清梳联针布的开发研究
国产清梳联降低短绒增长的生产试验

2 纺制 品种及配棉
纺纱 品种 为 C1 . x 配棉 4 8r , e
具体 情况 见表 1 。
提高抓 棉 机工 作 效 率 , 快抓 加 棉 小车 行 走 速 度 和 适 当 减 小 抓 棉 臂 次 下 降 量 。 车 行 走 速 度 由 小
纱线条干 C 值、 V 纱线百米强力、 毛 羽等指标有着重要的影响。
短绒 率 即短纤 维 含 量 , 棉纺 是
F21 A 2 D梳 棉 机 生 条 短 绒 含 量 较
F 19 一 0型 三 辊 筒 清 棉 机 一 A 0A1 6
F 5 A11型除 微 尘 机 一 ( A 7 B 型 F 17
织企业考核梳棉机 生条质量、 稳定 成纱质量 的一个重要 指标 。现代 纺纱工艺认为 , 纤维在牵伸过程 中 有一浮游过 程 , 纤维越短 , 浮游动
4 1 F 0 6 2 0型往 复 抓棉机 . A 0 D-3
绒 , 国 兹 威 格 系 统 把 长 度 在 德 1 m' 0 l以下的纤维认 定为短绒 , n 而 在中国, 长度在 1 m以下的纤维 6m
认 为是 短 绒 。 相 关 研 究 资 料 表 明 , 梳棉 机 生条 棉结 、 质 、 杂 短绒 率、 条干 C V值等 4项 技术 指标 中 , 短绒含 量对 其纱 线 的 百米 重 不 匀 、
于后道 工 序的 排除 。
项
目
打手转速 / rn ra ~ i
棉 结 / ’ 粒 g
短绒/ SC< 27m ) ( F 1. m 质量分数 , 数量分数 , % %
选用合适的抓棉打手转速 , 使 其在满足抓棉 需求的 前提 下尽量
减少对纤维 的打 击。通过不 同打 手转速试验对比 , 选取打 手工作转
纺化学纤维清梳联性能特点与应用体会

Pe r f o r ma nc e Cha r a c t e r i s t i c a n d App l i c a t i o n E p e r i e nc e o f
Bl o wi n g- c a r di n g Un i t Us e d t o S pi n ni ng Ch e mi c a l Fi be r
H e n a n Z h e n g z h o u , 4 5 0 0 5 3 )
Ab s t r a c t P e fo r r ma n c e c h a r a c t e r i s t i c a n d p r o c e s s i n g l i n e o f b l o w i n g — c a r d i n g u n i t u s e d t o s p i n n i n g c h e mi c a l i f b e r
Y ao Gui x/ a
( Z h e n g z h o u D e p a r t m e n t o f J i n g w e i T e x t i l e Ma c h i n e r y C o . , L t d .B l o w i n g - c a r d i n g Ma c h i n e r y D e p a r t me n t ,
现代清梳联生产线介绍

现代清梳联生产线介绍——《棉纺织工厂设计》课程教学补充资料本资料是作为《棉纺织工厂设计》、《纺纱学》等纺织工程专业课程教学的补充资料。
在《棉纺织工厂设计》的教科书中,关于现代纺纱技术占有重要地位的清梳联技术,只有极少数的文字叙述,而且该教科书又是1993年定稿,1994年出版的,离现在已有10年时间,10年来清梳联技术不论在国际还是在国内又有了很大发展。
10年前我国正处于消化吸收国外先进技术并着手研制我国第一代清梳联生产线。
10年后的今天,我们高兴地看到,我国已在第一代清梳联生产线成机的基础上已生产出第三代最新产品,其质量已跻跃世界水平。
在加入“WTO”后,我国纺织企业装备技术更新换代加快,清梳联生产线正在替代传统生产线。
为了提高学生的综合素质,及时了解纺织前沿科技知识,本人在忙碌中编写了该教学补充资料。
资料来源于去郑州、青岛纺机厂参观学习资料和2002年8月郑州“全国梳棉技术进步研讨会”和2002年10月北京举办的“第八届国际纺织机械博览会”,力求做到内容新颖、技术前沿,并配以适当图解,学生在此基础上可自由探讨和延伸。
本资料还可以作为生产实习课程教材。
目录第一部分我国清梳联的技术进步概况 (1)1 清梳联的作用和意义 (1)2 清梳联的技术发展 (1)3 国产清梳联的经济效果 (2)4 清梳联技术的发展趋势 (3)第二部分青岛青锋牌清梳联生产线 (5)1 工艺流程特点 (5)2 清梳联滤尘系统 (6)3 主要单机技术性能与特点 (7)3.1 FA009型往复抓棉机 (7)3.2 FT240F、FT245F型输棉风机 (7)3.3 FT124型重物分离器 (8)3.4 FA105A型单轴流开棉机 (9)3.5 FA053A型无动力纤维分离器 (10)3.6 FA026型交叉混棉机 (10)3.7 FA032A储棉机 (11)3.8 FA116型主除杂机 (11)3.9 FA156型除微尘机 (13)3.10 FA178型配棉箱 (13)3.11 FA201B型高产梳棉机 (14)3.12 