年产10000吨浓缩苹果汁工厂设计
正文:年产万吨的苹果汁工厂设计
1引言1.1苹果概述苹果,别名频婆。
原产于欧洲中部和东南部、中亚细亚以及我国新疆一带。
在欧洲,苹果是最古老的果树之一,早在公元前2000以前就已人工栽培。
在哥伦布发现新大陆之后,欧洲的移民把苹果传到了美国。
在东方,日本在明治维新时代引进苹果栽培技术。
此后,苹果又相继传入了欧洲、澳洲、非洲。
从18世纪以来,人们不断的改进苹果的品种以追求更好的品质。
在我国,根据晋代郭义恭的《广志》以及后魏贾思勰的《齐民要术》记载,苹果在我国已经有2000多年的栽培历史。
目前,在我国各个苹果产区作为经济作物栽培的苹果品种还几乎都是从国外引进的,统称为西洋苹果。
我国开始引进西洋苹果是在1870年,栽培历史仅100年左右[1]。
1.2苹果汁的历史,现状和发展趋势苹果汁的加工距今已有一百多年的历史。
大规模的工业化生产约在1930年,始于欧洲和美国,北美的苹果汁工业化生产大约始于1937年。
我国的苹果汁生产近年已初具规模,国内不少企业从意大利、德国、瑞典和美国引进现代化的苹果汁生产线,也有许多企业采用国产化苹果汁生产线。
国产化苹果汁生产线采用了先进的生产工艺,所用设备全部选用国产设备,大幅度降低了投资成本,配件供应及时,设备维修方便,费用低[2]。
由于近年来随着经济的发展,果汁逐渐取代碳酸型的饮料成为了人们日常的饮品,苹果汁作为产量较大的果汁品种,有很大的发展前景。
另外目前我国苹果鲜销市场已出现卖苹果难的问题,发展苹果加工业是解决卖果难的一条重要途径。
苹果可以加工成许多产品,但以果汁最受欢迎。
市场上销售的苹果汁主要以清汁为主,而且大都是由浓缩汁加水还原而成。
在苹果清汁或浓缩汁生产中,澄清过程都需添加果胶酶分解果汁中的果胶及添加一些澄清剂如明胶,不仅生产工艺复杂,而且延长了加工时间,如处理不当会影响产品的风味,营养成分被破坏,同时苹果中的果胶作为一种膳食纤维没有被利用。
随着消费者健康意识的增强,纯天然、营养、新鲜、保持水果原味的浑浊型果汁为消费者崇尚。
年产40000吨浓缩苹果汁的工厂设计

步骤:(初验合格的苹果)一称重计量一暂存一初洗
苹果在采收后表面常附有灰尘,碎叶等杂物,必须进行初步清洗,初步清洗有两个过 程,水流输送清洗和提升机喷淋清洗。在清洗时把粘附在原料上的泥土、杂质、粉尘、沙 粒等洗掉,去除残留的农药和部分微生物,清洗环节必须符合食品卫生要求。果槽及周边 环境卫生由装卸工负责,每天必须冲冼,并保持全天干净卫生。
无菌袋、液袋或罐箱及酶制剂等辅料进厂后,采供部及时委托技术质检部进行检验, 检验合格后允许入库。包装材料常温贮存,使用时依照先进先出的原则;酶制剂存放在0-5C的冷藏库中,使用时依照先进先出的原则。清洗材料、消毒剂等辅料进厂后,采供 部及时委托质检部进行检验,检验合格后入库,分类存放并做明确的标识。
2.2.4
在拣选台上对苹果进行拣选,主要拣出霉烂变质果,按照拣选要求规定削去腐烂点,
把一些腐败的苹果或腐烂部分去除掉(腐烂率w2%), 一些杂质通过拣选台被拣出,以免 下一步进行破碎时这些杂物进入苹果汁,在拣选后随机抽查一定量的苹果(>1kg),然后
称重并计算。
2.2.5
在洗果机上通过毛刷及水流喷淋进行苹果的清洗,通过破碎前的提升机进行清洗。
(2)运输不当往往会造成很大的损失,因此苹果的运输也是一个很重要的环节。运输 时必须注意保持原料完整性,防止震荡、细菌侵入等造成原料浪费。尽量缩短中途停留时 间,提高运输效率,以免苹果变质。
2.2.2
每年4月、6月、7月份由采供部负责分三次对原料产地进行普查,确定安全收购区 域。4月份采土样,6月份、7月份采苹果样由化验室进行检验农药残留及重金属,根据供 货数量以及化验室检验结果评定合格供应商。原料供应商应具备“农药残留普查合格证 明”,在原料果进厂时,检查每车原料果的“农药残留普查合格证明” ,对无此证明的苹果 拒收,并做记录。苹果质检部按照HS/ISO C-GL-106-2002《苹果收购程序》和HS/ISO C-GL-102-2002《苹果质检办法》对苹果进行检验、将检验合格的苹果收入果槽,不合格 的苹果拒收。
年产10000吨果汁饮料工厂设计
2.项目设计背景
? 项目建议书
? 本项目的产品品种为苹果汁、鲜桃果汁以及草莓果汁。 生产规模为每年10000吨成品。原料产地物产丰富,品 质优良且交通便利,为产供销提供方便条件。
? 人们对健康的要求日益加深,大力发展健康的天然饮品 将赢得未来的市场,其经济效益十分可观。在生产的初 期,产品销售主要面向周边各大城市及地区,打开市场 后将进一步向全国乃至世界进军。
→均质→罐装、冷却→成品 ? 鲜桃果汁生产工艺流程
原料选择→原料预处理→风味调整→均质→脱气→杀菌 装罐→密封冷却→成品
4.物料衡算
? 原辅料费=苹果果汁原辅料费+葡萄果汁原辅料费+草莓果汁 原辅料费
万元; ? 包装材料费=苹果果汁包装材料费+葡萄果汁包装材料费+草
莓果汁包装材料
=481.20 万元;
? 年生产总成本
年生产总成本=成本核算+工资核算+折旧费用
=
=
万元
销售税
增值税应纳额=8919 × 万元
万元;应纳
教育附加税和城市建设附加税=增值税应纳额
×
×
万元;应交
万元,两项共计销售税为
万元
年企业销售利润(毛利润)
销售利润=年产值-年生产总成本-销售税
=8919-
-1576.8792=
万元
? 所得税
? 工厂选址
由于该项目生产规模较大,考虑到所需原料及产品分
销的运输成本不得不考虑,在同等条件下,应选择距离原
料产地比较近的地区。最终决定选择天津市西青区新技术
产业园区为厂址。
原 料
? 原料产地
大柳滩万亩果园座落于天津市西青区杨柳青镇大柳滩 村,该果园建立于90年初,至今已有十多年的历史,很多
果汁工厂设计
果汁工厂设计This manuscript was revised by JIEK MA on December 15th, 2012.摘要本设计主要是进行年处理100000吨浓缩果汁工厂设计。
在对我国苹果汁生产量及销售量所处情况进行分析后,拟定在西安南郊建立一苹果汁浓缩厂,首先进行厂址的选择,然后制定设计原则,设计方案,并确定年产量。
第二,进行工艺流程论证,并做出工艺流程图,进行合理性评价。
第三,进行物料衡算,选择主要设备,同时,进行热量衡算,对水电气的的用量及费用进行估算,为了解决浓缩苹果汁质量安全问题,有必要将HACCP体系原理应用于苹果汁生产中。
最后,还进行经济效益分析。
考虑到技术的发展水平,本设计应尽量采用自动化生产线,已达到高效,安全,合理的效果。
关键词:浓缩,苹果汁,工艺流程,工厂设计,HACCPAbstractThis design is mainly carried 100,000 tons of concentrated fruit juice processing plant design.In the production of apple juice and sales analysis of the situation in which to draw in the southern suburbs of Xi'an to build a plant applejuice concentrate. First, the choice of the site, then develop design principles, design, and determine the annual, Second, the process argument, and make process flow diagrams, a reasonable assessment, Third, thematerial balance, choice of major equipment at the same time, the heat balance, the amount of water and electrical costs were estimated,In order to solve the problem of quality and safety of apple juice concentrate, it is necessary to apply principles of HACCP system in production of apple juice. Finally, the economic benefit analysis.Taking into account the level of technological development, the design should maximize the use of automated production lines, has reached the efficient, safe, and reasonable results.Key words: concentrate, apple juice, process, plant design, HACCP第一章绪论全球苹果生产现状和发展趋势据统计世界生产苹果的国家有80多个,年产量超过或接近100万吨的主产国有12个,即中国2050,美国390,土耳其250,意大利221,法国214,波兰,德国俄罗斯140,智利106,阿根廷100,日本巴西(单位:万吨)。
年产10000吨复合果蔬汁饮料厂设计_《食品工厂与环境保护》课程设计

设计目标:
1.厂房设计:
-选择地理位置:厂房应选在工业园区或远离居民区,以减少对周边环境的影响。
-建筑设计:厂房应采用环保材料,具备良好的隔音和隔热效果,以降低能耗。
-建筑布局:根据生产工艺,合理规划生产车间、储存区、实验室、办公区等功能区域,保证生产流程的顺畅和安全。
2.生产设备:
-选择高效节能的设备:选用符合国家环保标准的设备,降低能耗和废气排放。
-自动化生产线:采用自动化程度高的生产线,减少人力投入,提高生产效率。
-物料储存设备:选用密闭式储存设备,避免异味扩散和材料污染。
3.环境污染控制:
-废水处理:设置废水处理系统,把产生的废水进行处理并达到国家排放标准,减少对水资源的污染。
-废气回收:采用废气回收设备,对排放的废气进行收集和处理,减少对大气环境的污染。
-垃圾处理:建立垃圾分类体系,对产生的各类垃圾进行分类处理和处置。
4.能源节约措施:
