间隔分布在抛光机回转圆盘的一侧,另一侧为2 个上下料工位由于圆盘式6 工位数控抛光机的抛光工艺要求回转圆盘只能按一个方向旋转,如何解决双回转数控轴传动单元的动力电及控制信号的传输问题,成为圆盘式多工位数控抛光机设计的技术关键。
如果将双回转数控轴传动单元的驱动伺服电机安装在回转圆盘上,就有12 个伺服电机随着回转圆盘间歇地向一个方向旋转,伺服电机就需要采用滑环形式实现动力电和信号的传输。
大米抛光机
1 引言中国是世界上最大的稻谷生产国和大米消费国,长期以来政府非常重视稻谷的加工与转化,在农业机械工业“十五”发展规划中把农副产品精深加工成套技术装备作为主要攻关课题,并明确提出了重点支持“精米加工成套设备”的研发。
从国家发展方面考虑来说随着粮食加工向集约化、规模化、精细化方向的发展,大处理量的、以高新技术集成融合为标志的、设备性能优良的碾米机械的主流市场需求已成为碾米机械设备制造企业面临的重要技术课题。
而在工业化碾米生产线中,精碾精抛工段是最终决定大米成品质量的终端环节,也是在线设备中复杂性和技术性最高的环节。
目前中国100t以上的大型米厂配置的精米抛光机主要依赖国外进口,以瑞士Buhler公司和日本佐竹公司为代表的粮食机械设备制造商,在大处理量精米线设备领域具有国际技术领先的优势,也是中国市场上大吨位抛光机占有份额最大的设备商,并已分别在无锡、苏州建立了成套碾米设备的制造基地。
其大型抛光机产品具有共同的特点,即运行精度高,抛光能力强,制造精良,可靠性好。
但其电耗较高、对原粮的适应性较差。
国产的达到100t处理量的大型抛光机有CM2l型、MPMT21型和McMG21/15型等几种,但其主体结构和着水系统的设计基本相同。
产品的整体技术水平低,系列化、标准化程度低,在材质、加工精度、外观质量及工艺性能等方面与国外先进水平存在差距。
因此,自主开发具有技术原创性、知识产权自主性和高科技含量的大型精米抛光机对于提高中国碾米机械技术水平和大米的国内外市场竞争力具有积极的意义。
从国民日常生活方面来说随着我国的国民经济不断发展,人们的生活水平不断提高,人们对大米消费,不但要求品质、口感好,而且要求表面光洁、卫生。
品质优良、外表晶莹光滑的精米,受到了人们的青睐。
大米抛光是大米精加工工艺流程中必不可少的一道工序,而且现今对主食大米的需求也由过去的单一品种向多品种方面发展, 免淘米走俏于市场, 产量和销量不断增加就是一例。
全自动抛光机电气控制系统设计
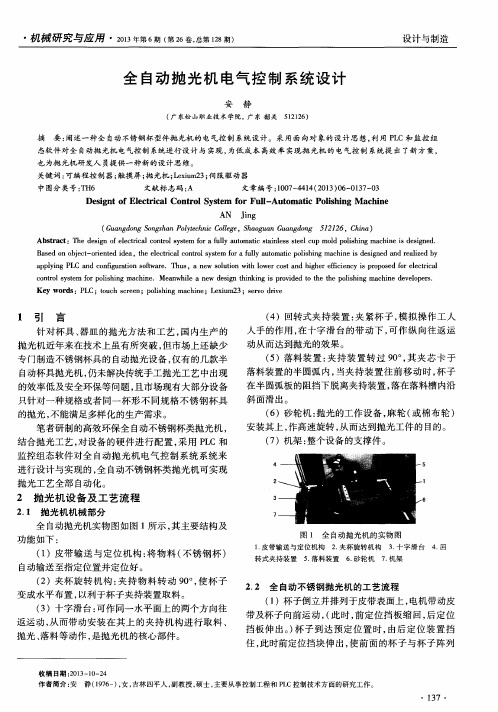
( 6 )砂轮 机 : 抛 光 的工作 设 备 , 麻轮 ( 或棉布轮)
中图分类号 : T H 6
文献标志码 : A
文章编号 : 1 0 0 7 — 4 4 1 4 ( 2 0 1 3 ) 0 6 — 0 1 3 7 — 0 3
De s i g nt o f El e c t r i c a l Co nt r o l S y s t e m f o r Fu l l -Aut o ma t i c Po l i s hi n g Ma c h i ne
a p p l y i n g P L C a n d c o n f i g u r a t i o n s o f t w a r e .T h u s ,a n e w s o l u t i o n w i t h l o w e r c o s t a n d h i g h e r e f i f c i e n c y i s p r o p o s e d f o r e l e c t i r c l a c o n t r o l s y s t e m or f p o l i s h i n g ma c h i n e .Me a n wh i l e a n e w d e s i g n t h i n k i n g i s p r o v i d e d t o t h e t h e p o l i s h i n g ma c h i n e d e v e l o p e r s . Ke y wo r d s :P L C;t o u c h s c r e e n;p o l i s h i n g ma c h i n e ;L e x i u m 2 3;s e r v o d i r v e
抛光机设计说明书(有全套CAD图纸)
技术学院毕业设计(论文)题目抛光机设计系 (部)专业班级姓名指导老师系主任年月日目 录综 述 ........................................................................................................................... 2 1. 抛光桶设计参数 ...................................................................................................... 5 2. 