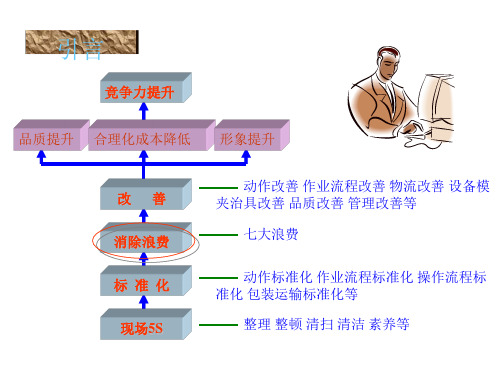
七大浪费与改善模板
七大浪费与改善
如何发现浪费?
寻找浪费的4M法
Machine(设备)
1、设备能力足够么 2、能按工艺要求加工么 3、是否正确润滑了 4、保养情况如何 5、是否经常出故障 6、是否精确 7、设备布置正确么 8、噪音如何 9、设备数量够么
10、运转是否正常
28
如何发现浪费?
寻找浪费的4M法
Material(材料)
7
浪费(MUDA)
即使认为是必要的 行动,但不能给 制品增加附加价值, 即视为浪费。
浪费 = 行动 +无效率的“工作”
8
面对浪费的态度
虽然是产生附加价值的作 业,但需要进一步改善
例:图解生产作业
消除不必要的作业 •发现浪费现象的人 •发现浪费现象是现场 管理监督人的工作
改善不产生附 加价值的作业, 使其作业时间 无限接近零
3. 使动作有效
人 的 工 动 具 作 的 道 具 化
1) 不能用手支撑材料和制品。 2) 要考虑使用适合操作的器具。
3) 在作业当中频繁更换使用两个以上的工具时,要制
造将其捆为一个的工具。
改善的流程
消除浪费的四个步骤
A C
P D
第四步:对结果不满 意返回到计划阶段, 或者如果结果满意 就对解决方案进行 标准化防止再发
改进的的着眼点不应该是检查,而是改进
不合格发生原因的发生源
定义:材料、加工、检查不合格等 因缺陷发生的报废、返工等浪费
21
一、生产过剩的浪费 回顾七大浪费
二、等待的浪费
三、搬运的浪费 四、加工及加工本身的浪费 五、动作的浪费 六、库存的浪费 七、不合格及返工的浪费
22
22
第八大浪费 管理的浪费
故称为浪费之“根”
企业生产的七大浪费【模板范本】

企业生产的七大浪费1.等待浪费等待并非加工过程,不能改变物料的形状、尺寸、性质和状态从而改变韧料的功能,所以等待不创造价值。
待工和待料是两种最常见的等待情形。
常见的等待现象有:物料供应或前工序能力不足造成待料,监视设备作业造成员工作业停顿,设备故障造成生产停滞,质量问题造成停工,型号切换造成生产停顿.造成等待的常见原因有:流水线能力不平衡,计划不合理,设备维护不到位,物料供应不及时等。
2.搬运浪费搬运也非加工过程,不能改变物料的形状、尺寸、性质和状态从而改变物料的功能,而且搬运过程中的放置、堆积、移动、整理等造成空间、时间、人力和工具等浪费,可谓费时费力费资源。
3.不良浪费美国零缺陷大师克劳斯比说:“任何事情没有一步做到位都会造成额外或本。
”质量不良也不例外。
常见的不良浪费有:材料损失,设备折旧,人工损失,能源损失,价格损失,订单损失,信誉损失等。
4.动作浪费多余的动作、不合适的动作增加员工作业强度、降低生产效率,因此也是一种浪费。
常见的浪费动作有:两手空闲,单手空闲,作业动作停止,动作幅度过大,左右手交换,步行多,转身角度大,移动中变换动作,未掌握作业技巧,伸背动作,弯腰动作,重复动作及不必要动作.5.加工浪费每提高一级加工精度将增加数倍甚至数十倍的费用。
过高的加工精度造成浪费,它付出了额外的成本,或造成了不必要的高质量.常见的加工浪费情形有:加工余量过大、过高的精度、不必要的加工等,其造成的浪费有:设备折旧、人工损失、辅助材料损失、能源消耗等。
6.库存浪费制造型企业通过物料的大进大出实现产品增值和资金流动,从而创造利润。
现场物流直接服务于这一重要的目的,所以,使现场物流有序、顺畅、高效,是现场改善的重要方面。
库存是一种等待状态,违背上述目标就造成额外成本。
