CS1000在焦炉改造中的应用
六米焦炉机焦侧除尘改造

六米焦炉机焦侧除尘改造作者:贾金龙来源:《中国化工贸易·下旬刊》2017年第10期摘要:介绍了六米焦炉机焦侧烟尘治理改造的几种方法,为六米焦炉机焦侧烟尘治理提供了思路,以供用户和相关设计人员进行参考。
关键词:推焦机;拦焦机;烟尘治理1 概述六米顶装焦炉是一种在国内焦化厂使用十分普遍的炉型,其成熟的炉体结构和工艺系统也普遍得到国内生产厂的一致好评。
但是随着炉龄的增长,国家环保要求的日益严格等多方面因素,很多六米焦炉的环保要求已经无法到达现行的国家标准。
尤其是在出焦过程中的机焦侧的可视烟尘往往都是各个焦化厂最为头疼的事。
顶装焦炉正常生产过程中,在出焦前机焦侧炉门打开时、在进行炉门清扫时以及进行平煤操作时,机、焦侧炉头不可避免地会产生一定的逸散烟尘。
这些烟尘不仅对操作工人的身心健康造成危害,更重要的是对周边环境造成了污染,随着国家新标准《炼焦化学污染物排放标准》(GB16171-2012)的公布和执行,炼焦生产环保压力巨大,如再不对机焦侧炉头逸散烟尘进行有效治理,将可能导致焦炉生产被环保部门叫停的严重后果。
本文针对以上问题,对现在正在生产的六米顶装焦炉的机焦侧可视烟尘的治理改造方案进行了探讨。
2 机侧炉头逸散烟尘的治理六米焦炉出焦过程中所产生的烟尘主要发生在推焦和平煤过程中。
针对推焦机作业过程中产生的烟尘,目前国内的大部分六米推焦机未配置任何炉头逸散烟尘收集和净化措施,需对焦炉和推焦机(含机械和电气)进行部分改造才能实现对机侧炉头逸散烟尘的收集。
对于推焦机除尘方式有两种方式可选:2.1 方案一:推焦机采用车载除尘方式烟尘的集中发生点位于出焦炭化室炉口上方和平煤小炉门上方,考虑到炉门打开及平煤操作时,瞬间产生的烟尘量大且烟气温度较高、热浮力较大,很难在短时间将其快速抽走,故需在该区域的推焦机前端设置大型集尘罩,以阻止烟尘扩散。
为了防止炉头逸散烟气从移动的推焦机集尘罩与固定的焦炉炉头间的缝隙向外扩散,需在两炉柱间空隙增设挡烟板,这些挡烟板在机侧全炉范围内形成一个高度和宽度一致的密封面,该密封面与推焦机上的大型集尘罩可以实现很好的搭接和配合。
CS3000在包钢焦化厂煤气净化部改造中的应用

Wo k h p o o lGa u i c t n De t n C k n l n . h o g—t r sa l p r t n r u r n e d b e r fr , r s o fC a s P r ia i p .i o i g P a t T e ln f o e m tb e o e ai swee g aa te y t e m o h o a e l s t e s a a t a d man e a c o t e a e . e ut t e u n c s ay e o o cl se a s d b f g l s w l a h p r p r n it n n e c s w r s v d Asa r s l ,h n e e s r c n mi o s sc u e yi e a e s s e l o e ain fn n—a t o z d p o l o l e a o d d, s w l a h ae a d r l be o e ain ft e e t r d cin p rt so o o u h r e e p e c u d b v i e a e l s t e s f i n ei l p r t so n r p o u t a o h i e o
第3 7卷第 3期 2 1 年 6月 01
包
钢
科
技
Vo . 7, . 1 3 No 3
S i n e a d T c n lg fB oo te c e c n e h o o y o a tu Se l
J n ,0 1 u e 2 1
C 30 S00在包 钢焦 化 厂 煤 气 净 化 部 改 造 中 的应 用
包 钢 焦 化 厂 煤 气 净 化 部 二 回 收 车 间 采 用 C 30 散控 制系 统 。C 3 0 S00集 S00系统 自投 入 运行 以 来, 运行 情况 基本 稳 定 , 能够 满 足 生 产要 求 , 是 经 但
北营钢铁(集团)焦化厂二区干熄焦工程 PLC 控制系统操作说明书

北营钢铁(集团)焦化厂二区干熄焦工程 PLC控制系统操作说明书单 位:中冶焦耐自动化有限公司日 期:2011-1-12操作说明北台二区干熄焦工程主要包括以下工段:干熄炉本体、干熄焦锅炉、干熄焦除氧泵站、干熄焦除尘、干熄焦外线、干熄焦循环水。