传动方案 .................................................................................................................. 6 3. V 带的设计 ................................................................................................................ 6 3.1确定设计功率...................................................................................................... 6 3.2选择带的型号...................................................................................................... 7 3.3确定带轮的基准直径21d d 和.............................................................................. 7 3.4验算带的速度...................................................................................................... 7 3.5确定中心距A 和V 带基准长度d L .................................................................... 7 3.6确定中心距和小轮包角...................................................................................... 8 3.7确定V 带根数Z ................................................................................................. 8 3.8确定初拉力0F ..................................................................................................... 9 3.9计算作用在轴上的压力...................................................................................... 9 3.10带轮结构设计.................................................................................................... 9 4. 滚筒的设计 ............................................................................................................ 10 4.1滚筒结构............................................................................................................ 10 4.2轴承的选择........................................................................................................ 11 4.3键的校核............................................................................................................ 11 5. 结论 ........................................................................................................................ 12 6. 参考文献 . (12)综述机械零件投入机械加工的每张图纸都有去毛刺的技术要求,去毛刺工序,工艺人员往往无法编制工艺文件,通常采用锉刀、布轮、砂布、砂带等办法来去除毛刺。
抛光机毕业设计
毕业设计(论文)任务书摘要抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。
是利用柔性抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。
抛光是进行金相观察与实验过程中必不可少的重要一步,在冶金、金属热处理等方面有重要意义。
要获得较好的金相观察效果对抛光质量要求较高,然而现在所使用的抛光机以实验室小型较多,抛光截面较小、抛光质量较差,不能满足大型截面的抛光需求。
