控制计划表格
控制计划(control plan)
5
静置
检测 方法
复检
批准:
抽样 频率
100%
检测 部门
配料员
生效日期:
记录 表格 配料记录表
反应 计划
调整
二、控制计划(CP)表 栏目填写说明/解释
1、样件、试生产、生产控制计划:
表示各阶段适当的分类:
1.1 样件控制计划----在样件试作过程中,对所涉及
的尺寸测量、材料和性能试验的描述;
1.2 试生产控制计划----在样件试作之后,正式批量
编 号
控
制
特性 产品 过程
特殊 特性 分类
计
产品/过程 规范/公差
划
方
评价/ 测量 技术
法 样本
容量Байду номын сангаас频率
控制方法
反应 计划
控制计划
适用产品范围:
版本:
制订:
步骤 序号
1
工序 描述
配料
设备/ 仪器
天平
2 乳化投料
过程 要点
称重
控制 参数
BOM
产品 要点
料号实物 相符
控制 参数
BOM
3 乳化操作
4 乳化出料
整理ppt
10
21、过程: 21.1 填入过程特性的相关内容,过程特性是指在其 发生时才能测量出的、与被识别产品特性具有 因果关系的过程变量(输入变量)。 21.2 多方认证小组应识别和控制其过程特性的变差 以最大限度减少产品变差。 21.3 对于每一个产品特性,可能有一个或更多的过 程特性。 21.4 在某些过程中,一个过程特性可能影响多个产 品特性。
整理ppt
7
17、制造用机器、装置、夹具、工装: 适当时,填入每一操作过程中所用 到的生产设备的名称,例如:生产 /制造/加工过程中所用到的机器设 备、装置、模具、夹具或其它工具。 ◆ 应表明装备的编号。
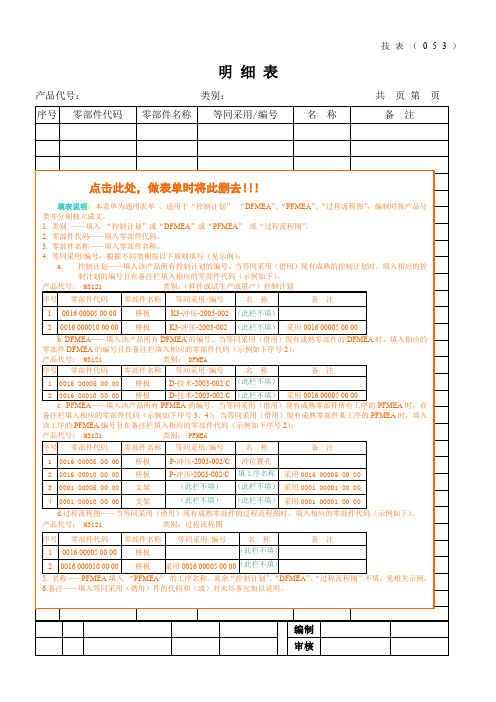
机械制造、装配行业质量管理控制计划、FMEA、过程流程图明细表模板
4 0001 00010 00 00 支架
(此栏不填) (此栏不填) 采用 0001 00001 00 00
d.过程流程图——当等同采用(借用)现有成熟零部件的过程流程图时,填入相应的零部件代码 .PFMEA——填入该产品所有 PFMEA 的编号。当等同采用(借用)现有成熟零部件所有工序的 PFMEA 时,在
备注栏填入相应的零部件代码(示例如下序号 3、4);当等同采用(借用)现有成熟零部件某工序的 PFMEA 时,填入
该工序的 PFMEA 编号且在备注栏填入相应的零部件代码(示例如下序号 2);
零部件 DFMEA 的编号且在备注栏填入相应的零部件代码(示例如下序号 2);
产品代号: M3121
类别: DFMEA
序号 零部件代码 零部件名称 等同采用/编号
名称
1 0016 00005 00 00 桥板
D-技术-2003-002/C (此栏不填)
备注
2 0016 00010 00 00 桥板
D-技术-2003-002/C (此栏不填) 采用 0016 00005 00 00
序号 零部件代码 零部件名称 等同采用/编号
名称
备注
1 0016 00005 00 00 桥板
(此栏不填)
2 0016 000010 00 00 桥板 采用 0016 00005 00 00(此栏不填)
5. 名称——PFMEA 填入 “PFMEA” 的工序名称。其余“控制计划”、“DFMEA”、“过程流程图”不填,见相关示例。 6.备注——填入等同采用(借用)件的代码和(或)对未尽事宜加以说明。