’企业内常见的库存形态有:原材料、零部件、辅助材料库存,半成品、在制品库存、成品、在途品库存等库存将带来额外的搬运储存成本,造成空间浪费,占用资金及孳生的利息和可能的投资回报损失,还有可能使物料价值衰减造成呆料废料,造成先进先出作业困难。
七大浪费与改善对策

七大浪费与改善对策浪费是在资源利用过程中产生的不必要的浪费或损失。
在社会发展的过程中,浪费问题成为越来越突出的挑战。
以下是七大浪费及其改善对策。
1.物质浪费:物质浪费是指在生产、加工、运输和消费过程中,由于不合理的生产方式和自我约束不足而产生的资源浪费。
改善对策包括:-加强生产计划和管理,合理规划生产量,避免生产过剩。
-推广可持续发展的生产方式,提高资源利用效率。
-加强生产过程监控,减少废弃物的产生。
-发展循环经济模式,推广物品再利用和回收利用。
2.能源浪费:能源浪费是指在能源生产、传输、储存和利用过程中浪费能源资源的现象。
改善对策包括:-推广能源高效利用技术和设备,降低能源消耗。
-加强能源行业监管,提高能源利用效率,避免能源浪费。
-鼓励使用清洁能源,减少对化石能源的依赖。
-提高能源意识,倡导低碳生活方式。
3.时间浪费:时间浪费是指在日常生活和工作中,由于不合理的时间安排和自我管理不善而导致的时间浪费。
改善对策包括:-制定合理的时间计划,合理安排工作和休息时间。
-提高时间管理能力,学会设定优先级,避免优先级低的任务占用过多时间。
-减少社交媒体和电子设备的使用时间,避免分散注意力和产生干扰。
-培养良好的时间观念,珍惜时间,合理利用每一分每一秒。
4.知识浪费:知识浪费是指在学习、研究和传播知识的过程中,由于不进行有效利用和传承而产生的知识资源浪费。
改善对策包括:-建立知识共享平台,促进知识的交流和共享。
-加强知识产权保护,保护创新成果。
-发展教育和培训机构,提高人才培养质量。
-培养创新意识和实践能力,将知识转化为创造性的成果。
5.人力资源浪费:人力资源浪费是指在人力资源管理和运用过程中,由于不合理的组织结构和人员配置而造成的人力资源的浪费。
改善对策包括:-优化组织结构,合理配置人力资源。
-实行科学的人才选拔机制,提高人员素质和能力。
-加强人力资源培训和发展,提高人员的工作适应能力和综合素质。
-建立激励机制,激发人力资源的积极性和创造性。
七大浪费消除方法
全额百分比 70%-75% 15%-25% 10%以下
1、 不良修正浪费的改善方法 标准化作业 全面品质管理(TQC) 品管统计手法(SQC) 品管圈(QCC) 异常管理(质量管理看板) 定位置停止方式(Andon) 首件检查 自 亻动化应用(jidoka) 防呆法
2、 加工过剩的浪费 1、 常见加工浪费 品质过剩 检查过剩 加工过剩 设计过剩 2、 消除加工浪费的方法 能否去除件 能否改善材料的回收率 能否改变生产方法 能否把检验省略 供应商是否适当 是否确实了解客户的需求 3、 制造过多浪费的消除方法 1、 合理计划 计算机信息集成控制 准确掌控不良率 制定宽放标准和计划校正机制 缩短交付周期(CT/批量) 2.合理管控 生产线平衡 制定单次传送量标准 一个流作业 4、 等待浪费
消除方法
1、 cell生产 2、 线平衡 3、 人机作业分离 4、 全员生产性维护(TPM) 5、 快速切换(SMED) 5、 消除库存浪费的方法 1、 ABC分类管理法
类别
品种比分比
A
5%-15%
B
15%-40%
C
40%以上
