变规则模糊温度控制策略在中频感应焊后热处理中的应用
模糊控制在加热炉中的应用
( tma o e at n , awuSel o p, awuS a d n 2 10 , ia Auo t nD p rme tL i te u L i h n o g,7 1 4 Chn ) i Gr
【 s atF raepo n o s fh ytm drcya et teqai f te,uz ot leh ooyi anw cm ut ngs o ruh Abt c]unc rsadcn ess i t f csh u lyo elfzycnr c nlg s e o b so a w t og r ot e el f t s ot i l f h
tea ay i n o to oc mpe n h us une c n lg , ih i il nc ag fRo db o a olcin o a ao fcv le ar h n lssa d c nrlt o lme tt ep leb r rt h oo y whc smanyi h reo a y alc lc leto fg sc lr au . i_ e i i
The Ap i a i n o z y Co t o n H e tn r a e plc to fFu z n r l a i g Fu n c i
WANG Ni g g o W A G — a W AN J- o g Ⅱ ~u N Ye to G i h n
21 00年
第 F R T O CE C E H O O YI O MA I N N
O,  ̄电子O t Mi-
科技信息
模糊控制在加热炉中的应用
王 宁国 王业涛 王继红 ( 芜钢铁 集 团有 限公 司 自动化 部 山东 莱 芜 莱
【 摘
2 10 ) 7 1 4
模糊控制在主蒸汽温度控制系统中的应用

模糊控制在主蒸汽温度控制系统中的应用
1 基本概念
模糊控制是一种非线性控制技术,它在自动控制中应用非常广泛,尤其是用于系统模型较不明确、参数较不准确的系统控制中非常有用。
模糊控制是一种模糊数学建模的控制技术,它将系统变量之间的关系
建模为一个模糊规则,从而使得控制者能够以直观的形式表达专家知识,并有一定的自适应性和抗干扰性。
2 主蒸汽温度控制系统
主蒸汽温度控制系统包括主蒸汽温度流量检测器、蒸汽比例阀、
主蒸汽止回阀以及调节阀等主要组成部件,主要用于监控和控制物料
的温度,是保证工艺生产及物料质量的重要环节。
3 模糊控制在主蒸汽温度控制系统中的应用
由于主蒸汽温度控制系统的输出反应器在不同循环周期内都不断
变化,且其输出范围很广,有规律也有波动,因此,应用模糊控制技
术可以帮助控制器对低频振荡更有效地响应,进而提升蒸汽温度的控
制效果。
此外,在模糊控制系统中,当调节量过于大时,可采取分模
式或是调节压力来降低调节量,减少干扰。
同时,模糊控制也可以提
高调节器的抗外界干扰能力,使系统对大的输入扰动的反应均衡,使
控制精度大大提升。
4 结论
模糊控制在主蒸汽温度控制系统中的应用,可以帮助控制器更有效地响应低频振荡,并提升蒸汽温度的控制效果,同时,也可以提高系统的抗外界干扰能力,以达到更好的控制效果。
钢轨焊接工考试(试卷编号2121)
钢轨焊接工考试(试卷编号2121)1.[单选题]焊剂的配方主要应确定( )的含量。
A)铅B)碳C)锰D)铁钉头答案:D解析:2.[单选题]钢轨表面铁锈和氧化皮的主要成分各是( )。
A)氢氧化亚铁、氧化亚铁B)氢氧化铁、氧化铁C)氢氧化铁、四氧化三铁D)铁、氧化铁答案:C解析:3.[单选题]()是指闪光过程中钢轨烧损缩短的速度。
A)送进速度B)烧化速度C)接触压力D)预热电压答案:B解析:4.[单选题]钢轨除锈作业一定在( )完成.A)热处理后B)焊接中C)焊接前D)焊接后答案:C解析:5.[单选题]传动润滑油工作时的油温一般在( )℃之间变化。
A)0-60B)0-70C)10-80D)20-906.[单选题]1418.铝热焊用高温火柴的燃烧温度可达到( )℃以上。
A)300B)1000C)2000D)3000答案:B解析:7.[单选题]一台三相异步电动机,其铭牌上标明额定电压为220/380V,其接法应是()。
A)Y/△B)△/YC)△/△D)Y/Y答案:D解析:8.[单选题]钢轨闪光焊时,如果闪光流量过大,塑性金属流失过多易形成冷焊,使顶锻量减少,这样焊面可能出现( )缺陷。
A)错位B)过烧C)灰斑D)表面烧伤答案:C解析:9.[单选题]坚持服从大局,必须正确处理好()的关系。
A)集体利益与个人利益B)长远利益与眼前利益C)社会效益与企业利益D)社会效益与企业效益答案:B解析:10.[单选题]钢轨端部除锈机,钢轨顶面除锈后的除锈盲区面积不大于()mm2,钢轨底面除锈盲区不大于()mm2。
A)2000;6000B)200;600C)6000;2000D)2000;60011.[单选题]生产检验结果不合格,应进行()检验。
A)型式检验B)外观、探伤、落锤、断口C)外观、硬度、落锤、断口D)外观、探伤、落锤、静弯答案:A解析:12.[单选题]43 kg/m钢轨的构造轨缝为( )。
A)18mmB)17mmC)16mmD)15mm答案:A解析:13.[单选题]GAAS80型焊机变压器由于通过的电流很大,故应采用( )冷却。
自适应模糊PID在中频弯管机温度控制中的应用

*
收 稿 日期 :0 91 —O 20 23
作 者 简 介 : 宝成 (9 5) 男 , 谭 15 一 , 西安 工 业 大 学 教 授 , 要 研 究 方 向为 计 算 机 控 制 系 统 、 杂 控 制 系统 和 远 程 控 制 主 复
E malx i z ( 6 . o 3 - i at x ̄1 3 c n. : d
F g 1 S se s r c u e d a r m i . y t m t u t r ig a
图如图 1 示 , 所 下位 机 P C作为现 场 级控 制设 备 , L
用 于数 据采 集和控 制 ; 上位机 研华 工控 机利 用工 控
现场控 制层 由可 编 程 逻 辑 控 制 器 ( L ) 开 PC的 关 量模 块 、 模拟 量模 块 以及 中 间继 电器 、 电液 比例
2 加热 区温度测量方法
2 1 温度测 量仪器 的选择 .
