SAE AMS 2402H-01
赛米控丹佛斯电子 SEMiX302GB12E4s 数据表

SEMiX ®2sTrench IGBT ModulesSEMiX302GB12E4sFeatures•Homogeneous Si•Trench = Trenchgate technology •V CE(sat) with positive temperature coefficient•High short circuit capability •UL recognized, file no. E63532Typical Applications*•AC inverter drives •UPS•Electronic WeldingRemarks•Case temperature limited to T C =125°C max.•Product reliability results are valid for T j =150°C•Dynamic values apply to thefollowing combination of resistors: R Gon,main = 0,5 Ω R Goff,main = 0,5 Ω R G,X = 2,2 Ω R E,X = 0,5 ΩAbsolute Maximum Ratings SymbolConditions Values UnitIGBT V CES T j =25°C 1200V I C T j =175°CT c =25°C 463A T c =80°C356A I Cnom 300A I CRMI CRM = 3xI Cnom 900A V GES -20...20V t psc V CC =800V V GE ≤ 20V V CES ≤ 1200VT j =150°C10µs T j-40...175°C Inverse diode I F T j =175°CT c =25°C 356A T c =80°C 266A I Fnom300A I FRM I FRM = 3xI Fnom900A I FSM t p =10ms, sin 180°, T j =25°C1620A T j -40 (175)°C Module I t(RMS)T terminal =80°C600A T stg -40...125°C V isolAC sinus 50Hz, t =1min4000VCharacteristics SymbolConditions min.typ.max.UnitIGBT V CE(sat)I C =300A V GE =15V chiplevel T j =25°C 1.8 2.05V T j =150°C 2.2 2.4V V CE0chiplevel T j =25°C 0.80.9V T j =150°C 0.70.8V r CE V GE =15V chiplevel T j =25°C 3.3 3.8m ΩT j =150°C5.0 5.3m ΩV GE(th)V GE =V CE , I C =12mA55.86.5V I CES V GE =0V V CE =1200V T j =25°C 4.0mA T j =150°C mA C ies V CE =25V V GE =0Vf =1MHz 18.6nF C oes f =1MHz 1.16nF C res f =1MHz1.02nF Q G V GE =- 8 V...+ 15 V 1700nC R Gint T j =25°C2.50Ωt d(on)V CC =600V I C =300A V GE =±15V R G on =1.9ΩR G off =1.9Ωdi/dt on =5000A/µs di/dt off =2800A/µs T j =150°C 282ns t r T j =150°C 60ns E on T j =150°C 30mJ t d(off)T j =150°C 564ns t f T j =150°C 117ns E off T j =150°C 44mJ R th(j-c)per IGBT0.096K/WCharacteristicsSymbol Conditions min.typ.max.UnitInverse diodeV F = V EC I F=300AV GE=0Vchiplevel T j=25°C 2.1 2.46V T j=150°C 2.1 2.4VV F0chiplevel T j=25°C 1.1 1.3 1.5V T j=150°C0.70.9 1.1Vr Fchiplevel T j=25°C 2.2 2.8 3.2mΩT j=150°C 3.3 3.9 4.3mΩI RRM I F=300Adi/dt off=4300A/µsV GE=-15VV CC=600V T j=150°C230AQ rr T j=150°C50µC E rr T j=150°C19mJ R th(j-c)per diode0.17K/W ModuleL CE18nHR CC'+EE'res., terminal-chip T C=25°C0.7mΩT C=125°C1mΩR th(c-s)per module0.045K/W M s to heat sink (M5)35Nm M t to terminals (M6) 2.55NmNm w250g Temperature SensorR100T c=100°C (R25=5 kΩ)493 ± 5%ΩB100/125R(T)=R100exp[B100/125(1/T-1/T100)]; T[K];3550±2%KSEMiX® 2sTrench IGBT Modules SEMiX302GB12E4sFeatures•Homogeneous Si•Trench = Trenchgate technology•V CE(sat) with positive temperature coefficient•High short circuit capability•UL recognized, file no. E63532Typical Applications*•AC inverter drives•UPS•Electronic WeldingRemarks•Case temperature limited to T C=125°C max.•Product reliability results are valid for T j=150°C•Dynamic values apply to thefollowing combination of resistors:R Gon,main = 0,5 ΩR Goff,main = 0,5 ΩR G,X = 2,2 ΩR E,X = 0,5 ΩFig. 1: Typ. output characteristic, inclusive R CC'+ EE'Fig. 2: Rated current vs. temperature I C = f (T C )Fig. 3: Typ. turn-on /-off energy = f (I C )Fig. 4: Typ. turn-on /-off energy = f (R G )Fig. 5: Typ. transfer characteristic Fig. 6: Typ. gate charge characteristicFig. 7: Typ. switching times vs. I C Fig. 8: Typ. switching times vs. gate resistor R GFig. 9: Typ. transient thermal impedance Fig. 10: Typ. CAL diode forward charact., incl. R CC'+ EE'Fig. 11: Typ. CAL diode peak reverse recovery current Fig. 12: Typ. CAL diode recovery chargeThis is an electrostatic discharge sensitive device (ESDS), international standard IEC 60747-1, Chapter IX* The specifications of our components may not be considered as an assurance of component characteristics. Components have to be tested for the respective application. Adjustments may be necessary. The use of SEMIKRON products in life support appliances and systems is subject to prior specification and written approval by SEMIKRON. We therefore strongly recommend prior consultation of our staff.。
中文SAE AMS 2432C-2007

航空材料规范AMS 2432C发行: 1 , 1990 修订: 9, 2007 替换 AMS 2432B喷丸,计算机监控基本原理该修订版的发布属于SAE五年审核过程的一部分1.范围1.1 目的本规范建立了零部件表面的计算机监控喷丸技术的相关要求。
1.2 应用本程序常用于提供一种方法,即通过对工件进行反复喷丸处理来满足材料部件的设计要求,但并不局限这样的应用。
1.3用于强度验证的阿尔门测试条位置、喷丸加工位置、丸料类型、大小和喷丸强度应当由审核组织规定。
当这些参数没有标明时,其必须依照本规范的 3.2.8规定建立,并依照3.7的要求作为过程参数列出。
1.4 流程,如翻滚喷丸、浆体喷丸、喷丸成型及矫直、阻止晶间腐蚀的喷丸、形成表面织构的喷丸均被认可,但他们的相关要求不包含在本规范中。
2. 引用文献下列文件在购买订单日期开始即有效,它们是本规范的一部分,在此特别说明。
下列相关文献为该规范的一部分。
除非相关文件被指定,供应商才可以依照后续的修订版文件操作。
当被指定的参考文件被取消且没有指定替代的文件时,该文件的最后版本应该被采用。
2.1 SAE 出版物SAE International,400 Commonwealth Drive, Warrendale, PA 15096-0001, Tel 887-606-7323(美国国内或加拿大) 或者 724-776-4970(其他地区),网址:www. .AMS 2431 喷丸丸料SAE J442 测试试片,夹具以及喷丸强度测量器2.2 ASTM 出版物ASTM, 100 Barr Harbor Drive, West Conshocken, PA 15428-2959 or ASTM E18 金属材料的 Rockwell 硬度以及Rockwell 表面硬度。
2.3 ISO 出版物American National Standards Institute, 25 West 43rd Street, New York, NY 10036-8002, Tel: 212-642-4900, ISO 10012-1 测量设备的质量保证要求-1 测量设备的计量确认系统3. 技术要求3.1 综述3.1.1 指定的喷丸区域工件所有表面都必须经过喷丸,除非下列情况其内表面喷丸可不做要求(1)孔洞直径或者宽度小于3.18 mm;(2)盲孔、凹槽的直径或宽度小于13 mm,且深度超过了其尺寸或者宽度。
SAE AMS 2301-2001- 中文
端要首先磁化检验,较大的台阶要分别单独磁化并检验直到所有的台阶都检验完。如果
板状的用的是长薄片(如 3.1.3.5),只检验长薄片的两个面
3.2.1 清洁度标准主要要检验非金属夹杂物(见 8.3),除了样品制作过程中造成的裂缝重叠
等缺陷外,其余的裂纹等缺陷会被拒收
3.2.2 磁粉探伤检验要做记录,记录填写后,买方可要求查看
