沙迪克线切割维护保养一览表(AQ系列)
沙迪克电火花机安全操作及保养规程

沙迪克电火花机安全操作及保养规程电火花放电加工技术是一种非常常用的先进工艺,它在金属材料及其它工艺材料的成型及改善材料的表面性能上发挥了重要作用。
沙迪克电火花机是一种高性能放电加工设备,它通常使用在航空制造、汽车零件加工、水泵制造、模具制造等行业。
在使用沙迪克电火花机进行加工时,必须严格遵守操作规程,做好机器的保养和维护工作,这样才能确保操作的安全性和机器设备的长期使用寿命。
本文将介绍沙迪克电火花机的安全操作和保养规程。
沙迪克电火花机安全操作规程1.了解设备:在进行电火花加工前,请详细了解设备的控制面板和电器元件的位置和功能。
掌握电火花加工的原理和流程,确保使用符合规则的电极和工具。
2.保持设备清洁:定期清理电火花加工设备的电极和工作台面,并定期更换液压油和电解液。
操作过程中避免使用坚硬的磨料和刷子清理设备。
3.穿戴防护装备:操作人员必须穿戴防护服、手套、护目镜等防护装备,确保操作时的安全性。
应定期更换防护服,并注意清洁消毒。
4.操作前检查:在进行电火花加工前,操作人员必须对设备的地面、电源、开关等进行安全检查。
保证设备工作环境的安全。
5.确保设备通风良好:提高设备的通风能力,减少加工过程中的燃烧和爆炸风险。
加工机器应设置在通风口或空调的出风口附近。
6.避免连接水电气:在进行电火花加工操作时,不要连接水电气等设备,避免出现设备受损和操作人员的安全威胁。
7.操作规范:电火花加工操作过程中不能离开机器。
在操作过程中避免大声喧哗和走动,必须时刻保持摄像头的视线。
沙迪克电火花机保养规程1.定期保养:定期检查设备的磨损程度和损坏情况。
保持电火花加工设备的工作精度和安全性能。
定期进行润滑保护和排放废气。
2.清洁保养:对电极、工件、感应器、泵和管道等进行定期清洁和保养,保持加工设备和电路系统的清洁度。
3.液压保养:定期更换液压油和电解液,保证加工功能的稳定性和液压缓冲装置的正常运转。
4.保养材料:使用沙迪克电火花机时,请保证使用质量和品牌优良的电极和电解液等保养材料,避免使用次品材料导致不良损坏和短寿命。
线切割机床保养手册

ENTER键,开始安装软件,执行过程中每一行后面都应出现 “DONE”字样,执行完后关闭对话框,再双击此文件夹中的 “install” 文件,当电脑提 示“install ok”后软件即安装好了。 2)在安装好的文件中找到FHGD可执行文件,创建快捷方式于桌面,运
高 频 脉 冲 信 号 输 入
电源指示灯,正常 情况下,三只指示 灯应全亮
加工电压及走丝速度 控制信号输出及高频 控制信号输入端口
高频控制信号 指示灯,灯亮 开高频,亮灭 关高频
加工电参数传输出错信号输出 加工结束停机信号输入
加 工 电 压 及 走 丝 速 度 信 号 输 入
5VDC输入
电柜电路板介绍(六)
整流电路 整流电路
XY轴步进电机 UV轴步进电机
电