由于 可观 测 到的加 热 区过 窄 以及灰 尘 和 大量 水蒸汽 的存在 给测温造成 很多 困难 , 弯管工 艺采 而
用 中频感应 做加热 源 , 这种 中频信 号对测 温的 电信
自适 应模 糊 P D 在 中频 弯 管 机 温 度控 制 中的应 用 I
谭 宝成 ,成 法 坤
( 西安工业大学 电子信息 工程 学院 , 西安 7 0 3 ) 10 2
摘
要 : 针 对 中频 弯管机在 温度控 制过 程 中测 量精 度 低 、 度 波动 范 围较 大 、 温 干扰 源 多等 问
第 3 O卷第 2 期
21 00年 O 4月
西
安
工
业
大
学
学
报
V0. O No 2 13 .
模糊控制在智能温度控制中的应用.

论文题目:模糊控制在智能温度控制系统中的应用摘要温度系统惯性大、滞后现象严重,难以建立精确的数学模型,给控制过程带来很大难题。
本文以电锅炉为研究对象,研究一种最佳的控制方案,以达到系统稳定、调节时间短且超调量小的性能指标。
将模糊控制的智能性与PID控制的通用性、可靠性相互结合,设计了一种参数自整定模糊PID控制器,采用模糊推理的方法实现PID参数的在线整定。
经仿真研究,参数自整定模糊PID控制效果达到了电锅炉温度控制系统的性能指标,是一种较为理想的智能性控制方案。
在分析电锅炉供暖系统对控制器要求的基础上,研制了单片机为核心部件的温度智能控制器,实现了温度的采集与控制、超限报警等各种功能。
在进行硬件电路设计的同时,也进行了相应软件设计,并将本文所提出的模糊PID算法引入到软件设计中,给出了主程序流程图、模糊PID算法工作流程图和温度采集流程图等。
关键词:电锅炉温度控制模糊PID控制控制算法仿真Fuzzy Control in Intelligent Temperature Control SystemABSTRACTFor the inertia and serious lag, it is difficult to establish accurate mathematical model and control the process of temperature system. This paper selects electric boiler as the research object in order to find an optimal control scheme to achieve system stability, short settling time and small overshoot performance. Integrate the intelligence of fuzzy control with the versatility and reliability of PID control on the basis of which I design a parameter self-tuning fuzzy PID controller using fuzzy reasoning method to accomplish online tuning PID parameters.Experimental results illustrate that the fuzzy PID parameters controller achieved the system performance index. The method of fuzzy PID control is a ideal method.In this thesis, basing on the request of the electric boiler heating system to the controller, a temperature controller of the electric boiler is designed, in which the8051 is used. Its performance include: temperature gathering, algorithm realization, warning, etc. The hardware circuit is designed and the corresponding procedure flow chart is also designed, such as main program flow chart, fuzzy PID working flow chart and temperature collection flow chart.Keywords: Electric Boiler Temperature Control Fuzzy PID Control Simulation目录1 绪论 (1)1.1选题的目的及意义 (1)1.2国内外温度控制研究现状 (1)2 系统模型及硬件电路设计 (2)2.1被控对象分析 (2)2.2电锅炉温度控制系统的模型 (3)2.3硬件设计 (3)2.3.1 硬件设计概述 (3)2.3.2 单片机的选择 (4)2.3.3 温度传感器DS18B20 (6)2.3.4 功率放大模块 (7)2.3.5 数据采集模块 (8)2.3.6 控制输出模块 (11)2.3.7 键盘输入模块 (11)2.3.8 报警显示模块 (12)2.3.9 可控硅控制模块 (13)3 算法的实现 (13)3.1PID控制研究 .................................................................... 错误!未定义书签。
基于变论域模糊PID算法的MOCVD温升控制

关键词 : MO C V D 系统 , 变论 域 , 模 s pa pe r i n t r odu c es t h e f u z z y c on t r ol me t h o d b as e d on v ar i ab l e u n i v er s e i dea , wh i c h i s u s ed i n t h e t e m pe r a t u r e co n - t r o l of MO CVD s y s t e m. Th i s co n t r ol l er i n cl u des t wo f u z z y co n t r ol l e r s , an d o n e i s u se d t o c on t r ol t h e u ni v er s e o f i n pu t s an d o u t pu t s, t h e o t h e r i s u s e d t o co n t r ol t h e t e m pe r a t u r e o f t h e wh ol e sy s t e m. By u s i n g t hi s me t h o d, t h e p er f o r man ce o f t h e s i mu— l a t i on s y s t em ha s i mpr o v ed.