控制系统下位机软件是:Unity Pro XL V5.0,上位机系统软件是:Vijeo Citect 7.10 SP3。
1.流程图画面说明操作员对生产过程的监视和控制以流程图画面为主,点击相关画面内部的工艺设备,可以弹出有关这个工艺设备的相关画面。
1.1、流程图画面上颜色、画法等说明如下:1.1.1背景色―――――――――――――――――――灰绿色1.1.2管线不同介质的管线颜色要求如下:a)压缩空气―――――――――――――――――――淡灰色b)氮气―――――――――――――――――――――灰色c)蒸汽―――――――――――――――――――――红色d)各种水――――――――――――――――――――绿色1.2、工艺设备a)工艺塔、槽、罐等设备轮廓线粗位2号,颜色为黑色,内部填充浅银灰色。
b)风机、泵等设备轮廓线粗位2号,颜色为黑色,内部填充浅灰色。
c)泵状态颜色指示正常运行――――――――――――――――绿色停止――――――――――――――――――红色d)电动阀门状态颜色指示开到位―――――――――――――――――绿色关到位―――――――――――――――――红色1.3、仪表a)信号线―――――――――――――――――――浅蓝色,线粗2号b)图位号―――――――――――――――――――黑色c)工程单位――――――――――――――――――红色1.4、操作具备正反转操作的设备,运行中要转换方向时,要先打停止,再转换方向。
2.操作站的启动要启动操作站,进行以下步骤:1)操作站上电确认计算机电源连接正确,并依次打开显示器电源和主机电源.2)登录操作系统Windows XP起动后,点击画面上的“Vijeo Citect 工程管理器”图标,会自动打开三个窗口:工程管理器:用于创建和管理您的工程的应用程序。
CS3000在焦炉DCS控制系统的应用

●批 量软件综合 了生产 、 作 、 操 控制盒工 程处理 , 全符合 IA 8 完 S S8
标准 。
●与 已有 系统的兼 容性 。 ●系统 内部 以工程 数据处 理。 ●系统采用智能 I / , O卡 使得 I / O卡件品种减少 , 互换性增强 。 本 系统共有 3 N D 控 制站 , 台工程师 站 , 台操 作员站 , 个 O E l 1 其配
图 l焦炉 主工艺 流程画面 焦炉 采用焦炉煤 气和混合煤 气两种加 热方式 , 实现 自动加热 管理 及废气 自动在线 分析 。焦炉 加热用 的焦 炉煤气或高炉 煤气 , 由外 部管 道架空引入 。焦 炉煤 气经预热后送到焦炉地下室 。通过下 喷管 把煤气 送人燃烧室立 火道 底部与废气交换开 闭器进 入的空气汇 合燃烧 。燃烧 后 的废 气通过立 火道顶部跨 越孔进入下 降气流 的立 火道 , 再经 过蓄热 室, 由格子砖 把废 气的部分显热 回收后 , 经过小 烟道 、 气交换开闭器 、 废 分 烟道 、 烟道 、 囱, 总 烟 排人 大气 。高 炉煤气 由车间外部 管道架空 引入 焦炉地 下室 , 与焦 炉煤气进行 混合后通 过废气交换 开闭器 、 烟道 、 小 蓄 热室送 入燃烧 室与同时引入 的空气 汇合燃 烧。燃 烧后的废气通过与燃 烧焦炉煤气 的废 气同样途径排人大气。 上 升气流 的煤气和空气 与下降气 流的废气 由交 换传动装 置( 煤气 交换机 ) 时进行换 向。 定 2. 3 o 特点 及本 系统配 置 CS O 0 CS0 0是横河 最新 的生产控 制系统 , 30 它具 有灵活 的架构 , 以构 可 建 大规 模以及小规模的系统 , 具有 以下几方面的特点 : ●开放性 : 采用开放式 、 准化 、 块化和系列化设计 , 标 模 系统 中各 台 计 算机采用局域 网方式通信 , 现信息传输 , 实 当需要改变或扩充 系统功 能时 , 可将新增计算 机方便 地连人系统通信 网络或从 网络 中卸下 , 不影 响其他计算机的工作 。 ●高可靠性 : 双重化控制站采用 C U冗余热备技术 , P 使用 E C C 校验 内存 , 两个 C U同时处理 现场信号 , P 不会造成停车事故。 ●低功耗 性 : O卡件体 积小 , 密封 , I / 全 散热 小 , 各种卡 件可 以带 电 拔插。 ●强抗 干扰性 : 件采用 表面封 装技术 , 模 具有 10 V / 5 0 AC分抗 冲击 性 能 , 用 强 抗 干 扰 设 计 电路 。 采 ●强大的运算处理功能 。 ●横河首创 的虚拟测试 功能。 ●高 效 的 工 程 化 方 法 。 ●采用通用 的操作 系统 。 ●提供 了系统 自行文件软件 。
新钢焦炉除尘系统改造探讨