FT024(SLT-4)自调匀整器........................................................................15 4 青岛清梳联生产线不同规模的配置 (16)4.1 环锭纺纯棉1万锭流程配置 (16)4.2 环锭纺纯棉2万锭流程配置 (17)4.3 气流纺纯棉流程配置 (17)4.4 环锭纺化纤(涤沦、粘胶)流程配置............................................................19第三部分郑州纺机厂清梳联生产线 (20)1 前言 (20)2 郑州纺机厂清梳联的开发概况 (20)3 郑州清梳联与其它清梳联的价格功能比(一万锭) (24)4 主要单机技术性能与特点 (24)4.1 FA006(A、B)型往复抓棉机 (24)4.2 FA121型除金属杂质装置 (25)4.3 A045B型凝棉器 (25)4.4 FA016型自动混棉机 (26)4.5 FA103型双轴流开棉机 (26)4.6 TF30型重物分离器 (27)4.7 FA133型气动二路配棉器 (27)4.8 FA022—8型多仓混棉机 (28)4.9 FA106(A、B)型锯片打手开棉机 (28)4.10 FA031A型中间喂棉机 (29)4.11 ZFA109型中间喂棉机 (30)4.12 FA108E型锯齿辊筒清棉机 (30)4.13 FA151型除微尘机 (31)4.14 FA177A型喂棉箱 (31)4.15 FA221A型高产梳棉机 (32)5 示范工艺流程 (34)5.1 纯棉纺650kg/h生产线流程配置 (34)5.2 纯棉纺700kg/h生产线流程配置 (34)5.3 纯化纤(涤纶)400kg/h生产线流程配置 (35)第四部分德国特吕茨勒清梳联的主要性能和特点 (37)1 上世纪90年代生产线 (37)1.1 特吕茨勒清梳联工艺流程的特点..................................................................37 1.2 BDT019型抓棉机 (37)1.3 AFC型双轴流清棉机 (37)1.4 CVT3型清棉机 (38)1.5 FBK533型棉箱 (38)1.6 DK760型高产梳棉机 (39)2 2002年最新生产线 (39)第五部分瑞士立达清梳联生产线 (41)第一节立达清梳联的工艺性能 (41)1 工艺流程 (41)2 主要单机的技术特点 (41)2.1 A10型自动抓棉机 (41)2.2 B1型开棉机 (42)2.3 B7/3R型多仓混棉机 (42)2.4 B50R型精细开棉机 (42)2.5 C10型梳棉机 (43)3 相关厂家使用体会 (43)4 分析评价 (44)第二节立达清梳联梳棉喂棉输送系统原理的探讨 (44)1 气流输送系统的组成及工艺流程 (44)1.1 气流配棉头 (45)1.2 压差开关................................................................................................45 1.3 加速/分隔板 (46)1.4 输棉风机 (47)2 气流输送系统的调试与使用 (47)3 棉流分配率和均匀输棉的重要环节 (48)4 结束语 (50)立达清梳联输棉系统压差开关控制示意图 (51)第六部分清梳联的几个理论和实际技术问题分析 (52)第一节青岛第四代清梳联经济性可靠性分析 (52)第二节清梳联生条短绒含量控制的探讨 (55)第三节瑞士清梳联交替生产两个生条品种的重量控制实践 (57)第四节清梳联的生条质量控制 (61)第五节清梳联中国产异纤检出设备新技术简介 (63)第六节现代清梳联的成功背景及启示 (64)第一部分我国清梳联的技术进步概况摘要:较系统介绍了清梳联设备的国内外技术现状及发展趋势,分析了清梳联的性能和产品质量、技术经济效果及其在实现技术升级换代中的作用。
清梳联技术和工艺创新及不同纺纱品种流程配置20160831

清梳联技术和工艺创新及不同纺纱品种流程配置青岛宏大纺织机械有限责任公司倪敬达近些年国内外纺纱市场,各主机制造厂共同面临的几个难题:1、高质、高产、低消耗;2、机采棉的普遍应用;3、涤纶、粘胶品种的比例增加;4、莫代尔、天丝等差别化纤维的用量大增;5、各种色纺纱品种;6、小品种,单个品种订单量小,品种变化频繁;7、纺纱厂维护、操作技术力量越来越薄弱。
鉴于以上的市场情况,青岛宏大清梳联针对性的做了大量的工艺、技术创新及部件、主机研发。
一、清梳联高速、高产1、清花高产(1)主机、辅机高产A、往复抓棉机、单轴流开棉机最高产量1800kg/h,多仓混棉机和清棉机最高产量1200kg/h;B、各输棉风机、重物分离器、磁铁、除微尘机都为适应主机的高产设计。
(2)流程高产青岛宏大2012年开始,推广了清花高产新流程,清花线一机两仓两线最高产量由原来的1200kg/h提高到了1800kg/h,一机一仓一线最高产量由原来的900kg/h提高到了1200kg/h。