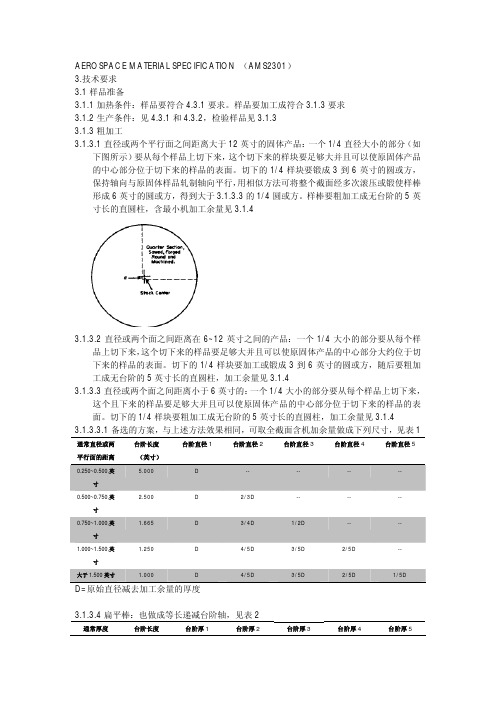
3.1.3.2 直径或两个面之间距离在 6~12 英寸之间的产品:一个 1/4 大小的部分要从每个样 品上切下来,这个切下来的样品要足够大并且可以使原固体产品的中心部分大约位于切
下来的样品的表面。切下的 1/4 样块要加工或锻成 3 到 6 英寸的圆或方,随后要粗加 工成无台阶的 5 英寸长的直圆柱,加工余量见 3.1.4 3.1.3.3 直径或两个面之间距离小于 6 英寸的:一个 1/4 大小的部分要从每个样品上切下来, 这个且下来的样品要足够大并且可以使原固体产品的中心部分位于切下来的样品的表
T
T=原始通常减去加工余量的厚度
--
--
--
--
2/3T
--
--
--
3/4T
1/2T
1/4T
--
4/5T
3/5T
2/5T
1/5T
3.1.3.5 厚板或平板:要加工一个直圆柱或矩形,或者锻造后加工,样棒要从滚压的平行方 向取,要位于板宽的中心到边缘的中部,大约 5 英寸长,不大于 4 英寸直径或厚度。
含碳量(%)
频次等级
小于 0.25
0.37
大于等于 0.25
0.34
严重性等级 0.28 0.25
3.4.1.2 板类的符合表 8 频次等级(同一 热处理) 0.80
艾默生ES2402变频器调试指导书

ES2402变频器调试指导书1、1、编码器连接(海德汉ECN1313)2、操作器操作说明面板操作说明键盘包括:导航键、一个模式键M、三个控制键(含红色复位键)四维导航键用于控制参数结构并更改参数值。
模式键用于切换各种显示模式,如察看参数,编辑参数、状态。
若选用键盘模式,可用三个控制键控制变频器。
红色停止键可以用于变频器复位。
如果你第一次使用变频器时(单独变频器时,当变频器已安装柜内且到现场后,请不要随便按此操作),变频器恢复出厂值方法:方法是=1233(欧洲标准),然后按红色复位键改变控制模式方法:将=1253(欧洲标准),按红色复位键,然后从OPEN LP更改到SERVO。
按复位键(红色)显示所有菜单方法:=L2,按M键,将=1000,按红色复位键保存软件版本查询:改变模式并恢复出厂值(菜单15到20除外):=1255,按红色复位键3、自学习步骤一、自学习前准备工作:1、使主机脱离负载。
2、通过短接线路的方法,使变频器输出接触器和抱闸打开,同步主机保证封星短接线已经断开,(如3、果满足检修条件,可以不用短接线路,直接按检修上行或下行信号控制器会输出变频器输出接触器,方向及使能信号、抱闸信号)4、设定参数=SERO(闭环伺服)控制模式。
5、确定在变频器的扩展模块槽2上插入编码器分频卡(UniversalEncoder Plus),变频器的扩展模块槽见说明书。
设定参数=06、在连接编码器前最好检查一下参数(变频器提供给编码器的电源电压),出厂缺省值=5V。
预防该参数修改后损坏编码器。
7、连接编码器,把编码器的接口连到变频器的15针编码器的输入口上(而不是PG卡的15针插口),并固定。
8、把参数调到菜单(速度反馈),人为的正、反转动主机同时监控一下菜单界面,是否有正、反速度反馈,若没有的情况下请检修编码器的接线是否正确。
二、开始自学习1、在确认完第一步并没有故障前提下,开始准备进行自学习。
2、确认以下问题a、未给出变频器使能信号(端子31);b、再次确认编码器参数:⑴编码器类型根据实际情况设定;⑵编码器电压根据实际情况设定;⑶编码器每转脉冲数根据实际情况设定;c、再次确认电机铭牌额定值:⑴电机额定电流根据实际情况设定;⑵电机额定电压根据实际情况设定;⑶电机极数根据实际情况设定。
AMS2401

SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2007 SAE InternationalAll rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)AMS 2401H AEROSPACE MATERIALSPECIFICATIONIssued 1963-07 Revised 2007-11 Superseding AMS 2401GPlating, CadmiumLow Hydrogen Content DepositRATIONALE AMS 2401H results from a Five Year Review and update of this specification.NOTICEORDERING INFORMATION: The following information shall be provided to the plating processor by the purchaser.1) Purchase order shall specify not less than the following:• AMS 2401H•Plating thickness desired (see 3.4.1) •Basis metal to be plated •Tensile strength or hardness of the basis metal •Pre-plate stress relief to be performed by plating processor (time and temperature) if different from 3.1.2 •Special features, geometry or processing present on parts that requires special attention by the plating processor •Hydrogen embrittlement relief to be performed by plating processor (parameters or reference document) if different from 3.4.4 •Minimum thickness on internal surfaces, if required (see 3.4.1.4.1) • Quantity of pieces to be plated2) Parts manufacturing operations such as heat treating, forming, joining and media finishing can affect the condition of the substrate for plating, or if performed after plating, could adversely affect the plated part. The sequencing of these types of operations should be specified by the cognizant engineering organization or purchaser and is not controlled by this specification.--``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---1. SCOPE1.1 PurposeThis specification covers the engineering requirements for cadmium deposited on ferrous metals.1.2 ApplicationThis process has been used typically to provide corrosion resistance to steel parts heat treated to tensile strengths of 180 ksi (1240 MPa) and higher and used at temperatures not higher than 450 °F (232 °C).1.3 Safety-Hazardous MaterialsWhile the materials, methods, applications, and processes described or referenced in this specification may involve the use of hazardous materials, this specification does not address the hazards which may be involved in such use. It is the sole responsibility of the user to ensure familiarity with the safe and proper use of any hazardous materials and to take necessary precautionary measures to ensure the health and safety of all personnel involved.1.4 WarningThis document includes cadmium as a plating material. The use of cadmium has been restricted and/or banned for use in many countries due to environmental and health concerns. The user should consult with local officials on applicable health and environmental regulations regarding its use.2. APPLICABLE DOCUMENTSThe issue of the following documents in effect on the date of the purchase order forms a part of this specification to the extent specified herein. The supplier may work to a subsequent revision of a document unless a specific document issue is specified. When the referenced document has been cancelled and no superseding document has been specified, the last published issue of that document shall apply.2.1 SAE PublicationsAvailable from SAE International, 400 Commonwealth Drive, Warrendale, PA 15096-0001, Tel: 877-606-7323 (inside USA and Canada) or 724-776-4970 (outside USA), .AMS 2759/1 Heat Treatment of Carbon, Low-Alloy Steel PartsAMS 2759/9 Hydrogen Embrittlement Relief (Baking) of Steel PartsAS2390 Chemical Process Test Specimen Material2.2 ASTM PublicationsAvailable from ASTM International, 100 Barr Harbor Drive, P.O. Box C700, West Conshohocken, PA 19428-2959, Tel: 610-832-9585, .ASTM B 117 Operating Salt Spray (Fog) Testing ApparatusASTM B 487 Measurement of Metal