2017年12月上Mechanical and ElccLrical EquipmenL ManagemenL新钢焦炉除尘系统改造探讨谢铮一(新余钢铁集团公司焦化厂,江西新余338000)摘要:文章介绍了新钢焦化厂焦炉除尘系统存在的主要问题,经过不断改造,实现了装煤及推焦除尘系统穗定运行,并制定了改进措施,改善了焦炉除尘效果。
关键词:除尘器;推焦;装煤;污染环境中图分类号:TQ520.5 文献标志码:粤 文章编号院1672-3872(2017)23-0171-02因极大的危害人体健康,焦炉烟尘治理受到国家和焦化行业的高度重视,并制定了相关法律法规控制焦炉烟尘的达标排放。
目前国内外,处理焦炉烟尘的工艺和装置有很多,其中利用布袋除尘器的干式地面除尘站技术被许多新建焦化厂所采用。
焦化厂新5#焦炉为JN60-6型焦炉,设计焦炭年产量60万吨,焦炉配套地面除尘站有两套布袋式除尘设备,分别用于焦炉出焦和加煤烟尘处理,除尘系统随焦炉开工的同时投产使用,符合了国家产业政策“三同时”原则。
该系统具有除尘面积大、效率高、自动化水平高和节约电能等优点。
1新钢焦炉除尘系统存在的主要问题1.1除尘器积灰除尘器前后压差是反映除尘器阻力大小的最重要指标,压差越小,除尘器前吸力越大,焦炉装煤和出焦过程的烟尘就能更好的被吸收。
新1#焦炉除尘系统使用时间不长,职工反映除尘效果变差,通过测量除尘器前后压差明显偏大,且加煤除尘器前后压差达到2600Pa,已超过 2000Pa的技术要求。
对此我们对系统进行检查,发现除尘器吸收的煤焦粉尘不能从除尘器及时排出,慢慢积累最终将布袋埋住,造成布袋阻力增大。
1.2反吹管脱落除尘器反吹目的是将吸附在布袋上的煤焦粉尘从布袋上震落及时排除,减小布袋阻力,但由于设备制作和安装上的原因,除尘器的反吹管容易脱落,起不到反吹作用n暂〇1.3出焦风机高速启动时机不适合工艺要求焦炉推焦的过程,除 尘风机应正处于高速阶段。
焦炉煤气精脱硫系统的研究与优化
焦炉煤气精脱硫系统的研究与优化徐贺明;屈一新;闪俊杰;王志彦【摘要】对焦炉煤气制甲醇生产过程中存在的精脱硫系统一级加氢反应器温升高、床层压降大、催化剂使用寿命低、必须停车更换催化剂等问题进行了原因分析。
根据焦炉煤气(COG)中二硫化碳(CS2)、硫氧化碳(COS)、乙硫醇(C2H5SH)、噻吩(C4H4S)4种有机硫的转化特点,合理解释了COS不能被完全加氢转化、C2H5SH与C4H4S在一级加氢反应器出口浓度增加现象。
通过对上述问题的研究与分析,制定了焦炉煤气精脱硫系统优化方案。
该方案实施后有效解决了生产实际问题,实现了不停车更换加氢脱硫催化剂,可以提高整套装置的开工率,为企业带来间接经济效益。
%The reasons of high reaction temperature, high pressure drop, low catalyst service life and stopping operation to replace the catalyst for the first hydrogenation reactor in the fine desulfurization system of a methanol plant using coke oven gas as feedstock were analyzed, and according to the conversion characteristicsof carbon disulfide (CS 2), carbonyl sulfide (COS), ethanethiol (C2H5SH) and thiophene (C4H4S) in coke oven gas (COG), a reasonable explanation for COS couldn’t be completely co nversed by hydrogenation and the concentrations of C2H5SH and C4H4S at the outlet of the first hydrogenation reactor increased was given, based on which, a coke oven gas desulfurization system optimization scheme was formulated. The implementation of the optimized scheme effectively solved the practical problems of production, achieving non-stop replacing of thehydrodesulfurization catalyst and improving operating rate and economic effect of whole methanol plant.