-选用节能设备:在选购设备时,优先选择能耗低的设备,减少能源
的消耗。
-能源管理系统:建立完善的能源管理系统,监控和优化能源的使用,降低能源消耗。
5.人员培训:
-建立安全意识:对员工进行安全意识的教育培训,确保他们能够正
确使用设备和采取安全的操作流程。
-环境保护意识培养:加强员工对环境保护的认识,教育其遵守环境
政策和法规。
年产10000吨浓缩苹果汁工厂设计
》目录一项目论证 (2)1 产品来源 (2)2 产品特点 (2)3市场状况 (3)4 厂址选择 (3)二样品方案与班产量 (4))1班产量 (4)2样品方案 (4)三工艺流程及论证 (5)1工艺流程 (5)2工艺论证 (5)四物料衡算 (6)五设备选型及论证 (11)六辅助生产设施的设计 (14)]七厂房总平面设计 (16)八结论 (16)参考文献 (17)$一、项目论证1.产品来源浓缩苹果汁主要以苹果为原料,今年来我国苹果在陕西的种植面积已处在上升趋势,计划把生产浓缩苹果汁的企业建立在陕西的洛川,人称洛川为“苹果之乡”,这里产的苹果以色、香、味俱佳著称,它的品质优良、果形优美、色泽艳丽、肉质脆密、含糖量高、香甜可口、硬度适中、耐储藏(采取合理的方法一般可以存放到翌年的5~6月份)等优点。
用于生产浓缩噢果汁的原料苹果必须具备含有较高的含糖量,而洛川的苹果恰能满足这一要求。
2.产品特点;“一天一个苹果,疾病远离我”是西方广为流传的一句谚语,越来越多的事实表明了苹果及加工产品如苹果汁、苹果酒的营养价值的确很高,苹果汁的营养价值在于它的营养成分能够迅速被人体吸收。
苹果汁还有一些医疗作用,苹果润肺、悦心、生津开胃、止渴、解暑除烦、止泻等作用。
苹果含较多的可溶性磷和铁,易于消化和吸收,有益于婴儿发育。
随着科学研究的不断深入,人们对苹果汁的认识较以往更加全面深刻,其保健作用主要表现在以下几方面:①苹果汁中的生物活性物质研究表明苹果汁中的黄酮类化合物与多酚化合物结合在一起具有抗癌的作用,该混合物能抑制人体内癌细胞的生长与扩散,从而起到了一定的抗癌作用。
最近,美国的临床实验表明苹果及苹果汁可以预防心脏病,苹果汁可以降低呼吸系统疾病的作用已有大量科学研究已证实,苹果汁中的某些成分可以改善呼吸系统的功能。
经常食用苹果汁的人与不食用或很少食用苹果汁的人相比,气喘病的发病可能性降低22%~23%,肺癌的发病率可能降低58%。
万吨苹果汁生产工厂设计
万吨苹果汁生产工厂设计1. 引言苹果汁是一种受到广大消费者青睐的饮品,其市场需求量不断增长。
为了满足市场需求,建设一座万吨级的苹果汁生产工厂势在必行。
本文将详细介绍万吨苹果汁生产工厂的设计方案。
2. 工厂布局2.1 总体布局万吨苹果汁生产工厂应采用合理的总体布局,以确保生产效率和工作流畅。
总体布局可分为生产区和辅助区两部分。
2.1.1 生产区生产区包括原料处理区、生产线区和成品储存区。
原料处理区用于对输入的苹果进行清洗、破碎和提取汁液等工艺处理。
生产线区用于对苹果汁进行过滤、浓缩、杀菌和包装等加工过程。
成品储存区用于存放已经包装好的苹果汁。
2.1.2 辅助区辅助区包括办公区、员工休息区、设备维护区和仓储区。
办公区用于管理和协调工厂的日常运营。
员工休息区提供员工用餐和休息的场所。
设备维护区用于存放和维修工厂所使用的设备。
仓储区用于存放原材料和包装材料。
2.2 生产线布局在生产线区,应根据工艺流程以及设备要求进行布置,以确保生产线的高效运转。
以生产线区为中心,将各个生产环节合理地串联起来,最大程度地减少人工移动距离和生产线上的交叉作业。
3. 生产设备万吨苹果汁生产工厂应配备先进的生产设备,以提高生产效率和产品质量。
3.1 原料处理设备原料处理设备包括苹果清洗机、苹果破碎机和苹果汁提取机。
清洗机用于对输入的苹果进行清洗,去除表面的污物。
破碎机用于将清洗后的苹果破碎成小块。
提取机用于从破碎的苹果中提取汁液。
3.2 加工设备加工设备包括过滤机、浓缩机、杀菌机和包装机。
过滤机用于去除汁液中的杂质和固体颗粒。
浓缩机用于将汁液中的水分蒸发掉,使其浓缩成浓缩苹果汁。
杀菌机用于对浓缩苹果汁进行高温杀菌处理,以延长其保质期。
包装机用于将杀菌后的苹果汁装入包装容器中。
4. 工艺流程4.1 原料处理工艺流程1.苹果清洗:将输入的苹果放入清洗机中进行清洗。
2.苹果破碎:将清洗后的苹果送入破碎机中进行破碎。
3.提取汁液:将破碎后的苹果送入提取机中提取汁液。
年产吨浓缩苹果汁厂拟建项目建议书

竭诚为您提供优质文档/双击可除年产吨浓缩苹果汁厂拟建项目建议书篇一:【完整版】年产600000吨苹果汁发酵工厂设计实现项目建议书年产600000吨苹果汁发酵工厂设计项目建议书一、总论项目名称:年产600000吨苹果汁发酵工厂设计拟建地点:xxxxx建设内容与规模:工厂建设,总建筑面积xxxx㎡建设年限:xxx概算投资:xxx万元二、项目建设的必要性和依据我国苹果汁生产最早从山东开始,直到上世纪九十年代中期。
苹果汁的生产加工主要在山东,年产量不超过2000吨。
从上世纪九十年代中期开始,苹果汁的生产加工得到了迅猛的发展,生产加工企业由八十年代集中在山东苹果主产区,发展到陕西、河南、山西和辽宁等苹果产区。
浓缩苹果汁加工企业由八十年代的一家发展到目前的三十五家,年加工业生产能力从九十年代中期的1600吨猛增至现在的70多万吨,出口量67万吨,目前我国已成为世界苹果汁的第一大生产国和出口国。
同时,与苹果汁的上游产业苹果生产相比,我国苹果汁出口额自1990年代中期以来迅速增长,到20XX年已经超过苹果鲜果出口,20XX年出口创汇5.9亿美元,苹果汁加工业已经成为我国的一种重要的农产品出口产业。
“一天一个苹果,疾病远离我”是西方广为流传的一句谚语。
越来越多的事实表明苹果及其加工产品如苹果汁、苹果酒的确含丰富的营养物质,具有重要的营养价值和医疗保健作用。
食品所提供的热量是由卡表示的,一个适度大小的苹果可以提供80卡左右的热量,就此而言,苹果汁的热值并不高,但苹果汁的营养生理意义在于它的营养成分能够迅速的被人体吸收。
苹果汁中可溶性固形物绝大部分溶解于水,只有少部分溶解于有机酸和矿物质中。
苹果汁中的碳水化合物主要由糖构成,糖的主要成分是葡萄糖和果糖,这两种糖是很容易被人吸收的单糖,在人体内会迅速溶解,被肠胃吸收后进人血液中。
因此,从营养学观点来看,苹果汁对人体非常有利。
陕西洛川,人称“苹果之乡”。
这里出产的苹果,素以色、香、味俱佳著称。
产吨浓缩苹果汁工厂设计方案
目录1.前言1.1我国浓缩苹果汁产业现状及简况1.2市场前景分析2.工艺流程3.物料衡算4.设备选型5.个人小结年产3000吨浓缩苹果汁工厂设计1.前言苹果浓缩汁是将成熟的苹果经过拣选清洗、破碎、压榨、浓缩而成的原料性产品,并经过饮料生产商再加工才能消费的产品,是世界最主要的苹果加工品。
世界上许多国家,尤其是盛产苹果的欧美等发达国家部有饮用苹果汁的消费)J惯。
浓缩苹果汁由于价格便宜,口味较淡,也常常作为一些价格昂贵果汁饮料的基础配料和添加物欧美日市场上的l 00%纯果汁、果菜混合汁、蔬菜汁、水果啤酒等,都离不开苹果浓缩汁这一风味特性温和的基料。
国外9 0%的饮料生产厂商将浓缩苹果汁用作饮料生产的勾兑和调味。
近年来,随着人们健康意识的增强,世界饮料市场中碳酸饮料的增长开始减缓,在欧美~+些国家,碳酸饮料由于其过高的糖含量,已鼓界定为不适合青少年和肥胖人群消费的饮料。
纯果汁和果汁类饮料由其具有天然、健康的特性,产销量增长迅速。
从而决定了未来对苹果浓汁的需求将继续呈稳中有升势。
1.1我国浓缩苹果汁产业现状及简况我国浓缩苹果汁生产最早从山东开始。
l983年,山东中鲁公司开始进口浓缩苹果汁的生产加工设备,直到上世纪九十年代中期,浓缩苹果汁的生产加工主要在山东,年产量不超过2,000吨。
从上世纪九十年代中期开始,浓缩苹果汁的生产加工得到了迅猛的发展,生产加工企业由八十年代集中在山东苹果主产区,发展到陕西、河南、山西和辽宁等苹果产区。
浓缩苹果汁加工企业由八十年代的一家发展到目前的三十五家,年加工业生产能力从九十年代中期的1600吨猛增至现在的90多万吨。
目前我国已成为世界浓缩苹果汁的第一大生产国和出口国,图一显示2001~2006年我国苹果浓缩汁产量。
目前全国浓缩苹果汁生产企业已可年转化近600万吨苹果,占苹果总产量的近25%,极大地缓解了苹果主产区卖果难的问题,并使我国主要苹果产区的加工用苹果收购价从0.2元/公斤,基本稳定在0.5元/公斤以上,仅此就可使近百万户的果农受益,为农民年增加收入约1 3亿元。
产吨浓缩苹果汁的工厂设计
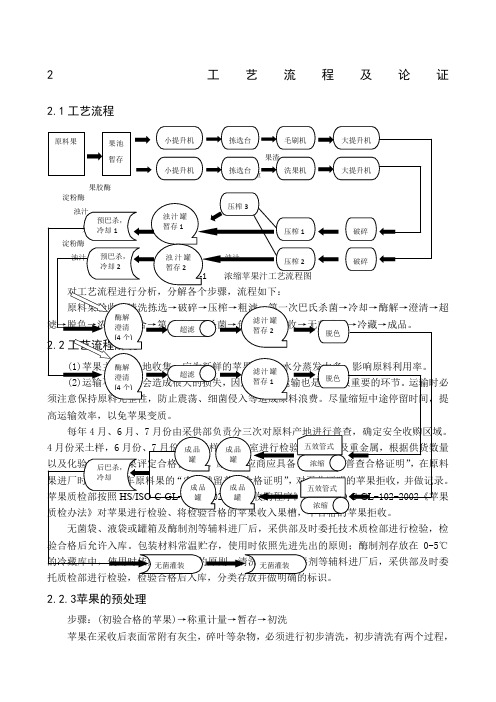
2工艺流程及论证2.1工艺流程℃2.2.3苹果的预处理步骤:(初验合格的苹果)→称重计量→暂存→初洗苹果在采收后表面常附有灰尘,碎叶等杂物,必须进行初步清洗,初步清洗有两个过程,水流输送清洗和提升机喷淋清洗。
在清洗时把粘附在原料上的泥土、杂质、粉尘、沙粒等洗掉,去除残留的农药和部分微生物,清洗环节必须符合食品卫生要求。
果槽及周边环境卫生由装卸工负责,每天必须冲冼,并保持全天干净卫生。
2.2.4拣选在拣选台上对苹果进行拣选,主要拣出霉烂变质果,按照拣选要求规定削去腐烂点,把一些腐败的苹果或腐烂部分去除掉(腐烂率≤2%),一些杂质通过拣选台被拣出,以免下一步进行破碎时这些杂物进入苹果汁,在拣选后随机抽查一定量的苹果(≥1kg),然后称重并计算。
2.2.5清洗在洗果机上通过毛刷及水流喷淋进行苹果的清洗,通过破碎前的提升机进行清洗。
2.2.6破碎通过破碎机将清洗干净的苹果用破碎机破碎为4-6mm的果浆,以备后面进行压榨。
在破碎的过程中要控制力度,否则在泵送过程中会受到影响,影响泵送的效率。
依据苹果收购季节以及品种,破碎颗粒有所不同。
要求分前、中、后三期更换破碎机筛网,分别用小、中、大筛网。
在每年新收苹果时,由于苹果成熟度不够,一般控制在l cm-2cm之间,可以提高出汁率。
到后期由于苹果成熟度增加,压榨时如果颗粒过小,会在表面形成一层胶膜,阻止汁液的渗出,降低出汁率,这时一般控制在2cm-3cm之间。
2.2.7压榨压榨所采用的是带式压榨机。
在压榨过程中果浆分布尽可能的均匀,果浆厚度控制在3cm-6cm之间,榨带张力的调节,根据果浆的性质加以调节,以出汁率作为衡量标准。
如果需要,可以在一次压榨后的果渣加等量水浸渍后再进行二次压榨,可提高果汁出汁率,但在后期由于成熟度较高,增加的出汁率已无经济性可言,就取消这一步操作。