and Oxide Coating Thicknesses by Microscopical Examination of a Cross SectionASTM B 499 Measurement of Coating Thicknesses by the Magnetic Method; Nonmagnetic Coatings on Magnetic Basis MetalsASTM B 504 Measurement of Thickness of Metallic Coatings by the Coulometric MethodASTM B 567 Method for Measurement of Coating Thickness by the Beta Backscatter MethodASTM B 568 Measurement of Coating Thickness by X-Ray SpectrometryASTM B 571 Adhesion of Metallic CoatingsASTM B 748 Measurement of Thickness of Metallic Coatings by Measurement of Cross Section with a Scanning Electron MicroscopeASTM E 8 Tension Testing of Metallic Materials--``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---ASTM E 292 Conducting Time-for-Rupture Notch Tension Tests of MaterialsASTM F 519 Mechanical Hydrogen Embrittlement Evaluation of Plating Processes and Service Environments3. TECHNICAL REQUIREMENTS3.1 Preparation3.1.1 Parts shall be within drawing dimension limits before plating, except as specified in 3.1.1.1.3.1.1.1 In lieu of the requirement of 3.1.1 and unless otherwise specified on the drawing, all engine and propeller utilityparts having part numbers with the prefix MS or AS and required to be plated in accordance with this specification shall be made to such dimensions that parts will be within drawing limits after plating. Undercutting before plating shall not be permitted unless specifically authorized by specifications referenced on the applicable drawing.3.1.2 Steel parts having hardness higher than 36 HRC and which have been machined or ground after heat treatmentshall be cleaned to remove surface contamination and stress-relieved before preparation for plating.Temperatures to which parts are heated shall be such that maximum stress relief is obtained without reducing hardness of parts below drawing limits, but, unless otherwise specified, the stress relief shall be not less than 275 °F (135 °C) for five hours for parts 55 HRC or higher and not less than 375 °F (191 °C) for four hours for other parts.3.1.3 Residual compressive stress-inducing operations, such as shot peening, shall follow stress-relieving.3.1.4 The plating shall be applied over a surface free from water breaks. The cleaning procedure shall not producepitting or intergranular attack of the basis metal and shall preserve dimensional requirements. See 8.6.3.1.5 Except for barrel plating, electrical contact points shall be as follows. For parts which are to be plated all over,locations shall be acceptable to purchaser. For parts which are not to be plated all over, locations shall be in areas on which plating is not required.3.1.6 Aluminum alloys shall be zincate treated in accordance with ASTM B 253 or other method acceptable to thecognizant engineering organization prior to plating.3.2 Procedure3.2.1 Parts shall be plated by electrodeposition of cadmium from a suitable cadmium plating solution without brightenersdirectly on the basis metal without a prior flash of other metal, such as copper or nickel, except in the case of parts --``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---fabricated from corrosion-resistant steel or similarly passive alloys on which a preliminary flash of nickel or other suitable metal is permissible.3.2.2 Spotting-in and double plating are prohibited.3.3 Hydrogen Embrittlement Relief TreatmentAfter rinsing, steel parts shall be immersed in hot water at a temperature not lower than 180 °F (82 °C) for 15 to 20 minutes followed by treatment in accordance with AMS 2759/9.3.3.1 Following hydrogen embrittlement relief baking, plating shall be reactivated and parts shall be immersed in a 3 to6% solution of chromic acid, followed by rinsing and drying.3.4 PropertiesPlating shall conform to the following requirements:3.4.1 ThicknessThe finished thickness shall be as specified on the drawing, determined on representative parts or test panels in accordance with ASTM B 487, ASTM B 499, ASTM B 504, ASTM B 567, ASTM B 568, ASTM B 748, ASTM B 764 or other method acceptable to the cognizant engineering organization.3.4.1.1 Plate thickness may be specified by AMS 2401 and a suffix number normally designating the minimumthickness in ten-thousandths of an inch (µm); except as indicated in Table 2, the maximum plate thickness shall be 0.0002 inch (5 µm) greater than the minimum. Thus AMS 2401-2 designates a thickness of 0.0002 to 0.0004 inch (5 to 10 µm) and AMS 2401-6 designates a thickness of 0.0006 to 0.0008 inch (15 to 20 µm).3.4.1.1.1 Plate thickness, when specified by AMS 2401 and a suffix number, shall be as specified in Table 2 for thespecified suffix number and type of part or surface.3.4.1.2 Where “flash” is specified, plate thickness shall be approximately 0.0001 inch (2.5 µm).3.4.1.3 The plate shall be substantially uniform in thickness on significant surfaces except that slight build-up on exteriorcorners or edges will be permitted provided finished drawing dimensions are met.3.4.1.4 See Table 1 for thickness requirements on listed surfaces. All other surfaces of the part that cannot be touchedby a sphere 0.75 inch (19 mm) in diameter, such as holes, recesses, threads and other areas where a controlled deposit cannot be obtained under normal