脑
加工电压取样
高频控制
加工电压取样
及
脉冲信号
高频信号
光电隔
高频电源功
H
高频数据 发生电路 电压信号
离电路 脉冲信号 率放大电路
F 数
(W306) 丝速信号 (W305)
移轴数据 手控盒
(W307/08)
压
速
KM1~KM3
信
信 电压控制
U轴步 进电机 指示灯
V轴步 进电机 指示灯
当单步点动步进电机时,在正常情况下,U轴
指示灯亮次序为:U1 U1U2 U2 2U3 U3 U3U1 U1 循环点亮,V轴也是如此。
V轴步
1
进电机
3
V
H F
U轴对应灯U1
U轴对应灯U3
V轴对应灯V2
交 流
卡
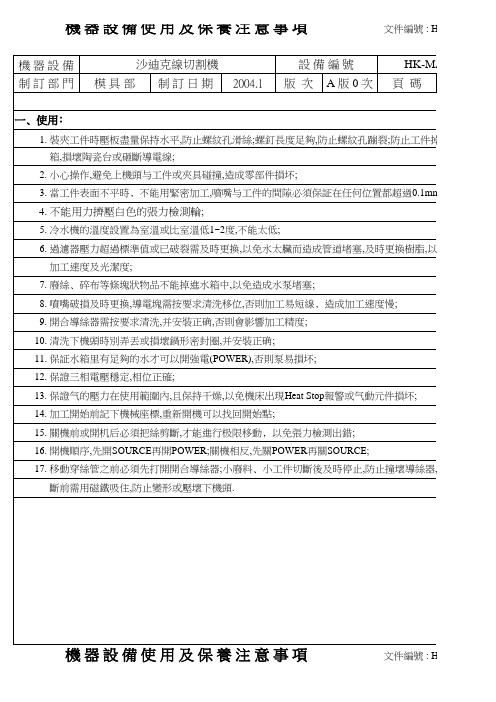
沙迪克线切割机使用及保养注意事项
機器設備 制訂部門
一﹑使用﹕
文件編號 : HK-HG-007
沙迪克線切割機 模具部 制訂日期 2004.1
設備編號 版 次 A版0次
HK-MA-38 頁 碼
1. 裝夾工件時壓板盡量保持水平,防止螺紋孔滑絲;螺釘長度足夠,防止螺紋孔蹦裂;防止工件掉進工作 箱,損壞陶瓷台或砸斷導電線; 2. 小心操作,避免上機頭与工件或夾具碰撞,造成零部件損坏; 3. 當工件表面不平時﹐不能用緊密加工,噴嘴与工件的間隙必須保証在任何位置都超過0.1mm;
工作台﹑防漏水裝置﹑工作液箱 清洗並擦干淨﹐清理廢屑﹑贓物
過瀘器
每三月維護 加工液及水箱 半年 導絲器
修訂日期: 日期 / 版本 REV 年 年 年 月 月 月 日/ 版 日/ 版 日/ 版 次 次 次
日 廣 電 子 廠
批準 審核
號 : HK-HG-007
-MA-38 1∕2
件掉進工作
1mm;
脂,以免影響
4. 不能用力擠壓白色的張力檢測輪;
5. 冷水機的溫度設置為室溫或比室溫低1~2度,不能太低; 6. 過濾器壓力超過標準值或已破裂需及時更換,以免水太臟而造成管道堵塞,及時更換樹脂,以免影響 加工速度及光潔度; 7. 廢絲﹑碎布等條塊狀物品不能掉進水箱中,以免造成水泵堵塞; 8. 噴嘴破損及時更換,導電塊需按要求清洗移位,否則加工易短線﹐造成加工速度慢; 9. 開合導絲器需按要求清洗,并安裝正确,否則會影響加工精度; 10. 清洗下機頭時別弄丟或損壞鍋形密封圈,并安裝正确; 11. 保証水箱里有足夠的水才可以開強電(POWER),否則泵易損坏; 12. 保證三相電壓穩定,相位正確; 13. 保證气的壓力在使用範圍內,且保持干燥,以免機床出現Heat Stop報警或气動元件損坏; 14. 加工開始前記下機械座標,重新開機可以找回開始點; 15. 關機前或開机后必須把絲剪斷,才能進行极限移動﹐以免張力檢測出錯; 16. 開機順序,先開SOURCE再開POWER;關機相反,先關POWER再關SOURCE; 17. 移動穿絲管之前必須先打開開合導絲器;小廢料﹑小工件切斷後及時停止,防止撞壞導絲器,大工件切 斷前需用磁鐵吸住,防止變形或壓壞下機頭.