基 于变 论 域 模 糊 P I D算 法 的 MOC V D 温升 控 制
基于变论域模糊 P I D算法的 MO C V D温升控制
T e mp e r a t u r e Co n t r o l o f MOCVD Ba s e d o n V a r i a b l e Un i v e r s e F u z z y — - PI D Al go r i t h m
变论域模糊控制在带钢卷取温度控制中的应用

o e o vnin m t rd tr n zyc nr . ers l f i ua o x e m nspo eta ti p o c i f h n e t a S i p e i o df z o t 1 T ut o m l i ep r e t rv t hs r e t s t c ol h c a u o h e s s tn i h j
应用到 s i mt h预估器 中, 较好地克服了常规模糊控制和传统的 s i 预估器控制所存在 的主要问题 , mt h 通过仿真实验分 析 , 控 该
制器调节时间短 、 响应快 , 且能有效消除纯滞后环节 所产生 的振荡 , 善常规 的 s i 改 mt h预估器 、 单独 的模糊 控制器 的控制 效
v r b e r go o t li p o o e n t i a e rs l ig t e e it g p o lm.T e c n rl rc n c ry o trg l— a i l e in c n r s rp s d i h sp p r o o vn h x s n rb e a o f i h o tol a a r u e a e u t n i h r t t a t e p n e a d C f c iey e i n t h s i a o n t b l y mp o et e c n r l e u t i n s o i wi f s o s , n a e e t l l o t me h s r n v mi ae t e o cl tr i sa i t ,i r v h o to s l l y i r
Te p r t r n o t i il m e a u e i H tsrp M l
模糊控制在金属热处理回火加热炉系统中的应用
F z yCo t I f t I aT e t n u n c u z n r Me a oOa He t r a me t F a e r
ZHANG i- a g X - n XI Jal n , l mi , NG n -h n Z i Ai Ge gs u , HENG n Ro g
维普资讯
自 化 术与 用 07 第2卷 期 动 技 应 20 年 6 第1 0
工 业 控 il 应 用 t与 i J
n sr dU tv Con r n toI d ADo ia i n a l to s c
模 糊 控 制在 金 属 热 处 理 回火 加 热 炉 系统 中 的应 用
象用 MATL AB进行了仿真 。结果表明 ,该系统控 制精度高 ,超调量 小,能达到很好的控制效果。
关键 词 : 模 糊 控 制 ;模糊 P D;加 热炉 。 I
中图分类号 :T 2 3 4 P 7 .
文献标识码 :B
文章编号 :10 — 2 1 0 71 — 0 0 3 0 3 7 4 ( 0 )0 0 4 0 2
张家 良 , 席爱 民 , 行 耿顺 , 郑 荣
( 西安建筑科技大学 ,陕西 西安 705) 105
摘 要 : 在普 通 模 糊控 制器 的 基 础 上提 出 r 。 新 型 的 模 糊 P D控 制 器 ,在 控 制 器 中 加入 了增 量 算法 与积 分 常 数 ,并 以加 热炉 为对 。・ 种 I
模糊控 制是 以模糊集理论 ,模糊语言变量和模糊逻辑推理
为基 础的一种智能控制方法 , 它从行为上模仿人 的模糊推理和决 策过程 。 该方法首先将操作人 员或专家经验编成模糊规则 , 然后
将来 自传感器 的实时信 号模糊化 , 将模糊化后的信 号作为模糊规
中频感应加热热处理
中频感应加热热处理中频感应加热热处理是一种常用的金属材料加热处理方法,它通过电磁感应原理,将电能转化为热能,使金属材料达到所需的加热温度,以改变其组织结构和性能。
本文将介绍中频感应加热热处理的原理、应用领域以及优缺点。
一、中频感应加热热处理的原理中频感应加热热处理是利用电磁感应原理实现的。
当金属材料置于交变电磁场中时,金属内部会产生涡流,并且随着时间的推移,涡流会产生热量。
这是因为交变电磁场的磁场变化会引发金属材料内部电流的变化,进而使金属材料发热。
中频感应加热热处理的关键是选择合适的频率和功率,以确保金属材料达到所需的加热温度。
二、中频感应加热热处理的应用领域中频感应加热热处理在工业领域有广泛的应用。
首先,它可以用于金属材料的淬火和回火处理。
通过控制加热温度和冷却速度,可以改变金属材料的组织结构,从而达到提高硬度和强度的目的。
其次,中频感应加热热处理还可以用于焊接、熔化和烧结金属材料。
通过控制加热时间和温度,可以实现材料的熔化、熔接和烧结。
此外,中频感应加热热处理还可以用于金属材料的退火和时效处理,以改善材料的延展性和耐腐蚀性。
三、中频感应加热热处理的优缺点中频感应加热热处理具有许多优点。
首先,加热速度快,效率高。
相比传统的加热方法,中频感应加热热处理可以显著缩短加热时间,提高生产效率。
其次,加热均匀,温度控制精准。
中频感应加热热处理可以实现对金属材料的局部加热,避免了整体加热时可能出现的温度不均匀问题。
此外,中频感应加热热处理对环境友好,无污染。
相比传统的加热方法,中频感应加热热处理不需要燃料,减少了废气和废水的排放。
然而,中频感应加热热处理也存在一些缺点。
首先,设备投资较高。
中频感应加热热处理需要专门的设备,投资成本较高。
其次,对材料的选择有一定限制。
由于中频感应加热热处理是通过电磁感应原理实现加热的,对材料的导电性有一定要求。