一榨:压榨时间:50-60min;出汁率:80-85%;二榨:加水量:果渣∶水=1∶1;设定出汁率:>50%;压榨时间:30-40 min。
万吨苹果汁生产工厂设计

厂区布局规划
厂区总体布局:根据生产工艺流程、设备选型等因素进行合理规划,确保生产流程顺畅、物流便 捷。
设备选型:根据生产需求和工艺要求,选择适合的设备,并确保设备性能稳定、操作简便。
设备布局:根据设备特性和生产流程,合理安排设备的位置和间距,确保生产安全和效率。
辅助设施:考虑工厂的辅助设施,如仓库、办公室、休息区等,确保员工工作和生活环境的舒适 和便利。
管理制度完善与执行情况监督
完善管理制度:建立科学、合理、规范的管理制度,确保生产过程中的各个环节都有明确 的操作规程和责任人
执行情况监督:建立有效的监督机制,对管理制度的执行情况进行定期检查和评估,及时 发现问题并加以改进
员工培训:加强员工培训,提高员工的专业技能和素质,确保生产过程中的安全和效率
单击添加标题
生产工艺流程设 计
质量控制系统设 计
工厂设计背景与 目标
工厂背景介绍
市场需求:随着人们对健康饮食的关注,果汁市场需求不断增长 政策支持:政府鼓励农业产业化和食品加工行业的发展 技术创新:引进先进的生产技术和设备,提高生产效率和产品质量 环保要求:注重环保和可持续发展,实现绿色生产
质量检测点设置
原料入库检测
生产过程检测
成品入库检测
出厂前检测
质量数据记录与分析
质量数据记录: 记录生产过程中 的关键数据,如 原料、设备、操 作等
数据分析:对记 录的数据进行分 析,找出问题并 采取改进措施
质量监控:通过 定期的质量检查 和抽样检验,确 保产品符合质量 标准
质量追溯:建立 质量追溯系统, 对不合格产品进 行追溯和处理
主要设备选型及参数
清洗设备:清洗效果好,能够去除苹果表面的杂质和农药残留
年产10000吨果汁饮料工厂设计
首先,工厂的选址是至关重要的。
应选择离果园近、交通便利的地点。
这将有助于减少运输成本和时间,并确保原料的新鲜度。
另外,工厂附近应有足够的水源供应。
果汁饮料的生产需要大量的水,所以有良好的供水条件是必不可少的。
接下来,工厂的设计需要考虑生产线的规划。
首先,应设立果汁饮料的加工区域。
这个区域应包括果汁的提取、过滤、浓缩和加热等设备。
对于大规模的生产来说,选用效率高、自动化程度高的设备是很重要的。
此外,为了确保产品的质量和安全,应设立相关的控制和检测设备。
这些设备能够监测果汁的含糖浓度、酸度、pH值等参数,以确保其符合规定的标准。
在加工区域之后,应设立混合和调味区域。
在这个区域,工作人员将根据产品配方将不同的果汁进行混合,并添加合适的调味剂。
这个区域应设有自动机械搅拌设备,以确保混合的均匀性和稳定性。
另外,在这个区域应设立相关的质量控制设备,以确保每批产品的质量始终如一在混合和调味区域之后,应设立灌装和包装区域。
在这个区域,工作人员将填充果汁饮料到瓶子或盒子中,并进行密封和包装。
这个区域应设有自动化灌装设备,能够高效地完成灌装和包装的工作。
此外,应设立质量检测设备,以确保灌装和包装的质量。
除了生产线之外,还需要考虑其他配套设施的建设,如办公区域、员工休息区、设备维护区等。
这些区域应根据实际需求进行规划,并提供适当的设备和设施,以保障员工的工作和生活环境。
对于工厂的建筑物,应采用耐用、易清洁和符合卫生标准的材料。
建筑物的布局应合理,以便于生产线的流程和物料的运输。
此外,为了提高生产效率,可以考虑应用物联网技术,通过传感器和自动控制系统实现设备间的信息交流和自动化操作。
最后,工厂的运行需要严格遵守相关的法规和标准。
应设立质量控制和卫生安全管理体系,并进行定期的内部和外部审核。
另外,应设立环境保护设施,控制废水和废气的排放,并进行合理的废物处理。
10万吨苹果汁生产工厂设计方案

10万吨苹果汁生产工厂设计第一章绪论1.1全球苹果生产现状和发展趋势1.1.1全球苹果生产现状据统计世界生产苹果的国家有80多个,年产量超过或接近100万吨的主产国有12个,即中国2050,美国390,土耳其250,意大利221,法国214,波兰210.7,德国142.9俄罗斯140,智利106,阿根廷100,日本91.2巴西82.5(单位:万吨)。
这些苹果生产国的产量构成了全球苹果生产力的90%。
其中土耳其,俄罗斯,阿根廷和日本的苹果出口量较低(资料来自美国农业部)。
目前世界苹果生产广泛存在生产过剩、低消费量、质量低下、品种不当以及促销不够等问题。
中国和欧洲苹果产量占世界的60%以上,亚洲和欧洲占世界的80%以上,这些国家苹果生产的调整直接影响世界苹果总产量的下降和果品质量的提高。
世界苹果加工以果汁,果酱,果酒和罐头为主,加工用苹果约占总产量的25%,很多发达国家超过50%,甚至75%以上。
阿根廷苹果总产的55%用于加工,其中加工原料中的75%用于加工浓缩果汁浓缩果汁是加工业主导产业。
近五年来世界生产量约在80万—100万吨左右,主要生产过依次是中国,波兰,美国,阿根廷四国,分别占世界苹果汁加工的33%,19%,12%,5%。
近几年来,苹果汁生产量持续上涨[1]。
(1)消费趋势近年来,果蔬汁饮料以其天然、营养丰富、有益健康的产品特质被越来越多的消费者所接受。
全球果蔬汁消费市场巨大,尤其是浓缩苹果汁的市场潜力很大,前景广阔。
预计2012年我国苹果汁出口整体仍将保持缓慢增长的态势,同时随着国内苹果价格不断上涨,我国苹果汁出口价格也有望继续上扬。
中国浓缩苹果汁的贸易量在2012年将继续保持增长。
据了解,世界苹果主产地之一的波兰由于今年的雪冻灾害,产量减少一半;由于美国、巴西减产,造成国际市场上冷冻橙汁价格大幅上涨,这将利于扩大苹果汁的替代需求;南美地区的苹果也出现减产情况,供应减少,市场需求增加,导致今年从中国进口的苹果汁的数量和价格都呈现大幅增加的态势[2]。
年产一万吨苹果设汁工厂设计
1.引言1.1 果汁的营养价值果汁中含有较高的营养价值,主要包括碳水化合物、葡萄糖、果糖等易于被人体吸收的物质和维生素。
一些果蔬汁中的有机酸也对人体正常生理活动起着重要作用,如柠檬酸能提高人体对钙的吸收能力。
因而果蔬汁除了能补充人体需要的水分,起到消暑解渴的作用外,对人体还有着一定的营养意义。
1.2 国内外果汁生产与市场2004年6月、7月、8月,中国饮料工业协会举办了涉及全国饮料行业发展的三次研讨会:《2004中国茶饮料和植物饮料发展研讨会》、《2004中国功能饮料/运动饮料发展论坛》、《2004中国果汁饮料发展研讨会》。
这三次饮料行业会议比较权威地分析和预测了中国饮料大市场的现状和发展趋势。
与会者一致认为,2004年及随后的2005年,中国饮料市场的主流产品和最有发展潜力的品种是:果汁饮料、茶饮料和功能饮料。
按照销售总量,果汁饮料在其中的排列顺序居第一。
目前,我国果汁工业尚处于发展阶段,无论在产量上还是在产品结构上,都与市物需求存在一定的差距,我国饮料工业自80年代初开始发展,以17%的年增长率增长,产量由1980年的28.8万吨增加到1994年的637万吨。
1995年产量突破700万吨,1999年已完全突破900万吨,但我国果汁饮料类(包括原果汁、果汁饮料、带肉果汁饮料)的总产量仅有100多万吨,其中大部分是含果汁10%的果味饮料,而果汁(100%原汁)和果汁饮料含果汁(10%以上)仅占25%左右。
国际市场上,发达国家市场需求是以原果汁饮料为主,发展中国家是以果味饮料为主。
据对全国几个大城市的调查显示,有3.8%的居民每周饮用4至6次,有30%的居民每周饮用1-3次,而美国人均年果汁饮料消费量为45公斤,德国46公斤,亚洲一些国家为19-20公斤,而我国人均年果汁饮料消费量还不到 1.2公斤这说明果汁饮料市场发展潜力巨大,前景十分广阔。
据世界银行统计,1990年饮料人均消费量发达国家为34.2升/年,属成熟的理性消费阶段发展中国家10.5升/年,而中国只有4升/年。
年产一万吨的苹果浓缩汁工厂设计

年产一万吨苹果浓缩汁工厂设计年产一万吨苹果浓缩汁的工厂设计摘要在当今市场,苹果浓缩汁并不少见。
日常人们饮用的浓缩果汁饮料里,苹果浓缩汁是位于橙汁后的第二选择。
苹果浓缩汁凭借其丰富多层的口感,赢得了老少人民的喜爱。
纵观全世界苹果浓缩汁的生产市场,中国有着丰富的物产资源,还有着相对低廉劳动力,这两大优势使中国成为了全球最大的苹果浓缩汁生产和出口国。
近年受全球经济低迷和欧美技术贸易措施的影响,中国出口不断波动下滑,在国际市场的份额趋于降低。
若能改进现今苹果浓缩汁的生产技术、工艺技术,使其存放时间变长、口感更好且生产花费降低,就能大大提高中国浓缩苹果汁市场在国际的份额。
[1]本文旨在设计一间生产苹果浓缩汁的工厂。
苹果浓缩汁的主要原料是苹果,综合多方考察,最终选用甘肃省白银市的“国光”苹果作为生产原料。
苹果浓缩汁生产工艺难点在于控制非酶褐变反应和酶促反应,针对此的解决方案是采用使用高温瞬间灭酶等技术来减少产品风味和色泽的变化。