【期刊名称】《天然气化工》【年(卷),期】2015(000)004【总页数】5页(P64-68)【关键词】焦炉煤气;精脱硫;有机硫转化;温升;压降;不停车更换催化剂;优化改造【作者】徐贺明;屈一新;闪俊杰;王志彦【作者单位】北京化工大学化学工程学院,北京 100029; 唐山中润煤化工有限公司,河北唐山 063611;北京化工大学化学工程学院,北京 100029;唐山中润煤化工有限公司,河北唐山 063611;唐山中润煤化工有限公司,河北唐山 063611【正文语种】中文【中图分类】TQ546.5;TQ522.61;TQ223.121在焦炉煤气(COG)制甲醇生产工艺中,由于目前普遍采用的低压甲醇合成催化剂对硫化物非常敏感[1-2],脱硫净化是制约甲醇生产长周期、稳定运行的关键。
CENTUMCS1000控制系统在4#锅炉操作站升级改造中的应用
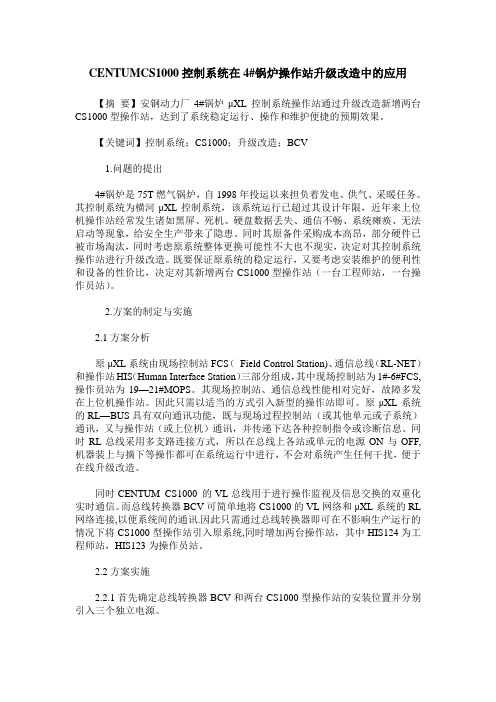
CENTUMCS1000控制系统在4#锅炉操作站升级改造中的应用【摘要】安钢动力厂4#锅炉μXL控制系统操作站通过升级改造新增两台CS1000型操作站,达到了系统稳定运行、操作和维护便捷的预期效果。
【关键词】控制系统;CS1000;升级改造;BCV1.问题的提出4#锅炉是75T燃气锅炉,自1998年投运以来担负着发电、供气、采暖任务。
其控制系统为横河μXL控制系统,该系统运行已超过其设计年限,近年来上位机操作站经常发生诸如黑屏、死机、硬盘数据丢失、通信不畅、系统瘫痪、无法启动等现象,给安全生产带来了隐患。
同时其原备件采购成本高昂,部分硬件已被市场淘汰,同时考虑原系统整体更换可能性不大也不现实,决定对其控制系统操作站进行升级改造。
既要保证原系统的稳定运行,又要考虑安装维护的便利性和设备的性价比,决定对其新增两台CS1000型操作站(一台工程师站,一台操作员站)。
2.方案的制定与实施2.1方案分析原μXL系统由现场控制站FCS(Field Control Station)、通信总线(RL-NET)和操作站HIS(Human Interface Station)三部分组成,其中现场控制站为1#-6#FCS,操作员站为19—21#MOPS。
其现场控制站、通信总线性能相对完好,故障多发在上位机操作站。
因此只需以适当的方式引入新型的操作站即可。
原μXL系统的RL—BUS具有双向通讯功能,既与现场过程控制站(或其他单元或子系统)通讯,又与操作站(或上位机)通讯,并传递下达各种控制指令或诊断信息。
同时RL总线采用多支路连接方式,所以在总线上各站或单元的电源ON与OFF,机器装上与摘下等操作都可在系统运行中进行,不会对系统产生任何干扰,便于在线升级改造。
同时CENTUM CS1000 的VL总线用于进行操作监视及信息交换的双重化实时通信。
而总线转换器BCV可简单地将CS1000的VL网络和μXL系统的RL 网络连接,以便系统间的通讯.因此只需通过总线转换器即可在不影响生产运行的情况下将CS1000型操作站引入原系统,同时增加两台操作站,其中HIS124为工程师站,HIS123为操作员站。
基于CS1000自动反吹系统提升焦炉煤气净化质量

mo n i t o r i n g , he t r e b y e f e c t i v e l yi mp r o v i n gt he c o k e o v e n g a s q u a l i y, t a s s t e e l p r o d u c t i o nl i n e a n dt h ewo r ko f o r v i n g e n e r g y a n d
Li K e, M a C h u n xi a
( S h a n d o n g L a i w u L a i g a n g a u t o m a t i o n d e p a r t m e n t ,S h a n d o n g L a i w u 2 7 1 1 0 4 ) Ab s t r a c t :T h r o u g h t h i s p r o j e c t d e v e l o p me n t b a s e d o n mu l t i p l e r e d u n d a n t CE NTUM C S 1 0 0 0 u n d e r t h e 5 . 6 群c o k e d e , v e r y g a s p i p e l i n e a u t o ma i t c c l e a n  ̄ s y s t e m, t h e d e s i g n s c h e me o f a u t o at m i c c o n t r o l , f o r mu l a t e s p e c i i f c s e c u r i t y p og r r a , t m o