中频感应加热热处理是一种常用的金属材料加热处理方法,它通过电磁感应原理实现对金属材料的加热。
模糊控制在加热炉温控系统中的应用

图中, e 为实际偏差 ; a e 为偏 差比例因子, e c 为实 际偏差变化 ; a c 为偏差变化 比例 因子 ; u 为控制量 , a u 为控 制 比例 因子 。
5模糊 控 制算 法
模糊控制算法实 际是将操作者在控制过程 中的手动操作策略 变成计算机语句的集合 , 除了用模糊条件语句规则外 , 还可 以用模 糊控制状态来 表示 , 以图2 为例加 以说 明 : 其中, R 为系统设定值( 精确量) ; e 、 色分别为系统误差和误差变化 常由三个相对独立的控温 回路组成 , 每个 回路都配备显示调节和记 率( 精确量) ; 、 分别为反应系统误差与误差变换的语言变量的模糊 录基表 , 从而 形成 显示 、 记录和控 制与一 身的加热炉控温系统 。 集合 量) ; u 为模糊控制器输出的控制作用 , I . t 为系统输出( 精确量) 。 2传统 P I D 炉 温控 制 其控制规则 由模糊条件 语句 : 由于P I D 控制是 自动控制 中最早 的一种控制方式 , 对于大多数 i f i a n d E t h e n 过程都具有 良好的控 制效果; 并且P I D 算法原理简明, 理论分析体 系 描述 。 由此条件语 句决定 的模糊关 系 的计算方法如 下 完整且应用经验丰富 , 它的控制过程的动态特性大都具有高阶、 非线 豆 = ( 营 i x E) x 性、 大延迟及 时变等特性 , 因此传统P I D 在实 际中应用最广。 传统P I D 式中“ x ” 代表笛卡尔积 , 根据模糊 数学理论 , “ x ” 运算 的含义为 控制在广泛应用 的同时 , 其本身也一直 存在着重大问题 。 首先 , 传统 豆( e , 色, u ) = 【 i ( e ) ( 色) 】 ( u ) = m i n { mi n [ i . t i P I D自适应能力差 。 P I D 控制器的参数必须应用于一个 已知模型参数 ( e ) , I . t E( 杏) 】 , ( u ) } 的系统, 并且P I D 参数只能适用于某一单一的工况 , 而实际生产当中, V e ∈E , V 岳 ∈ C, V u∈U 很多生产过程都具有非线性, 因此单一的参数不能满足这种需求。 其 在计算 出每一条模糊条件语句决定的模糊关系之后 , 可得到总 次, 传统P I D 的参数只能为满足生产过程 中某一方面要求而设定 。 的 模 糊 关 系 为 R ~=R ~1 U 2 U…U n l= ma x [  ̄ l ( e , 吉, u ) , 2 ( e , e, u ) , …, m( e , 吉, u ) ] 模糊技术 的特长在于逻辑推理能力, 将模糊控制技术引入到神 经网络 , 可以大大拓宽其信息处理能力 。 模糊控制 不需要掌握精确 6温控 系统 组成 与 原理 的数学模型 , 过程的动态响应优于常规P I D 控制 , 对被控对象 的非 该系统主要完成温度显示 、 炉温控制、 数据采集 、 故 障检测和报 线性何时变性具有一定的适应能力 , 因此模糊控制理论的研 究与应 警等功能 , 由单片机输出通断率 控制信号 , 产生可控 硅过零触发脉 用在现代控 制领域 中具有重要 的地 位和意义 。 考虑到温度有 时变 冲完成控制过程 。 如 图3 所示 : 性、 非线性等不 良扰动因素 , 而常规 的P I D 调节 满足不 了这些要求 , 系统核心是模糊控制器 。 测温电路 采用 热电偶数据 采集 系统 。 因此 , 可将 温度控制器设计成模糊控制 。 采 集 到 的数 据 在 经 A/ D转 换 送 人 单 片机 , 通过模 糊控制算法计算 4模糊 控 制器 设计 控制量 , 输 出脉冲信号 , 从而对加热炉进行控 温。
高精度模糊PID控制器及其在温度控制中的应用

!, ", # 模糊控制规则表
误 -1 !. !. !/ !0 !1 1 -1 -0 -/ 差 1 !. !/ !0 !1 1 -1 -0 -/ -. ) !1 !/ !0 !1 1 -1 -0 -/ -. -. !0 !0 !1 1 -1 -0 -/ -. -. -. !/ !1 1 -1 -0 -/ -. -. -. -. !. 1 -1 -0 -/ -. -. -. -. -.
高精度模糊 012 控制器及其在温度控制中的应用 由于温度对象的脉冲响应都比较容易在线测取, 因此 !"# 算法能够设计成通用调节器。仿真和试用均获 得了满意的结果。
参考文献
$ ( 席裕庚 % 预测控制 % 北京: 国防工业出版社, $&&’ (!"#) : )*+,-./ ),!0,1- ) 2% !*304 -45*1/6,7/8 8*.61*4 9-:/8 6,0*106/;
图$ 常规混合型模糊控制器
常规 BCD 控 制器输 出是 将积分 器的 输 出 控 制 量 !" S #$ !%" 和 二维模 糊控 制器的 输 出 控 制 量 !& 相 叠
"
万方数据
($
《自动化仪表》 第 "& 卷第 ’ 期
"((" 年 ’ 月 , 其中 " , &, /} 0, 1, / 可以选得比常规模糊控制器小一 些。 误差变化率 * 、 控制量 + 和变积 " 确定误差 ) 、 分环节系统 ’( 的语言值词集分别为: { -., -/, -0, -1, , { , 1, !1, !0, !/, !.} -., -/, -0, -1, 1, !1, !0, !/, !.} { , { 选取适 -., -/, -0, -1, !1, !0, !/, !.} 1, !0, !/, !.} 当的隶属度函数。 (用规则表示法) 为了减 # 制定模糊控制规则 少控制规则的条数, 将对系统的控制划分为对输出误 差的控制和对变积分系数的控制这两部分, 在其下各 设置规则库 2 和规则库 ’, 由于对输出误差的控制高 于对变积分系数的控制, 所以对输出误差的定义的模 糊子集要多一些, 规则库 2 中设置的规则也相应多一 再在该 些, 设想首先在规则 2 控制下进行模糊控制, 基础上用规则库 ’ 控制向零点位置移动, 实现 !"# 控 制。在实际控制中, 这两组规则是同时交替使用的。 规则库 2: 控制系统的误差值尽可能小 借鉴常规模糊控制器设计经验, 得到语言控制规 其中一些 则表如表 & 所示。表中共有 3& 个控制规则, 规则可以合并, 但利用计算机进行推理计算, 这些规则 就没必要合并了。