产品代号: M3121
类别: PFMEA
控制计划(control plan)

精选ppt
9
20、产品: 20.1 填入产品特性的相关内容,产品特性是指在图 样或其它主要工程信息中所描述的部件、零件 或总成的的特点或性能。 20.2 多方认证小组应从所有来源中识别组成重要产 品特性的产品特殊特性,所有的特殊性都应列 在控制计划中,此外也可将在正常操作中进行 过程常规控制的其它产品特性都列入。 20.3 必要时,填入所有适当的文件,诸如(但不限 于):过程流程图、已编号的计划、FMEA和草 图(计算机绘图或其它方式绘图)相互参照用 的编号。
5
静置
检测 方法
复检
批准:
抽样 频率
100%
检测 部门
配料员
生效日期:
记录 表格 配料记录表
反应 计划
调整
二、控制计划(CP)表 栏目填写说明/解释
1、样件、试生产、生产控制计划:
表示各阶段适当的分类:
1.1 样件控制计划----在样件试作过程中,对所涉及
的尺寸测量、材料和性能试验的描述;
1.2 试生产控制计划----在样件试作之后,正式批量
生产之前,对所涉及的尺寸测量、材料和性能试
验的描述;
1.3 生产控制计划----在正式批量生产过程中,对产
品/过程的特性、过程控制、试验和测量系统的
全面文件化的描述。
1.4 在相应的阶段前“□”中以“√”表示控制计划
的不同阶段。
精选ppt
6
16、过程名称/操作描述: 填入零件的过程名称,系统、子系统或部 件制造的所有步骤都应于过程流程图中的 描述一致;过程流程图是描述所述活动的 过程/操作名称的最佳方法。 ■ 用工作要素作描述,表明确切的过程目 的,例如: ◆ 组合齿轮XYZ; ◆ 转动(锁紧)销钉螺母; ◆ 安装传感器。
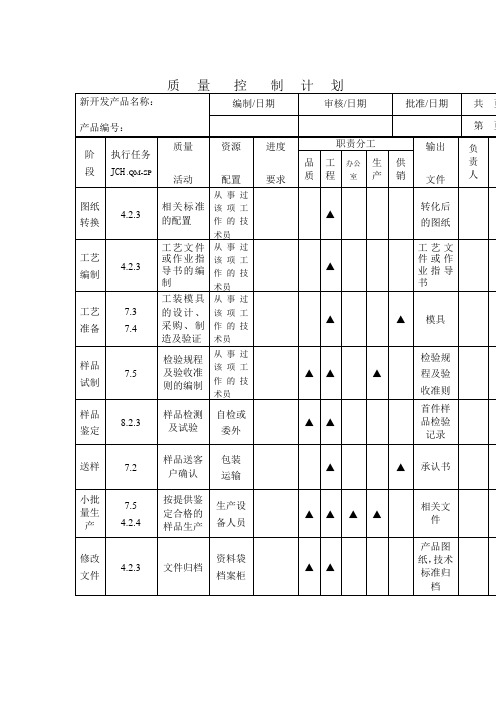
质量控制计划(表格模板、doc格式)
责
人
检
查
人
品质
工
程
办公室
生
产
供销
图纸
转换
4.2.3
相关标准的配置
从事过该项工作的技术员
▲
转化后的图纸
工艺
编制
4.2.3
工艺文件或作业指导书的编制
从事过该项工作的技术员
▲
工艺文件或作业指导书
工艺准备
7.3
7.4
工装模具的设计、采购、制造及验证
从事过该项工作的技术员
▲
▲
模具
样品
试制
7.5
检验规程及验收准则的编制
从事过该项工作的技术员
▲
▲
▲
检验规程及验收准则
样品
鉴定
8.2.3
样品检测及试验
自检或委外
▲
▲
首件样品检验记录
送样
7.2
样品送客户确认
包装
运输
▲
▲
承认书
小批量生产
7.5
4.2.4
按提供鉴定合格的样品生产
生产设备人员
▲
▲
▲
▲
相关文件
修改文件
4.2.3
文件归档
资料袋
档案柜
▲
▲
产品图纸,技术标准归档
批量
投产
进度
组织者,支持者和参与者。我们的任务不再是讲解教科书,而是努力创设适宜的活动环境和条件,灵活多样地选用教学活动和组织形式,帮助学生去体验、去探究。为达成这样的目标,我们要放低姿态,与学生平等对话,倾听他们的需要;要尊重学生的体验和判断,不用既定的结论代替学生的要求
职责分工
输出
生动性和实效性。2、树立以人为本的学生观生的品德形成和社会性发展源于他们对生活的体验、认知和感悟,我们引导他们区关注生活,珍视学生独特的生活经验,强调体验式、探究式和研讨式等学习方式,帮助他们尝试着自己区解决生活中的问题;我们要关注学生的健康成长,就要尊重他文件