plating conditions, may be under the specified limit provided they show visual plating coverage. Such surfaces shall not be masked to prevent plating.3.4.1.4.1 If internal surfaces as defined in 3.4.1.4 are required to be plated to a specified thickness, notes on thedrawing will so specify.TABLE 1A - PLATE THICKNESS AND SALT SPRAY CORROSION RESISTANCE REQUIREMENTSAMS 2401 Thickness Designation SpecifiedExternalThreadsThicknessInchExternalThreadsSalt SprayResistanceHours, minNuts,Washers, andUnthreadedSurfaces ofBolts, Screws,Studs, and OtherParts ExternallyThreadedThicknessInchNuts,Washers, andUnthreadedSurfaces ofBolts, Screws,Studs, and OtherParts ExternallyThreadedSalt SprayResistanceHours, minParts NotExternallyThreadedExceptNuts andWashersThicknessInchParts NotExternallyThreadedExceptNuts andWashersSalt SprayResistanceHours, min2401 0.0001 to 0.0004 100 0.0002 to 0.0005150 0.0003 to 0.0005200 2401-1 0.0001 to 0.0003 100 0.0002 to 0.0004150 0.0001 to 0.0003100 2401-2 0.0001 to 0.0004 100 0.0002 to 0.0004150 0.0002 to 0.0004150 2401-3 0.0002 to 0.0005 150 0.0003 to 0.0005200 0.0003 to 0.0005200 2401-4 0.0003 to 0.0006 200 0.0004 to 0.0006225 0.0004 to 0.0006225 2401-5 0.0004 to 0.0007 225 0.0005 to 0.0007250 0.0005 to 0.0007250 Note: For thickness designations AMS 2401-X, where X is greater than 5, plate thickness in ten-thousandths of an inch shall be X to X+2 except on external threads where the plate thickness shall be X-1 to X+2; such parts shall withstand salt spray for not less than 240 hours. --` ` , , ` , ` ` , ` , ` ` ` , ` , , ` ` ` ` ` , , ` , ` , , -` -` , , ` , , ` , ` , , ` ---TABLE 1B - PLATE THICKNESS AND SALT SPRAY CORROSION RESISTANCE REQUIREMENTS, SI UNITSAMS 2401 Thickness Designation SpecifiedExternalThreadsThicknessmmExternalThreadsSalt SprayResistanceHours, minNuts,Washers, andUnthreadedSurfaces ofBolts, Screws,Studs, and OtherParts ExternallyThreadedThicknessmmNuts,Washers, andUnthreadedSurfaces ofBolts, Screws,Studs, and OtherParts ExternallyThreaded SaltSpray ResistanceHours, minParts NotExternallyThreadedExceptNuts andWashersThicknessmmParts NotExternallyThreadedExceptNuts andWashersSalt SprayResistanceHours, min2401 0.002 to 0.010 100 0.005 to 0.012 150 0.008 to 0.012 2002401-1 0.002 to 0.008 100 0.005 to 0.010 150 0.002 to 0.008 1002401-2 0.002 to 0.010 100 0.005 to 0.010 150 0.005 to 0.010 1502401-3 0.005 to 0.012 150 0.008 to 0.012 200 0.008 to 0.012 2002401-4 0.008 to 0.015 200 0.010 to 0.015 225 0.010 to 0.015 2252401-5 0.010 to 0.018 225 0.012 to 0.018 250 0.012 to 0.018 250 Note: For thickness designations AMS 2401-X where X is greater than 5, plate thickness in millimeters shall be 0.0025X to 0.0025 (X+2) except on external threads where the plate thickness shall be 0.0025 (X-1) to 0.0025 (X+2); suchparts shall withstand salt spray for not less than 250 hours.3.4.2 Adhesion shall meet the requirements of ASTM B 571 by the Bend Test method except without using a mandrel.3.4.3 CorrosionResistanceExcept as specified in 3.4.3.1, carbon and alloy steel parts or representative test panels plated to a thickness of 0.0003 to 0.0005 inch (0.008 to 0.013 mm) shall show no visual evidence of corrosion of the basis metal after being subjected for a time not less than 200 hours to continuous salt fog corrosion test conducted in accordance with ASTM B 117.3.4.3.1 Salt spray corrosion tests shall not apply to plated parts made of austenitic corrosion-resistant steels, to partsmade of any corrosion-resistant steel or alloy when not plated all over, and to parts made of any steel when thickness is specified as “flash.”3.4.4 Hydrogen EmbrittlementThe plating process after baking shall not cause hydrogen embrittlement in steel parts 36 HRC and over when tested in accordance with 4.3.3.3.3.5 QualityPlated cadmium shall be continuous, adherent to basis metal, uniform in appearance, and essentially free from pin holes, porosity, blisters, nodules, pits, and other imperfections detrimental to usage of the plating. Slight staining or discoloration is permissible.4. QUALITY ASSURANCE PROVISIONS4.1 Responsibility for InspectionThe processor shall supply all samples for processor’s tests and shall be responsible for the performance of all required tests. When parts are to be tested, such parts shall be supplied to the purchaser. Purchaser reserves the right to sampleand to perform any confirmatory testing deemed necessary to ensure that processing conforms to specified requirements. --``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---4.2 Classification of Tests4.2.1 Acceptance TestsThickness (3.4.1), adhesion (3.4.2), and quality (3.5) are acceptance tests and shall be performed on parts, or samples representing parts when permitted, from each lot.4.2.2 Periodic TestsCorrosion-resistance (3.4.3) is a periodic test and shall be performed at least quarterly unless frequency of testing is specified by the cognizant engineering organization. Tests of cleaning and processing solutions are periodic tests and shall be performed at a frequency established by the processor unless frequency of testing is specified by the cognizant engineering organization. See 8.7 and 4.4.3. Hydrogen embrittlement (3.4.4) is a periodic test