关键词:苹果浓缩汁;生产技术;高温瞬间灭酶;AbstractApple juice concentrate has a large trading market in the world today. Apple juice concentrate has become the second largest concentrated consumption variety in the world, next to orange juice. China's abundant resources and labor cost advantages make it the world's largest producer and exporter of concentrated apple juice. Nowadays, the production technology and technology of apple juice concentrate make the storage time longer, taste better and production cost lower, which can greatly improve the international share of China's apple juice concentrate market.The purpose of this paper is to design a factory to produce apple juice concentrate.The difficulties in the production process of apple juice concentrate lie in reducing volatile aromatic substances and controlling non-enzymatic browning reaction and enzymatic reaction during the concentration process.The solution to this problem is to reduce the change of flavor and color of the product by using the technology of instant enzyme inactivation at high temperature.Key words:Apple juice concentrate,Production Technology,High temperature instant enzyme killing technology目录1 绪论 (1)1.1 苹果浓缩汁的介绍 (1)1.2 苹果原料的选择 (1)1.3 苹果浓缩汁当今在国内的发展前景 (1)1.4 厂址选择 (2)2 班产量的确定 (2)3 苹果浓缩汁的工厂化生产 (2)3.1 工艺流程 (2)3.2 工艺流程详述 (3)3.2.1 原料验收 (3)3.2.2 挑选 (3)3.2.3 清洗 (3)3.2.4 破碎 (3)3.2.5 榨汁 (4)3.2.6 过滤 (4)3.2.7 灭酶 (4)3.2.8 蒸发 (4)3.2.9 成分调节 (5)3.2.10 酶解 (5)3.2.11 超滤 (5)3.2.12 灭菌 (5)3.2.13 无菌灌装 (6)4 物料衡算 (6)5 设备选型 (7)5.1 拣选机 (7)5.2 清洗机 (7)5.3 破碎机 (7)5.4 压榨机 (7)5.5 双联过滤器 (8)5.6 列管式预热灭酶机 (8)5.7 浓缩设备 (8)5.8 贮罐 (8)5.9 酶解罐 (9)5.10 超滤装置 (9)5.11 高温瞬时杀菌机 (9)5.12 灌装机 (9)6 热量衡算 (10)6.1 车间热交换图 (10)6.2 灭酶(第一次巴氏杀菌)耗能 (10)6.3 蒸发浓缩耗能 (10)6.4 灭菌(第二次巴氏消毒)耗能 (11)7 水电汽耗量估算 (11)7.1 用水估算 (11)7.1.1 班工艺用水耗量估算 (11)7.1.2 冷却水用水耗量估算 (12)7.13 生活用水耗量估算 (12)7.14 总用水量 (12)7.2 用汽估算 (12)7.3 用电估算 (12)8 经济估算 (13)8.1 原辅料成本估算 (13)8.2 包装成本估算 (13)8.3 设备成本估算 (13)8.4 水费估算 (14)8.5 电费估算 (14)9 三废处理 (14)9.1 废水处理 (14)9.2 废气处理 (14)9.3 废渣处理 (14)10 工厂总平面设计 (15)10.1全厂平面设计 (15)10.2 车间平面设计 (15)10.3 工厂布置设计图 (15)参考文献 (16)附录一 (17)附录二 (18)附录三 (19)附录四 (20)附录五 (21)1 绪论1.1 苹果浓缩汁的介绍新鲜水果在经过预处理后压榨出来的果浆被称为果汁。
年产10000吨复合果蔬汁饮料厂设计——《食品工厂与环境保护》毕业论文
年产10000吨复合果蔬汁饮料厂设计——《食品工厂与环境保护》毕业论文目录第一章可行性研究报告 (3)1.1总论 (3)1.1.2项目概况 (3)1.1.3问题和建议 (3)1.2市场预测 (4)1.2.1市场现状分析 (4)1.2.2产品供需预测 (4)1.2.3价格预测 (5)1.2.4竞争力分析 (5)1.2.5市场风险分析 (5)1.3资源条件分析 (5)1.3.1资源可利用量 (5)1.3.2资源品质情况 (5)1.3.3资源开发价值 (6)1.4建设规模与产品方案 (6)1.4.1建议规模 (6)1.4.2产品方案 (6)1.5厂址选择 (6)1.6技术方案、设备方案和工程方案 (7)1.6.1技术方案选择 (7)1.6.2主要设备方案选择 (8)1.6.3工程方案选择 (8)1.7原材料、燃料供应 (8)1.7.1主要原材料供应方案 (8)1.7.2燃料供应方案 (8)1.8总图、运输与公用辅助工程 (8)1.8.1总图布置方案 (8)1.8.2场内外运输方案 (9)8.3.1公用工程与辅助工程方案 (10)1.9节约措施与环保 (11)1.9.1节约措施 (11)1.9.2环境保护 (11)1.10劳动卫生、安全与消防 (12)1.10.1危险因素与危害程度分析 (12) 1.10.2安全消防措施 (13)1.10.3卫生保健措施 (13)1.11组织结构与人力资源配置 (14)1.11.1组织机构 (14)1.11.2人力资源配置 (14)1.11.3员工培训 (14)1.12项目实施进度 (15)1.12.1建设工期与实施进度安排 (15) 1.13投资估算与筹资 (15)1.14财务评价 (15)1.14.1财务评价基础数据与参数选取 (15) 1.14.2销售收入与成本费用估算 (16) 1.14.3财务评价总结 (16)1.15研究结论与建议 (16)1.15.1研究结论 (16)1.15.2问题与建议 (17)第二章设计计算书 (18)2.1生产方案 (18)2.1.1产品方案 (18)2.1.2产品配方 (18)2.2工艺流程 (19)2.3物料衡算 (20)2.4设备选型 (25)第三章设计图纸 (30)3.1设备流程图 (30)3.2设备结构图一 (30)3.3设备结构图二 (30)第一章可行性研究报告1.1总论1.1.1项目提出的背景项目所在地为吉林省长春市,长春市果蔬资源丰富,水果蔬菜是低热量的食物。
英文文献:年产万吨的苹果汁工厂设计
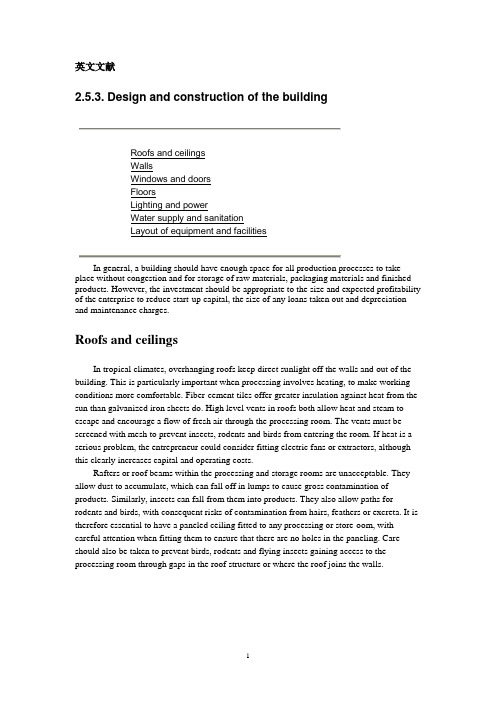
英文文献2.5.3. Design and construction of the buildingRoofs and ceilingsWallsWindows and doorsFloorsLighting and powerWater supply and sanitationLayout of equipment and facilitiesIn general, a building should have enough space for all production processes to take place without congestion and for storage of raw materials, packaging materials and finished products. However, the investment should be appropriate to the size and expected profitability of the enterprise to reduce start-up capital, the size of any loans taken out and depreciation and maintenance charges.Roofs and ceilingsIn tropical climates, overhanging roofs keep direct sunlight off the walls and out of the building. This is particularly important when processing involves heating, to make working conditions more comfortable. Fiber-cement tiles offer greater insulation against heat from the sun than galvanized iron sheets do. High level vents in roofs both allow heat and steam to escape and encourage a flow of fresh air through the processing room. The vents must be screened with mesh to prevent insects, rodents and birds from entering the room. If heat is a serious problem, the entrepreneur could consider fitting electric fans or extractors, although this clearly increases capital and operating costs.Rafters or roof beams within the processing and storage rooms are unacceptable. They allow dust to accumulate, which can fall off in lumps to cause gross contamination of products. Similarly, insects can fall from them into products. They also allow paths for rodents and birds, with consequent risks of contamination from hairs, feathers or excreta. It is therefore essential to have a paneled ceiling fitted to any processing or store-oom, with careful attention