炉煤气 的质 量也有 了一 定影 响。对公 司的能源平衡 和节能
CS1000集散系统在新扩建汽机锅炉中的应用
中图分类号 :M6 1 T 2
文献标识码 : A
文章编号 :0 6-3 12 1 )4 0 7 - 1 10 - 1 (0 00 - 0 8 0 4
2 主要控制系统的组态 目前 , 随着计算机技术( o ue) C mptr控制 技术( ot 1通讯技术 C nr ) o 21炉汽包水位 自动调节 系统采用了串级调节控 制系统 ,在控 . ( o m nat n 显示技术( R , 4 C m ui i ) eo C T)即 C技术 的飞速发展及 早期使 用 的 D Z 1仪表 性 能 及精 度 的落 后 ,热 电厂正 面 临 着 结构 调 整 和 制站 中组态过程为( ) D 一I 1 选择卡件 箱 ;2 选择卡件 , () 建立 I O地址 ;3 () 技术革新的严峻挑战 , 不断地运用 先进 的自动控制技术 , 节能降耗 , 进 行 组 态连 接 ; 汽 包 水 位 信号 的地 址 为 : 0 10 , 件 为 A M1 ; 水 流 量 %Z 1 1 1卡 A 0给 对 热 电厂 是 至 关重 要 的 。 尤其 对 于 复 杂 的控 制 过 程 , 多个 调 节 参 有 %Z 112 A 0 数和被调节参数 , 还有错综复杂 的扰动参数时 , 如果用 常规 的模 拟 信号 的地址为 : 0 10 ,卡件为 A M1 ;蒸汽流量信号的地址 控 制 系统 , 难 于适 应 复 杂 对 象 的控 制 要 求 的。 : 是 如 锅炉 的汽 包 水位 为: 0 l0 , %Z 1 13 卡件为 A M1 : A 0 电动执行机构控制信号 的地址 为: % 0 10 , A 0 PD: ML — W 带 自动调节、 过热蒸汽温度 自动调节、 蒸汽压 力一燃烧调 节等。 基于上 Z 1 14 卡 件 为 A M5 ;I 比 例 积 分 微 分功 能 块 ; D S : 述原 因 , 公司 新 扩 建 的 汽机 、 炉 采 用 了 日本 横 河 公 司 的 C 10 有手动 自动切换开关输出的功能块。 我 锅 S 00 根据不同调节信号对汽包水位信号的影响, 设定 PD的正反作 I 控制系统。并于 20 0 2年 1 月圆满试运成功 , 目前为止这些设备 1 到 用, 且将蒸汽流量信号接于 PD的补偿输入端 , I 根据调节质量 设置 都运行 良好 , 对企业的安全经济运行起到了至关重要的作用。现予 适 当 的补 偿 系 数 ( K)比例 数 值 、 分 数 值 。 目前 此 种 组 态 在 实 际 C 、 积 以简 介 :
焦炉机械设备6.25m SCP机电气控制系统分析
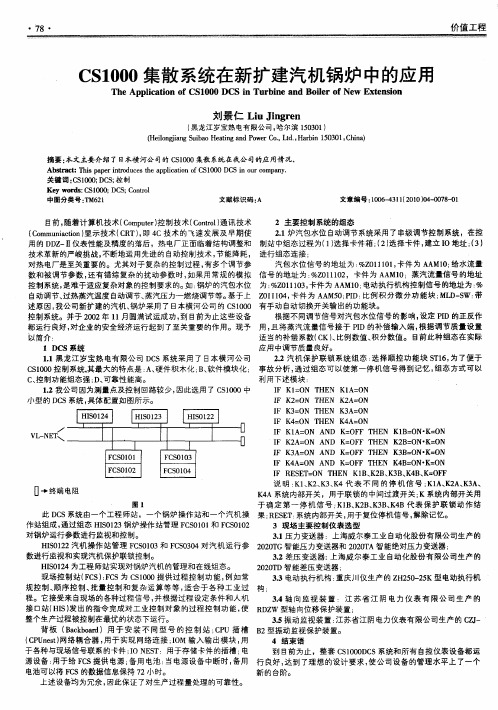
2)网络:采用传统的西门子PROFIBUS 总线,即DP 总线,连接的PLC 模块分站网络也进行了冗余。
DP 总线是西门子成熟的控制总线。
优点:系统成熟,应用范围广,与很多第三方厂家元件可以直接对接,数据传输相对稳定。
缺点:抗干扰能力较弱,而且由于目前工业以太网的成熟发展,DP 总线正在逐渐退出,由传输速率更快、抗干扰能力更强的PN 网络将其取代。
3)PLC 分站:所有PLC 模块分站均采用冗余IM153模块与冗余CPU 连接,保证分站系统的稳定运行。
4)其他DP 总线元件:变频器、编码器、位移传感器等装置与元件,通过西门子Y-Link 模块系统连接到DP 网络之上。
收稿日期:2020-12-20作者简介:杨晨(1984—),男,山西阳泉人,毕业于中北大学自动化专业,本科,工程师,研究方向为焦炉机械设备电气系统设计。
DOI:10.16525/ki.14-1362/n.2021.02.34总第200期2021年第2期Total of 200No.2,2021两化融合现代工业经济和信息化Modern Industrial Economy and Informationization 焦炉机械设备6.25m SCP 机电气控制系统分析杨晨(太原重工股份有限公司技术中心,山西太原030024)摘要:在6.25m 捣固焦炉机械设备中,SCP 机是焦炉机械的重要组成部分,其集捣固、装煤、推焦等功能与一身,发挥着极其重要的作用,文章对焦炉机械设备6.25mSCP 机电气控制系统进行介绍和分析。
