H13热作模具钢RE-N-C-S-V-Nb多元共渗层的研究
模具制造技术论文
模具制造技术论文模具制造是当前材料科学与工程领域中表现较为活跃、发展较为迅速的分支。
下面小编给大家分享一些模具制造技术论文,大家快来跟小编一起欣赏吧。
模具制造技术论文篇一浅谈模具制造中的表面强化技术摘要:在日常生产过程中模具的使用寿命成了工业生产过程中最大的问题,如何提高压铸模具的寿命我们就得在对其的表面处理工艺上下工夫。
本文介绍在模具制造领域中应用较为广泛的几类表面强化技术,并对其性能指标和经济性作了比较。
介绍了稀土表面强化技术在模具制造中的应用进展。
对纳米表面强化技术在模具制造中的应用作了展望。
关键词:模具制造表面强化技术引言表面强化是当前材料科学与工程领域中表现较为活跃、发展较为迅速的分支。
表面工程具有学科的综合性,手段的多样性,广泛的功能性,潜在的创新性,环境的保护性,很强的实用性和巨大的增效性,因而受到各行各业的重视。
表面强化技术在模具制造领域中的应用,在很大程度上弥补了模具材料的不足。
可用于模具制造的表面强化技术十分广泛,既包括传统的表面淬火技术、热扩渗技术、堆焊技术和电镀硬铬技术,又包括近20年来迅速发展起来的激光表面强化技术、物理气相沉积技术(PVD)、化学气相沉积技术(CVC)、离子注入技术、热喷涂技术、热喷焊技术、复合电镀技术、复合电刷镀技术和化学镀技术等。
而稀土表面强化技术的进展和纳米表面强化技术的兴起必将进一步推动模具制造的表面强化技术的发展。
表面强化技术应用于模具型腔表面处理,可达到如下目的:(1)提高模具型腔表面硬度、耐磨性、耐蚀性和抗高温氧化性能,大幅度提高模具的使用寿命。
提高模具型腔表面抗擦伤能力和脱模能力,从而提高生产率。
(2)经表面涂层或合金化处理过的碳素工具钢或低合金钢,其综合性能可达到甚至超过高合金化模具材料及硬质合金的性能指标,从而可大幅度降低材料成本。
(3)可以简化模具制造加工工艺和热处理工艺,降低生产成本。
(4)可用于模具型腔表面的纹饰,以提高制品的档次和附加值。
H13热作模具钢稀土硼碳氮多元共渗

3 )使 用设备 :. W 箱式 电炉 , I 金相 显 3 5k N KO
微 镜进 行金 相 组 织 观 察 及 分 析 , 用 N -0 型 采 VI1 A
维 氏硬 度计进 行 显 微 硬度 测 量 , 用 M2 0型磨 损 采 0 试 验机进 行 耐磨试 验 , 用 B l 0 采 S l S型 分析 天 平 ( 误 差 0 1mg 进 行抗 氧化性 试验 。 . )
试 验结 果表 明 :1 )在高 温 B N共 渗 后 淬 火 回 C
火 , 到强 韧性较好 的基 体和 硬度较 高 的表 面 , 得 由于 这样 的基体 具有较 高 的变形 抗 力 , 同时 给 渗 硼层 提
硬度 明显高 于试 样 1 而 且 硬 度 变 化 较 为 平 缓 ;2 , ) 在试验 中发 现试 样 1 渗 后 , 距表 面 6 ~9 m 共 在 0 0“ 的位置 组 织 硬 度 HV4 1 而 基 体 HV5 8 由 于硼 4, 3。 渗入到 钢 中形成 硼化物后 导 致硅 向心部 扩散并 富集 在 紧靠 硼化 物层 的下面 , 距表 面 2 ~5 m 之 间 在 0 0“ 产生软 带 。硼化 物几 乎 不 含 硅 , 硅被 挤 入 邻 近硼 化 物 的内层 , 硅 的浓度提 高 , 使 而硅 和铬均 是强 烈促使 铁素体 形成 的元 素 , 淬火 过 程 中没 有像 基 体 一样 在 从奥 氏体 向马 氏体 转 变 , 因而形 成 了软 带 区 。试 件
图 1 H1 3模 具 钢 硼 氮 碳 图 2 H1 3模 具 钢 稀 土 硼 氮
共 渗 的 显微 组 织
碳 共渗 的显 微 组 织
2 试 验 结 果及 分 析
2 1 稀土 化合物 对渗 层的影 响 .