2、梳棉机高产高产梳棉机产量通过工艺、技术创新及关键部件研发得到了长足进步,各机型梳棉机纺不同纺纱品种、不同工艺要求稳定运行产量如下:(1)JWF1211A型高产梳棉机在40-100kg/h;(2)JWF1213型宽幅梳棉机在50-130kg/h;(3)JWF 1215型宽幅梳棉机在60-160kg/h。
二:清梳联棉结、短绒、杂质控制及品种适应性技术创新1、根据纺纱原料和工艺要求,每套清花线可以配置0到5台开清棉设备。
两个典型案例:(1)纺高含杂机采棉时,一套清花流程(一机两仓两线)可以配置5台开清棉设备,1台单轴流+4台清棉机或3台单轴流+2台清棉机,提高清花流程的除杂效率及开松度;(2)纺莫代尔、天丝或细旦涤纶时,清花流程中可以不配置开清棉设备,通过多仓混棉机直接给梳棉机供棉,在清花流程减小纤维损伤及棉结的产生。
2、往复抓棉机、单轴流开棉机、多仓混棉机、清棉机根据不同工艺需要,可以选择不同机型及配置(1)往复抓棉机根据工艺需要,可以选择:不同压棉辊形式;不同吸棉槽;不同打手传动形式;不同吸腔结构;不同出棉口风机;不同刀片密度打手配置。
JWF1203清梳联加工长绒棉的工艺优化实践
F A1 0 0 9抓 棉机 一 F A 1 2 5重物 分 离 器 一 F A 1 1 0 7
单轴 流 开 棉 机 一 J WF 1 0 2 9 —1 6 0 多 仓 混 棉 机 一 F A1 1 1 5精开 棉 机一 Y Q 6 0 0异纤 清 除机 一 F A1 5 6强 力 除微尘 机一 J wF 1 1 7 1喂棉 箱- - -  ̄ J WF 1 2 0 3梳棉 机 1 . 2 清梳 联 质量控 制 的要 求
方 机 台的棉箱 内。抓 棉 机 的共 同特 点 为 开松 度 大 , 但 对纤 维 的损 害小 。 主要工艺 参数 见表 3 。
收 稿 日期 :2 0 1 6— 0 9—1 4
作者简介 :陆振挺 ( 1 9 6 3 一) ,男 ,河南郸 城人 ,高级工 程师 ,研究方 向 :质量控制技术及工艺 。
・
23 6・
第 4期
陆振 延 ,陈玉峰 ,王 子峰 :J WF 1 2 0 3清梳 联加 工长绒棉 的 工艺优 化 实践 小 ,纤维 沿打 手切 线方 向喂人 和输 出 ,增 加除 杂面 积 ,除杂 效率 高 ;打手调 速 可通过 变换皮 带轮 或变
频实 现 ;尘棒 隔距 可手 动调节 ,满 足不 同的工 艺要
2 . 1 F A 1 0 0 9型抓 棉机 5 - - 艺参数
生条内 不匀率/ %
生条不匀率/ % 生条条干 C V / % 开清棉棉结增长 % 梳棉棉结去除率 / % 清梳棉结总去除率/ %
往 复式 抓棉机 为开 清棉联 合机 或清 梳联 流程 的 第 一道 工序 ,间歇 下 降的抓棉 器 打手 随转塔 作往 复 运 动 ,对 棉包 按顺 序抓 取 ,被 抓取 的棉 束经 输棉 风
国产针布在清梳联设备的应用体会

7
6
1
6
国棉 花 , 2 0 0 6 , 3 3 ( 7 ) : 1 0 — 1 3 .
∞
[ 3 ]樊 亚莉 . 新疆棉花规模化种植 与经 营调查分析 I - j ] . 新 疆
农 垦经 济 , 2 0 0 4 ( 5 ) : 5 1 — 5 6 .
2 5 的水平 , 能够 满足 生产 要求 。
梳联 生 产 线 。该 流 程 配 置 了 J F A2 2 6型 梳 棉 机 1 6
台, 主要 生产 纯棉 C J 9 . 7 t e x品种 , 至 2 0 1 2年 该套
对 比 。取 钻石 针布从 2 0 1 2年 5月 ~ 2 0 1 3年 4月 使 用 1年 的试验 数据 与 当初格拉 夫 针布使 用 1年 的试
[ - 4 3王 海 勃 , 李 春学. 机采 棉加工 工艺 与设 备配置 新探 I - J ] .
棉花加工技术 , 2 0 0 7 ( 3 ) : 1 6 — 1 7 .
3 结 语
通 过对 产 品 质 量不 断 检 测 , 说 明机 采 棉 在设 备 状况 良好 、 工 艺合 理 的情 况下 可 以纺 出 合 格普 梳 细
中 图分 类 号 : TS 1 0 3 . 8 2 1 文 献标 志码 : B 文章 编 号 : 1 0 0 1 — 9 6 3 4 ( 2 0 1 3 ) 0 6 — 0 0 3 1 — 0 3
0 引 言
2 0 0 6年 7月 , 我 公 司购置 了一 套 国产 短 流 程 清
钻石 针布 纺 纱质 量与进 口针 布接 近 , 用 国产 钻 石针 布 代 替 进 口针 布 可 以达 到 企 业要 求 ; ③ 对盖 板针 布 必须 即时磨 砺 以保 持锋 利 ; ④ 应合 理搭 配 配棉 比例 , 提 高针 布 纺纱 效能 。
梳理机用针布的发展

器材岁月梳理机用针布的发展许鑑良(东华大学,上海20 1 62 0)摘要:为了提高梳理机用针布质量,促进梳理技术发展,介绍了国产针布和梳棉机发展的4个阶段,分析了金属针布齿条规格参数、精梳机与精梳针布的沿革以及转杯纺分梳辊的技术进步。
指出,国产针布制造工艺、产品品种、制造质量已基本达到国际先进水平;但在耐磨性、制造精度、锋利度、表面粗糙度等方面还存在一定的差距,应加强热处理技术研究,进一步提高原材料质量和制造精度,增强自主创新意识。
关键词:弹性针布;金属针布;梳棉机;锡林;精梳机;精梳针布;分梳车昆;梳理技术;耐磨性;发展梳理机是纺纱厂纤维加工的“心脏”,针布则是梳理机的"心脏",是梳棉机、梳毛机、梳麻机、绢纺梳理机、精梳机、针梳机、转杯纺纱机、非织造梳理机和起毛机等用的关键器材,其发展与梳理机的发展紧密联系、相辅相成。