模糊控制在主汽温控制系统中的应用
模糊控制在主汽温控制系统中的应用摘要:火电厂中主蒸汽温度过高或者过低均会危及安全生产,所以必须严格控制过热器出口蒸汽温度保持在额定范围,然而传统串级PID控制在处理大迟延被控对象上很难获得令人满意的控制效果。
为满足主蒸汽温度系统控制要求的快速性、稳定性、准确性和抗干扰性等,本文设计了一个PI并联通道的Fuzzy-PI 复合控制器并应用在600MW的主汽温串级控制系统中。
通过MATLAB仿真平台,采用传统串级PID控制和Fuzzy-PI复合模糊逻辑控制对被控对象分别进行仿真研究。
由仿真结果看出,本文所设计的主蒸汽温度模糊串级控制系统相对于传统串级PID控制系统表现更加稳定且控制性能更优,体现了模糊控制对主汽温串级控制系统具有较好的抗干扰能力,鲁棒性以及自适应性能。
关键词:主汽温;模糊控制;PID;串级控制0引言在火电机组控制中,主蒸汽温度的高低可直接影响锅炉安全稳定的运行,对能否使主蒸汽温度有效的进行控制使之安全的运行来说是很重要的。
但是,主汽温控制对象一般具有大迟延、大惯性的特点,其控制已经成为各个电厂生产过程控制系统中的一大难点。
至今为止在工业过程控制中大多采用常规PID控制[1],然而对于滞后较大的系统,常规PID控制达不到令人满意的控制效果,因此就必须采用先进、合适的控制策略。
而模糊控制是一种新型的先进智能控制算法,它通过模糊语言变量、模糊集合论、模糊逻辑推理以及模糊规则去模拟人类的模糊推理和决策,不需要预先得知被控对象的精确数学模型,设计简单,响应速度快,抗干扰能力强,鲁棒性好。
基于以上优点将其应用到600MW的主汽温串级控制系统中,利用MATLAB软件,分别用常规PID控制和本文所设计的模糊控制算法进行仿真比较,并提出自己的见解。
1模糊控制器的设计1.1模糊控制的基本原理模糊控制的核心是模糊控制器并由计算机程序来实现,可这样描述它的算法:计算机经中断采样获得被控量的精确值,再将其与给定值比较求得误差信号e,通常把e的精确量模糊化变成模糊量后作为模糊控制器的一个输入量,用相应地模糊语言值表示。
模糊控制在炉温控制中的应用

2.3. 模糊判决
通过模糊推理得到的结果是一个模糊集合或者隶属函数, 但在实际使 用中,特别是在模糊逻辑控制中,必须用一个确定的值才能去控制伺服机 构。 在推理得到的模糊集合中取一个相对最能代表这个模糊集合的单值的 过程就称作解模糊或模糊判决(Defuzzification)。模糊判决可以采用不同的 方法, 用不同的方法所得到的结果也是不同的。 理论上用重心法比较合理, 但是计算比较复杂,因而在实时性要求较高的系统不采用这种方法。最简 单的方法是最大隶属度方法, 这种方法取所有模糊集合或者隶属函数中隶 属度最大的那个值作为输出, 但是这种方法未考虑其他隶属度较小的值的 影响,代表性不好,所以它往往用于比较简单的系统。介于这两者之间的 还有几种平均法:如加权平均法、隶属度限幅元素平均法等。下面介绍各 种模糊判决方法,并以“水温适中”为例,说明不同方法的计算过程。 这里假设“水温适中”的隶属函数为 U(xi)={X: 0.0/0+0.0/10+0.33/20+0.67/30+1.0/40+1.0/50+0.75/60 +0.5/70 +0.25/80+0.0/90+0.0/100} (1)重心法 所谓重心法就是取模糊隶属函数曲线与横坐标轴围成面积的重心作 为代表点。 理论上应该计算输出范围内一系列连续点的重心,但实际上是计 算输出范围内整个采样点(即若干离散值)的重心。这样,在不花太多时间 的情况下,用足够小的取样间隔来提供所需要的精度,这是一种最好的折
1/9
模糊控制在炉温控制中的应用
人的经验是一系列含有语言变量值的条件语句和规则, 而模糊集合理 论能十分恰当地表达具有模糊性的语言变量和条件语句。因此,模糊集合 理论描述人的经验就有着得天独厚的长处。很明显,把人的经验用模糊条 件语句表示,然后,用模糊集合理论对语言变量定量化,在用模糊推理对 系统的实时输入状态进行处理,产生相应的控制决策。这无疑是一种新颖 的方法。这样就产生了模糊控制器。 模糊控制器对被控对象的控制采用的是人类的模糊控制意念。 这种模 糊控制意念是以模糊控制语句来描述的。在模糊控制语句中,含有人类对 环境的模糊检测和对被控对象的模糊命令。 这一系列意念就是模糊控制规则, 只不过是用模糊控制语句来表达而 已。这些模糊控制语句可以采用条件语句的形式化格式表示。用 t 表示环 境温度,分别用 SU、UH、SH、MH、BH 表示合适、微高、稍高、较高、 高;而用 v 表示电风扇转速,用 ST、LO、MI、FA、VF 分别表示停止、 低速、中速、较快速、快速,则可以以 if---then 格式表示如下 if t=BH then v=VF if t=MH then v=FA if t=SH then v=MI if t=UH then v=LO if t=SU then v=ST 在上述语句中,环境温度 t 所取的合适(SU)、微高(UH)、稍高(SH)、 较高(MH)、高(BH)是人对环境的模糊检测结果,所以都是模糊量;电风 扇的转速 v 所取的停止(ST)、低速(LO)、中速(MI)、较快(FA)、快速(VF) 是人对电风扇转动所给出的模糊命令,也是模糊量。
变论域模糊控制在间歇反应釜温度控制中的应用

41一、间歇反应釜温度控制系统简介间歇反应釜是进行间歇反应的重要场所,所谓间歇反应,不同于连续反应和离散生产能过程,它是分阶段的进行各种化学反应的过程。