[生产管理制度表格]APQP全套表单-(质量先期策划和控制计划)产质量策划进度计划
![[生产管理制度表格]APQP全套表单-(质量先期策划和控制计划)产质量策划进度计划](https://img.taocdn.com/s3/m/b559b5e729ea81c758f5f61fb7360b4c2f3f2a5e.png)
自检报告
47
测量系统分析评价
质保部
MSA
48
初始过程能力研究
工艺部
X—R控制图
49
生产件批准
质保部
PPAP
50
生产确认试验
质保部
试验报告
51
设计确认
开发部,客户
设计确认记录表
52
包装评价
APQP小组
产品包装评价表
53
制定生产控制计划
开发、工艺
(生产)控制计划
TR-0701-19
控制计划检查表
34
第
三阶段
过程设计和开发
编制产品包装标准
销售、开发
产品包装标准
TR-0701-30
35
评审产品/过程质量体系
质保、开发
产品/过程质量体系检查表
TR-0701-31
36
制定过程流程图
工艺部
产品过程(初始)流程图
TR-0701-11
过程流程图检查表
TR-0701-32
37
制定车间平面布置图
工艺部
车间平面布置图
□第一阶段 □二阶段
评审类别
□设计输入 □设计输出
评审内容与意见和建议:
评审结论:
评审参加人(签字):
□ 开发部 □ 生产部 □采购部
□ 质保部 □ 销售部 □ 物流部
备注:
拟制
审批
新 产 品 开 发 设 计 目 标
标识:TR-0701-09 编号:
产品名称
图 号
顾客名称
新产品项目开发要求 /顾客要求
产品过程(初始)流程图
TR-0701-11
11
控制计划标准表格模板CP

退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier
合模高度 die height 1
1 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc
特性 Characteristics 產品 Product 過程 Process
入庫 move to storage
樣本 Sample 容量Size
1 1 3點/卷 3points/coil 1
頻率Freq.
每批 per lot 每批 per lot 2卷/每批 2coils/lot 每批 per lot
7.5± 0.3
零件表面無壓傷、變形、生銹 、較大毛刺 no dent,distortion,rust and burr
日期(編制) Date(Orig.) 2009.09.07
日期(修訂) Date(Rev.)
零件號/最新更改水準 Part Number/Latest Change Level 零件名稱/描述 Part Name/Description 供方/ 廠 Supplier / Plant 零件/ 過程編號 Part/ Process Number
30 40 50 60-1
進原材料倉 Move to the raw material warehouse 存放 Storage 移至生產線 Move to the production line 衝壓生產 Stamping P300T 外圓 diameter O.D. 孔徑 diameter I.D.