and shall be performed in accordance with ASTM F 519 at least once in each month that steel parts 36 HRC and over are plated unless frequency of testing is specified by the cognizant engineering organization.4.2.3 Preproduction TestsAll property verification tests (section 3.4) are preproduction tests and shall be performed prior to production and when the cognizant engineering organization requires confirmatory testing.4.3 Sampling for testing shall be not less than the following; a lot shall be all parts made of the same alloy and samehardness range, plated to the same range of plate thickness in the same set of solutions, in each consecutive 24-hour period of operation, and presented for processor’s inspection at one time.4.3.1 Acceptance TestsTest samples shall be randomly selected from all parts in the lot. Unless the cognizant engineering organization provides a sampling plan, the minimum number of samples shall be as shown in Table 2.TABLE 2 - SAMPLING FOR ACCEPTANCE TESTSNumber ofParts in Lot Quality Thickness and AdhesionUp to 7 All All or 3*8 to 15 7 416 to 40 10 441 to 110 15 5111 to 300 25 6301 to 500 35 7501 to 700 50 8Over 700 75 10*Whichever is less4.3.2 PeriodicTestsSample size shall be four for corrosion resistance and as specified in ASTM F 519 unless otherwise specified by the cognizant engineering organization.4.3.3 SampleConfiguration4.3.3.1 Separate test specimens may be used under any one of the following circumstances: The plated parts are ofsuch configuration or size as to be not readily adaptable to specified tests, nondestructive testing is not practical on actual parts, or it is not economically acceptable to perform destructive tests on actual parts. Except as specified below, acceptance test specimens shall be made of the same generic class of alloy as the parts, established in accordance with AS2390, distributed within the lot, cleaned, plated, and post treated with the parts.--``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---4.3.3.2 For adhesion tests, specimens shall be panels approximately 0.032 x 4 x 1 inch (1 x 102 x 25 mm). Forcorrosion resistance tests, specimens shall be panels 0.025 inch (6.2 mm) minimum and not less than 4 inch (102 mm) long by 3 inch (76 mm) wide plated in accordance with 3.4.3.4.3.3.3 Hydrogen Embrittlement TestTest shall be in accordance with the requirements of ASTM F 519 Type 1a.1 using round notched specimens, unless a different specimen is specified by the cognizant engineering organization, stressed in tension under constant load. For test purposes, the plating thickness shall be 0.0005 to 0.0007 inch (13 to 18 µm) measured on the smooth section of the specimen, but with visual plating at the root of the notch.4.4 Approval4.4.1 The process and control factors, and/or a preproduction part, whichever is specified, shall be approved by thecognizant engineering organization before production parts are supplied.4.4.2 If the processor makes a significant change to any material, process, or control factor from that which was usedfor process approval was based, all preproduction tests shall be performed and the results submitted to the cognizant engineering organization for process reapproval unless the change is approved by the cognizant engineering organization. A significant change is one which, in the judgment of the cognizant engineering organization, could affect the properties or performance of the parts.4.4.3 Control factors shall include, but not be limited to, the following:Stress relief temperatureSurface preparation and cleaningPlating bath composition and control limitsPlating bath temperature limits and controlsEmbrittlement relief time and temperatureMethod of determining plating thicknessStripping procedure, when applicablePeriodic test plan for cleaning and processing solutions. See 8.7.4.5 ReportsThe processor of plated parts shall furnish with each shipment a report stating that the parts have been processed and tested in accordance with specified requirements and that they conform to the acceptance test requirements. This report shall include the purchase order number, AMS 2401H, part number, lot identification, and quantity.4.6 Resampling and Retesting4.6.1 If any acceptance test fails to meet specified test requirements, the parts in that lot may be stripped , pretreated,plated and post treated as defined herein and retested. Alternatively, all parts in the lot may be inspected for the nonconforming attribute, and the nonconforming parts may be stripped, pretreated, plated, post treated as defined herein, and retested.4.6.1.1 When stripping is performed, the method shall be acceptable to the cognizant engineering organization andshall not roughen, pit, or embrittle the basis metal or adversely affect part dimensions. When parts have been stripped and replated, the purchaser shall be informed.4.6.2 If any periodic test fails to meet specified test requirements, the process is nonconforming. No additional partsshall be plated until the process is corrected and new specimens are plated and tested. Results of all tests shall be recorded and, when requested, reported. Purchasers shall be notified of all parts plated since the last acceptable test.