关键词:PLC ;变频;网络;HMI 人机界面中图分类号:TU855文献标识码:A文章编号:2095-0748(2021)02-0083-02引言捣固焦炉机械设备SCP 机工作于焦炉机侧,其主要任务是由地面皮带输送机往SCP 机上煤皮带上送煤,然后经过布料皮带小车向SCP 机煤仓内给煤,当捣固操作时,煤仓中的煤料借助摇动给料机将煤送入捣固煤箱内,由捣固机将煤箱内煤料捣固成煤饼,再由装煤机构将捣固成型的煤饼从机侧送入炭化室内;推焦装置用来推出炭化室内成熟的焦炭;启闭炉门、炉框清扫、炉门清扫等功能。
横河CENTUMCS-1000系统VB、VC++功能在氧压机组生产中的应用
,
层 次清 楚 ,结构 严谨 。
2 详细科学技术 内容
2 . 1 软按钮 的 的 “ 届 时 ”隐含 和 受限操作 设 计 三制 氧 万立 氧透 工 程 “ 停止 / 准备 / 运行 “ 按钮 改变
时证 明 已到 “ 准 备 状 态 ” 。如 果 操 作 人 员 感 到起 机 条
件 不 成 熟或 误 操 作 ,按 下 “ 取 消 ”按 钮 , 仍 为 “ 准 备
一
( 4 )若 全部 起 动 联 锁条 件 满 足 后 , “ 运 行 ”按钮
随即弹 出 ( 且 为灰色 )。点 击 “ 运 行 ”按 钮 ,立 即弹 出
确 认 窗 口 ,确 认 窗 口上 有 “ 确认”、 “ 取 消 ”两 个 按
钮 。点 击 “ 确 认 ”按 钮 后 , “ 运 行 ”按钮 随 即变 成绿 色, “ 准 备 ”按 钮 变 成 灰 色 , “ 停 止 ”按 钮 消 失 , 此
状 态 ” 。在 “ 运 行 ”按 钮 变 成 绿色 后 1 O 秒内 ( 主 电机 未 启动 ) ,如 果有 意 外 情 况 或 误 操 作 ,仍 可 立 即 按 下 “ 准 备 ”按 钮 和其 相 应 的 “ 确 认 ”按 钮 ,回 到 “ 准 备
状态 ” 。
传统的操作台旋转按钮操作,改为计算机 内 “ 软按钮”
横河C E NT U MC S 一 1 0 0 0 系统VB 、VC + + 功能在 氧压机组生产 中的应用
刘 明明 李献 平 李欢 乐
( 河北钢铁 集 团公 司邯 钢 气体 厂 ,河北 邯郸 0 5 6 0 0 1 )
摘 要 :为 了适应 氧压 机组 的具体 需要 ,文章针 对 充分 利用 了C E N T U M C S 一 1 0 0 0 系统 支持 M s —V i s u a 1 B a S i c 和M s —
CS3000在包钢焦化厂煤气净化部改造中的应用

CS3000在包钢焦化厂煤气净化部改造中的应用
白佃武;刑建军
【期刊名称】《包钢科技》
【年(卷),期】2011(037)003
【摘要】文章介绍了对包钢焦化厂煤气净化部二回收车间CS3000集散控制系统成功改造的情况.通过改造保证了CS3000长期稳定运行,节省大量备件及维护费用.避免非授权者非法操作,以此带来不必要经济损失,保证整个生产系统安全可靠运行.【总页数】4页(P53-55,58)
【作者】白佃武;刑建军
【作者单位】内蒙古包钢钢联股份有限公司焦化厂,内蒙古包头014010;内蒙古包钢钢联股份有限公司焦化厂,内蒙古包头014010
【正文语种】中文
【中图分类】TN876.3
【相关文献】
1.煤气净化助剂N71700在板材公司焦化厂煤气系统中的应用 [J], 张洪涛
2.微动力除尘装置在包钢焦化厂选煤部应用效果 [J], 徐海;王艳丽;封伟政
3.无水氨新工艺在酒钢焦化厂煤气净化脱氨中的应用 [J], 周黎琴
4.气浮除油在包钢焦化厂AS工艺中的应用与完善 [J], 蔡军兰
5.关于包钢稀土钢煤气净化部油库消防改造方案的探讨 [J], 陈伟鹏;袁利亨
因版权原因,仅展示原文概要,查看原文内容请购买。
焦炉煤气制甲醇纯氧转化炉及烧嘴特性数值模拟
焦炉煤气制甲醇纯氧转化炉及烧嘴特性数值模拟朱少伦;李占贤【摘要】运用Ansys软件对焦炉煤气制甲醇工艺中纯氧转化炉及其烧嘴进行数值模拟计算,研究氧蒸气流量对烧嘴性能及炉内气体成分的影响。
结果表明:合适的炉膛结构、烧嘴喷口结构及氧蒸气流量是保证燃烧器稳定燃烧且不损伤烧嘴及炉膛的重要条件,也是影响炉内气体成分的重要因素。
数值计算结果为烧嘴及炉膛的优化设计、改造提供了参考依据。