控制计划

UL Management Systems Solutions Training
IATF16949:2016
2016.11
Quality Management System – IATF16949:2016
控制计划栏目Systems Solutions Training
Quality Management System – IATF16949:2016
控制计划中的相关信息
概述 建立一个由多功能组成的专业小组, 通过利用所有可用的信息来制 定控制计划, 这些信息包括 :
过程流程图; 系统 / 设计 / 过程失效模式及后果分析; 特殊特性; 从相似零件得到的经验;
UL Management Systems Solutions Training IATF16949:2016 2016.11
Quality Management System – IATF16949:2016
控制计划栏目说明
3) 零件编号,最新更改等级
填入被控制的系统,于系统或部件编号,如 适用时,填入源于图样规范的最近工程更改 等级和/或发布日期。
1. 质量:控制计划方法论减少了浪费并提高 了在设计、制 造和装配中的产品质量。这一结构性方法为产品和过程提 供了一完整的评价。控制计划识别过程特性并帮助识别导 致产品特性变差(输出变量)的过程特性的变差源(输入变 量) 。 2. 顾客满意程度:控制计划聚焦于将资源用于对顾客来说重 要特性有关的过程和产品。将资源正确分配在这些重要项 目上有助 于在不影响质量的情况下,降低成本 。 3. 交流:作为一个动态文件,控制计划明确并传达了产品/ 过程特性、控制方法和特性测量中的变化 。
控制计划编制

14控制计划编制项目组长的批准签字作为样件控制计划有效发布的依据,发放到样件制造现场以及相关员工的培训依据,作为零部件检验和样件制造、样件检验的规范,不需要敲“受控”章。
若需要,项目组长组织相关员工的培训。
试生产控制计划:(1)零部件抽样频率:外观项目:按照AQL=关键尺寸/非破坏性的关键功能检验:按照AQL= 一般尺寸:按照AQL= 破坏性功能检验:2pcs/批其中批次的定义按照定单进行定义。
测量系统:现场扭矩系统的校验周期:1个月;对于MSA分析的量具: MSA 分析频率为1次/生产月;统计技术应用:控制图分析频率:1次/班在制品/半成品检验:关键尺寸检验:制造部部按照AQL=执行一般尺寸检验:制造部按照AQL= 批量验证:A、最终检验:制造部:外观检验/检具检查项目执行100%全检,并将缺陷记录在“缺陷单”上质量部:按照每小时5件的频率对外观检验/检具检查项目执行检验,并记录在“检验记录表”上。
关键尺寸检验:质量部按照AQL=执行一般尺寸检验:质量部按照AQL=B、COP爆破频率---每班1组C、其它破坏性功能验证---每班1件D、产品审核频率---每个发货批发布:试生产控制计划经量产启动工程师批准签字后,产品工程部助理按照受控文件控制方法进行发放。
相关职责工程师负责依据控制计划及相关要求制定作业指导书,并量产启动小组组织员工培训。
生产控制计划: (1)零部件抽样频率:外观项目:按照AQL=关键尺寸/非破坏性的关键功能检验:按照AQL= 一般尺寸:按照AQL= 破坏性功能检验:1pcs/批测量系统:现场扭矩系统的校验周期:按照《传感器式螺纹付装配系统检测作业指导书》规定的频率执行。
对于MSA分析的量具: MSA 分析频率为1次/年;统计技术应用:控制图分析抽样频率:5pcs/班在制品/半成品检验:关键尺寸检验:制造部部按照AQL=执行一般尺寸检验:制造部按照AQL=Autoliv (Shanghai) Vehicle Safety Systems Co., Ltd.主控文件以电子版本保存并提供给全体成员使用主控文件的打印拷贝仅作参考控制计划编制与抽样标准第3页共5页批量验证:A、最终检验:外观/一般尺寸检验:按照AQL= 关键尺寸检验:按照AQL= 一般尺寸检验:按照AQL=B、COP爆破频率--- COP爆破频率---每班1件C、其它破坏性功能验证---每班1件D、产品审核频率---按照《产品质量审核指导书》规定的频率执行发布:生产控制计划经质量经理批准签字后,产品工程部助理按照受控文件控制方法进行发放。
IATF16949控制计划标准表格模最新版

顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
零件/ 过程编号
过程名称/操作描述
机械装置夹具工装 编号 产品 过程
生产控制计划
样件 控制计划编号 试生产 生产 主要联系人/电话 日期(编制) 日期(修订)
生产控制计划
样件 控制计划编号 试生产 生产 主要联系人/电话 日期(编制) 日期(修订)
第1页,共6页
零件编号/最新更改等级
核心小组:
顾客工程批准/日期(如需要)
零件名称/描述 组织/ 工厂 组织代号
组织/工厂批准/日期 其它批准/日期(如需要) 特性
顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
第3页,共6页
零件编号/最新更改等级
核心小组:
顾客工程批准/日期(如需要)
零件名称/描述 组织/ 工厂 组织代号
组织/工厂批准/日期 其它批准/日期(如需要) 特性
顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方 特殊特 性分类 法 样本 产品/过程/规范/公差 评价/测量技术 容量 频率 控制方法 反应计划
零件/ 过程编号
过程名称/操作描述
机械装置夹具工装 编号 产品 过程
生产控制计划
样件 控制计划编号 试生产 生产 主要联系人/电话 日期(编制) 日期(修订)
CP控制计划管理程序(含表格案例)

文件编号
页次 版本 (次) 生效日期
CP控制计划管理程序
5 . 策 殊 5 . 可 5 . 面 同 5 .