梳理机的发展,不断对针布提岀新的要求,针布的进步又促进了梳理机的发展,没有金属针布的发展和应用,就不可能有今天的高速高产梳理机。
新型纤维的涌现,也对针布提出了新要求,大大促进了针布技术进步。
针布分弹性针布和金属针布两大类。
目前,弹性针布主要用于粗纺梳毛机、起毛机和梳棉机的回转盖板。
金属针布则在各种梳理机上均有应用,正逐步取代弹性针布。
1针布发展的4个阶段[门1. 1 手工针板大约5 0 0年前,利用装有手柄的、钉着金属针的木板(即针板),铺上原棉,用手工移动针板,对原棉进行反复梳理,这是针布发展的第1阶段。
1.2弹性针布18 0 4年德国PeterWo 1 te倂布厂建立小作坊制造弹性针布,到18世纪逐步由手工梳理改为机械梳理;1 7 3 3年〜1748年Samue 1 Bou rn e首先改平板梳理为罗拉梳理1 7 7 0年英国Lewi s P a u 1应用带针滚筒和弧形针板发明了针板梳理机,能够周期收稿日期:2013」2_25作者简介:许鑑良(1 93 6—,男,江苏无锡人,副教授,主要从事梳理器材方面的研究。
开发20系列锡林齿条的实践
T tl c s o is ex i Ac e s re e
司的 D 系 列 ; 国 克 罗斯 罗 尔 公 司 的 MK 5 瑞 士 K 英 ; 立达公 司 的 C 5 一0和 意 大 利 马 佐 里 公 司 的 C 3 0 X一0
中 图分 类号 : S 0 . 2 T 1 3 8 1 文 献标 识 码 : A 文章 编号 :0 19 3 ( 0 2 0 .0 70 10 .6 4 2 0 ) 40 0 .3 大高 产 梳棉 机 的使用 和 大 量 纺化 纤 的需 要 。
0 前 言
清 梳联 工 艺 是 当代 棉 纺技 术 向高 速发 展 的重 要 标志 。其逐 步 开 松 的 新 工 艺 代 替 了 传统 的 开 松 、 压
眭伟 铭 , 志 浩 忻
( 上海 远 东 钢 丝 针 布 有 限 责任 公 司 , 海 上 209 ) 0 0 0
摘 要 : 过 对 清梳联 用 2 系列锡 林 针 布 齿 条 ( A 2 3 1 5 ) 通 0 S C 0 0x0 5 0 的研 制 , 与 国外 同 类 产 品 对 并 比 , 明该 产 品基 本 上达 到 了配套要 求 , 以替代 进 口。 说 可 关 键 词 : 清梳 联 ; 五度 ; 齿形 ; 具 模
由上 可 得如 下 结论 :
M y Vi ew n De i n an f c u i g o h diy o at h s o s gn a d M u a t rn n t e Ri gi t fL c e
YU h — n S iwa g
( in Knl n a lr , in 2 6 7 , ia Haa ir g F co y Haa 2 6 1 Chn ) i
清梳联和自调匀整:提高纺织品质量的保证(下)

57 .
77 . 7
58 .l
1.3 76
..0 76
1. 13 8
收 稿 日期 :2 0 0 8— 0 3— 1 】
作者简介:费
青 , ,l 国纺织科学研 究院,教授级高工,从事棉纺梳棉技术研究 ( + 1 北京 1 o2 ) O 0 5
第4 期第 2页
费
青: 清梳联和 自调匀整 : 提高纺织 品质量的保证 ( 下) 表 1 成纱质量对 比(= —4 0 n 81)平均改善率= 7 1 1. % 6
20 年 1 0 8 2月
浙江纺织服装职业技术 学院学报
第 4期第 l页
清梳联和 自调 匀整 :提 高纺织 品质 量 的保 证 ( 下)
费 青
摘
要:提 出了清梳联和 自调 匀整技 术是 改善 面料质量提 高纺织产品档次的可靠保 证的观点,并通过对开清棉机组 、
连续输棉喂棉 系统和喂棉 箱、高产梳棉机及 匀整技术等清梳联 系统 的具体 阐述和分析进行 了论证。最后指 出了清梳联较 传统成卷工艺的优势 ,分析 了与清梳联有 关的几个 问题。
关键词:清梳联 ; 自调 匀整技 术;纺易 产品 :
中图 分 类 号 :T l 】 S l. 8 文 献 标 识码 :B 文 章编 号 : l7 —3 6 (O 8 3o O 一9 642 4 2 0 )0 一0 l 0
7 清梳联优 于传统成 卷工艺 71 清梳 联改善 生条 、成 纱质 量 . 高产梳棉 机是清 梳联发展 的基础 ,也是清 梳联优 异纺纱质 量 的基础 。高产 梳棉机采 用高性 能的新型 针 布 、高速 梳理 ,加装分 梳板 、前后 固定盖板 、吸 风尘刀 、棉 网清洁器 、8 1 吸点和 自调匀整 器等 — 7个 高速 高产措施 后 ,极大 的改 善 了分梳 、除杂 、均混 、转移 性能 ,提 高 了棉 网纤维 中的分离度 ( 纤维度) 单 、 清 洁度和平行伸 直度 ,为改善纺纱质 量 ,提 高产品档 次创造 了优 良的条 件 。
关于清梳联与精梳机工艺技术问题的讨论——全国清梳联与精梳工艺技术交流会的启示

12 进一 步认 清 了 清梳 联 工 序 在 纺 纱 过 程 中的 重 . 要地 位 。 从清 梳联 整个 工艺 看棉结 、杂质 的去 除在清 梳