2、 JIT生产方式 3、 控制在库全额 4、 定期盘点 5、 库存警示法 6、 搬运浪费消除方法 1、 全球化布局 SLP 2、 搬运手段合法化 Conveyor AGA(Antomation Guided vehicle) 定量搬运和定时搬运 集中配料和集中包装
七大改善方案

(4)运用甲上专案辅导团队驻厂持续改善作业
专案改善负责人
林秀雄资深顾问师
专案改善团队成员
(5)林品媛顾问师(4)徐建峰顾问师(7)周笑寒顾问师
(6)李联伟顾问师(5)易永剑顾问师(8)邓江太顾问师
(3)张大成顾问师(6)周智勇顾问师(9)蔡键顾问师
达成专案改善目标绩效
(4)标准化不彻底
(5)未检验材料
加工的浪费
专案改善方案
(1)工程设计的适正化
(2)重新检讨作业内容
(3)治具的改善与自动化
(4)彻底的标准作业
(5)VA/VE的推进
甲上专案辅导团队建议方案
(1)运用直交表参数设计技术与田口方法实战技术
(2)运用TRIZ创新技术与39项工程参数解析法
(3)运用TRIZ创新技术与40项发明原则解题技巧
库存的浪费原因
(1)库存乃是当然之事的意议型态
(2)设备布置不良
(3)批量生产
(4)产生浊流
(5)预先生产
(6)迷惑生产
库存的浪费
专案改善方案
(1)库存的意议改革
(2)U字型设备配置
(3)平准化生产
(4)生产的整流化
(5)彻底实施看板措施
(6)换模十分钟内完成
甲上专案辅导团队
建议方案
(1)运用直交表参数设计技术与田口方法实战技术
2005年月日
第六大浪费
动作的浪费专案改善方案(六)
动作的浪费说明
不需要的动作,没有附加价值的动作,快慢不定的动作等。
动作的浪费内容
(1)增加人员、工时
(2)技能隐蔽化
(3)作业不安定
(4)不需要的动作
七大浪费识别与原因分析、改善对策总结

七大浪费识别与原因分析、改善对策总结浪费的定义:一切不创造价值的活动,换言之:不能够提高附加价值的部分。
1、最大的浪费:生产过剩的浪费生产过剩的表现形式“过量生产MUDA”会产生新的MUDA(二次的MUDA)①材料、部品被提前吞吃;②电、空气等能源的浪費;③货架与箱子的增加;④搬运者、运输的增加;⑤会把等待的浪费隐藏起来,掩盖稼动率不足的问题;⑥使先进先出的工作产生困难;⑦会造成库存空间的浪费;⑧ LEAD-TIME变长(在库增加)。
到销售为止的时间变长(转换为钱的速度减慢即现金流减缓)生产过剩的发生原因过量生产的MUDA是所有MUDA产生的原因:①对于机械故障、不良等的安心保证;②错误的稼动率向上、外观的能率向上;③生产线停线是罪恶的想法;④作业员太多(没有按照TACT-TIME进行生产);⑤业务订单预测有误;⑥生产计划与统计错误。
解决对策①顾客为中心的弹性生产系统;②单件流生产线;③看板管理的贯彻;④快速换线换模;⑤少人化的作业方式;⑥均衡化生产。
注意点①设备余力并非一定是埋没成本;②生产能力过剩时,应尽量先考虑减少作业人员,但并非辞退人员,而是更合理、更有效率地应用人员。
2、最恶的浪费:库存的浪费库存浪费的表现形式①不良品存在库房内待修;②设备能力不足所造成的安全库存;③换线时间太长造成每次大批量生产的浪费;④采购过多的物料变成库存。
造成二次浪费:①产生不必要的搬运、堆积、放置、找寻、防护处理等浪费的动作;②使先进先出的作业困难;③损失利息及管理费用;④物品之使用价值会减低,变成呆滞品;⑤占用厂房、造成多余的工作场所、仓库建设投资的浪费;⑥造成无形的浪费。