沙迪克线切割维护保养一览表(AQ系列)

公司名称: 担 当 者: 时 间: ____年____月____日
检查导线轮转动是否顺畅,不顺时拆下清洗 并调整灵活,如损坏需更换 用水清洁或气枪吹干净 废线超过1/3时需清理 检查水箱的液面,太低需添加 清洗导丝器并校正垂直度 清洗刀片并转动刃口 用刷子和细砂纸除去水垢及污物 检查吸水口有无阻塞,用气枪清理管道 更换加工液,清理水箱的污垢、杂物 检查导丝器磨损程度,损耗严重时需更换
沙迪克丝切割维护保养一览表(AQ系列)
项目
内容及处理
工作台、防漏水装置、工作液箱 清洗并擦干净,清理废屑、脏物
过滤器 日
常 维
交换树脂
ห้องสมุดไป่ตู้护 导电块
压力表超过2KG/MM2时,需更换过滤芯
当Display中Resist读数小于5X104Ω.CM, 而且读数不会再上升时需要更换交换树脂
每放电加工50小时需清洗并更换位置
上下喷水嘴
如果划伤和破损需更换,有污脏则需清洗
开合导丝器
每星期清洗开合导丝器及其槽,并校正丝的 垂直度
穿丝管
每
周
维
下机头导线轮
护
冷水机及控制柜过滤网
废线箱
加工液
下机头导丝器
每
月
剪线刀片
维
水阻传感器
护
水泵吸水口
每三月维护 加工液及水箱
半年 导丝器
检查穿丝管是否弯曲,有则更换,并调整穿 丝时的U、V补正
沙迪克线切割使用时我们应注意那些问题

电极半径向右补偿
G50
取消锥度倾斜
BACK0.5 M00;在0.5的地方暂停
G51
锥度向左倾
G52
锥度向右倾
G54~ G595
工作坐标系0~95
G54~G59````G954~G959
1、
开机后默认G54.
2。G959时机械坐标不能用G92、G97指令来设置坐标
废线箱
废线超过1/3时需清理
加工液
检查水箱的液面,太低需添加
每月维护
下机头导丝器
清洗导丝器并校正垂直度
剪线刀片
清洗刀片并转动刃口
水阻传感器
用刷子和细砂纸出去水垢及污物
水泵吸水口
检查吸水口有无堵塞,用气枪清理管道
每三月维护
加工液及水箱
更换加工液,清理水箱的水垢、杂物
@对策:修改加工条件参数,减弱加工条件再加工。
2、
喷水状态不佳。
@对策:检查高压喷水是否打开。
3、
开合导丝器太脏,导电块线槽太深。
@对策:清洗导丝器,导电块要移位。(导电块放电50小时要移位)
4、
下机头导线轮没有转动。
@对策:在加工前要检查下导轮是否顺畅,如太脏需清洗。
5、
喷嘴间隙调整不良。
7
V
主电源电压
V*
该值愈大,放电的能量愈大
8
SF
伺服速度
SF****
设定工作台在加工中的传送速度
9
C
电容器
C*
决定在电极间是否加装电容电路
10
PIKA
线切割机保养点检表

日
保
养
1.保持机床及周边清洁
2.马达运转是否正常;是否有异响,异常发热
3.机床上的电源控制开关是否良好
4.检查储丝桐,导轮是否正常,有无左右摆动
5.导电块是否完好
周
保
养
6.每周五在应加油点加油一次,以保证机床正常运转
请注意﹕每年1月份和7月份各更换导轮﹑导电块机油一次﹐以确保机器正常动作﹗
备注:保养结果记录符号: '' V ''表示正常,"×"异常处理中﹔节假日休息时不作任何填写﹗
单位主管:_____________保养人:_____________
线切割机保养点检表
单位﹕_________________型号﹕__________________编号: _________________ _______年_______月