为了更好的研究铸坯的质量,引用高倍和中倍观察需设计一系列抛光机满足抛光质量要求。
本课题设计一合适抛光较大截面的卧式抛光机。
本文从介绍抛光机的应用、特点、原理到发展前景。
首先对整机的设计方案进行比较选择,其中对于主轴与抛光轮连接及工作台的驱动传动方案选择进行了设计、比较和选择。
另外简单介绍了零部件在箱体内的安排布局。
文章对传动系统、零部件设计选择以及校核作了详细说明与计算,以确保机床能正常进行。
在最后对冷却系统进行了简单介绍与设计。
关键词:抛光;卧式抛光机;方案设计;设计校核;冷却系统。
AbstractPolishing is a processing method using the effect of machinery chemistry,or electrochemistry. It is to reduce the surface roughness and make them smooth and shiny. It is a very important and necessary step in the metallographic observation and experiment process, and in metallurgy, metal heat treatment has the important meaning. To gain a good metallographic observing effect of polishing quality request is higher, but now the most use of polishing machine kinds are small which used in the laboratory. Polishing section is smaller, polishing quality is poorer, can’t meet the demand of large cross-section polishing. In order to improve the study quality of the casting, use high multiples and middle multiples are must, so we need to design a series of polishing machine meet polishing quality requirements. This subject is based on grinding machine working principle to design a suitable for polishing larger section vertical polishing machine.This paper introduces the application of polishing machine, characteristics, principle and development prospect. At first the design are compared to choice the best one. Among them for spindle and polishing wheel connection, the drive and transmission of workbench scheme selection are designed, and comparison, selection, also introduced the parts in the cabinet arrangement layout. The article on the transmission system, component design choice and the check detailed descriptions and calculation, to ensure the machine can work normally. The last of cooling system are introduced in brief and design.Key words:polishing; vertical polishing machine; project design; design and check; cooling system.目录摘要 (I)Abstract (II)目录.......................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优秀设计目 录综 述 (1)1. 抛光桶设计参数 (4)2. 传动方案 (5)3. V 带的设计 (5)3.1确定设计功率 (5)3.2选择带的型号 (6)3.3确定带轮的基准直径21d d 和 (6)3.4验算带的速度 (6)3.5确定中心距A 和V 带基准长度d L (6)3.6确定中心距和小轮包角 (8)3.7确定V 带根数Z (7)3.8确定初拉力0F (8)3.9计算作用在轴上的压力 (8)3.10带轮结构设计 (9)4. 滚筒的设计 (9)4.1滚筒结构 (9)4.2轴承的选择 (10)4.3键的校核 (10)5. 结论 (11)6. 参考文献 (12)综述机械零件投入机械加工的每张图纸都有去毛刺的技术要求,去毛刺工序,工艺人员往往无法编制工艺文件,通常采用锉刀、布轮、砂布、砂带等办法来去除毛刺。