when fitting them to ensure that there are no holes in the paneling. Care should also be taken to prevent birds, rodents and flying insects gaining access to the processing room through gaps in the roof structure or where the roof joins the walls.WallsAs a minimum requirement, all internal walls should be rendered or plastered with a good quality plaster to prevent dust forming in the processing room. An experienced plasterer should be used to ensure that no cracks or ledges remain in the surface finish, which could accumulate dirt and insects. The lower area of walls, to at least 1.08 metres (four feet) above the floor, is most likely to get dirty from washing equipment, from product splashing etc. and special attention should be paid to ensure that this area is easily cleaned. Higher areas of walls should be painted with a good quality emulsion. The lower parts of walls should be either painted with a waterproof gloss paint, preferably white, to allow them to be thoroughly cleaned, or ideally they should be tiled with glazed tiles. If tiling a process room is too expensive, it is possible to select particular areas such as behind sinks or machinery and only tile these parts. In some countries there is a legal requirement for specified internal finishes and this should be checked with the Ministry of Health or other appropriate authority (see also Section 2.4.2)Windows and doorsWindow sills should be made to slope for two reasons: to prevent dust from accumulating and to prevent operators from leaving cloths or other items lying there, which in turn can attract insects. Windows allow staff to work in natural daylight, which is preferable to and cheaper than electric lighting. However, in tropical climates there is a natural inclination for workers to open windows to allow greater circulation of fresh air. This provides easy access for flying insects, which can readily contaminate the product. Windows should therefore be fitted with mosquito mesh to allow them to be left open.Normally doors should be kept closed, but if they are used regularly there is again a tendency for them to be left open with similar consequences of animals and insects entering the plant. In this case, thin metal chains or strips of material that are hung vertically from the door lintel may deter insects and some animals, while allowing easy access for staff. Alternatively mesh door screens can be used. Doors should be fitted accurately so that there are no gaps beneath them and all storeroom doors should be kept closed to prevent insects and rodents from destroying stock or ingredients.FloorsIt is essential to ensure that the floors of processing rooms and storerooms are constructed of good quality concrete, smooth finished and without cracks. In some developing countries, it is possible to buy proprietary floor paints or vinyl based coatings, but these are usually very expensive. Generally, it is not adequate to use the red wax floor polishes that are commonly found in households, as these wear away easily and could contaminate either products or packages. Over time, spillages of acidic fruit products react with concrete andcause it to erode. Attention should therefore be paid to cleaning up spillages as they occur and to regularly monitor the condition of the floor.The comers where the floor and the walls join are places for dirt to collect. During construction of the floor, it should therefore be curved up to meet the wall. It is possible to place fillets of concrete (or 'coving') in the comers of an existing floor to fill up the right angle, but care is needed to ensure that new gaps are not created which would harbour dirt and insects.The floor should slope at an angle of approximately 1 in 8 to a central drainage channel. At the end of a day's production, the floor can be thoroughly washed and drained. Proper drainage prevents pools of stagnant water forming, which would in turn risk contamination of equipment and foods. The drainage channel should be fitted with an easily removed steel grating so that the drain can be cleaned. Where the drain exits the building, there is a potential entry point for rodents and crawling insects unless wire mesh is fitted over the drain opening. This too should be easily removed for cleaning.Lighting and powerGeneral room lighting should be minimized wherever possible. Full use should be made of natural daylight, which is