反应釜内的间歇反应过程大致可以分为几个阶段:第一步:加热使釜内温度在60℃左右,反应釜内的原料在催化剂的作用下开始发生反应,过程伴随放热效应;第二步,停止加热,釜温冷却到75℃左右,反应釜内进行恒温恒压反应;第三步,随着反应时间的延长,反应釜内气压下降,反应釜内达到“干锅”状态,反应结束。
间歇反应釜的温度控制系统是整个间歇反应釜控制系统的核心环节,通过控制系统中的离心泵实现冷却水的循环,当系统检测出反应釜内的温度大于当下正在进行的反应阶段的温度时,其主要的降温方法就是,通过冷却水在循环水泵中的流量来带走反应釜内的多余的热量。
间歇反应釜温度控制系统设计的重点和难点在于,该控制系统内部的反应机理复杂,反应釜内热容积大,对其温度进行调节并不能快速响应有一定的滞后性,而且随着反应釜内反应的进行,釜内的各种传热物质的性质会发生变化,从而导致其传热系数也会变,且外界环境对其影响较大,有一定的非线性,故对该系统的设计不能用传统的控制理论进行设计。
二、模糊控制理论概述在设计控制系统时,有时会遇到系统的控制过程并不能用非常准确的数学语言描述的情况,也就说系统存在不清晰或者说是模糊的因素,这时用模糊控制理论就能很好的解决这种问题。
模糊控制策略相比于其他控制方法具有以下特点:(1)在设计控制系统的过程中,并不需要建立系统的数学模型,只需要根据相关经验掌握系统输入输出之间的大致关系即可。
(2)适用于经典控制理论不能解决的非线性、时变和滞后等问题的设计,且使用模糊控制策略能够使控制系统的鲁棒性增强;(3)不需要建立定量的系统各输入与输出之间的关系,只需要对系统进行定性分析就可以得到系统各输入与输出之间的关系,可以通过一系列规则语言制定;(4)对于同一个控制系统,可以同时对很多个性能指标进行分析,只需建立不同指标的模糊控制规则就可以得到各个性能指标的状态,通过控制各个性能指标的协调可以达到整体的协调控制;(5)模糊控制的控制效果比较好,能够得到令人满意的控制效果。
管道中频感应加热热处理的优点及应用

管道中频感应加热热处理的优点及应用摘要:我国目前广泛采用中频感应加热炉对钢材和有色金属材料进行加热和热处理,感应加热热处理炉在钢管尤其是石油钢管的调质热处理中得到了应用并不断发展。
近几年,中频感应热处理在电力建设施工现场中厚壁管道焊后热处理中也开始逐渐推广。
本文介绍了现场钢管的中频感应热处理的原理、工艺流程、设备、实施方案以及优势。
该热处理方式加热速度快,效率高;加热温度易于控制,设备损耗少;经该热处理得到的管道接头具有良好的力学性能和使用寿命。
关键词:电力建设;焊后热处理;中频感应中频感应加热炉在钢管尤其是石油钢管的调质热处理方面应用比较广泛。
近年来,为了提高施工质量,降低成本,减少投资,改善劳动条件,中频感应热处理在电力建设施工现场大径厚壁管道接头焊后热处理中也开始逐渐推广。
如在锅炉和汽机房过热、再热蒸汽管道和四大管道中P91/92材质焊接接头的焊后热处理中广泛使用。
一、中频感应加热的原理感应加热的基本原理:中频感应加热的原理与一般电气设备中产生的涡流及涡流引起的发热的原理基本相同,比如家中常见的电磁炉等电气设备基本采用涡流传导给物品加热,感应线圈与被加热物件不直接接触,能量通过电磁感应传递。
常规的远红外加热器是通过加热片对管道进行辐射热传导的,传递速度慢且热量损失严重。
而中频感应加热是利用感应线圈把交流电能传递给要加热的金属管道工件,然后电能在金属管道内部转变为热能,管件本身就是发热源。
有实验证明:电源频率越低,透热深度越深,内外壁温差越小,温度场越均匀。
感应线圈与中频电源之间的连接母线应注意散热,以防止过高的温度而破坏导线的绝缘。
二、中频感应热处理操作过程金属管道焊接热处理使用设备:型号RLPC-7200的中频远红外一体化热处理设备。
该中频热处理装置输入电源为380V三相五线制频率50HZ,中频电源输出频率为1000HZ~2000HZ并联谐振,最大输出总功率为400KW(远红外10×30KW+中频100KW),中频感应加热线圈采用截面≥100mm2 高温绝缘软铜线,绝缘电压大于交流750V 的电缆线,长度一般为30-60米,能基本满足目前火电厂基建和检修过程中对高合金钢大管径厚壁管的热处理需求。
高频感应炉在品质控制与质量改进中的应用策略

高频感应炉在品质控制与质量改进中的应用策略随着现代工业的发展,高频感应炉作为一种高效、节能、环保的加热设备,被广泛应用于金属材料热处理、铸造和焊接等工艺中。
高频感应炉的应用不仅提高了生产效率,同时也对产品品质的控制和质量改进起到了重要作用。
本文将从质量控制和质量改进两个方面,探讨高频感应炉在工业生产中的应用策略。
一、质量控制1. 工艺参数控制高频感应炉的工艺参数对于产品的加热温度、加热速度以及局部加热深度等方面都有着重要影响。
因此,在使用高频感应炉进行加热处理时,需要合理调整工艺参数,以实现对产品质量的有效控制。
比如,对于金属材料的热处理,需要根据材料的热处理要求来确定合适的加热温度和加热时间,以达到理想的组织结构和性能。
2. 温度监控与控制高频感应炉内部的温度监控与控制是质量控制的重要环节。
通过安装温度传感器等设备,实时监测金属材料的加热温度,可以及时调整工艺参数,以保证加热温度的稳定性和一致性。
同时,可以根据产品的热处理要求,设置温度控制系统,自动调节加热功率,进一步提高产品的加热质量。
3. 金属材料表面清洁高频感应炉内的金属材料加热过程中,表面可能会产生氧化皮、氧化层等污染物,对产品的质量产生不利影响。
因此,在加热前需要对金属材料进行适当的表面清洁。
常见的清洁方法包括机械清洗、酸洗、电解去污等,可以有效提高产品质量,减少次品率。
二、质量改进1. 工艺优化高频感应炉的工艺优化是实现质量改进的关键措施之一。
通过对工艺参数、材料选择等方面的优化,可以有效提高产品的质量稳定性和一致性。
比如,在不同的生产环境下,可以通过调整加热温度、加热时间等参数,优化加热工艺,以提高产品的抗拉强度、硬度等性能指标。
2. 金属材料成分控制高频感应炉在金属材料铸造中的应用较为广泛,对于提高产品的材料质量和组织结构有着显著的改进效果。
通过控制金属材料的成分,可以调整材料的硬度、延展性等物理性能,从而提高产品的质量和使用性能。