收 稿 日期 :20 一 6 2 o5 o — 2 作 者 简 介 :邵伟华 (92 ) 16 一 ,男 ,浙江富 阳人 ,工程师
维普资讯
综合评述
一
20 年 耽代龆但校 禾第 2 06 ’ 期
关 于清梳联与精梳机工艺技术 问题 的讨 论
— —
全 国清梳联 与精 梳 工 艺技 术 交流会 的启 示
邵 伟华’ 。章 友鹤
( ,浙 江 春 江 轻 纺 集 团公 司 ,浙 江 富 阳 3 10 ;2 1 147 .浙 江 省 纺 织 工 程 学会 ,杭 州 300 ) 109
纱质 量与企 业经 济效 益有 重要作 用 。中 国纺 织工 程
工艺 中有互 补性 ,但 短 绒 经 梳 棉 工 序 后有 增 无 减 ,
而 短绒 又是 影 响成纱 质 量 的主要 因素 ,因此 减少 短
学会棉 纺织 专业 委 员 会 在苏 州 召开 了全 国 清 梳联 、 精 梳工 艺技 术研 讨会 ,会议 通 过专 家报 告 、论文 交
摘 要 :分 析 了清 梳 联 与 精 梳 机 在 纺 纱 工 艺 中 的 地 位 与 作 用 ,提 出 了 用 好 清 梳 联 要 “ 好 设 备 、优 化 工 选
艺 、严细管理” ,指 出要 生产优质精梳纱 ,必须选好精梳设备 ,优化精梳工艺 ,扩大精梳机 的应用 领域 ,开 发新的精梳产 品。
关 键 词 :清 梳 联 ;精 梳 机 ;工 艺 优 化 ;产 品开 发
清梳联纺长绒棉特细号纱应用技术探讨

良 ,真正实现 了精抓 、细抓 。 好
生条棉 结 和生产 效 益 。
3 工艺研 究 和工 艺调 整
棉箱 + A 0A梳棉机 ×1 3 ) F 23 2( 套
12 工艺 流程 的技 术特 性 . 青 岛纺机 清 梳联其 工 艺流程 短 :主机抓 取 、开
松、 除杂 、混合 、清棉性能好 ;流程 中采用 了 1 4
个 变频 器来 控 制打 手 、给棉 和风 机速 度 ,调 整工艺
摘要 :介绍 了清梳联 的技 术特点 ,对清梳联纺长绒棉 特细号纱的实际应用 问题进行 了工 艺试 验及探讨 , 论 证 了清梳联纺长绒棉 的可行 性及取得 的效益 。 关键词 :清梳联 ;长绒棉 ;工 艺 ;试 验 ;效益 中图分 类号 :T 147 文献标 识码 :B 文章 编号 :19 6X (07 4 0 7 4 S0 . 0 —25 20 )0 —00 —0
棉花,各部控制都采用了压力传感器转换电信号控 制变频器、控制电机的频率 , 变化给棉速度而使工艺 运转率达到 1 %, 0 0 具备了纺长绒棉质量技术要求。
2 试纺 的 实 际应 用
当时 ,清梳联纺长绒棉国内厂家瘳瘳无几 ,就是有
个别 企业 纺 长绒 棉 、清 梳联 的速度 也 非常 低 ,发挥 不 了清 梳联 的实 际经 济效 益 ,为 能做 好清 梳联 纺长 绒棉 这一 创新 ,在 考 察 调研 和实 际试 验 的基 础 上 , 确定 o 4厂 房 6万 纱 锭 高 支 纱 采 用 青 纺 机 清 梳 联 ,
・
一 ・ 7
维普资讯
20 年纪代 识校a第 4 07 t 、 期
度 配 置 为 20r 30 m,这 样 可 以低 速 、勤 抓 、薄 抓 、 a 多包 取 用 ( 10 m 抓 手 多 排 包 近 一 倍 ) 比 70 m ,混 合
简易清梳联使用大白鲨针布的体会

使用效果分析
综合分析: 薄齿针布穿刺能力强,损伤纤维少,盖板针布密参与梳理 齿数增加,预分梳板渐紧隔距,同时盖板速度提高利于杂质和 短绒排除,有利于对马克隆值大,含杂高、短绒高的机采棉进 行梳理,在清梳联使用有明显的效果。
六 使用体会
1、大白鲨针布降低短绒效果明显,成纱质量,成纱强力改善明显; 2、活动盖板针布不嵌杂,盖板清洁度高,维护成本低; 3、金属针布包卷后没有油污,使用过程中不需要磨针,免维护; 4、针布使用寿命长,一般在800吨以上,性价比较高。
有人说质量做得好的企业梳棉一定做的好,选择优质针布, 加上合理工艺,产品质量会更上一层楼!
分享完毕 谢谢大家!
大白鲨金属针布的特点
1、材质:进口高耐磨合金钢。 2、表面呈钛白色,无毛刺、光洁度好。 3、针布针尖呈圆锥状,穿刺力强,梳理效果好 4、棱边均为小过渡圆弧,最大限度的减少纤维的损伤,保护了纤 维,降低了短绒率,提高纱线品质(降低条干CV%值0.5—1个百分 点)。 5、使用寿命长(进口高耐磨材质、针尖呈圆锥状、光洁度好、摩 擦系数小)。
针布嵌杂的图片
白鲨针布
天天进步
四 清梳联使用白鲨针布体会
梳理是纺纱最重要的工序之一,梳棉工序是纺纱的心脏,为 了解决清梳联短绒增长、棉结增加、针布嵌杂,我们全部采用了 大白鲨系列针布,并进行了工艺优化,产品质量得到了快速提升。
1、针布配置
项 目 锡林针布
道夫针布 盖板针布
改 前 AC2030× 01550
AD4030× 2090 JST45
改 后 AC2030× 01740
AD4030× 1890 MCH52
刺辊齿条
AT5815× 05611
AT5610× 05610
国产清梳联特点与纺纱性能

破性的发展。
1 流 程 特点 1 )工 艺流程
锯齿辊筒开棉机 ,给棉上罗拉沟槽型,下罗拉外
包锯齿式 ,落棉由两块分梳漏底与尘刀形成三个 落杂区 。这是开清棉流程中的两个握持开松 点.