类
别
日期
检查与保养项目
1
2
3
4
5
6
7
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
线切割设备维护保养点检表

4 检查线轮、线筒,行程开关、限位装置使其有效动作
பைடு நூலகம்5 检查并紧固各档位手柄,使其能正常动作。
6 检查急停开关能可靠动作。 7 检查机床起动后有无异响。
注意:检查完以上所有项目后,用 √或× ( √表示完好,×表示需维修)正确填表。如需改善或通知行政部,请填写设备故障申报及维修记录表。
操作者:
移交给:
(
1 上、下班时按润滑图对机床导轨、丝杆等部位进行 润滑。
机床编号:
使用部门: 生产部 批准人:
批准日期:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
2 新编程序必须在加工前进行模拟,确保加工时不超程 超限。
线切割日常维护保养点检记录表

年 月设备名称:线切割
123456789101112131415161718192021222324252627282930311、机床是否有漏油现象
每天2、数显是否显示正常
每天3、各档位、功能是否异常
每天4、导轨是否注油
每天5、上一班工作台是否擦拭干净
每天6、各表盘值是否显示正常
每天7、检查稳压器电压是否是220V
每天8、PLC控制面板有无异常
每天9、水泵是否工作正常
每天1、切屑液是否可用
每天2、过滤网是否干净
每天3、导轨油是否加满
每天4、电柜箱内外是否干净
每天操作者故障描述及反应计划
编号使用单位生产部
设备日常维护保养点检记录表
记 录注:1.操作者每日检查 2.点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“故障描述及反应计划”栏予以记录。
保养项目
实施间隔型号/规格。
DISCO切割机保养及维修指导
一、开机所需掌握之基本操作
1)F1-F10键:各页面中其所对应的 各操作的选择键 2)SET UP键:测高执行键 3)DEVICE DATE键:切割中查看当前 所切材料的切割参数 4)DISPLAY MODE键:切割对位时隐 藏各字幕,只留基准线以便于对位 5)HAIR WIDE键:扩大基准线宽度 6)HAIR NARROW键:缩小基准线宽度 7)SYS INIT键:系统初始化 8)SPNDL键:控制主轴的转动与停止9) CUT WATER键:控制切割水的开启与关断 10)OPTION键:中英文转换键 11)C/T VAC键:控制真空的开启与关闭 12)英文字母键:负责各英文字母的录入(按下SHIFT键时才有效)
机器的关闭与启动过程相反。应先关闭电源,(将启动开 关旋转到“OFF”的位置),如有必要将 电源开关关闭;然后关闭去离子水;最后关闭压缩空气。
7
四、机器操作系统的初始化
机器的启动完毕,进入主菜单后,机器会提示要系统初始 化。 次时,操作人员按下“SYS INIT”键,机器会进入系统初始 化的操作程序自动执行。 机器的X轴,Y轴,Z轴和θ轴将动作,并停止在各自的原点 位置上。机器提示系统初始化完毕。 操作人员注意观察机器是否正常。如果有异常,请按下机 器前罩板上的紧急停止开关(红色)机器整机的电被切断, 请检查机器的状况,并消除故障后方可再次开机。
14
八、DISCO切割机年度保养与 消耗品更换周期