--``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---5. PREPARATION FOR DELIVERY5.1 Plated parts shall be handled and packaged in such a manner to ensure that the required physical characteristicsand properties of the plating are preserved.5.2 Packages of plated parts shall be prepared for shipment in accordance with commercial practice and in compliancewith applicable rules and regulations pertaining to the handling, packaging, and transportation of the parts to ensure carrier acceptance and safe delivery.6. ACKNOWLEDGMENTThe processor shall mention AMS 2401H in all quotations and when acknowledging purchase orders.7. REJECTIONSParts on which the plating does not conform to this specification, or to modifications authorized by the cognizant --``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---engineering organization, will be subject to rejection.8. NOTES8.1 A change bar (|) located in the left margin is for the convenience of the user in locating areas where technicalrevisions, not editorial changes, have been made to the previous issue of this specification. An (R) symbol to the left of the document title indicates a complete revision of the specification, including technical revisions. Change bars and (R) are not used in original publications, nor in specifications that contain editorial changes only.8.2 Current density of the plating solution will vary with the type of solution used and shall be adjusted to minimizeinfusion of hydrogen during processing.8.3 Part manufacturing operations, such as heat treatment, forming, joining and media finishing, can affect the conditionof the substrate for plating or, if performed after plating, could adversely affect the plate. The sequencing of these types of operations should be specified by the cognizant engineering organization and is not controlled by this specification.8.4 The parts manufacturer should ensure that surfaces of metal parts supplied to the processor are free fromblemishes, pits, tool marks, and other irregularities that will affect the quality of the finished parts. Defects and variations in appearance that arise from surface conditions of the substrate, such as porosity, scratches, or inclusions, that persist in the finished plate despite observance of industry accepted plating practices would not be considered as cause for rejection.8.5 An acid dip may be used for surface activation or neutralization of residual alkaline cleaner. However, the immersiontime should be minimized to preclude pitting.8.6 Following cleaning, parts should be immersed in an alkaline solution until transferred, after rinsing in clean water butwithout drying, to the plating solution. Abrasively cleaned parts should be agitated in the alkaline solution to remove residual abrasive. Parts should not be held in the solution for more than four hours before being transferred to the plating solution.8.7 ARP4992, Periodic Test Plan for Process Solutions, is recommended to satisfy the requirements for the control ofprocessing solutions.8.8 Terms used in AMS are clarified in ARP1917. ASTM B 374 “Terminology Relating to Electroplating” should beutilized as a reference and referee document when areas of design definition or technical interpretation arise.8.8.1 Plating is intended to be deposited in an uninterrupted process except as may be required by the operator formaking thickness measurements. After the plate has dried, resumption of plating can result in detectable visual discontinuities or weak interlaminar adhesion that may not be readily apparent. Such resumption of plating is known as ‘double plating’ and localized addition of plate is known as ‘spotting-in.’8.9 Dimensions and properties in inch/pound units and the Fahrenheit temperatures are primary; dimensions andproperties in SI units and the Celsius temperatures are shown as the approximate equivalents of the primary units and are presented only for information.--``,,`,``,`,```,`,,`````,,`,`,,-`-`,,`,,`,`,,`---。
AMS2404G中文版

AMS2404G结果从一个五年回顾与包括电镀前进行消除应力钢的更新要求。
通告订购信息:以下信息由买方提供给电镀处理器。
注:此规范已被用来取代AMS -C- 26074 ,它采用等级名称来传达厚度要求。
从AMS -C- 26074标注一个完整的交叉参考技术上见8.13为了符合下列采购订单要求本规范中使用相同的规定。
1 )采购订单须指明不低于下列:AMS2404G和Class (1.3 )镀层厚度所需。
见3.4.1和8.13 。
基础金属被镀拉伸强度基体金属(钢合金只)预板消除应力是由镀处理器(时间和温度)进行或硬度,如果从3.1.1不同特殊功能,几何形状或加工存在的部分需要特别注意的电镀处理器氢脆救济是由镀处理器执行的,如果从3.3.1可选不同:成分(3.4.7 )可选:氢脆验收测试要求。
见8.13.1可选:定期测试频率(4.2.2 )和样本量(4.3.2 )件被镀喷丸硬化,如果需要,在钢件具有40 HRC或以上的硬度的数量。
见8.12 。
2 )零件制造业务,如热处理,成型,加入和媒体精加工会影响基材的电镀条件,或者如果电镀后进行,可能产生不利的电镀部分影响。
这些类型的操作的顺序应该由认识到工程的组织或买方指定,而不是由本规范控制。
1 。
范围1.1目的该规范涵盖了化学镀镍的需求沉积在各种材料。
1.2应用该矿床已使用通常提供对复杂的形状均匀的积累,改善磨损和/或耐腐蚀性,或提高可焊性或对选定的材料,但使用量不限定于这样的应用。
存已在服务被用于高达1000 °F (540℃),虽然磨损和/或耐腐蚀性可能会降低作为服务温度增加而增加。
已收到来自认识到工程化学镀镍的应用1.2.1钢件具有46 HRC硬度(220 KSI (1517兆帕抗拉强度)或更高不得执行,除非授权设计文档或特别批准组织。
1.3分类电镀适用本规范是分类如下:第1类:除氢脆救济,无电镀后热处理。
2级:在450 °F (232 °C)或热处理上面变硬的存款。
半导体传感器ADUM2402BRWZ中文规格书
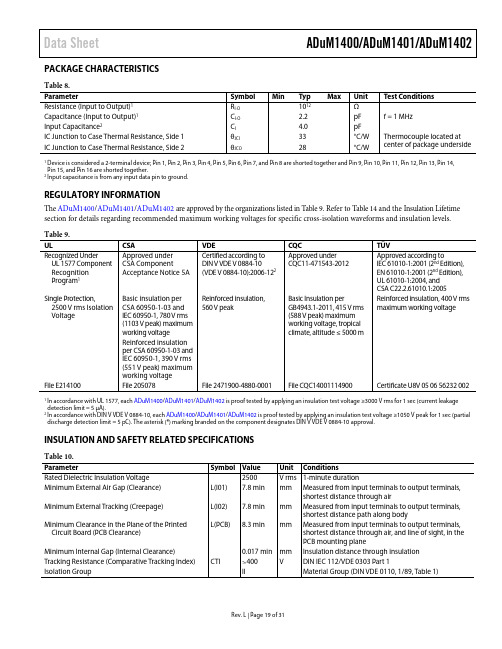