FO 6型往复抓棉机 ̄T2 A0 F7桥式吸铁装置一 Ig IA星火探测器-A4B 55高架凝棉器一T 3 - O 5-. FO ( r )重 物 分 离机 一F 13 顾轴 流 开棉 机 一 WB A0 F02 8 A2— 多仓混棉机+F 7 F l6 锯 片 ( T2 - A OB 鼻型 ) 辊筒开棉机+ O5 一. A 4B 55凝棉器+F 1吸铁装置一 T3
设有输棉间道 .可根据配棉质量和成纱要求,开 松除杂需求任意挑选停开 两个握持开梳点先锯 片粗开 .后锯齿精细梳松 ,开松强度较矩型豪猪 刀片缓和 ,并有分梳漏底预分梳作用,符合渐进 开松 ,减少对纤维损伤 。
F 18 锯齿辊简开棉机+A 3 中间喂棉箱+O 5 A 0E F01 A4 B
维普资讯
・l ・ 6
有 利 整个 系统 运行正 常 。
新 纺 织
定盖 板 前三 后 三 ,除 尘 刀前 二后 一 与 吸尘 管 组成 棉 网清 洁器 ,刺 辊分 梳板 等 : 高速 清 洁辊 ,棉 网
T 20 F22喂棉器 俗称配 棉三通 , 行稳 定可靠 . 运 4年 多来 . 没发 生过故 障 ,也 不需维修 。 ( )流程 中专事 配置 了集 中控 制柜 . 由 PC 5 L 程 控 与运 行 状态 显 示 。根据 工 艺要求 设 置 自动 和 手 动 开 关 。手动 开关 供维修 试 车 用, 自动开 关 .
表 1 、表 2 、表 3列 生条 重 不匀率 数据 。
内,轧伤机体与针布,有利清梳联设备长期正常
JWF1203清梳联加工长绒棉的工艺优化实践

JWF1203清梳联加工长绒棉的工艺优化实践陆振挺;陈玉峰;王子峰【摘要】介绍了JWF1203清梳联机组工艺的主要特点,研究和优化了长绒棉加工工艺,验证了开清工艺以多除杂,少损伤纤维,梳棉合理针布选型和工艺优化,能够有效排除短绒,降低短绒增长,提高棉结清除率,发挥清梳联的优势,满足长绒棉梳理的需要。
%The features of JWF1203 blowing-carding unit were introduced. The processing technology of long-staple cotton with the unit was studied and improved. The technological parameters of JWF1203 were optimized according to the property of long-staple cotton. By soft opening, early dropping waste, properly carding and trans-ferring, fairly considering removing neps, impurities and short fibers and stabilizing the airflow volume and pres-sure, the advantages of the unit was brought into play so that the short fiber and neps were effectively removed. The number of short fibers was also reduced.【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2016(023)004【总页数】6页(P236-241)【关键词】清梳联;长绒棉;开棉;清棉;工艺;针布【作者】陆振挺;陈玉峰;王子峰【作者单位】项城市纺织有限公司,河南项城 466200;光山白鲨针布有限公司,河南光山 465450;项城市纺织有限公司,河南项城 466200【正文语种】中文【中图分类】TS103.22清梳联多采用“一抓一开一混一清一除一梳”短流程配置。
青岛第四代清梳联工艺及控制系统分析
青岛第四代清梳联工艺及控制系统分析1 前言清梳联是当代世界一项十分先进成熟的技术,实现了工序的连续化和自动化生产;是棉纺行业由劳动密集型企业向技术密集型转变的需要,是棉纺技术发展的必然,是棉纺行业现代化的重要标志之一。
下面就青岛第四代清梳联可靠性和经济性两个方面进行分析。
2 青岛清梳联的可靠性2.1 技术来源可靠FA009、FAll6来源于德国赫格特技术,FAl05A、FA029来源于瑞士立达技术,FAl56来源于德国特吕茨勒技术;FAl25重物分离器来源于英国克罗斯罗尔,技术先进稳定可靠,经过消化吸收和改进,更加先进实用,是可与国外名牌产品相媲美的先进水平的清梳联。
2.2设计水平可靠青岛宏大纺机是开清梳设备与自动落纱设备的重要生产基地,具有雄厚的技术实力,拥有一批设计经验丰富、技术精湛、爱岗敬业的技术研发队伍。
通过不断总结经验、学习消化国外的先进技术,运用先进的CAD辅助设计,精益求精,结合企业的发展要求,集中各方专家和用户的聪明才智,设计出技术先进、性能可靠、具有青岛特色的清梳联设备。
2.3 加工制造可靠公司通过ISO9000认证,并完成了2000换版,通过一系列制度、措施和高性能的设备,严格质量管理,提高设备加工精度和质量;从德国、日本、瑞士、美国等国家引进加工中心,板材柔性加工单元,数控衡模回转头压力机、数控直角剪床、数控三点折弯机、数控精密等离子切割机,电火花、线切割机、激光切割机及精密三坐标测量仪等机电一体化水平很高的加工设备,保证了加工质量;从英国引进生产电粉沫喷涂自动线,提高了产品的表面质量。
从德国引进的树脂砂、造型线能有效提高铸件质量,使得梳棉机锡林、道夫、锡林墙板、道夫墙板为整体式结构,提高了筒体的刚性和精度。
2.4 电气硬软件可靠清花电器PLC采用德国西门子产品,梳棉采用日本三菱产品,所有变频器采用德国LENZE公司产品,断路器、交流接触器等元件都采用国外产品,主要清花设备FA009、FAll6硬软件采用与国外公司直接配套方式,以保证系统可靠。
之字形植针式盖板清洁抄针的开发与实践

植针 式 , 并将之字形植针式和斜纹式植针式的结构与性能进行 了对 比。为证 明之 字形植针式 的优 点 , 将之 字 型植 针式 盖板 清洁抄针投入市场试用 , 使用结果表明 : 采用之字形植针式有效解决 了盖板清洁辊容易断针 、 绕
花 , 少 了盖 板 不 清 洁 的现 象 。 减
关键词 : 之字形 ; 盖板清洁辊 ; 针布 ; 结构 ; 性能
经吸风 排 除 , 洁 盖 板 。现对 斜 纹 式 盖 板 清 洁辊 针 清 布进行 分 析 :
图 1 盖 板 反 转 工 作 原 理
2 盖板 清洁辊 改进 设计 2 1 之 字形植 针式 的结 构 .