both free and better quality light, especially for intricate work. Where additional lighting is needed, florescent tubes are cheaper to operate than incandescent bulbs. However, if machinery is used that has fast moving exposed parts, these should be lit with incandescent bulbs and not tubes. This is because even though the parts should have guards fitted, a rotating machine can appear to stand still if its speed matches the number of cycles of the mains electricity that powers fluorescent tubes - with obvious dangers to operators.All electric power points should be placed at a sufficiently high level above the floor that there is no risk of water entering them during washing the floor or equipment. Ideally, waterproof sockets should be used. It is important to use each power point for one application and not use multiple sockets which risk overloading a circuit and causing a fire. If there are insufficient power points for the needs of a process, additional points should be installed, even though this is more expensive. All plugs should be fitted with fuses that are appropriate for the power rating of the equipment and ideally the mains supply should have an earth leakage trip switch. If three-phase power is needed for larger machines or for heavy loads from electric heating, it is important that the wiring is installed by a qualified electrician to balance the supply across the three phases.Water supply and sanitationWater is essential in nearly all fruit and vegetable processing, both as a component of products and for cleaning. An adequate supply of potable water should therefore be available from taps around the processing area. In many countries, the mains supply is unreliable or periodically contaminated and it is therefore necessary for the entrepreneur to make arrangements to secure a regular supply of good quality water each day. This can be done byinstalling two high level, covered storage tanks either in the roof-space or on pillars outside the building. They can be filled alternately when mains water is available and while one tank is being used, any sediment in water in the other tank is settling out. As sedimentation takes several hours, the capacity of each tank should be sufficient for one day's production. The tanks should have a sloping base and be fitted with drain valves above the slope and at the lowest point. In use, water is taken from the upper valve and when the tank is almost empty, the lower valve is opened to flush out any sediment that has accumulated.Water that is included in a product should be carefully treated to remove all traces of sediment and if necessary, it should be sterilised. This is particularly important if the product is not heated after water has been mixed in as an ingredient.There are four ways of treating water at a small scale: by filtration; by heating; byultra-violet light and by chemical sterilants, such as hypochlorite (also named 'chlorine solution' or 'bleach'). Other water treatment methods are generally too expensive at a small scale of operation.Filtration through domestic water filters is slow, but having made the capital expenditure, it is relatively cheap. Larger industrial filters are available in some countries. Heating water to boiling and holding it at that temperature for 10-15 minutes is simple and has low capital costs, but it is expensive because of fuel costs and it is time consuming to do routinely. Heating sterilises the water but does not remove sediment and boiled water may therefore require filtering or standing to remove sediment.Ultra-violet light destroys micro-organisms in water and commercial water treatment units that use this principle (Figure 38) are coming down in price to the point that they can be suitable for those small scale processors that use a lot of water. Again, this method does not remove sediment from the water.Finally, chemical sterilisation using hypochlorite is fast, relatively cheap and effective against a wide range of micro-organisms. Cleaning water should contain about 200 ppm of chorine and water that is used as an ingredient should contain about 0.5 ppm to avoid giving a chlorine flavour to the product. A chlorine concentration of 200 ppm can be made by adding 1 litre of bleach to 250 litres of water and a 0.5 ppm solution is obtained by adding 2.5 ml of bleach to 250 litres of water. Although chlorine kills most micro-organisms, it