1a 样 性b 试 的c 生 程d 在
2 3
填 的 4 填 5 填 6
文件编号
页次 版本 (次) 生效日期
CP控制计划管理程序
填 定 7 8填 > 填 9所 > 1由 0 1填 1 1填 2 1必 3 1必 4 1必 5 填 编 该 1致 6
CP控制计划管理程序
1目 . 1的
.
度
进
2 客适 . 2用 3 .权 . 3责
.3 .3
4 .名 .5 词作 . 5业
.5
6 .参 . 6考
.6 .6 .6 .6
7 .记 . 7录
.
各 阶
无 。
各 各阶 阶
文件编号
页次 版本 (次) 生效日期
CP控制计划管理程序
5 .5
. 控 《
1 程 和
2 5用 . 信
文件编号
页次 版本 (次) 生效日期
CP控制计划管理程序
如 称 b 程 c 例 2 8 a 产 员 并 的 b 进 5反 . 1
生 理 2 生 理 5控 . 1
文件编号
页次 版本 (次) 生效日期
Ct;
改 完
a b c d e4 > 5 .
管
文件编号
页次 版本 (次) 生效日期
文件编号
页次 版本 (次) 生效日期
CP控制计划管理程序
填 过 1佳 7 适 1过 8 对 1尺 9 必 编 2编 0 产 的 产 常 有 2和 1 填 被 识 品
重要节点、关键节点控制计划
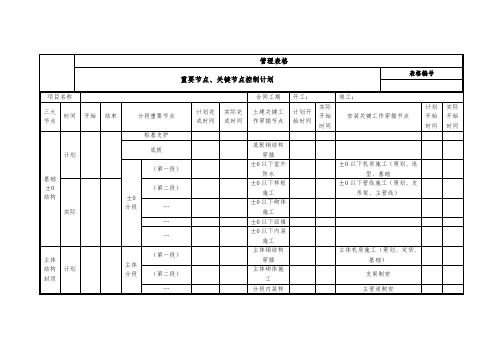
重要节点、关键节点控制计划
表格编号
项目名称
合同工期
开工:
竣工:
三大节点
时间
开始
结束
分段重要节点
计划完成时间
实际完成时间
土建关键工作穿插节点
计划开始时间
实际开始时间
安装关键工作穿插节点
计划开始时间
实际开始时间
基础±0结构
计划
桩基支护
底板
底板钢结构穿插
±0分段
(第一段)
±0以下室外防水
±0以下机房施工(策划、选型、基础
实际
(第二段)
±0以下样板施工
±0以下管线施工(策划、支吊架、主管线)
…
±0以下砌体施工
…
±0以下回填
…
±0以下内装施工
主体结构封顶
计划
主体分段
(第一段)
主体钢结构穿插
主体机房施工(策划、定货、基础)
(第二段)
主体砌体施工
支架制安
…
分段内装样板施工
主管道制安
…
分段外装样板施工
屋面设备施工(定货、基础)
实际
主体封顶
屋面结构(裙房、主楼、栋号)
屋面钢结构穿插
电井、管井施工
屋面施工(防水保护)
屋面设备安装
装饰
地下湿作业
分段内装施工
机房设备安装
地上湿作业
分段外装施工
末端施工
面饰(涂装、面板)
室外工程穿插
配电室专业安装
外装基层(湿作、保温)
电梯安装
外装面层
精装
竣工验收
计划收尾专业Fra bibliotek收工程移交
安装调试
汽车零部件质量控制计划表格

无毛刺,无油污,无麻纹, 无挤伤点,无变型
尺寸依据图纸要求检验 包装箱无破损,尺寸合乎要 求,包装数量符合顾客要 求,标识完整、正确,字迹
清晰 按区分类整齐摆放
码放高度不超过5米
依顾客要求
目测 游标卡尺
目测
1
每 季 度
产品审核管理规 定
隔离 标识 报告
返工 报废
目测 钢卷尺
100% 连续
目测
100% 连续
控制计划
□样件□试生产□生产
主要联系人: 刘顺清
控制计划编号
零件号/最新更改水平:
过程责任部门:技术部/生产部/品质部/营业部 核心小组:曹兴军/刘顺清/曾彥雄
零件名称描述:北京福田标牌
供方/工厂:广州新晖汽车零部件有 限公司
供方代码:无
零件/过 过程名称/ 机器 装置 夹 程编号 操作编号 具 工装
目测
100% 连续
《包装检验规范 隔离
》《包装作业指 标识 返工
导书》
报告
控制计划
□样件□试生产□生产
主要联系人: 刘顺清
控制计划编号
零件号/最新更改水平:
过程责任部门:技术部/生产部/品质部/营业部 核心小组:曹兴军/刘顺清/曾彥雄
零件名称描述:北京福田标牌
供方/工厂:广州新晖汽车零部件有 限公司
《金属件进料检 验报告》 质保书
退货 隔离 要求供 标识 应商整
改
2 储 存
2.1
5mm/ST37冷 板
防锈蚀,氧 化
3.1 下 料 冲压机
下料尺寸
离地存放,存放区 干燥;存放期超过6
个月后重新检验
目测
1次 每天
长:77mm 宽:20mm
控制计划编制指导书(含CP标准表格)
XXXXXXXX 有限公司控制计划编制指导书文件编号:版本:编制:审核:批准:XXXXX有限公司发布控制计划编制指导书1.目的针对产品制造过程,通过对其控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品制造过程中得到保持和使用,确保按顾客的要求制造出高质量的产品。