所 谓 之字 形植 针 式 , 即植 针行 列像 许 多 之 字排
a造成盖板清洁辊针布和高速刷辊针布断针 的 )
盖 板 是 梳棉 机 中的重 要 组 成部 分 , 与 锡林 一 它 起对 经刺辊 初步 分梳 后 的纤维束 和 游离纤 维作 进一
步 的细致 分梳 , 带纤 维 杂 质 和 棉结 等 细 小 杂 质在 工 作 区随 同纤维在 锡林 、 盖板 间反复转 移 , 受锡林 离 并
洁辊 针 布疲劳 断 针 。断 针 的位 置 视 具 体情 况 不 同 ,
一
2 1 年 纪代I织校 第 5 01 2 j 期
式横 向针尖距 大 , 利 于 缓 和 高速 刷 辊 高 速 旋 转 带 有
动 的气 流 , 到泄 压 的作用 , 免短 绒 和部分 长纤 维 起 避 吹 向针 布钢 针根 部 , 引起绕 花 、 充塞 。另 外纵 向针 尖 距 小 , 盖板 清洁 辊剥取 盖 板花 时 , 加 了对 纤 维控 在 增
b 高速刷辊高速旋转引起 的气流若泄压不畅, ) 有少量纤维吹到盖板 清洁辊根部 , 造成绕花 、 充塞,
纺莱赛尔LF的清梳联工艺优化
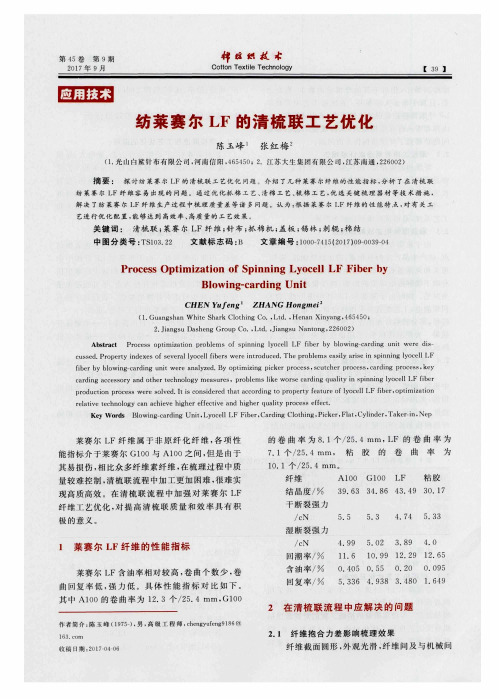
摘要 : 探讨 纺莱赛尔 I . F的清梳联工 艺优化 问题 。介绍 了几种 莱赛 尔纤维的性能指标 , 分析 了在清梳联
纺 莱赛 尔 I F纤 维容 易 出现 的 问 题 。通 过 优 化 抓 棉 工 艺 、 清棉工 艺、 梳棉 工艺. 优 选关键梳理 器材等技 术措 施, 解 决 了纺 莱赛 尔 L F 纤 维 生 产过 程 中 梳理 质 量 差 等 诸 多问 题 。 认 为 : 根据 莱赛尔 I F纤 维 的性 能 特 点 , 对 有 关 工 艺进行优化配置 , 能够 达 到 高效 率 、 高质 量 的 工 艺效 果 。
关键词 : 清梳联 ; 莱赛 尔 L F纤维 ; 针布; 抓棉机; 盖板 ; 锡林 ; 刺辊 ; 棉 结 中 图分 类 号 : T S 1 0 3 . 2 2 文 献标 志码 : B 文 章编 号 : 1 0 0 0 7 4 1 5 ( 2 0 1 7 ) 0 9 — 0 0 3 9 ~ 0 1
Ab s t r a c t P r o c e s s o p t i mi z a t i o n p r o b l e ms o f s p i n n i n g l y o c e l l I . F f i b e r b y b l o wi n g — , c a r d i n g u n i t we r e d i s — —
c us s e d. Pr op e r t y i nde x e s o f s e v e r al l yo c e l l f i b er s we r e i nt r od uc e d.The pr ob l e ms e a s i l y a r i s e i n s p i nn i n g l y oc el l LF f i be r b y b l o wi ng — c a r d i ng un i t we r e a n a l y z e d .By opt i mi z i n g pi c ke r p r o c e s s , s c u t c he r pr o c e s s, c ar di n g p r o c e s s ・ ke y c a r di ng ac c e s s or y a n d ot he r t e c h no l o gy me a s ur e s,pr o bl e ms l i ke w or s e c a r di ng qu a l i t y i n s pi n ni ng l y oc e l l 1 . t f i b e r pr od uc t i on pr oc e s s we r e s ol ve d .I t i s c on s i de r e d t ha t a c c or di ng t o pr op e r t y f e a t ur e of l y oc e l l I . F f i b e r。 op t i mi z a t i on
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 清棉 机链 锁 基部针 布 齿条 和梳 棉机 链锁
基 部 针 布 齿 条
1 1 清棉 机链锁 基 部针 布齿条 的 开发 .