随着科学技术的进步和生产的发展,人工去毛刺已不能适应现代市场竟争的产品质量和生产方式的要求,光整加工技术逐步取代了传统的去毛刺工艺,而且越来越被人们所重视,目前有些先进企业机械零件的精整与光饰已被技术人员编入图纸技术要求的内容,并形成了标准工序。
滚磨光整加工技术的实用工艺过程是:除油处理→光整加工及去毛刺→分选→清洗→烘干→防锈处理◆除油处理:光整前的零件要进行彻底除油处理,常采用超声波清洗方法效果最佳。
如果工件上油污进入,磨块切削力明显减弱,磨剂作用会降低、光整效果、效率下降,光整后的零件表面不光亮。
◆光整加工:光整加工主要是根据被光整零件件的结构形状、尺寸大小及光整要求选择或确定设备形式、设备规格、工艺用料、工艺参数等内容。
◆光整加工后处理包括三方面:磨块与工件的分选、磨块与工件的清洗及工件的脱水防锈。
磨块与工件的分选常用方法有:手工筛选、机械筛选、振动筛选、手工电磁分选和传送带式磁力分选,可根据实际情况选用。
磨块与工件的清洗采用超声波清洗方法最佳,再用清请水冲洗干净,要特别注意工件的脱水烘干和防锈处理。
大量工艺试验发现,工件经滚磨光整加工后表面光洁铮亮,其表层的活跃金属分子赤裸暴露在空气中很快氧化变黑,继而生锈,原因清洗后留在零件表面上的水膜形成了电化学腐蚀所必须的一层电解质溶液。
水的电离度虽小,但仍可电离成H + 和[OH] - ,这种电离过程随温度升高而加快。
同时水中还溶解有CO 2 、SO 2 等,都极易与水结合。
H 2 O→H + + [OH] –CO 2 + H 2 O→H 2 CO 3 →H+ + [HCO 3 ] -铁和铁中的杂质浸泡在有H+、[OH] - 和[HCO 3 ] - 等多种离子的溶液中一样,形成了腐蚀电池,铁是阳极、杂质是阴极。
一般情况下,水膜里含有氧气,阳极上的铁被氧化成Fe 2+ 离子,在阳极上获得电子的是氧,然后与水结合成[OH]-离子。
腐蚀反应为:2 Fe+ O 2 +2 H 2 O=2Fe(OH) 2由此看来,光整前除油处理和光整后的脱水烘干、防锈处理是非常必要的,二者缺一不可,其方法也很多。
脱水烘干通常采用工业型甩干机,防锈油用主要成份是羊毛脂,石油磺酸钡,石油磺酸钠及助剂。
磨粒流抛光原理:在磨粒流加工过程中,夹具配合工件形成加工通道,两个相对的磨料缸使磨料在这个通道中来回挤动(如图1)。
磨料均匀而渐进地对通道表面或边角进行研磨,产生抛光、倒角作用。
图1 磨粒流加工原理机床、磨料和夹具是磨粒流加工的三个要素:◆挤压研磨机床:其作用是固定工件和夹具,控制挤出压力。
在一定的压力作用下,使磨料研磨被加工表面,得到去毛刺、倒角的效果。
机床压力范围从7~224 kg/cm 2 ;◆磨料:是由一种具有粘弹性、柔软性和切割性的半固态载体和一定量磨砂拌和而成。
不同载体的粘度、磨砂种类、磨粒大小,可以产生不同的效果。
常用磨料类型有:碳化硅、立方氮化硼、氧化铝和金钢砂。
砂粒尺寸在0.005~1.5mm。
高粘度磨料可用于对零件的壁面和大通道进行均匀研磨;低粘度磨料用于对零部件边角倒圆和小通道进行研磨;◆夹具:使零件定位,并引导磨料到达被加工部位,堵住不需要加工的部位。
要顺利完成零件的磨粒流加工,得到最佳加工效果,影响因素很多,除设备以外,还包括磨料的选择、挤压力的大小、循环次数、夹具的合理设计等。
优点:挤压研磨是对金属材料进行微量去除,对零件内腔交叉部位去毛刺并倒圆,达到精细加工的目的。
磨粒流加工具有精确性、稳定性和灵活性。
广泛用于汽车业和各种生产制造业。
它最根本的优点是:可以通达零件复杂而难以进入的部位;抛光表面均匀、完整;批量零件的加工效果重复一致。
这些加工特点使零件性能得到改善,寿命延长,同时减免繁杂的手工劳动,大大降低劳动强度。
如汽车进气管,手工抛光其内表面时,只能先切割开,抛光后再焊接起来。
而用磨粒流加工方法,不需要切割打开就可以完成内表面抛光。
除了作为一种抛光手段,磨粒流工艺还可以对一些表面形状公差、质量要求极其严格的零件进行微量磨削加工。
应用:磨料流加工适用于加工不同的零件和尺寸。
小至0.2mm的小孔或1.5mm 直径的齿轮,大至50mm直径的花键通道,甚至1.2m的透平叶轮。
加工大型零件的机床可以装置回旋臂或输送轨道。
该工艺已广泛用于汽车零部件的精加工:进排气管、进气门、增压腔、喷油器、喷油嘴、气缸头、涡轮壳体和叶片、花键、齿轮、制动器等。
如:粗糙的气缸头铸造件在专门的二工位磨粒流生产线上,每小时生产量可达到30件,粗糙度从Ra4μm或Ra5μm达到Ra0.4μm,可使废气排放量减少7%,发动机功率增加6%,行驶里程数增加5%。
近年来研制开发出的微孔磨粒流机床,在加工喷油嘴方面独树一帜。