基于变论域模糊PID的金属热处理过程温度控制方法

基于变论域模糊PID的金属热处理过程温度控制方法
党丽
【期刊名称】《自动化技术与应用》
【年(卷),期】2024(43)1
【摘要】为高效且安全地提取金属合金内的可用材质并分析其性能,利用变论域模糊PID技术,实现对热处理过程的温度控制。
设定在金属规则状态不变的情况下,论域会随着偏差的缩减出现伸缩,即需要增添新的规则。
若偏差率能够支持模糊量化取整,控制器的伸缩因子可能会陷入无法取值的情况。
此时,通过二元函数分片双一次插值法计算伸缩因子,在临近分档之间填充新规则,确保伸缩因子取值的连续性。
然后,在模糊PID控制过程中加入变论域,依靠控制器实现对金属热处理过程温度的控制。
根据实验验证情况可知:该方法有效提高了控制效果,在应用该方法后,缩短了温度控制时间,在100s内就可以是加热温度到达拟定值。
【总页数】5页(P14-17)
【作者】党丽
【作者单位】陕西国防工业职业技术学院
【正文语种】中文
【中图分类】TP273;TG151.1
【相关文献】
1.基于变论域模糊PID的分解炉温度控制研究
2.基于变论域模糊PID的温度控制
3.基于变论域模糊PID的汽提塔温度控制方法
4.基于变论域模糊PID的PEMFC 温度控制
5.基于Smith变论域模糊自适应PID蒸发源温度控制
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
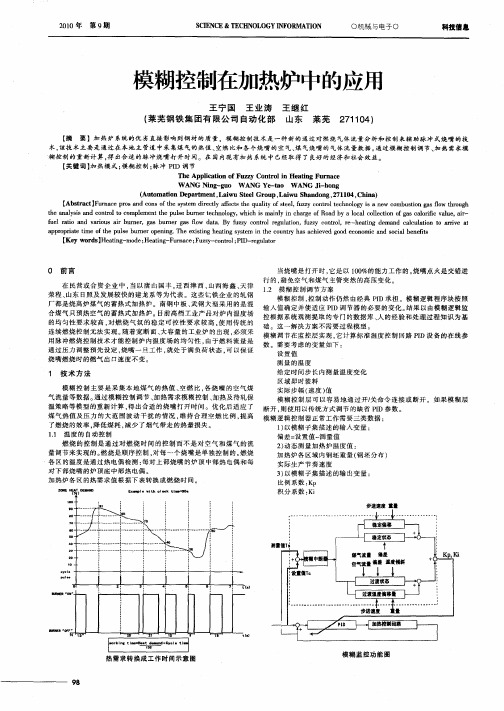
第40卷第2期2019年4月 青岛科技大学学报(自然科学版)Journal of Qingdao University of Science and Technology(Natural Science Edition)Vol.40No.2Apr.2019 文章编号:1672-6987(2019)02-0096-06;DOI:10.16351/j.1672-6987.2019.02.014变规则模糊温度控制策略在中频感应焊后热处理中的应用赵朋成,张 克(青岛科技大学机电工程学院,山东青岛266061)摘 要:对厚壁焊接压力容器焊后热处理工艺使用的中频电磁感应加热的温度控制算法进行研究,根据模糊控制原理和热处理要求的升温速度可控、保温温度稳定、降温速度可控,提出了变规则模糊温度控制策略并编写了控制程序。
为变规则模糊温度控制策略设计了两种判定规则,当温度偏差较大时,采用粗调模糊规则,实现温度以限定值进行升降温;当温度偏差较小时,采用精调模糊规则,得到较高的控制精度,利用此变规则模糊温度控制策略确保厚壁焊接压力容器在升降温时实现温度偏差在±1℃的范围内。
最后,利用这种控制策略对特定工件的电磁感应加热过程进行了测试。
实验结果表明采用此算法能够满足加热控制的相应要求。
关键词:中频电磁感应加热;温度控制算法;滞后非线性惯性体系;变规则模糊控制中图分类号:TP 273 文献标志码:A引用格式:赵朋成,张克.变规则模糊温度控制策略在中频感应焊后热处理中的应用[J].青岛科技大学学报(自然科学版),2019,40(2):96-101.ZHAO Pengcheng,ZHANG Ke.Application of variable fuzzy temperature control strategyin post-weld heat treatment by medium-frequency induction heating[J].Journal of QingdaoUniversity of Science and Technology(Natural Science Edition),2019,40(2):96-101.收稿日期:2018-07-19基金项目:山东省教育厅科研计划项目(J12LA16).作者简介:赵朋成(1972—),男,副教授.Application of Variable Fuzzy Temperature Control Strategy in Post-Weld HeatTreatment by Medium-Frequency Induction HeatingZHAO Pengcheng,ZHANG Ke(College of Electromechanical Engineering,Qingdao University of Science and Technology,Qingdao 266061,China)Abstract:Study on the temperature control algorithms of medium-frequency induction heat-ing applied in post weld heat treatment of thick-wall welded pressure vessels is carried out.According to the principle of fuzzy control and requirements of heat treatment of heatingspeed,temperature stability,controllable cooling rate,the variable rule fuzzy control strate-gy is employed and the corresponding control codes are programmed.Two kinds of controlrules are designed by using variable rule fuzzy control strategy.In the case of large tempera-ture deviation,the coarse fuzzy rule is established to achieve fast convergence.In the case ofsmall temperature