绒棉 用 的前 角 为 5 、。 。7的链 锁 基部 齿 条 ( 50 AT 05×
维普资讯
第3 3卷 增 刊 120 0 6年 4月 V 1 3S p l e t o 1A r,0 6 o. upe n . p .20 3 m N
纺 织 器 材 Te tl c s o i s x i Ac e s re e
清梳 联 针 布 的开 发研 究
辊针 布 的配 置 , 遍采 用链 锁 基 部齿 条 。早 在 1 8 普 99 年, 白鲨针 布公 司借 鉴 、 吸收 国 内外 先 进 经验 , 国 在
英 国针布公 司 ( C ) E C 等知名 公 司不断 研究 出新 型 针
布并 占据 国内清 梳 联用 针 布 的大 多数 份 额 ; 如何 而
生产 线 。
关
键
词: 清梳 联 ; 锁基 部 齿条 ; 林针 布 ; 夫针 布 链 锡 道
文献 标识 码 : B 文章编 号 :0 19 3 (0 6 S 一0 70 1 0 .6 4 2 0 ) l0 3 .2
中图分类 号 : S 0 .2 T 1 3 8 1
O 前 言
随着 清梳 联 技 术 的飞 速 发展 , 棉 机 的产 量不 梳
断 提 高 , 针 布 制 造 企 业 如 瑞 士 格 拉 夫 公 司 各 ( A 、 林 斯 沃 思公 司 ( L I GR F) 豪 H0 L NGS WOR H) T 、
清棉 机对原 棉 的开 松度 、 除杂 效 率 、 结增 长 、 棉 杂质
去除 等指标 均达 到理想 水平 。
12 梳棉 机链锁 基部 齿条 的开 发 . 梳 棉 机刺 辊 针 布 的 主要 作用 是 除杂 和转 移纤 维, 并尽可 能减 少 短绒 和 纤 维 损伤 。 国外 梳 棉 机刺
齿 条滚筒 清 棉 机 、 A 0 F l9三 滚筒 清 棉机 链 锁 基 部 齿 条( 型号 见表 1 。 )
衰 1 各种链 锁 基部齿 条型 号
设 备名称 F 18 A 0 E齿条
滚 筒 清 棉 机
效 果 。 目前 , 阳纺 织集 团 、 强纺 织 公 司 、 南 三 漯河 双
龙公 司等十几 家 大型 棉 纺 企业 都 已批 量技 改 , 到 达
目前 , 纺 机 制 造 的清 梳 联 生 产线 广 泛 使用 从郑 的 F 19清棉 机生 产试 验 看 , 用 链 锁基 部 齿 条 的 A0 使
收 稿 日期 :0 51-7 20 — 1 0
业 看 , 用 总 高 为2 系列 针 布 的 较 多 。 : 纺 机 采 0 如 青
作者简介 : 吴 奇 ( 9 5)男 , 南 光 山 人 , 要 从 事 新 型 梳 理 用 针 布 齿 条 的 开 发 研 究 。 16 一 , 河 主
预 期 效果 。链 锁基 部齿 条 的研 制 成功为 进一 步开发
清梳联 用高产 锡林 、 夫针布 积 累了经验 。 道
链 锁基部齿 条型号
AT5 5— 1 5×6 4 一 0 0 V AT7 0 5 8× 1 0 0 V 54.
2 高产 梳 棉 机 用针 布 的开 发 与应 用
使 国产 针布 质量 迅 速 提高 , 满足 国 内外 用户 对 针 布
的需求 。 国产 针布 行业 迫 切需 要研究 的重 点 。 是
内首 创链锁 基 部齿 条 。近 年 来 , 设计 开 发 出 给棉 又
罗拉 针布 齿 条 ( 2 0 AS 5 0×2 2 一 和刺 辊 系列 链 锁 8 0V) 基部 齿条 , : 棉用 的前 角为 1 。 如 纺 0 的链 锁 基 部 齿条
吴 奇
( 山白鲨针布有限公司 , 光 河南 光 山 4 5 5 ) 6 4 0
摘要 : 介绍 了该, 司开发的清棉机用链锁基部齿条和梳棉机刺辊针布齿条, 厶 \ 以及新型降棉结锡林
针布 齿条和 高转移 率的道 夫针 布齿条 , 中的清棉 机 用链 锁 基部 齿 条 可替 代进 口并 用 于清梳 联 其
为适应 现代 梳棉机 高速 、 产的趋 势 , 林针 布 高 锡
正 向着“ 、 、 、 、 ” 矮 浅 尖 薄 密 的方 向发展 。国外气流 纺
F 1 9三滚 筒 清 棉 机 A0
Z A17棉 箱 F 7
AS 50×3 3 ( 30 8 0 给棉 罗 拉 用 ) A 7 1 ×10 2V( 二 打 手 用 ) T 5 0 5 4一 第 A 6 2 ×6 3 一 第 三 打手 用 ) T 0 0 3 2V(
mm) 、0齿 / 2 . 6 ( 5 4mm) 10齿 / 2 . m) 、2 ( 5 4 r 等 a
系 列 。同时 , 对老式 A1 6 还 8 F梳 棉 机刺 辊进 行 技 术
改 造 、 覆链 锁基 部齿条 , 包 并达 到清梳 联刺 辊 的分 梳
成功 研制 出 四刺 辊 开棉机 针布 , 而研制 出 F 0 E 进 Al 8
A 5 1 ×54 一 T 5 5 7 0V
最新 梳 棉 针 布 的 总 高 仅 有 1 8 mm, 至 为 1 5 . 甚 . mm; 国际顶级 梳 棉机使 用 总高 1 8mm、 . i 锡 . 2 0Fm l 林 针 布居 多 ; 国 内几 个 规 模 较 大 的梳 棉 机 制造 企 从
5 3 一 A 0 7×6 3 一 。其齿 密有 4 0 0V、 T5 0 3 0V) 0齿 / 2 (5 4
清 棉机是 清梳 联 流 程 中最 主 要 的除 杂设 备 , 所
用针 布齿 条的 总高 精 度 、 距 误 差 、 节 基部 硬 度 、 处 热 理 工艺 等问题 曾 困扰过我 们 , 当克 服种种 困难 之后 ,