隐藏的问题点①没有管理的紧张感;②设备能力及人员需求误判;③对场地需求的误判;④产品品质变差的可能性;⑤容易出现呆滞物料。
库存浪费的发生原因①视库存为当然;②设备配置不当或设备能力差;③大批量生产,重视稼动时间;④物流混乱,呆滞物品未及时处理;⑤提早生产;⑥无计划生产;⑦客户需求信息未了解清楚。
七大浪费与改善对策
改善对策
大批量生产 过剩人员 设备 不断制造的体系 设备配置不良 大批量生产 先行生产 设备配置不良 大批量生产 活性指数低 在下流的检查体系 即使发生不良,不易发觉的体系 标准化 标准作业的欠缺 设计图 作业内容的检讨不足 使用状态的把握不足 不必要的工程卻认为必要 计书不良 设备配置差 能力的不平衡 教育训练低 标准化欠缺 动作原则不彻底
浪费与内容
1.制造过多的浪费* 在不必要时制造过多的物品 2.库存的浪费* 材料 配件等成为停滞 3.搬运的浪费* 物品的移动 重堆
保* 由于修理的劳务费 不良品的材料费
劳务费
5.加工本身的浪费* 在认为最佳,正在做的事情之中,含有浪费的状态 6.等待的浪费* 材料等待等,即使想进行工作,也无法如愿的状 态, 也含监视作业 7.动作的浪费* 不必要的移动 无附加价值的移动 延误的移动
七大浪费与改善方法
•相似的混用 •因异物进入要洗涤
•经费增加 •生产减少
•利息的 浪费 •管理的 浪费
•不必要, • 增加
过盈,长期再库等没有利益的利息
•利息增加
•再库有必要进行 物的,人的资源管理 •随时了解再库,清扫,整理整顿实施
•经费增加 •人件费增加
•改善,迟延
•因再库过多看不到问题 • 产品不良,设备故障,纳期延误,交换时间 • 等的问题隐藏 所以改善活动进展不好
•➢原因 •“库存是理所应当”的错误 • 意识 •设备布局不好 •批量性生产 • 先行生产
•学习 • Ⅰ.浪费
•3. 5MQS的 浪费
•2)搬运的 浪费(移动)
•搬运是作业时有必要. 但是搬运本身不产生附加价值所以是浪费.
•● 浪费的 例
•※ 为什么需要搬运? • - 因有仓库,所以堆积。 • - 绕隔断走。 • - 布局 不好 • - 工程间Lot生产。 •☞ 出现什么问题? • - 需要搬运工及运输设备。 • - 作业中因搬运作业需要等待 • - 磕伤,划伤 发生. • - 浪费场所。
•[思考]『库存是冰山.』☞后工程接收方式
•学习 • Ⅰ.浪费
•3. 5MQS的 浪费
•1)库存的 浪费(过多的码放)
•区 分
•现 状
•备 注
•场所的 浪费
•工厂越来越狭窄. •真正重要的物品没地方放
•经费增加 •生产减少
•保管用具 浪费
•货价,柜子过多使用 •木盘,搬运用具过多使用
•经费增加
•异物/混入 浪费
•区 分 •● 浪费是没有帮助的, 没有利益的
•材料费
•为了模具的预热进行试生产. •因不良从新购买部品. •扔Scrap.
七大浪费及改善七大步骤

七大浪费及改善七大步骤随着生活水平的提高,人们的消费水平也越来越高。
然而,随之而来的是资源的浪费和环境的破坏。
在日常生活中,我们可能会犯下七大浪费,这些浪费不仅影响我们的生活质量,也会对环境造成不良影响。
接下来,本文将介绍七大浪费及改善七大步骤。
一、能源浪费能源浪费是指在生活和工作中,对能源的不合理使用和浪费。
比如,开着空调却打开窗户、长时间使用电脑等。
这些行为不仅浪费能源,也会增加能源成本,对环境造成不良影响。
改善步骤:采用节能环保的家电、合理使用空调、注意用电安全等。