Data SheetADuM1400/ADuM1401/ADuM1402 Rev. L | Page 19 of 31PACKAGE CHARACTERISTICS Table 8.ParameterSymbol Min Typ Max Unit Test Conditions Resistance (Input to Output)1R I-O 1012 Ω Capacitance (Input to Output)1C I-O 2.2 pF f = 1 MHz Input Capacitance 2C I 4.0 pF IC Junction to Case Thermal Resistance, Side 1θJCI 33 °C/W Thermocouple located at center of package underside IC Junction to Case Thermal Resistance, Side 2θJCO 28 °C/W 1 Device is considered a 2-terminal device; Pin 1, Pin 2, Pin 3, Pin 4, Pin 5, Pin 6, Pin 7, and Pin 8 are shorted together and Pin 9, Pin 10, Pin 11, Pin 12, Pin 13, Pin 14, Pin 15, and Pin 16 are shorted together.2 Input capacitance is from any input data pin to ground.REGULATORY INFORMATIONThe ADuM1400/ADuM1401/ADuM1402 are approved by the organizations listed in Table 9. Refer to Table 14 and the Insulation Lifetime section for details regarding recommended maximum working voltages for specific cross-isolation waveforms and insulation levels. Table 9.ULCSA VDE CQC TÜV Recognized Under UL 1577 Component RecognitionProgram 1 Approved under CSA Component Acceptance Notice 5A Certified according to DIN V VDE V 0884-10 (VDE V 0884-10):2006-122 Approved under CQC11-471543-2012 Approved according to IEC 61010-1:2001 (2nd Edition), EN 61010-1:2001 (2nd Edition),UL 61010-1:2004, andCSA C22.2.61010.1:2005Single Protection, 2500 V rms Isolation Voltage Basic insulation per CSA 60950-1-03 and IEC 60950-1, 780 V rms (1103 V peak) maximumworking voltageReinforced insulation, 560 V peak Basic Insulation per GB4943.1-2011, 415 V rms (588 V peak) maximum working voltage, tropical climate, altitude ≤ 5000 m Reinforced insulation, 400 V rmsmaximum working voltage Reinforced insulation per CSA 60950-1-03 andIEC 60950-1, 390 V rms(551 V peak) maximumworking voltageFile E214100 File 205078 File 2471900-4880-0001File CQC14001114900 Certificate U8V 05 06 56232 002 1 In accordance with UL 1577, each ADuM1400/ADuM1401/ADuM1402 is proof tested by applying an insulation test voltage ≥3000 V rms for 1 sec (current leakage detection limit = 5 µA).2 In accordance with DIN V VDE V 0884-10, each ADuM1400/ADuM1401/ADuM1402 is proof tested by applying an insulation test voltage ≥1050 V peak for 1 sec (partial discharge detection limit = 5 pC). The asterisk (*) marking branded on the component designates DIN V VDE V 0884-10 approval.INSULATION AND SAFETY RELATED SPECIFICATIONSTable 10.ParameterSymbol Value Unit Conditions Rated Dielectric Insulation Voltage2500 V rms 1-minute duration Minimum External Air Gap (Clearance)L(I01) 7.8 min mm Measured from input terminals to output terminals, shortest distance through air Minimum External Tracking (Creepage)L(I02) 7.8 min mm Measured from input terminals to output terminals, shortest distance path along body Minimum Clearance in the Plane of the PrintedCircuit Board (PCB Clearance)L(PCB) 8.3 min mm Measured from input terminals to output terminals, shortest distance through air, and line of sight, in the PCB mounting plane Minimum Internal Gap (Internal Clearance)0.017 min mm Insulation distance through insulation Tracking Resistance (Comparative Tracking Index)CTI>400V DIN IEC 112/VDE 0303 Part 1 Isolation Group II Material Group (DIN VDE 0110, 1/89, Table 1)ADuM1400/ADuM1401/ADuM1402Data Sheet Rev. L | Page 22 of 31PIN CONFIGURATIONS AND FUNCTION DESCRIPTIONSV DD1*GND 1V IA V IB V DD2GND 2*V OA V OB V IC V OC V ID V OD NC V E2*GND 1GND 2*NC = NO CONNECT03786-005*PIN 2 AND PIN 8 ARE INTERNALLY CONNECTED, AND CONNECTING BOTH TO GND 1 IS RECOMMENDED. PIN 9 AND PIN 15 ARE INTERNALLY CONNECTED, AND CONNECTING BOTH TO GND 2 IS RECOMMENDED.Figure 5. ADuM1400 Pin Configuration Table 16. ADuM1400 Pin Function DescriptionsPin No.Mnemonic Description 1V DD1 Supply Voltage for Isolator Side 1. 2GND 1Ground 1. Ground reference for Isolator Side 1. 3V IA Logic Input A. 4V IB Logic Input B. 5V IC Logic Input C. 6V ID Logic Input D. 7NC No Connect. 8GND 1 Ground 1. Ground reference for Isolator Side 1. 9GND 2 Ground 2. Ground reference for Isolator Side 2. 10V E2 Output Enable 2. Active high logic input. V OA , V OB , V OC , and V OD outputs are enabled when V E2 is high or disconnected. V OA , V OB , V OC , and V OD outputs are disabled when V E2 is low. In noisy environments, connecting V E2 to an external logic high or low is recommended. 11V OD Logic Output D. 12V OC Logic Output C. 13V OB Logic Output B. 14V OA Logic Output A. 15GND 2Ground 2. Ground reference for Isolator Side 2. 16 V DD2 Supply Voltage for Isolator Side 2.。
定子冷却水HOLLINSYS 2402B(Canada)电导率说明书

电导率计操作手册目录页数A 典型应用 (2)B 前面板控制元件及键盘 (3)C 后面板控制元件 (3)D 如何改变测量范围 (4)E 如何调整门限触点 (4)F 如何改变温度补偿至Pt-100 (4)G 如何改变温度补偿至人工 (5)H 如何改变温度斜率%/℃ (5)I 如何锁定/解开按钮%/℃ (5)J 如何改变传感器系数 (5)K 如何选择传感器K-系数 (6)L 如何改变输出电流信号 (6)M 如何设定门限触点及指示灯转换方向 (6)N 如何改变2/3线制的Pt-100传感器 (6)O 技术参数 (7)A.典型应用B.前面板控制及键盘No. 元件功能页数a . 状态灯门限触点1 (4)b . 按钮显示/改变门限触点1 (4)c . 状态灯门限触点2. (4)d . 按钮显示/改变门限触点2 (4)e . 状态灯手动温度补偿 (4)f . 切换 Pt100/手动温度补偿切换 (5)g . 状态灯内部Pt100传感器温度补偿 (5)h . 按钮显示/改变温度系数%/℃ (5)i . 按钮显示/改变温度 (5)j . 按钮 - …………………………………….…………………4,5k . 按钮 + …………………………………….…………………4,5l . 按钮改变量程 (4)m .状态灯自动量程 (4)n .状态灯量程(单位:mS) (4)o .状态灯量程(单位:μS) (4)C.后面板控制元件No. 元件功能页数1.开关1 无功能……………………………………………………… -2.开关 2 转换门限触点指示灯1 (6)3.开关 3 转换门限触点指示灯2 (6)4.开关 4 转换门限触点1 (6)5.开关 5 转换门限触点2 (6)6.开关 6 信号电流输出0﹍20mA/4﹍20mA (6)7.开关 7 2-或3-线制的Pt-100传感器 (6)8.开关 8 锁定/解开按钮%/℃ (5)侧面板上的功能开关:开关 1 On:无功能开关 1 Off:无功能开关 2 On:转换的门限触点指示灯1 开关 2 Off:正常的触点指示灯1 开关 3 On:转换的门限触点指示灯2 开关 3 Off:正常的触点指示灯2 开关 4 On:转换的门限触点1 开关 4 Off:正常的门限触点1 开关 5 On:转换的门限触点2 开关 5 Off:正常的门限触点2 开关 6 On:电流输出 4﹍20mA 开关 6 Off:电流输出 0﹍20mA 开关 7 On: 2线制的Pt-100传感器开关 7 Off: 3线制Pt-100传感器开关 8 On:锁定按钮%/℃开关 8 Off:解开按钮%/℃D.如何改变测量范围利用按钮↑(I .)可以改变测量范围。