2.范围适用于公司内所有产品的质量控制策划。
3.定义3.1 样件控制计划在样件试制过程中,对将要涉及的产品尺寸测量、材料和性能/功能试验做出描述。
如顾客有要求时,APQP小组应编制样件控制计划;样件控制计划中的内容必须包括产品的全尺寸检验和功能/性能试验(破坏性试验除外),且必须100%的检查。
样件试制数量一般为2—5件。
3.2 试生产控制计划:在样件试制之后,大批量生产之前,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统等做出描述。
试生产控制计划中的内容必须包括产品的尺寸检验和功能/性能试验(破坏性试验除外),试生产试作的数量一般为300—400件之间,除非顾客另有书面规定。
3.3 量产控制计划:在批量生产过程中,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统做出书面描述。
量产控制计划中的内容必须包括产品尺寸检验和功能/性能试验(破坏性试验除外)、产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计划中的全尺寸检验和功能/性能试验的检查频率和容量一般为每种产品每年至少一次和一件)。
4.职责和权限4.1 APQP小组负责制定样品、试生产和量产控制计划;4.2 APQP小组负责管理样品、试生产和量产控制计划。
5.程序5.1控制计划制定的时机5.1.1在样件试制之前,制定《样件试制控制计划》;5.1.2在试生产(小批量)生产之前,制定《试生产控制计划》;5.1.3在试生产结束后,批量生产前,APQP小组根据试生产的实际情况和生产经验,对试生产控制计划进行修订和扩展,形成量产控制计划。
过程风险识别、评价及控制计划表模板-企业管理

54
工程部
料检验
检出
产
验
程序》
S6 过
后续无法生
55
不合格产品流
未按要求进行检
程 及 成 工程部
产
到下工序
验
56 品检验
客户投诉
影响产品的 不合格品标识不 《不合格品控制
57 S 7 不
使用效果 清
程序》
合 格 品 工程部 不合格品流出
质量成本增
《品质计划控制
58 管理
误测
加
程序》
59 S 8 仓
帐实不符
团销售之间确定。
C 1 合 财务部
公司的战略集中
同及订 /营销
做 好 集 团 销 售 ,只
单管理 部
销售人员的不稳
为集团品牌产品
定无法对产品价
23
代 工 ,体 团 有 专 业
报价低,低于 造成经营亏 格 准 确 及 变 动 情
销 售 团 队 ,价 格 有
成本价
损
况把握市场行情
公司总经理和集
团销售之间确定。
5
总务部
识别评价程序》要 识别评价程序》要
识别及
别齐全
对环境的影
求执行
求执行
评价
环境因素评价 响
6
缺失
公司运营活动对
法律法规收集
严 格 按《 环 境 法 律
7
环境影响的理解
不全
法规识别及合规
M3 法
欠缺
违反法律法
性评价控制程序》
律法规
法律法规未及
8
规要求,被 未及时检索
要求执行
识 别 及 总务部 时更新
追究法律责
合规性
控制计划与检验指导书
控制计划与检验指导书1. 引言
- 目的和范围说明
- 相关法规、标准的列举
2. 控制计划
- 关键控制点确定
- 每个关键控制点的控制方法
- 监控频率
- 纠正措施
3. 检验指导
- 来料检验
- 过程检验
- 成品检验
- 检验项目、抽样方案
- 检验方法、判据
4. 记录要求
- 控制记录表格
- 检验记录表格
- 数据分析与评审
5. 人员培训
- 工作人员的职责和要求
- 培训内容和频次
6. 文件管理
- 文件编号、修订控制
- 发布、存档要求
以上是一个概括性的大纲,具体内容需根据实际产品、过程和组织要求而定制。
这只是为了阐述可能的框架结构,并没有复制任何现有的指导书内容。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
见锻件图尺寸 According to the Size on the forging part drawing
游标卡尺及专 用检具 Vernier Caliper And Special Gauge N/A N/A
Bighead,rod, Smallhead,sh eet