它根据挤出压力、磨料温度和粘度之间的关系,进行复杂的程序运算。
加工过程中,当喷油嘴的设定流量到达时,加工即自动停止。
加工时间在10秒左右,流量散差可控制在±1%。
与此加工设备配套的还有流量测试仪以及高压清洗设备。
这些设备可根据用户需要,提供单工位或多工位的。
也可以是带机械手连接,包括加工、测量、清洗的全套系统。
电化学去毛刺零件内通道相交处粗糙并带有毛刺一直是令人头痛的问题。
电化学去毛刺是解决这些问题的好方法。
这一技术是用成形工装,对工件的选定部位进行加工,接通电流的电解液在工件和工装之间通过,瞬间溶解毛刺,去毛刺的同时,在内通道相交处产生均匀、精确的倒圆边角。
加工时间一般在10秒到30秒之间。
大多数工件采用多个电极头工装,可以达到更高的工作效率。
去除量取决于工件(正极)和工装(负极)之间电流量的大小。
电极头通常设计成与工件表面相对称的形状。
对金属材料制成的零件自动地、有选择地完成去毛刺作业。
它可广泛用于气动、液压、工程机械、油嘴油泵、汽车、发动机等行业不同金属材质的泵体、阀体、连杆、柱塞针阀偶件等零件的去毛刺加工。
图2 电化学加工原理图电化学去毛刺是一种有特色,效率高的生产技术,适宜加工各种金属零件,用以去毛刺,成形机加工,边角倒圆、精整。
铸造的、锻造的、机加工,或电火花加工的零件都可以用电化学的方法抛光。
去除量在0.01mm到0.5mm之间。
一般情况,光洁度可改善5到10个数量级。
抛光后的产品表面均匀光滑,而且镜样闪亮。
电化学抛光的典型应用包括:有高纯净度要求的零件;人体手术植入件;瓶模;以及各种各样的不锈钢零件。
如:电解加工柴油机喷油嘴零件时,在中孔处加工出一个壁面光滑的定量空腔,同时对交叉孔道、边角倒圆。
美国的电解自动去毛刺设备,具有一小时能加工成百件产品的能力。
在电化学去毛刺的自动系统上加工汽车用安全气囊装置上的壳体,每个壳体上共有48个小孔,8个壳体同时加工,10秒钟以内完成所有孔的去毛刺加工。
抛光是制造型腔模具的一道重要工序。
它的成本占模具成本的5%~30%,急需使用的模具往往在抛光时间跟不上要求。
电化学机械抛光,同时结合SD1型独有的液体抛光技术,应用于各种复杂形状的金属模具的零件,收到了极佳效果。
1. 抛光桶设计参数抛光桶设计参数设定如下:动力机为Y系列三相异步电动机,功率P=7.5KW ,转速min,/14401r n =抛光桶转速min,/6302r n =每天工作16h 。
查表可得 Y 系列三相异步电动机的型号及相关数据选择可选择Y100L1-4。
可查得轴径为28mm,长为50mm.2. 传动方案V 带传动,传动图如下图所示图3传动原理:如图3所示,异步电动机通电后转动,带动带轮1做回转运动,通过V 带,带动带轮2转动,在轴承之间支撑着滚筒,滚筒通过键连接到带轮2上面,随着带轮2转动而转动,当要抛光工件时,先将小零件倒入滚筒,然后加入木屑等磨料或添加剂,借助滚筒内磨料与零件间的摩擦作用,磨掉零件表面的氧化皮,产生抛光、倒角作用。
3. V 带的设计3.1确定设计功率d P设计功率是根据需要传递的名义功率、载荷性质、原动机类型和每天连续工作的时间长短等因素共同确定的,表达式如下:m a d P K P ⨯=式中m P ——需要传递的名义功率 A K ——工作情况系数,查《机械设计》表11.5,得工作情况系数A K 选取A K =1.2;所以 KW P K P m a d 95.72.1=⨯=⨯=3.2选择带的型号查《机械设计》图11.15,选取A 型带。
3.3确定带轮的基准直径21d d 和查《机械设计》表11.6,V 带带轮最小基准直径min d d 知A 型带min d d =75mm,又由教材表7.3选取小带轮基准直径:;mm d 1251= 大带轮基准直径:mm n n d d 280630/1440125)01.01(12112≈⨯⨯-=-=)(ε ,这里%1=ε设 大带轮转速min /4.636280/1440125)01.01()1(2112r d n d n =⨯⨯-=-=ε 3.4验算带的速度 s m n d v /42.9100060144012514.310006011=⨯⨯⨯=⨯⨯= 式中1n --电动机转速; 1d ——小带轮基准直径;即v=9.42m/s< max v =25m/s,符合要求。
3.5确定中心距a 和V 带基准长度d L根据: )(27.021021d d a d d +≤≤+)(初步确定中心距0.7(125+280)=283.5 ≤ 0a ≤2(125+280)=810选取中心距0a =650mm初算带的基准长度`d L :mm L a d d a dd L d 2000,650/5.7765025.20214.3/)2(2222121=+⨯+⨯=-+++=查表得 3.6计算中心距和小轮包角中心距:mm d d d d L d d L a 4.6674)(8)2/)((4142/)(2122121=÷--+-++-= 小带轮包角:︒>︒=︒⨯--︒=︒⨯--︒=1203.166604.67712528018060180121a d d α 3.7确定V 带根数Z根据00()d LP z P P K K α=+∆确定带的根数。