康普斯压缩机分类大全-康普斯压缩机有限公司驻成都办事处

康普斯压缩机分类大全
/shop-20882/一、康普斯SEP系列/双螺杆电动移动式压缩机
SEP210E SEP系列
SEP850G SEP系列
SEP700E SEP系列
二、康普斯SDP系列/双螺杆柴油移动式压缩机
SDP530G SDP系列
SDP350E SDP系列
三、康普斯SMP系列/双螺杆煤矿用防爆压缩机
SMP1060E SMP系列
SMP710 SMP系列
四、康普斯SEF低压系列/双螺杆电动固定式压缩机
SEF210 SEF系列
SEF350 SEF系列
SEF105 SEF系列
SEF35 SEF系列
五、康普斯SEF系列/双螺杆电动固定侧连式压缩机
SEF210 SEF系
SEF350 SEF系
SEF105 SEF系
SEF35 SEF系
六、康普斯SEF系列/双螺杆电动固定直连式压缩机(水、风冷)
SEF210Z
七、康普斯KPS空气净化系统
KPS空气净化系统
康普斯压缩机有限公司驻成都办事处提供。
SAE AMS 2406K 镀铬 硬质隔铬层
SAE AMS 2406 K宇航材料规范颁发 1946.11修订2001.10替代AMS 2406J镀铬硬质镀层1.范围:1.1 目的:本规范涉及电镀硬铬的技术工艺要求。
1.2 应用:这种电镀一般用于增强零件的耐磨性,延长工装和模具的寿命,保持量具的精确度,修复磨损或不合尺寸的零件,但在使用上不仅限于这些应用。
1.3 对安全有害的材料:当本规范叙述到或参考到的材料、方法、应用或工艺可能涉及到使用有害材料时,本规范未特别注明哪些材料是有害的。
使用者有责任熟知任一有害材料的安全防护和妥善使用的方法,并采取必要的防护措施,以保证所有操作人员的安全和健康。
2.有关文件:以下文件采购商定购之日的有效版本在此延伸规定构成本规范的一部分。
除非指定文件版本,供应商可用文件其后修订版。
当参考文件已被取消,而且未规定替代文件,应用该文件最后发行版。
SAE技术标准委员会章程规定:“由SAE发表的本文件促进了工艺水平的发展和工程科学的研究。
本文件供无偿使用。
对特殊使用的适合性和应用性,包括在其中造成对一些专利的侵权,完全由使用者自己负责”。
SAE至少每五年重审每份技术文件,它们可能再次肯定,修订或撤消,SAE将会征求您的意见和建议。
1994美国汽车工程学会版权。
2.1SAE刊物:可从SAE,400 Commonwealth Drive, Warrendale, PA 15096-0001处获得。
AMS 2759/9 钢的氢脆消除(烘烤)2.2ASTM刊物:可从ASTM,100 Barr Harbor Drive, West Conshohocken, PA 19428-2959处获得。
ASTM B 253 铝合金电镀前的制备ASTM B 487 通过横截面的金相试验测量金属及氧化涂层厚度。
ASTM B 499 通过磁测法测量涂层厚度:磁性基体金属上的非磁性涂层。
ASTM B 504 通过库仑法测量金属涂层厚度。
ASTM B 568 通过X射线能谱测定法测量涂层厚度。
Bravat 1.8m Massage Bathtub说明书
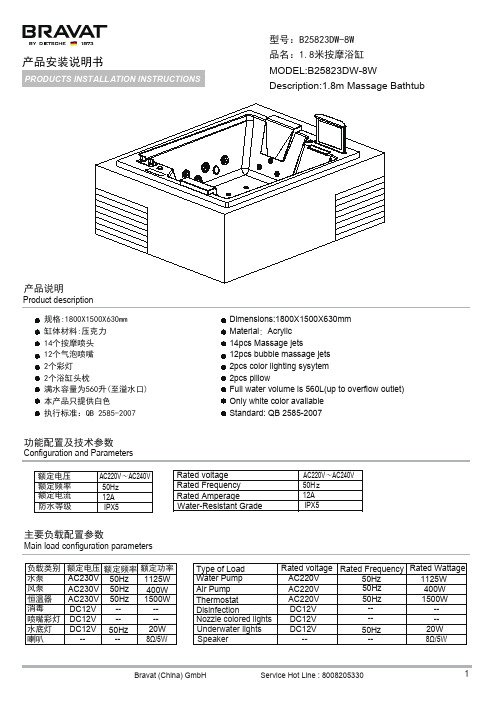
Configuration and ParametersWater-Resistant GradeRated AmperageRated Frequency Rated voltage 防水等级额定频率额定电流IPX5额定电压功能配置及技术参数12A 50Hz IPX512A 50H z AC220V ~AC240V AC220V ~AC240V Main load configuration parameters--------50Hz 50Hz DC12V DC12V AC230V AC230V AC230V 额定功率额定频率额定电压喷嘴彩灯消毒恒温器水泵风泵负载类别主要负载配置参数50Hz 50Hz DC12V 水底灯----喇叭8Ω/5W型号:B25823DW-8W 品名:1.8米按摩浴缸Description:1.8m Massage Bathtub产品说明Product descriptionMODEL:B25823DW-8W规格:1800X1500X630mm 缸体材料:压克力14个按摩喷头12个气泡喷嘴2个彩灯2个浴缸头枕满水容量为560升(至溢水口)本产品只提供白色执行标准:QB 2585-2007Dimensions:1800X1500X630mm Material :Acrylic 14pcs Massage jets12pcs bubble massage jets 2pcs color lighting sysytem 2pcs pillowFull water volume is 560L(up to overflow outlet)Only white color available Standard: QB 2585-20071125W 400W 1500W 20W 产品安装说明书说明书包含重要的保养、清洁及担保方面的内容,请把这些资料交给用户阅读。
This manual contains important maintenance, cleaning and warranty information. Please make sure to hand over this manual to the users.必须在牢固、水平的底层地板上安装此按摩浴缸。
HN-2402马达保护器定值整定参考书

HN-2402马达保护器定值整定参考书装置为电机“起动”与“运行”两种运行状态均配置了多种保护功能,能自动检测电机起动事件,判断电机“起动”状态向“运行”状态的转化,并能自动切换保护定值。
若Ia Ib Ic的值全部小于Ie的20%则装置判定为当前无电流,当有一相或多相的值大于Ie的20%时装置判定电机发生了起动,并从该时刻开始计时,装置执行“起动”状态下的保护功能,经过Ts时间后装置认为电机转入“运行”状态,执行“运行”状态下的保护功能。
若在Ts时间内电流消失,则装置自动退出当前“起动/运行”状态的判断,并重新开始监视电机起动。
起动状态下的保护功1起动短路:若电流i(i为Ia Ib Ic三中的1相或多相)大于保护整定值I,状态持续时间大于动作时间T则保护动作,动作出口位置为起动B出口(端子14-15),同时保护跳闸信号开出。
以下除零序I段保护外,其他保护出口位置同此。
建议整定值I为8~10倍的额定电流Ie,出口时间T 为0~1S2、起动堵转:原理及判据同“起动短路”。
建议整定值I为8~10倍的额定电流Ie,出口时间T 为0~1S3、起动低电压:当Uab Ubc Uca3相线电压全小于保护整定值U,且Ia Ib Ic三相电流中的任何1相电流i>Ie/5,状态持续时间大于动作时间T则保护动作。
建议整定值U为0.45~0.95倍额定电压Ue,出口时间T 为0.1~25S,参考值为0.7Ue,5S.。
4起动超长:从装置判定电机发生起动开始,若持续时间到达动作时间T时3相电流依然全部大于保护整定值则保护动作。
运行状态下的保护功能1、短路保护:为电动机相间短路故障的保护, 若电流i(i为Ia Ib Ic三相中的1相或多相)大于保护整定值I,状态持续时间大于动作时间T则保护动作。
建议整定值I为6~10倍的额定电流Ie,出口时间T 为0~5S;参考值为9Ie,0s.2、堵转保护:电动机在起动过程中,由于负荷过大或自身机械原因,造成电动机轴被卡住,而未及时解除故障,将造成电机过热,绝缘降低而烧毁电机,堵转保护适用于电动机起动发生此类故障时进行保护,若电流i(i为Ia Ib Ic三相中的1相或多相)大于保护整定值I,状态持续时间大于动作时间T则保护动作,避免电机烧毁。
日立双面水冷功率模块规格书

日立双面水冷功率模块规格书摘要:1.引言2.产品概述3.规格参数4.功能特点5.应用领域6.结论正文:1.引言本文旨在介绍日立双面水冷功率模块的规格书。
日立双面水冷功率模块是一款高性能、高效率的电力电子设备,广泛应用于工业控制、能源转换、电力传输等领域。
本文将对其主要规格参数和功能特点进行详细阐述,以帮助读者更好地了解和应用该产品。
2.产品概述日立双面水冷功率模块采用双面水冷技术,具有优异的散热性能,可在高温环境中稳定运行。
该产品具有较高的功率密度,较小的体积和重量,便于安装和维护。
此外,该产品还具有较长的使用寿命和较高的可靠性,可降低系统的故障率和维护成本。
3.规格参数日立双面水冷功率模块的主要规格参数如下:- 额定电压:DC1000V- 额定电流:50A-1000A- 功率范围:50kW-1000kW- 工作温度:-40℃至+100℃- 散热方式:双面水冷- 防护等级:IP65- 绝缘等级:U 级4.功能特点日立双面水冷功率模块具有以下功能特点:- 高效率:采用先进的电力电子器件和优化的电路设计,实现了较高的转换效率。
- 高可靠性:采用优质的元器件和严格的生产工艺,保证了产品的可靠性和长寿命。
- 宽工作温度范围:可在-40℃至+100℃的环境中正常工作,适应性强。
- 优秀的散热性能:采用双面水冷技术,确保在高温环境中仍能保持稳定的工作温度。
- 灵活的输出方式:支持恒流、恒压、恒功率等多种输出方式,满足不同应用场景的需求。
- 易于维护:模块化设计,便于安装、调试和维护。
5.应用领域日立双面水冷功率模块广泛应用于以下领域:- 工业控制:如变频器、逆变器、伺服驱动器等。
- 能源转换:如光伏发电、风力发电、储能系统等。
- 电力传输:如高压直流输电、轨道交通、电力电子变压器等。
- 其他领域:如电动汽车充电桩、数据中心、通信基站等。
6.结论日立双面水冷功率模块凭借其优异的性能、高效的散热和可靠的品质,在多个领域得到了广泛应用。
日立双面水冷功率模块规格书
日立双面水冷功率模块规格书(实用版)目录1.引言2.产品概述3.技术参数4.功能特性5.应用范围6.结论正文1.引言本文档主要介绍了日立双面水冷功率模块的规格书。
这一功率模块是日立公司推出的一款高性能、高效率、高可靠性的产品,适用于各种工业应用场合。
本文档将从产品概述、技术参数、功能特性、应用范围等方面进行详细介绍。
2.产品概述日立双面水冷功率模块采用先进的设计理念,具有卓越的性能和可靠性。
该模块采用双面水冷技术,有效地提高了散热效率,保证了设备在高负载工况下的稳定运行。
此外,该模块还具有结构紧凑、安装简便等特点,便于用户在各种应用场合中使用。
3.技术参数日立双面水冷功率模块的主要技术参数如下:(1) 功率范围:500kW - 1200kW(2) 电压等级:10kV - 35kV(3) 频率范围:50Hz - 60Hz(4) 效率:≥98%(5) 散热方式:双面水冷(6) 保护等级:IP234.功能特性日立双面水冷功率模块具有以下功能特性:(1) 高效率:采用优化的电路设计,使得产品在各种工况下均具有较高的效率。
(2) 优异的散热性能:双面水冷技术使得模块在高负载时仍具有出色的散热性能,保证了设备的稳定运行。
(3) 高可靠性:采用优质的材料和零部件,提高了产品的可靠性和耐用性。
(4) 灵活的安装方式:模块采用紧凑型设计,可方便地进行安装和拆卸。
(5) 多重保护:具备过压、过流、短路等多重保护功能,确保设备安全运行。
5.应用范围日立双面水冷功率模块广泛应用于以下领域:(1) 电力系统:用于发电、输电、配电等环节,提高电力系统的安全性和稳定性。
(2) 工业控制:应用于各种工业设备的驱动和控制,提高生产效率和产品质量。
(3) 交通运输:在电动汽车、轨道交通等领域中发挥关键作用,推动绿色出行的发展。
(4) 船舶海工:适用于船舶电力推进、海洋工程等应用场景,满足恶劣环境下的运行需求。
6.结论日立双面水冷功率模块凭借其优异的性能、高效的散热、高可靠性等特点,在各种工业应用场合中具有广泛的应用前景。