压力机 1000T Hammer Forging扁 Patting Flat F 65 /初步成型 Initial shaped 6 0T开式压力 机 60T press 大头厚度 Bighead of thickness 无 N/A 无 N/ A 大头厚度 Thickness of Bighead=25 ± 1mm 游标卡尺 Vernier Caliper 2件 Two pieces 2小时 two hour 2件 Two pieces 2件/2小 时 two Hours Two pieces 检记录 Report of Initial Inspection、 self inspection、 Random Inspection
自检Selfinspection 首检 巡检/抽 检
专检Specialinspection 首检 巡检/抽 检
控制方法 Control Method 反应计划 Reaction Plan
Number descriptio n 拉伸试验机 Tensile Test Machine
抗拉强度 Tensile Strength N/A σ b≥980 Mpa
外径 External 磨外圆 milling the bar 无心磨床 /获得良好表 F40 面质量的棒料 get the bar with good surface quality 外观 Appearance N/A 表面无折叠、裂纹 Non-folding ,Crack M1080B Grinding Machine without Center N/ A Diameter N/A D=3 5.7±0. 3mm
特殊特 性分类
方法
Method 样本 Sample
Part/Pr name/manuf ocess acture
Speci 产品/过程/规范/公差 评价/测量技术 al Product/Process/S Assessment/ Measure Technique Char. pecification/Tole Class rance
不合格品隔离,返工或报 废,并调整机床 Segregate, Rework or Scrap the Nonqualified Products then Adjust the Machine
预锻 Pre Forging
杆部厚度尺寸 Thickness of Rod
杆部厚度尺寸 Thickness of Rod= 9.9 ±0.5mm
大头、杆部、小 头、腹板厚度尺 寸 Thickness of 1000T热模锻 F 70 精锻 Finish Forging 重量 Weight /将预锻件锻 至成品要求尺 寸 Forge to required dimension 错差 Dislocation 模具错差 Dislocation of Mold N/ A <0.3mm
目测 Eyeballing
中频加热 Heating 金相组织 /将材料加热 F 50 中频感应炉 到始锻温度 Intermediat Heat up material for pre forging e Frequency Metallogrophic structure 温度 Temperature
pieces
N/A
交付 delivery N/A
有合格的质量证明书 qualified quality certificate 目测 Eyeballing
1次 One time
1次 One time
原材料入库 Raw material arrives in F20 store 叉车 Forklift /储备原材料 Storing raw material 规格、数量、批 次 Size、Amount 、Batch 存储堆放高度、 区域 Height、 Scope of Storage N/ A 标识清楚,按区域堆 放,先进先出 Label Clear, Stack According to the Region, Entry First 目测 Eyeballing N/A N/A 1次 One Time 每季度 Each
材料拉伸试验 Material Tensile Test N/A N/A 1件 One Piece 每批 Each Batch
C 原材料进厂检 验 Inspect Raw material arrives F10 the factory 游标卡尺 /获得原材料 Receive raw material N/A 表面质量 Surface Quality N/A Vernier Caliper 直径Diameter N/A N/ A
供方/工厂批准/日期 Supplier/Plant Approval/Date: 其它批准/日期(如需要) Other Approval/Date(If Req'd)
顾客质量批准/日期(如需要) Customer Quality Approval/Date (If 其它批准/日期(如需要) Other Approval/Date(If Req'd) Req'd)