also has a number of disadvantages: it can corrode aluminium equipment; it can taint foods; bleach must be handled with great care as it damages the necessary, the concentration of chlorine in water can be measured using a chemical dye that produces a colour when it reacts with chlorine. The intensity of the colour is compared to standard colours on glass discs in a 'comparator'.Good sanitation is essential to reduce the risk of product contamination and to deter insects, rodent and birds. All wastes should be placed in bins and not piled on the floor. Processes should have a management system in place to remove wastes from the building as they are produced, rather than letting them accumulate during the day. Wastes should never be left in a processing room overnight. This aspect is described further in Section 2.7.2, and summarized in Appendix I.Layout of equipment and facilitiesThe different areas required for fruit and vegetable processing are shown in Figure 39 for a drying unit and in Figure 40 for other types of production. The layouts of these processing rooms show how raw materials move through a process and through the room without paths crossing. Different stages in a process should be physically separated wherever possible. This helps prevent contamination of finished products by incoming, often dirty, raw materials and clearly identifies areas of the room where special attention to hygiene is necessary. This is particularly important to prevent contamination arising from activities such as bottle washing in which inevitable breakages produce glass splinters that could contaminate a product. This separation also reduces the likelihood of accidents or of operators bumping into each other.Perishable raw materials should be stored separately from non-perishable ingredientsand packaging materials. A separate office allows records to be filed and kept clean and provides a quieter working environment for book-keeping. Toilets should either be housed in a separate building or two doors should exist between them and a processing area. All workers should have access to hand-washing facilities with soap and clean towels. Laboratory facilities are generally not needed in fruit and vegetable processing, although a separate table for conducting quality assurance checks or check-weighing packages of finished product (Section 2.7.2) could be located in the office or in a separate area of the processing room.英文文献译文2.5.3.建筑物的设计和建造屋顶和天花板墙壁窗户和门地板照明和能源水供应和公共卫生仪器和设备的布局总的说来,一个厂房应该有足够的空间来进行产品的加工制造,避免拥堵和原料,包装材料和成品混杂储存的情况发生。
年处理10000吨果汁综合加工项目初步设计

年处理10000吨果汁综合加工项目初步设计年处理100000吨果汁综合加工项目设计说明书目录第一章总论第一节设计依据和范围第二节设计原则第三节建设规模和产品方案第四节项目进度建议第五节主要原辅料供应情况第六节厂址概述第七节公用工程和辅助工程第二章总平面布置及运输第一节总平面布置第二节工厂运输第三章企业组织与劳动定员第四章车间工艺第一节工艺流程及相关工艺参数第二节物料衡算第三节车间设备选型配套明细表第五章管道设计第一节管道计算与选用第二节管道附件与选用第三节管路布置第六章项目经济分析第一节产品成本与售价第二节经济效益第三节投资回收期第一章总论第一节设计依据和范围1.1 设计依据根据市场上果汁饮料的盛行,各种各样的品种淋漓满目,生产一种新产品是发展的需要。
自己投产建立年产10万吨果汁加工厂,设计主要以国内饮料生产技术为基础,结合国内外先进生产工艺设备,参考有关文献资料,应用CAD 技术,完成初步工艺设计。
1.2 设计范围设计范围包括生产工艺流程、物料恒算、设备选型、水电汽衡算、车间工艺平面设计、劳动组织分配、辅助部门设计等。
第二节设计原则2.1 设计原则以社会主义经济规律的特点为指导思想,将最新的科技成就先进的工艺流程和最佳的机械设备应用到设计中去。
必须认真考虑,技术上的可靠性,生产上的可行性和经济上的合理性,与当地具体情况想结合,达到优质、高产、高效、节能、精巧、耐用、安全的目的第三节建设规模和产品方案3.1 建设规模年生产果汁100000吨。
主要以生产苹果汁为主,其他果汁为辅。
3.2 产品方案(1)按果汁品种:苹果汁常年生产约9个月 (3个月大修),产品设计吨位为80000t/年。
(2)其他品种果汁生产约6个月左右(按5个月计算—旺季生产),当生产旺季时,以双班生产,故全年总月份按单班计算为14~15个月,并依苹果汁做为设计吨位等依据。
其他品种汽水设计计划吨位为20000t。
根据上述指标定出本设计产品方案如下:产品名称年产量/t班产量/t1月2天2月2天3月25天4月27天5月24天6月27天7月27天8月26天9月25天1月24天11月26天12月25天苹果汁8万296.6其他果汁2万107.02注:表示本月为一班生产表示本月为二班生产表示本月为三班生产第四节项目进度建议上面是果汁生产车间的产品方案,产品为苹果汁和其他果汁,每个品种各有两条生产线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
》目录一项目论证 (2)1 产品来源 (2)2 产品特点 (2)3市场状况 (3)4 厂址选择 (3)二样品方案与班产量 (4))1班产量 (4)2样品方案 (4)三工艺流程及论证 (5)1工艺流程 (5)2工艺论证 (5)四物料衡算 (6)五设备选型及论证 (11)六辅助生产设施的设计 (14)]七厂房总平面设计 (16)八结论 (16)参考文献 (17)$一、项目论证1.产品来源浓缩苹果汁主要以苹果为原料,今年来我国苹果在陕西的种植面积已处在上升趋势,计划把生产浓缩苹果汁的企业建立在陕西的洛川,人称洛川为“苹果之乡”,这里产的苹果以色、香、味俱佳著称,它的品质优良、果形优美、色泽艳丽、肉质脆密、含糖量高、香甜可口、硬度适中、耐储藏(采取合理的方法一般可以存放到翌年的5~6月份)等优点。
用于生产浓缩噢果汁的原料苹果必须具备含有较高的含糖量,而洛川的苹果恰能满足这一要求。
2.产品特点;“一天一个苹果,疾病远离我”是西方广为流传的一句谚语,越来越多的事实表明了苹果及加工产品如苹果汁、苹果酒的营养价值的确很高,苹果汁的营养价值在于它的营养成分能够迅速被人体吸收。
苹果汁还有一些医疗作用,苹果润肺、悦心、生津开胃、止渴、解暑除烦、止泻等作用。
苹果含较多的可溶性磷和铁,易于消化和吸收,有益于婴儿发育。
随着科学研究的不断深入,人们对苹果汁的认识较以往更加全面深刻,其保健作用主要表现在以下几方面:①苹果汁中的生物活性物质研究表明苹果汁中的黄酮类化合物与多酚化合物结合在一起具有抗癌的作用,该混合物能抑制人体内癌细胞的生长与扩散,从而起到了一定的抗癌作用。
最近,美国的临床实验表明苹果及苹果汁可以预防心脏病,苹果汁可以降低呼吸系统疾病的作用已有大量科学研究已证实,苹果汁中的某些成分可以改善呼吸系统的功能。