【期刊名称】《电子制作》【年(卷),期】2014(000)010【总页数】2页(P137-138)【关键词】转化炉;烧嘴;数值模拟;氧蒸气流量【作者】朱少伦;李占贤【作者单位】河北联合大学机械工程学院 063000; 唐山市特种设备监督检验所河北唐山 063000;河北联合大学机械工程学院 063000【正文语种】中文【关键词】转化炉;烧嘴;数值模拟;氧蒸气流量2013年我国新建焦炉43座,新增焦炭产量2660万吨,全年焦炭产量4.76亿吨,同比增长8.1%。
,随着在建以及拟建焦炉的逐步增多,产生的大量焦炉气除部分返回炼焦炉作为加热燃料,居民燃料外,大量焦炉气直接放空。
不仅浪费资源,而且严重污染环境。
然而焦炉气的主要成分为H2,CH4、CO、CO2等,正是合成甲醇所需的有效化学成分。
转化炉作为焦炉煤气制甲醇的主要反应器,其中烧嘴作为转化炉关键部件,决定了转化炉内的着火以及燃烧状态等,烧嘴的稳定运行是决定转化炉经济性和可靠性的主要因素。
纯氧催化部分氧化工艺相较于其他工艺来说具有吨甲醇焦炉气的消耗低、氧耗低、部分氧化时不会产生炭黑以及投资较省等优点,因而纯氧催化部分氧化工艺在焦炉气制甲醇中得到了广泛的应用。
良好的空气动力场是转化炉内稳定燃烧以及产品质量的决定性因素。
利用计算流体力学进行仿真模拟,可较为全面的了解炉内空气动力场及燃烧产物的成分,较之于实验成本低廉且精度可达到工业要求。
本文通过对采用纯氧部分氧化工艺20万吨/年甲醇纯氧转化炉烧嘴进行数值模拟研究,为转化炉及烧嘴运行与设计、改造提供参考依据。
CENTUMCS1000在离子烧项目中的应用讲解
CENTUM CS1000在离子烧项目中的应用一、引言在离子膜烧碱工程中,作为控制系统的二次仪表渐渐退出历史舞台,DCS系统以其优良的使用性能得到更为广范的应用。
现有离子膜烧碱生产厂家中有多个生产厂家的DCS在应用,但应用最多的为日本横河公司的μXL。
在去年六月份,横河公司已停止生产μXL系统,推出性能更为可靠、技术更加先进、价格更为合理的CENTUM CS1000 DCS系统来取代它。
在江苏北方氯碱集团有限公司1万吨/年离子膜烧碱节能改造项目中,CS1000 DCS系统得以应用,它以其卓越的性能价格比赢得工程技术人员的赞同。
徐州化工设计研究院和西仪集成技术有限公司密切合作、精心设计、认真施工,使该工程项目获得一次开车成功,用户给予DCS工程高度评价。
二、工艺简介离子膜制碱工艺是以离子膜的选择渗透性为基础的一种制碱方法,它节能降耗,生产出来的产品质量高等特点逐渐陶汰了隔膜法、金属阳极法的制碱工艺。
离子膜制碱生产主要包括盐水、电解和脱氯三大部分。
通过化学处理方法制备的一次精制盐水经过碳素管过滤器再次脱除盐水中所含的固体悬浮物,送入离子交换塔进一步脱除盐水中的多价阳离子制成二次精制盐水;电解工序也可划分如下三个部分:阳极液循环部分、阴极液循环部分、电解部分,阳极液循环将二次精制盐水加酸后连续不断送入电解槽用以保持电解盐水的浓度,同时将电解生产出来的氯气送到下游工序;阴极液循环将保持恒定浓度的成品碱送至贮槽,并将电解生产的H2送至下游工序;电解后的淡盐水送至脱氯工序脱除游离氯后送化盐工序。
离子膜法烧碱生产对工艺参数要求严格,例如:其要求二次盐水所含Ca2+、Mg2+离子的浓度为10-7以下,对氯气和氢气的纯度为99.98%以上,这严格的工艺指标也就对控制提出更高的要求。
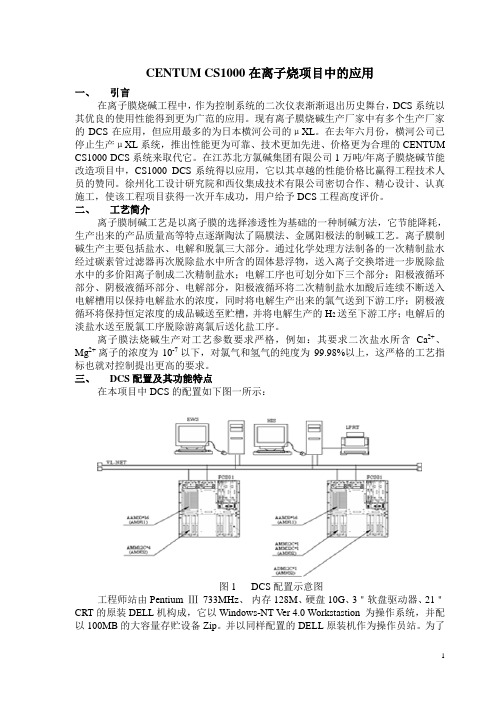
三、DCS配置及其功能特点在本项目中DCS的配置如下图一所示:图1 DCS配置示意图工程师站由Pentium Ⅲ733MHz、内存128M、硬盘10G、3"软盘驱动器、21"CRT的原装DELL机构成,它以Windows-NT Ver 4.0 Workstastion 为操作系统,并配以100MB的大容量存贮设备Zip。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C 10 S 00在 焦 炉 改 造 中的应 用
黄 彬 , 于小彦 , 李 韬
( 内蒙古新 联信 息产 业有 限公 司 , 内蒙古 包头 04 1) 100
摘
要: 叙述 了横河 C 10 S00系统在焦炉的应用 , 对其组成及控制做 了详尽 的介 绍。实际运行证明 , 序逻辑 控制正 顺
q i me trl omal u p n ul n r l 8 y. Ke r s:F y wo d CS;Co ig f n c kn m-a e;S q e c o to e u n e c nr l
采用 先进 的算法 实 现炼焦 过程 参数 ( 量 、 力 流 压
和温 度 ) 的检 测 自动 控 制 、 现 四 大 机 车 的精 确 定 实