13、 Theta轴Waterproof cover(seal rubber)每3年更换一 次。 14、 THETA轴Waterproof cover(seal rubber)下方的O-ring每 3年更换一次。 15、 Chuck-table下方的center ring(中心环)每3年更换一次。 附注:以上耗材建议更换的周期,请参考并自行决定是否更 换。
沙迪克线切割

沙迪克(sodick)线切割放电加工机,实现世界最高速度、最高精度。
搭载直线电机技术和最新技术,彻底追求人体工学极致。
对应各种加工需求,创造最佳“超精密加工”。
简介沙迪克(sodick)线切割放电加工机产于日本株式会社,沙迪克(sodick)线切割放电加工机有:AP250Ls,AQ400Ls/AQ600Ls,AG400L/AG600L,AQ750L,AQ900L,AP450L,AP500L,EXC100L等系列机型,沙迪克(sodick)AQ750L线切割放电加工机的特征和功能,AQ750L可实现±30°的广角度锥度,通过采用XYUV4轴以及开发、制造的直线电机,在所有轴方向上实现平滑驱动。
NC装置Sodick的[头脑]NC装置,优秀的司令塔能够最大实现Sodick 产品的能力。
NC装置是指数控装置,即通过数值信息及伺服机构来控制工作机械和机器人等的动作。
Sodick对于最大8轴同步控制的NC装置(包括了显示装置、输入装置)的生产技术,以及高速铣削中心的数控软件的复制、使用拥有著作权。
优点●在制PC基础上制造的NC装置能够灵活对应加工方法的改变。
●通过高分解能光栅尺(分解能0.03μm)提高了位置、速度的检出精度,实现了高增益响应性提高:高速化与加工精度的两立。
●先行控制(SEPT)的高速度、高精度对应在每个粗精加工的加工相位能够用NC程序改变参数选择最适合的加工条件。
●采用HD能够实行大容量NC程序的批量读入和编辑实现3次元模具加工。
运动控制器Sodick的[神经]运动控制器,以正确快速地控制直线电机的运动为使命而诞生。
运动控制器的作用为根据NC装置的指令,控制直线电机的高速、高精度的动作。
Sodick对于实现高速²高加速度控制的PID控制和运用了现代控制的直线电机的运动控制器的制造技术、以及控制直线电机的软件的复制、使用拥有著作权。
优点● Sliding Mode控制● PID控制●控制轴数:8轴(最大)●编码器轴数:12轴(最大)●外部干扰的OBSERVER● Notch Filter(凹口滤波器)●电流环路:20μs(最小设定)●位置速度环路:100μs(最小设定)●分割时间:500μs(最小设定)直线电机Sodick的[肌肉]直线电机,实现高速、高精度的动作,成功节省了能源.直线电机与滚珠丝杠构造的电机相比,在移动速度和定位精度上具有优势。
线切割日常保养记录表

设备日常维护保养点检记录表
设备名称:线切割机
序 号
检查保养部位及内容
1 设备各部分运转是否正常,有无异响
设备编号:
年月
周期 1
23
45
67
保养日期及记录 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
每日
2 电动机运转是否正常,有无异响
每日
10 每次工作结束时设备是否清洁干净
每日
11 电源线、开关、按钮检查,接线端子锁紧
每月
12 导轮或排丝轮用黄油枪从油嘴处加0#黄油
每月
13
调节四只防震垫铁、校正机床水平;纵横向允 许误差为0.04/1000
每年
异常情况记录
保养人签字
注
备