日期(编制)Date(Orig.) 2012-5-14
日期(修订)Date(Rev.)
控制计划编号 Control Plan Number:
零件编号(Part
Number):
核心小组成员:
顾客工程批准/日期(如需要) Customer Engineering Approval/Date (If Req'd)
色卡控制先进后 出,定期做贮存物 资检查. Controlled by the Colored 不合格纠正 Rectify the disqualificatio n
Quarter Card, Inspect the Raw Material on time
锯料 sawing material 锯床 Saw Machine 长度尺寸 Length 游标卡尺 F30 /获得合适长 度的棒料get the bar of the fit length N/A N/ A L=85±1 mm Vernier Caliper 5件 Five pieces 每1小时 Each hour 1件 One piece 每2小时 Two Hours
表面无折叠、碰伤、缩 表面质量 Surface Quality N/A 颈 Non-folding ,Scrach,Neck Shrink 制坯 Forging F60 /初步成型 Initial shaped 尺寸 Dimensions 辊锻机 forge rolling machine 辊锻模间距 forge rolling die distance N/ A 大头长为25±2mm,小 头直径为¢ 26.5~28mmlength of Bighead round =25±2mm length of smallhead round= 26.5~28mm
K
隔离调整电参数改变 红外线测温仪 或标准色卡 1050℃-1100℃ Infrared Thermometer or Colored Card 100% 连续 Continu ous 1次 每班 Each Shift 100%连续自动检 测Continuous Inspection 检验记录 Inspection Report 温度 Segregate, Adjust the electric parameter in order to change the temperature
零件/名称描述:连杆体 Part/Name Description: Connecting rod 供方名称:昆山正大新成精密锻造有限公司 Supplier:CHAITAI-XINCHENG PRECISION FORGING CO.,LTD. 过程名称/操 零件/过 程编号 作描述 Process 生产设备 Equipment 编 号 No. 产品 Product 过程 Process 特性 Characteristics
游标卡尺 Vernier Caliper 不合格品隔离,返工 首检,巡检,检 或报废,并调整机床 验记录 5件 Five pieces 每1小时 Each hour 1件 One piece 每2小时 Two Hours Report of Initial Inspection and Random Inspection Segregate, Rework or Scrap the Nonqualified Products then Adjust the Machine
0.37~0.44 Si 0.17~0.37 Mn 化学分析试验 Chemical Analysis Test 原材料检验报告 Inspection 游标卡尺 D=3 6 ±0.5 mm Vernier Caliper 5件 Five 5件 Five pieces 每批 Each Batch 每批 Each Batch Report of the Raw Material N/A N/A 不合格退货要求供方 1件 One Piece 每批 Each batch 制定纠防措施,三次 以上取消配套资格 Non-qualified Material Be Rejected, Supplier Make the Rectify Measure,Cancel the Supply Qualification Over Three Times
碳硫分析仪 Chemical Instrument
化学成分 Chemical Composition N/A
0.50~0.80 Cr 0.80~1.10 0.030 Ni ≤