经常食用苹果汁的人与不食用或很少食用苹果汁的人相比,气喘病的发病可能性降低22%~23%,肺癌的发病率可能降低58%。
②苹果汁对人类健康的益处苹果汁不仅可以止渴,而且风味极佳、可以提供丰富的营养物质,对儿童生长发育无任何副作用,其中维生素C有利于铁离子的吸收,苹果是水果中的“主粮”,尽管今年来水果市场繁荣,各种洋水果、热带水果色彩缤纷,但苹果仍然是我国食用最多的果品。
浓缩苹果汁的营养成分表3.市场状况由于中国特有的资源优势为基础,浓缩苹果汁近年来发展迅速,生产规模快速扩张,生产能力也有猛增。
我国的人口众多,随着生活水平的提高,我国对浓缩苹果汁的需求也处在上升的趋势,由于我国人口主要集中在东南部,所以将浓缩苹果汁的市场主要放在我国南方,苹果汁具有很多的功能,可以作为生产苹果汁饮料的原料,可以用来加工酿制苹果酒,可以作为其它各种饮料的补充物,还可以作为食品工业的基础配料,由于浓缩苹果汁具有以上的功能作用,从而大大扩大了市场对浓缩苹果汁的需求。
4.厂址选择洛川是陕西西安的一个县级城市,自古以来以“苹果之乡”著称,这里昼夜温差大,苹果的含糖量高,有利于浓缩苹果汁的制造;洛川对于乡镇来说,还是较发达的,交通运输便利,由于浓缩果汁的保质期一般在12个月左右,无需太关注交通运输方面;该城市一般都采用自来水,均能符合企业生产用水要求;劳动力方面,由于城市人口密集,应该把食品厂建在离城市不远的郊区,一方面可以有较多的劳动力,另一方面可以减少企业污染对居民的影响,同时在郊区,建厂经费也可以大大减少。
洛川位于我国西部,自古以来我国人口集中在东南部,东南部较西部发展速度快,把食品厂建在西部,还可以加快西部的发展。
综上述的观点,浓缩苹果汁食品厂建立在洛川是可行的。
二、产品方案及班产量的确定1.班产量确定①年产量:Q=10000t②《③生产班制:淡季2班制,旺季3班制(这样有利于劳动力平衡,设备充分利用,成品正常销售,便于生产管理,经济效益提高)④工作日:苹果的成熟季节在秋季,所以定8、9、10、11、12、1月份为旺季,工作日(t旺)为130d, 2、3、4月份为淡季,工作日(t淡)为75d,5、6、7月份为设备检修日(一方面由于这几月份苹果原料难以储藏,苹果的含糖量大大减少,生产的苹果汁质量也会相应的减少:另一方面接下来的8、9、10、11、12、1月份为企业的旺季,对设备的要求度高,以便产品能更好地连续生产),余下的63d为节假日(其中工作日一周只有单休日,国庆只有三天休息日),则全年浓缩苹果汁生产天数为:t=t旺+t淡=130+75=205d④班产量q班:班产量q班计算公式如下:q班= Q∕k(3t旺+2t淡)式中 q班——班产量,tQ——年产量,t|k——设备不均匀系数,k=~计算:q班=10000∕(3×130+2×75)=(t/班)2.产品方案三、工艺流程及论证1.工艺流程:原料验收——挑选——清洗——破粹——榨汁——过滤——灭酶——蒸发——酶解——超滤——灭菌——无菌灌装——浓缩苹果汁2.工艺论证⒈原料验收企业首先要确定采购区域,保证采购区域周围没有化学污染及该苹果区域未使用国家禁止的农药,苹果成熟期前,应派相关部门对原料苹果进行定期检查其质量的好坏。
生产过程中,苹果验收按以下要求进行:《A必须是合格供应商提供的原料,对原料的生长情况要大致了解B符合农药残留检验报告C产品质量符合要求,腐烂率超标(6%)的不收D质检员当场验收⒉挑选拣选的目的是剔除霉烂的、带病虫害的、破损的和未成熟的苹果以及混杂于其中的异物,有利于降低农药残留,减少微生物的污染及保持苹果汁的正常风味,在拣选台上完成工作。
⒊清洗在洗果台上通过毛刷及水流喷淋进行苹果的清洗。
·⒋破碎榨汁前必须进行破碎,破碎粒度要适当,要有利于压榨过程的果浆内部形成果汁排汁通道。
综合很多方面因素,将破碎粒度控制在~3cm,通过破碎机将苹果破碎,以备后面的压榨程序⒌榨汁压榨机采用的是带式压榨机。
在压榨过程中果浆尽量分布均匀,果浆厚度控制在3~6cm之间,如果需要,还可以进行二次压榨,具体方法为在第一次压榨后的果渣中加入等量的水浸渍后进行第二次压榨,可提高果汁的出汁率。
⒍过滤采用双联过滤器,由两台不锈钢过滤器并联而成,具有结构新颖合理、密封性好、流通能力强、操作简便等诸多优点,应用范围广泛、适应性强的多用途过滤设备,能准确地保证过滤精度,并能快捷地更换滤袋,过滤基本无物料消耗,使得操作成本降低。
⒎灭酶!采用板式灭酶换热器,使酶失活,防止果汁产生褐变,提高果汁的商品价值。
⒏蒸发过滤后的果汁需要浓缩,以便有利于储藏和运输。
浓缩通常是以蒸发方式进行,该企业采用三效外循环式真空蒸发器方法进行浓缩,该蒸发器可以蒸发浓度较高、粘度较大的溶液,且具有传热效率高,受热时间短的特点,管道清洗较为方便。
这种方式浓缩法可以大大减少浓缩的损耗。
清汁进入蒸发器浓缩,浓酸至原体积的1/6左右,可以控制最终含糖量在56%~58%之间。
⒐成分调节主要是糖和酸的调整,洛川苹果的含糖量在 %,含酸量在%,成品苹果汁的含糖量要求在56%,糖酸比为13:1~15:1(该设计采用14:1),若产品不符合糖酸比要求,则应向苹果汁中加入糖和酸以改善苹果汁的风味。
⒒酶解在这个过程中,加淀粉酶、果胶酶进行酶降解,经检测均为显阴性时,再根据终产品色值要求,在酶解罐中采取加或不加活性炭澄清剂。
经过酶降解和澄清后的果汁直接进入超滤装置中,以备精过滤。
⒓超滤…超滤开机时要求浊度为~时,方可向下一工序运料。
每个小时要对渗透做有无杂质感官检测。
在超滤渗透流量不能满足生产需要时,应按规定程序清洗,清洗前须加水稀释果汁,过滤至糖度低于时,超滤方可排空。
⒔灭菌采用瞬时高温灭菌机,对浓缩苹果汁进行灭菌,使产品达到无菌要求,从而达到延长浓缩苹果汁的保存期。
⒕无菌灌装无菌灌装的三个条件:(1)物料的无菌(2)包装材料的无菌(3)灌装环境的无菌。
采用灌装机进行灌装,灌装前先将灌装口喷射高温蒸汽,杀死可能存在的微生物,再开始灌装,灌装后的成品直接入库保存。
四、物料衡算本设计要求每班产量为24690kg,根据所查资料,苹果采收时的损失率为%,苹果原料的工艺损耗率为%,挑选损失为%,清洗损失为%,破粹损失为%,压榨损失为%,过滤损失为 %,灭酶损失为%,浓缩时洛川苹果的含糖量从%提升至56%(一般浓缩到原来体积的1/6),酶解损失为%,超滤损失为%,灭菌损失为%,灌装损失为%。
洛川苹果含酸量在%,一般要求果汁成品糖酸比在13:1~15:1之间。
苹果原料损耗率由于浓缩前后总糖含量不变(设原料苹果量为X):X(%)(%)(%)(%)(%)(%)(%)(%)%=24690÷(1-0. 4%)÷(%)÷(%)÷(%)×56%得X=(1)苹果原料量为 X=122901.94kg!(2)采收时的损失率为%,则采收后产量为×(%)=119337.79kg(3) 苹果原料的工艺损耗率为%,则原料处理后产量为×(%)=103704.54kg(4) 原料挑选损失为%,则挑选后产量为×(%)=103186.02kg(5) 原料清洗损失为%,则清洗后产量为×(%)=102979.65kg;(6) 原料破粹损失为%,则破粹后产量为×(%)=102773.69kg(7) 原料压榨损失为%,则压榨后产量为×(%)=89207.56kg(8) 过滤损失为%,则杀菌后产量为×(%)=87958.65kg(9)灭酶损失为%,则灭酶后产量为×(%)=87254.98kg[(9) 蒸发浓缩时洛川苹果的含糖量从%提升至56%,产量为×%÷56%=25241.62kg(10)糖酸比调节调配前果汁:糖总量×56%=酸总量×%=506.08kg经浓缩后进行酶解、超滤灭菌,损耗率为%、% 、%,则杀菌后浓缩汁产量为×(1-0. 4%)×(%)×(1-0. 55%)=此时,糖度=÷=%酸度=÷=%<糖酸比=%÷%=一般成品果汁的糖酸比在13:1~15:1之间,浓缩汁糖度在56%~58%之间,酸度在1%~%之间。
有以上计算过程可知,浓缩苹果汁的糖度符合要求,但糖酸比不再要求范围之内,因此糖酸比需要进行调整,设糖酸比为13:1,糖度在56%,加入糖a kg,酸b kg,+a) /+a+b)=56%+a)/+b)=13得 a=b=585.81 kg调整后:糖总量:+=糖添加量:/=%"酸总量:+=1091.89kg酸添加量:/=%糖酸比调整后浓缩汁总量为++=(11)灌装损失为%,最终所得浓缩苹果汁产量为×(%)=25334.71kg(12)检验计算- 24690) ÷24690=%由于误差较大,得进一步重新倒退计算&计算过程如下:由于浓缩苹果汁产量为24690kg,则(1) 灌装损失为%,则灌装前浓缩汁产量为24690÷(%)=24702.35kg(2)杀菌损失为%,则杀菌前浓缩汁产量为÷(%)=24838.96kg(3)超滤损失为%,则超滤前浓缩汁产量为÷(%)=25140.65kg~(4)酶解损失为%,则酶解前浓缩汁产量为÷(%)=25241.62kg(5)由上述计算过程可知,糖酸比调整过程糖的添加量为%,酸的添加量为%,则糖酸比调整前浓缩汁产量为÷(1+%+%)=24599.57kg(6)浓缩由糖含量为%浓缩到56%,则浓缩前果汁产量(根据浓缩前后糖含量不变)为×56%÷%=85035.55kg蒸发水分含量:灭酶损失为%,则灭酶前产量为÷(%)=85721.32kg'(8)过滤损失为%,则过滤前产量为÷(%)=86938.46kg(6) 原料压榨损失为%,则压榨前产量为÷(%)=100159.51kg(7) 原料破粹损失为%,则破粹前产量为÷(%)=100360.24kg(8) 原料清洗损失为%,则清洗前产量为÷(%)=100561.36kg、(9) 原料挑选损失为%,则挑选前产量为÷(%)=101066.69kg(10) 苹果原料的工艺损耗率为%,则原料处理前产量为÷(%)=116302.29kg(11)采收时的损失率为%,则采收前产量为÷(%)=119775.79kg每班产量苹果汁的物料衡算图:原料苹果㎏%采收处理㎏%拣选㎏%清洗㎏%!破碎㎏%压榨㎏%过滤㎏%灭酶 85721.32kg %…浓缩㎏% 水分蒸发量为60435.99kg糖酸比调整㎏+%(糖) +%(酸)59.04kg 583.01kg酶解㎏%超滤 25140.65kg ,%灭菌%灌装 24702.35kg %成品 24690kg五、设备选型及论证该设计每班实行8小时,!(1)拣选机拣选机生产能力÷8=h拣选机技术参数由于GXJ-10生产能力在10~15t/h,所以选用一台该设备即可满足生产要求。