deviation,the fine control rule is presented to obtain higher control accu-racy.The variable rule fuzzy control strategy ensures that the temperature deviation of thethick-wall welding pressure vessel is heated at range of±1℃.Finally,the induction heating 第2期 赵朋成等:变规则模糊温度控制策略在中频感应焊后热处理中的应用of a specific workpiece is performed by using this control strategy.Results show that varia-ble rule fuzzy control strategies are able to meet the corresponding requirements of the tem-perature control in such a hysteresis nonlinear inertial system.Key words:medium-frequency induction heating;temperature control strategy;hysteresisnonlinear inertial system;variable rule fuzzy control 中频感应加热由于其加热均匀、高效可控及易于实现机械化、自动化等特点,在厚壁焊接压力容器的热处理工艺中得到了广泛的应用[1-4]。
相对于常规焊接压力容器的加热需求,厚壁焊接压力容器焊接结构的焊前预热和焊后热处理工艺特别要求加热时容器的内外壁温度均匀,升降温速率可控、保温稳定。
然而中频感应加热是一个复杂的滞后非线性惯性体系[4],常规PID控制很难满足厚壁压力容器热处理工艺中温度控制的要求。
模糊控制在温度控制领域具有更好的表现。
模糊控制的优异性催生了很多复合温度控制方法,比如利用模糊控制动态调节PID的参数以此实现感应炉的温度控制[5]、利用Mamdani模糊推理规则控制输出功率[6]、通过变论域原理与模糊控制的结合实现感应加热的温度控制[7]、通过专家PID和模糊控制的复合应用实现对飞机座舱温度的控制[8]等。
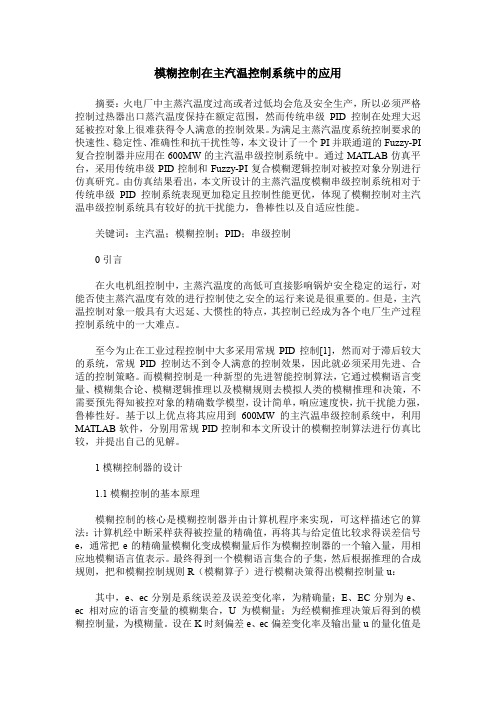
图1是厚壁焊接压力容器中频感应加热系统原理图。
图1中DSP通过控制IGBT的开关来控制输出功率,ARM控制整个系统的运行。
在温度控制系统中,ARM通过温度传感器采集被加热工件的温度,然后根据温度控制规则选择相应的功率值并把这个值送给DSP,DSP控制系统输出相应的功率。
温度控制规则在ARM中运行,DSP只负责功率的调节,这个方式降低了DSP的负担,并提高了系统运行的稳定性。
图1 中频电磁感应加热系统原理图Fig.1 Medium-frequency electromagnetic induction heating system 本工作针对厚壁焊接压力容器中频感应加热系统的特点提出了一种变规则模糊温度控制策略和算法,研究该控制策略和算法在厚壁焊接压力容器中频感应加热系统中的表现。
1 变规则模糊控制策略1.1 模糊控制原理模糊控制的基本原理是将设定值与实际输出值的偏差值e(t)和偏差变化率ec(t)这两个精确值模糊化为相应的模糊量E(t)和EC(t),将E(t)和EC(t)对照模糊规则找到一个适当的输出值U(t),将这个值转化为控制输出值并按照规则解模糊化为一个精确输出值u(t)[9]。
1.2 变规则模糊温度控制系统变规则模糊温度控制系统是在变规则模糊控制策略的基础上发展而来的,包含变规则模糊控制策略、温度测量系统和输出模块三部分,图2是变规则模糊温度控制系统流程图。
变规则模糊温度控制策略的设计思想是预先设定功率值为零,根据模糊规则逐渐增加功率,直至达到一个稳定的功率范围。
由于被加热工件的温度Ts(t)不是直接控制量,工件温度Ts(t)与输出功率Ps(t)并不是线性关系,所以在设计规则的时候要考虑ec(t)与u(t)对加热功率的影响,避免出现温度超调的现象。
其具体方法是:设定一个判定值G,当偏差|e(t)|≤G时,采用规则1进行粗调,实现系统的快速收敛,即加快系统的响应速度;当偏差|e(t)|<G时,采用规则2进行精调,降低系统的超调量,以期达到响应过程参量无超调。
G的选取与工艺要求有关,G表示热处理工艺的转变点。
79青岛科技大学学报(自然科学版)第40卷在图2中,Tt是工件目标温度;Ts(t)是被加热工件实际温度;U(t)是模糊功率值,u(t)是精确功率值,Ps(t)是电源输出功率值;e(t)是温度偏差,ec(t)是温度偏差变化率,这两项都是精确值,E(t)和EC(t)是相应的模糊值。
e(tn)和ec(tn)的表达式分别如式(1)和(2)所示。
e t()n=Tt-Ts(tn-1),(1)ec t()n=e(tn)-e(tn-1)tn-tn-()1。
(2)式(2)中tn-tn-1表示一个加热(采样)周期。
图2 变规则模糊温度控制程序流程图Fig.2 Program flowchart of the variable rulefuzzy temperature control system1.3 变规则模糊温度控制策略的设计当温度偏差|e(t)|≥G时,采用粗调模糊控制规则;当温度偏差|e(t)|<G时,采用精调模糊控制规则。
大型厚壁焊接压力容器的热处理工艺要求一般不超过750℃。
G可以根据加热工艺中的温度转变点或者根据升温速度要求进行设置,它们之间的关系如式(3)所示:G≥S·Tt-Tptt·(tn-tn-1),(S=2,3,…),(3)其中:S是系数,数值越大温度曲线越平滑,但会增大工件目标温度处的波动;Tp是工件初始温度;tt是工件升温时间,其值不大于热处理工艺时间;此处根据工艺要求和升温速度设定G=60℃。