二、食物浪费食物浪费是指在生活中对食物的不合理使用和浪费。
比如,买了很多食物但不吃或者吃不完、过期食品等。
这些行为不仅浪费食物,也会增加浪费成本,对环境造成不良影响。
改善步骤:合理规划食物的购买和使用、注意食品保质期、剩余食物能够捐赠等。
三、水资源浪费水资源浪费是指在生活和工作中对水的不合理使用和浪费。
比如,洗衣服时不注意节水、洗澡时间过长等。
这些行为不仅浪费水资源,也会增加水资源成本,对环境造成不良影响。
改善步骤:合理使用水资源、注意节水、修复漏水等。
四、纸张浪费纸张浪费是指在生活和工作中对纸张的不合理使用和浪费。
比如,打印太多不必要的文件、写字时习惯浪费纸张等。
这些行为不仅浪费纸张,也会增加浪费成本,对环境造成不良影响。
改善步骤:合理使用纸张、尽量使用电子文档、回收废纸等。
五、塑料浪费塑料浪费是指在生活和工作中对塑料制品的不合理使用和浪费。
比如,购物时使用过多的塑料袋、习惯使用一次性塑料餐具等。
这些行为不仅浪费塑料资源,也会增加浪费成本,对环境造成不良影响。
改善步骤:使用环保袋、减少使用一次性塑料餐具、回收废弃塑料等。
六、时间浪费时间浪费是指在生活和工作中对时间的不合理使用和浪费。
比如,习惯拖延时间、没有合理规划时间等。
这些行为不仅浪费时间,也会增加浪费成本,对生活和工作造成不良影响。
改善步骤:合理规划时间、养成良好的时间管理习惯等。
七大浪费终稿

危害: 大批量提前生 产,产生库存 的浪费。
危害: 大批量提前生 产,产生库存 的浪费。
危害:
危害:难以判断员工作业是否饱满、 物料转运是否及时等问题。
危害:掩盖问题,不能及时发现不合格品。 更改图纸 等 被动
危害:
如何改善和消除生产过剩的浪费
生产过剩浪费改善着眼点:
危害:掩盖问题,不能及时发现不合格品。 更改图纸 等 被动
危害: 如何改善和消除生产过剩的浪费 1)工序与工序之间的生产过剩; 2)车间与车间之间的生产过剩; 3)库存过剩。
七大浪费的识别与改善
一、什么是生产过剩的浪费 二、生产过剩产生的原因 三、生产过剩浪费的案例 四、如何改善和消除生产过剩的浪 费
1、什么是生产过剩的浪费
生产出多余需求的产品,
叫生产过剩。 多下的工件
1.1、什么是生产过剩的浪费
生产出多余需求的产品, 叫生产过剩。 多下的工件
危害:
危害:掩盖问题,不Байду номын сангаас及时发现不合格品。 更改图纸 等 被动
七种浪费-改善行动清单
浪费五、工序浪费
改善前
改善后
说明: 改善前:不易焊接,打磨机打磨后才可使用; 改善后:要求供应商改善了来料品质,同时调高烙铁温度, 取消了此工序。
三、产线平衡表
四、活动感言
通过此次的培训活动,使我们对单件流又有了新的 认识,具体表现在以下几点: 1.我们学会了怎样去测量、发现问题进而平衡产线
谢谢大家!
浪费二、工序浪费
改善前
改善后
说明: 改善前:DVD听音与测曲线之间有专人点甲苯; 改善后:改善内圈结构,取消此工位,减少一人。
浪费三、动作浪费
改善前
改善后
说明: 改善前:焊锡区锡工艺浪费
改善前
改善后
说明: 改善前:需用钻床对耳壳进行加工; 改善后:取消了钻床加工,直接上线。
耳机部七大浪费改善(二) 及产线平衡报告
耳机改善小组
目录
一、七大浪费问题点清单 二、改善前后图片对比 三、产线平衡表 四、活动感言
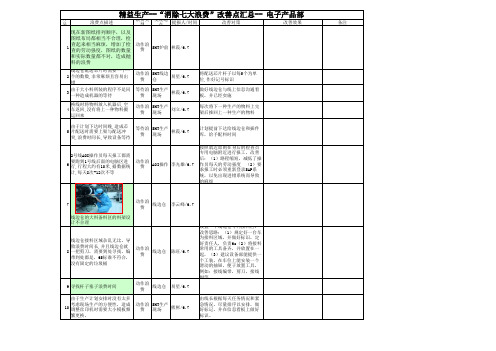
一、七大浪费问题点清单
本次活动共查出问题点:40个,已改善16个.