常可靠 , 设备运转正 常。
关 键 词 :C ; 炉 ; 控 FS焦 顺
中圈分类号 :P7 . T23 1
文献标识码 : B
文章编号 : 0 —53 {06 0 —06 0 1 9 48 20 }1 00— 2 0
Appia in o 0 y t m n Co i g Fu n c l to fCSI 0 S se i k n r a e c O
维普资讯
第 3 2卷第 1 期
包
钢
科
技
V0 .2. o. 13 N 1 F bur ,O 6 e r ay 2 O
20 06年 2月
Si c ce e& Tcnl yo a ̄ I l G , )C ro tn n eho g f o uS e (  ̄ p opri o B e u ao
后 的生产 维护 提供 了可 靠 的保证 。本 次改 造 只是 实
收 稿 日期 :0 5 2 5 20 —1 —0
等 操作 。
作者简 介: 黄彬(92一) 女 , 17 , 辽宁省鞍 山市人 , 工程 师 , 主要从事工业 自动化编程 , 调试工作。
维普资讯
第1 期
C 10 焦 炉 改 造 中 的应 用 , 00在 S
6 1
以上 控制 是通过 F S组态在 控制 图( 图 3 示 ) C 如 所 中
使用 PD功 能块来实 现的 。 I
比值 调节 :
l
} l
’
I 1
1 网 P s
j酗
e?m ̄ sn s
j鄙
∞’
Ab tac tThsp p rd s rb hea p iain o 0 0 S se O h k n un c sr t i a e e c est p lc to fCS1 0 y tm H te Co ig f ra e.I nt d c si ealte c mp s・ i ti r u e n d ti h o o i o
t n a d c nrlo e s s m.T ep a t a p rt n p o e a e sq e c o ia o t l o k n n s eibe a d t - l n o t ft y t o o h e h r c c l e ai rv st t h e u n elgc l nr r s e a d i r l l n h e i o o h t c ow i f a e
年投 运 , 系统 的软件 功 能 、 开放 性 已不能 满 足 当今 炼
焦 自动 化的要 求 , 外 备件退 出市 场 已多年 , 临瘫 此 面
R M,硬盘 4 G) A 0 。主 要 完 成 生 产势 在必行 。 因此 , 系统 我们 采 新 用 日本横 河 的 C S一10 0 0集散 控制 系统 , 它是 焦炉 原
炉控 制系 统 于 18 9 6年 投 运 , 1 焦 控 制 系 统 于 19 92
其 中 :H S 14 I 13为 两 台 H I 作 站 I02 、H S 2 0 M 工
( E L D 30 微 机 , 配 置 为 P .C U 5 M D L X 6 4 2 6 P ,2 6
HU NG Bi A n, Y Xio— y h, L a U a a IT o
(ne n oaXni frai eho g o ,L : at 10 0 N i og o , h a) Inr g l i a I om tn Tcnl yC . t ,B o u 04 1 , e M ng l C i Mo i ln n o o d o n
1 系统 结 构 及 功 能
由 C 一10 成 的集 散 控制 系统 包 括 工 作 站 S 00组 ( I)现场 控制 站 ( C )和 网络三 部分 ( 图 I所 HS 、 F S、 如
示 ) 。
原 I 2 、 焦 炉 控 制 系 统 过 去 采 用 的 是 日本 横河 公
司的 Y WP K—MA KⅡ小 型集 散 控 制 系统 。2 E A R 焦
现 炼焦 的 自动 控制 , 由于 系 统 的开 放 性 又 为今 后 焦
炉 的综合 自动化奠 定 了基础 。
位、 炉号识别 、 自动 生 成 推 焦 和排 焦 计 划 、 自动 记 录
装煤 量是 当前 焦炉综 合 自动化 的发 展趋 势 。而煤 焦
过程 的基 础 自动化 又是 最主要 的 基础 。包 钢焦化 厂
系统 的升级 产 品 , 场 积累 了多 年的维 护经 验 , 以 现 为
显 示 、工 艺设 备 的操 作 和 参 数 的 调整 、历史 趋 势 、 故 障 报 警 记 录 、报 表 生 成 及 打 印 。 工 程 师 通 过
H S 14工 作 站完 成 项 目的 创 建 、修 改 、程序 下 装 I0 2
帖 fs i ) t