每天生产前后都要对设备进行保养,“√”表示检查良好,“╳”表示有异常情况,“-”表示休息,“△”表示待修;设备有异常应在“异常情况 记录”栏予以记录,并联系相关人员处理。
每日
3
开机前按要求定时、定点、定量加润滑油,油 应清洁无沉淀
每日
4
检查工作液箱中的工作液是否足够,水管和喷 嘴是否畅通,不应有堵塞现象
每日
5 检查上,下触点是否处于良好状态
每日
6 检查各电器开关、按钮是否灵活,可靠
每日
7 检查零件有无缺损
每日
8 安全可靠
线切割加工设备保养规范

线切割加工设备保养规范1. 概述线切割加工设备是一种常见的金属加工设备,用于加工各种金属材料。
为了保证设备的正常运行和延长设备的使用寿命,对线切割加工设备进行定期的保养是必不可少的。
本文档将介绍线切割加工设备的保养规范,包括设备保养的目的、保养周期和具体保养内容。
2. 设备保养的目的设备保养的主要目的是确保线切割加工设备的正常运行,并防止设备出现故障和损坏,以提高设备的工作效率和使用寿命。
通过定期保养,可以及时发现设备的潜在问题并进行修复,减少停机维修的时间和成本。
3. 保养周期线切割加工设备的保养周期一般根据设备的使用频率和工作环境的要求来确定。
一般而言,设备保养周期可分为日常保养、周保养和季度保养。
•日常保养:每天对设备进行表面清洁,检查设备各部位是否正常运行,如刀具的磨损情况、导轨的润滑情况等。
•周保养:每周对设备进行更加细致的保养,如设备的润滑、清洁过滤器、紧固螺丝等。
•季度保养:每季度对设备进行全面的保养和维护,如更换防护罩、校准设备等。
4. 具体保养内容4.1 表面清洁每天对设备的外观进行清洁,使用干净的布或吹风机将设备表面的灰尘和杂物清理干净。
避免灰尘和杂物进入设备内部,影响设备的正常运行。
4.2 刀具的更换和磨损检查按照设备使用手册的要求,定期更换切割线刀具。
同时,在日常保养过程中,检查刀具的磨损情况,如发现刀具已经磨损严重,及时更换刀具,以保证切割效果和加工精度。
4.3 导轨的润滑定期对设备的导轨进行润滑,以减少摩擦和磨损。
根据设备使用手册的指导,选择合适的润滑油或脂进行润滑,保证导轨的顺畅运行。
4.4 清洁过滤器定期清洁设备的过滤器,清除过滤器中的灰尘和杂物。
过滤器的清洁工作可以提高设备的过滤效果,保证设备内部的清洁度。
4.5 紧固螺丝的检查定期检查设备的各个部位的紧固螺丝,确保设备的安全和稳定。
如发现螺丝松动,应及时进行紧固,避免设备在工作过程中产生异常振动和影响加工质量。
线切割设备三级保养记录表

编号:设备名称:线切割设备编号:使用部门:保养日期:保 养 人:审 核:保养项目(每天)保养项目保养项目保养项目例行保养/天□一级保养/3月□二级保养/半年□三级保养/1年□电火花数控线切割机床1、检查绕线筒有无搭丝现象;2、检查钼丝运行时有无抖丝现象;3、检查进给拖板运动是否灵活;4、传动齿轮、丝杆螺母付运动无阻滞现象;5、检查输入信号与输出是否有偏差;6、电气部分各按钮开关是否灵活有效; 7、检查有无缺损零件。