浪费一、动作浪费
改善前
改善后
说明: 改善前:取放都是单手作业; 改善后:左手取,右手放,减少作业时间3S。
企业经营管理优秀实践案例如何消除七大浪费改进版
Ⅳ;生产动作研究
动作经济原则共二十二项并归纳为下列三大类
1;关于人体之运用: 2;关于操作场所布置: 3;关于工具设备:
1 关于人体之运用:
1双手应同时开始并同时完成其动作 2除规定时间外;双手不应同时空闲 3双臂的动作应对称;同一方向并同时作业 4手的动作幅度最小并且能得到满意结 果最为妥当
5物体的动量应尽可能利用;但如需用手制止时;应尽可能 用最小的力
3关于工具设备:
17尽量解除手的工作;而以夹具或足踏工具代替 18可能时;应将两种工具合并为之 19工具物料应尽可能预放在工作位置 20手指分别工作时;其各个负荷按照其本能;予以分
配 21手柄的设计;应尽可能使比手的接触面积增大 22机器上杠杆;十字杠及手轮之位置;应能使工作者
极少变动其姿势;且能利用机械的最大能力
对策:
•工程设计适正化 •作业内容的修正 •治具改善及自动化 •标准作业的贯彻 •VA/VE的推进 •设计FMEA的确实推进
注意:
•了解同行的技术发展 •公司各部门对于改善的共同 参与及持续不断的改善
5 库存的浪费
不良所造成的库存;半成品所造成的 库存;制造过多所造成的库存
材料 零件 组合件等物品的停滞状态;包 括库存及在制品
问题点: •窗框线原先19人标时65pcs/hr;为 什么13人标时变为30pcs/hr •滑道为何不开二班生产
着眼点
•停止生产 换班杜绝生产过多 •减少加班 •少人化 •保持生产节奏与效率;杜绝等 待浪费
2 等待的浪费
双手均未抓到及摸到东西的时间
材料 作业 搬运 检查之所有等待;以及宽放和监视作业
三现:
现场 现物 现状
三现五原则
五原则:
1 A 发生状况 现象 申诉内容 发生次数 5W2H处置内容
消除7大浪费改善点统计表模板
错
3
由于大小料所装的程序不是同 一种造成机器的等待
动作浪 费
SMT线边 仓
易星/6.7
等待浪 费
SMT生产 现场
林霞/6.7
将配送芯片杆子以每5个为单 位,作好记号标识
做好线边仓与线上信息沟通看 板,并已经实施
换线时将物料放入机器后,空 4 车返回,没有将上一种物料搬
运回来
动作浪 费
SMT生产 现场
由于生产计划安排时没有太多
10
考虑现场生产的方便性,造成 调整丝印机时需要大小模板频
繁更换,
动作浪 费
SMT生产 现场
熊彬/6.7
2七大浪费及去除

用大锤子轻点钉
工 具
①
动作经济的原则
动作经济的原则是指 为了增加有用的工作,关于减少疲劳人力有效利用的经验法则. 所以把大部分的动作经济的原则说成是理论的研究或者科学调查的结果,不如说成是在作业场工作的人的经验和数十年 积累下来的「生活的智慧」. 动作经济的原则严格来讲,说成适应所有作业场,不如说成是按照各作业现场的不同情况,可以追加新的原则.
自己电脑 文件整理
打印文件
不只是1种Process.
自己电脑 文件整理 电子邮件
4) 依据5W1H的改善
眞因经常隐藏是必然的. 为了了解真因,采取根本措施,要反复研究 “为什么发生那种问题?” 中的 『为什么 ?』. 实际上在做2回程度的时候,就会认为是制约条件的情况会很多,所以需要 不懈的探究.
林业家 制材商 家具商 50 70 100 220 (总产出) - - - - 0 50 70 120 = = = = 50 20 30 100
(中间消费)
(附加价值之和)
2) 对原价的 新思考
原价由顾客希望的价格(贩卖价)减去必要利润来决定. 为了以此制造原价生产制品,需要依据彻底去除浪费的原价节俭. 贩卖价不是由企业来制定,而是在市场条件下,由顾客来决定的. 况且, 贩卖价每年在下降. 所以 只要企业存续,原价节俭就要继续.
增加的部分
材料 步行10步 的一个例
以机械的配置交换COST DOWN
根据DIE CAST部品的 WEIGHT LESS化, 节减重量
⑦ 积材 Less :是否致力于积压?
去除材料积压, 移动.
⑧ Air Cut Less :是否减少空气?
在减材料开始时, 时间有无不必要的?
<改善后>
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hale Waihona Puke 习Ⅰ.浪费1. 浪费的 定义
8
1)定义
没有帮助的
没有利益的
没有附加值的
浪费因人和看的角度而不同。 为了让所有人 同样的看到浪费
所以 进一步认识浪费是什么,提高
发现浪费(问题发现)的能力。
Unbalance (Unnecessary) 不 浪費 均 型 無理 標準/目標
散布
(Irrationality)
经 费 劳务费 材料费 10% 8% 62% ’01年 ’02年 ’03年 ▶每年 贩卖价下降10%. ▶劳务费(人件费)升2%. ▶原资材费上升. ▶在中国生产所有产品. ▶世界上与价格最低产品竞争
‘00 实际
FCDC – 浪费与 改善
学习
制造原价的 浪费
7
做产品时包含真正必要的原价也有不必要的原价…这就是浪费.
- 作业量的差异
- 人的余裕 - 突发的品质事故 - 只做自己作业就行的想法 ☞ 出现什么样的问题? - 得做延长作业。 - 人件费上升。 - 作业者之间产生不满。 - 过多的制作。
[思考]『设备虽然闲置但人不闲置』☞单人的追求
FCDC – 浪费与 改善
学习
Ⅰ.浪费
3. 5MQS的 浪费
20
3)等待的 浪费-原因与改善方向
管理浪费(Management)
资料的浪费 会议的浪费 管理的浪费 通讯的浪费 收据的浪费 遵守安全( Safety )
作业方法浪费(Method) Lot的浪费 库存的浪费 搬运的浪费 拿、放的浪费 困难工序的浪费
质量浪费(Quality) 做出不良品的浪费 维修不良品的浪费 犯错误的浪费 检查的浪费 质量管理的浪费
1
FCDC
监督者力量向上课程
FCDC – 浪费与 改善
生产性向上与合理化
1) 生产性向上与合理化
2) 5S与 3定
3) 浪费与改善
4) 现场作业指标
消耗时间 : 140分钟
Intro
模块介绍
2
学习 目标`
1. 可以说明 7种浪费的 定义与 原因. 2. 可以区分 浪费的 种类 及 改善方向.
FCDC – 浪费与 改善
防止灾害,事故 灾害事故是浪费以前的浪费 所有解除浪费是安全第一
FCDC – 浪费与 改善
问答
人的,物的 浪费
12
下面区分浪费是 人的浪费, 物的浪费.
( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) 等待时间长 擅自离开座位 设计变更过多 作业者能力与工作不均衡 作业Balance不佳 没有图纸的情况下进行加工 不合理的事强行 设备点检不彻底 不合理的工作硬要执行 作业训练不充分 作业方法不知道 作业标准改正过慢 不清楚工厂的纪律 作业环境恶劣 作业间信息传达不通畅 缺少测量仪器 参加没有效果的会议 慢性加班过多 同样的事故反复出现 没有工作欲望 事故不及时向工厂反映
4M ▶ 8M + 2E
•MAN •MAN+MACHINE+MATERIAL •MAN+MACHINE+MATERIAL
•MAN
•MAN •MATERIAL •MAN+MATERIAL
6.过盈生产的 浪费 (过多的生产)
7.做不良的 浪费 (出作业不良)
FCDC – 浪费与 改善
学习
Ⅰ.浪费
3. 5MQS的 浪费
说明:
资材,作业, 搬运,检 查等的全部等待和检 查作业。
内容:
人,作业,时间,机械的 浪费提供,再库的增 大。
等待的 浪费
对策:
标准化生产 产品别放置 防止失误装置 自动化 Cycle内准备交换
原因:
设备放置的弊端, 全工程的trouble, 能力的 Un balance 大Lot生产
FCDC – 浪费与 改善
Intro
模块介绍
step
by
3
step
学习目录
Ⅰ. 浪费 1. 浪费的 定义 2. 浪费的 种类
3. 5MQS的 浪费
Ⅱ. 改善 1. 浪费改善的 顺序
2. 浪费 查找方法
3. 改善的 思想 4. 浪费改善的 姿态 5. 改善的 实行
FCDC – 浪费与 改善
学习
企业经营与原价
4
企业是 把产品卖给顾客 通过利润持续发展
[思考]『库存是冰山.』☞后工程接收方式
FCDC – 浪费与 改善
学习
Ⅰ.浪费
3. 5MQS的 浪费
15
1)库存的 浪费(过多的码放) 区 分 现 状 备
经费增加 生产减少 经费增加 经费增加 生产减少
注
场所的 浪费 保管用具 浪费
•工厂越来越狭窄. •真正重要的物品没地方放 •货价,柜子过多使用 •木盘,搬运用具过多使用 •相似的混用 •因异物进入要洗涤
11
人力浪费(Man) 物资浪费(Material) 没有的浪费 库存的浪费 搬运的浪费 拿、放的浪费 等待的浪费 困难工序的浪费 步行浪费 寻找浪费 工序动作浪费 看不见的浪费 设备浪费(Machine) 大型机械的浪费 法定机械的浪费 传送带的浪费 空气加工的浪费 故障的浪费 机械等待的浪费
对策
U字型布局 流动生产方式 多技能化、站着作业
原因
工厂布局不好 LOT生产 单技能 坐着作业 活性度低
Suit方式运用
FCDC – 浪费与 改善
学习
Ⅰ.浪费
3. 5MQS的 浪费
19
3)等待的 浪费(等待作业) 在很多种工程上发生,因没有作业的Work而等待
● 浪费的 例
※ 为什么出现等待? - 熟练工与非熟练工的差异
FCDC – 浪费与 改善
问答
人的,物的 浪费
13
下面区分浪费是 人的浪费, 物的浪费.
( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( 人的 人的 物的 人的 物的 人的 人的 人的 人的 人的 物的 物的 人的 人的 人的 物的 人的 人的 物的 人的 物的 ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) 等待时间长 擅自离开座位 设计变更过多 作业者能力与工作不均衡 作业Balance不佳 没有图纸的情况下进行加工 不合理的事强行 设备点检不彻底 不合理的工作硬要执行 作业训练不充分 作业方法不知道 作业标准改正过慢 不清楚工厂的纪律 作业环境恶劣 作业间信息传达不通畅 缺少测量仪器 参加没有效果的会议 慢性加班过多 同样的事故反复出现 没有工作欲望 事故不及时向工厂反映
FCDC – 浪费与 改善
• 复位作业
• 调整作业 • 去除毛刺 • 修正作业 • 喷 除锈剂
• 油空压 空回转
• 切削机 空转 • 监视作业 • 拧紧 螺丝
学习
Ⅰ.浪费
2. 浪费的 种类
10
优秀的工厂也有生产的浪费. 要想去除浪费首先会分浪费
7大 浪费
1. 库存的 浪费 (过多的存放) 2.搬运的 浪费 (移动) 3.等待的 浪费 (等待作业) 4.制造(加工)自身的 浪费 (做不必要的事) 5.动作的 浪费 ( 动)
[思考]『现在所做的是最坏的』☞对工作本身的检讨
FCDC – 浪费与 改善
学习
Ⅰ.浪费
3. 5MQS的 浪费
22
4)加工的 浪费-原因与改善方向
区
分
● 浪费是没有帮助的, 没有利益的 •为了模具的预热进行试生产. •因不良从新购买部品. •扔Scrap. •随便使用Tape. •不必要的区域开着灯. •因水龙头故障漏水. •因制作不良加班. •因过多的生产 为了码放而劳累. •部分人乱扔,部分人认真清扫.
材料费
经
费
人件费
FCDC – 浪费与 改善
( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( ( (
) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) ) )
紧缺材料到达不及时 材料取集困难 作业Error多 设计图面过于复杂 不遵守计划日程 不检查材料 作业没有进行改善 检查作业不充分 作业Error发现不及时 作业没有标准化 动力系统故障过多 设备故障过多 监督者不严厉 修理设备不够精细 没有具备手工具 测量仪器精度不达标 搬运方法没有计划性 作业指示不明确 缺少熟练工 受伤者过多 没有安全装置
FCDC – 浪费与 改善
学习
Ⅰ.浪费
3. 5MQS的 浪费
14
1)库存的 浪费(过多的码放) 生产工厂发生库存.虽然有资产价值但资金的流通性不好. 所以是浪费
● 浪费的 例
※ 为什么出现库存的浪费? - 库存必须得有。 - 先行作业 - 剩余空间多。 - 因换型 没办法. - 没有设备故障时事前制作。 ☞ 出现什么样的问题? - 需要场所。 - 需要仓库管理人员。 - 利息压力是很大的要因。 - 因环境因素废弃长期库存。 - 需要电算化管理。
原因
“库存是理所应当”的错误 意识 设备布局不好 批量性生产 先行生产
FCDC – 浪费与 改善
学习
Ⅰ.浪费
3. 5MQS的 浪费
17
2)搬运的 浪费(移动) 搬运是作业时有必要. 但是搬运本身不产生附加价值所以是浪费.
● 浪费的 例
※ 为什么需要搬运? - 因有仓库,所以堆积。 - 绕隔断走。 - 布局 不好 - 工程间Lot生产。 ☞ 出现什么问题? - 需要搬运工及运输设备。 - 作业中因搬运作业需要等待 - 磕伤,划伤 发生. - 浪费场所。
改善,迟延
FCDC – 浪费与 改善