、清洁机床外部罩壳;2、擦洗导轨清扫机床铁屑杂质; 3、检查紧固开关按钮、螺丝螺帽有无缺失松动;4、擦拭电机、电容箱,检查接地是否安全可靠;5、擦拭工作液系统中的阀件和电机; 6、擦拭配电箱,检查各电动机有无非工作噪音、非工作发热情况发生,检查配电箱内接线有无烧焦、松脱、老化现象;1、执行一级保养内容;2、检查、调整机床安装精度,使其符合规定要求1、检查控制系统中的操纵开关、指示灯工作是否正常;2、检查紧固开关按钮、螺丝螺帽有无缺失松动;3、查看传动齿轮、丝杆、螺母等有无磨损或裂齿情况;4、查看导论V行槽底是否磨起沟槽;5、更换联轴器的弹性垫圈;6、检查贮丝筒传动链上的齿轮是否失油,尼龙齿轮是否磨损;7、检查液压管道有无渗漏现象;8、检查工作液是否充分,水管、针阀和喷嘴是否堵塞;9、检查电气操纵按钮是否损坏;10、检查各行程开关、保险丝以及其他电气元件是否正常;11、检查接地装置是否安全可靠;12、执行一级保养内容。
设备保养记录表编制:生产部设备类型保养内容保养内容保养内容保养结果。
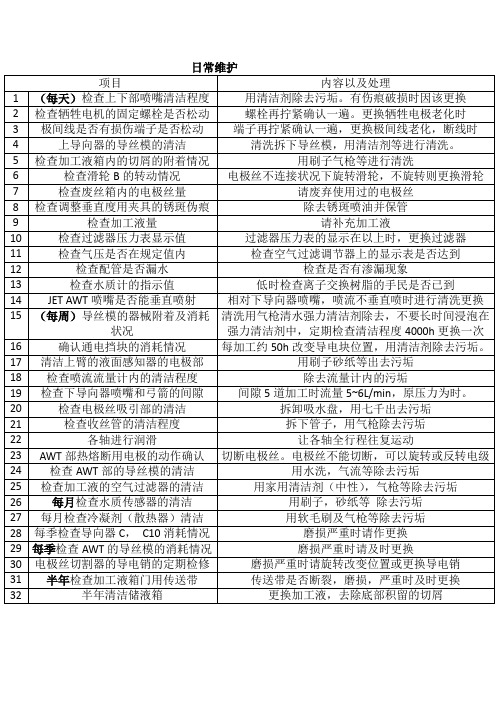
sodick慢走丝AQ系列日常维护
6
检查滑轮B的转动情况
电极丝不连接状况下旋转滑轮,不旋转则更换滑轮
7
检查废丝箱内的电极丝量
请废弃使用过的电极丝
8
检查调整垂直度用夹具的锈斑伪痕
除去锈斑喷油并保管
9
检查加工液量
请补充加工液
10
检查过滤器压力表显示值
过滤器压力表的显示在以上时,更换过滤器
11
检查气压是否在规定值内检查空气过滤调节器上Fra bibliotek显示表是否达到
用刷子,砂纸等除去污垢
27
每月检查冷凝剂(散热器)清洁
用软毛刷及气枪等除去污垢
28
每季检查导向器C,C10消耗情况
磨损严重时请作更换
29
每季检查AWT的导丝模的消耗情况
磨损严重时请及时更换
30
电极丝切割器的导电销的定期检修
磨损严重时请旋转改变位置或更换导电销
31
半年检查加工液箱门用传送带
传送带是否断裂,磨损,严重时及时更换
16
确认通电挡块的消耗情况
每加工约50h改变导电块位置,用清洁剂除去污垢。
17
清洁上臂的液面感知器的电极部
用刷子砂纸等出去污垢
18
检查喷流流量计内的清洁程度
除去流量计内的污垢
19
检查下导向器喷嘴和弓箭的间隙
间隙5道加工时流量5~6L/min,原压力为时。
20
检查电极丝吸引部的清洁
拆卸吸水盘,用七千出去污垢
32
半年清洁储液箱
更换加工液,去除底部积留的切屑
21
检查收丝管的清洁程度
拆下管子,用气枪除去污垢
22
各轴进行润滑
让各轴全行程往复运动
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
交换树脂
导电块 上下喷水嘴
开合导丝器
穿丝管 每 周 维 护 每 月 维 护 剪线刀片 水阻传感器 水泵吸水口 每三月维护 加工液及水箱 半年 导丝器
公司名称: 担 当 者: 时 间: ____年____月____日
沙迪克丝切割维护保养一览表(AQ系列)
项目 工作台、防漏水装置、工作液箱 过滤器 日 常 维 护 内容及处理 清洗并擦干净,清理废屑、脏物 压力表超过2KG/MM2时,需更换过滤芯 当Display中Resist读数小于5X104Ω.CM, 而且读数不会再上升时需要更换交换树脂 每放电加工50小时需清洗并更换位置 如果划伤和破损需更换,有污脏则需清洗 每星期清洗开合导丝器及其槽,并校正丝的 垂直度 检查穿丝管是否弯曲,有则更换,并调整穿 丝时的U、V补正 检查导线轮转动是否顺畅,不顺时拆下清洗 并调整灵活,如损坏需更换 用水清洁或气枪吹干净 废线超过1/3时需清理 检查水箱的液面,太低需添加 清洗导丝器并校正垂直度 清洗刀片并转动刃口 用刷子和细砂纸除去水垢及污物 检查吸水口有无阻塞,用气枪清理管道 更换加工液,清理水箱的污垢、杂物 检查导丝器磨损程度,损耗严重时需更换