H13钢的热加工工艺研究
H13模具钢的热加工工艺研究曹光明(潍坊学院机电工程系,山东潍坊 261061)摘要:研究了H13钢的锻造、预备热处理、淬火回火、表面热处理对其性能和模具寿命的影响。
针对H13钢质量的差别及其具体使用情况,指出了每个工艺过程的较佳工艺参数。
并介绍了H13钢表面处理的最新进展。
关键词:H13钢,模具钢,模具寿命Research on Heat Machining Technics Applied in H13 Die SteelCAO Guang-ming(Department of Mechanical and Electrical Engineering, Weifang University, Weifang Shandong 261061, China)Abstract: The effects on the properties and die lifespan of forging, conditioning heat treatment, quenching and tempering, surface heat treatment are researched. The preferable technics parameters are proposed according to different qualities and different used conditions of H13 steel. The recent progresses on the surface heat treatment of H13 steel are also discussed. Kewords: H13 steel, die steel, die lifespanH13(4Cr5MoSiV1)钢是目前国内外广泛使用的热作模具钢。
因其具有良好的热强性、红硬性、较高的韧性和抗热疲劳性能,广泛用于铝合金的热挤压模和压铸模;同时也可制作热锻模和塑料模。
H13模具钢
H13模具钢材料科学与工程学院成型08-3班季洪波 14085642【摘要】简单介绍了热作模具,以及热作模具的典型材料H13钢及其成分、性质、热处理工艺和相对其它热作模具钢的优势。
指出了H13钢成份低Si高Mo的发展趋势。
并叙述了目前H13钢的表面改性方法。
关键词: H13钢;热作模具;4Cr5MoSiV1;化学成分1、引言近年来,随着模具工业的迅速发展,模具钢的发展也极为迅速。
由于工业生产技术的发展和不断出现的新材料,模具的工作条件日益苛刻,对模具钢的性能、品质、品种等方面不断地提出了新的要求,为此,世界各国近年来都积极开发了具有各种特性,适应不同性能要求的新型模具钢。
在新型模具中又以热作模具为新发展趋势。
2、热作模具简单介绍热作模具可分为热锻模、热挤压模、压铸模和热冲裁模等,这类模具在工作中既受复杂力的作用、又受到温度变化的影响,其工作条件差、失效形式复杂、性能要求高。
随着高效、高速、高强度、大吨位的机械化和自动化加工成形设备的发展以及热锻模、热挤压模、热镦模、压铸模等复杂工艺的广泛应用,对模具的强度、冲击韧度、红硬性和耐磨性提出了更高的要求,因此,热作模具钢的选用成为模具设计与制造的重要技术问题之一。
2.1、热作模具的服役条件了解热作模具的服役条件是正确选用模具材料及热处理工艺的前提。
热作模具在高温、高压条件下工作,受到强大冲击力及金属流动充满型腔的摩擦力的作用,模腔温度达300~600 ℃,要用液体或气体冷却模具,反复的加热和冷却会使模具表面产生龟裂,同时,模具还受到压应力、拉应力、弯曲应力作用,因此,要求模具能在较高温度下保持强度和韧性,具有良好的热疲劳性、抗氧化性、一定硬度和耐磨性,并具有良好的综合力学性能。
2.2、热作模具材料失效原因分析模具的失效是指模具丧失了正常工作能力,其生产出的产品已成为废品。
热作模具使用的环境和条件有其特殊性,对模具材料的性能要求也各不同。
这类模具的失效形式可以归纳为4 种。
H13_钢表面多弧离子镀CrAlN_涂层的显微硬度及耐磨性影响
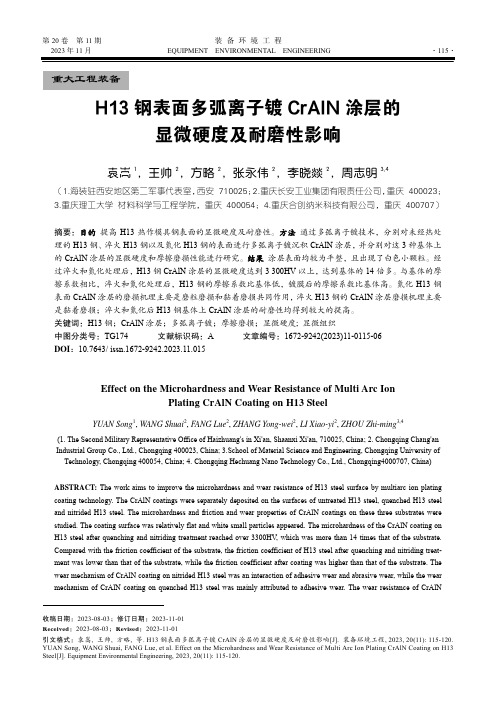
第20卷第11期装备环境工程2023年11月EQUIPMENT ENVIRONMENTAL ENGINEERING·115·重大工程装备H13钢表面多弧离子镀CrAlN涂层的显微硬度及耐磨性影响袁嵩1,王帅2,方略2,张永伟2,李晓燚2,周志明3,4(1.海装驻西安地区第二军事代表室,西安 710025;2.重庆长安工业集团有限责任公司,重庆 400023;3.重庆理工大学 材料科学与工程学院,重庆 400054;4.重庆合创纳米科技有限公司,重庆 400707)摘要:目的提高H13热作模具钢表面的显微硬度及耐磨性。
方法通过多弧离子镀技术,分别对未经热处理的H13钢、淬火H13钢以及氮化H13钢的表面进行多弧离子镀沉积CrAlN涂层,并分别对这3种基体上的CrAlN涂层的显微硬度和摩擦磨损性能进行研究。
结果涂层表面均较为平整,且出现了白色小颗粒。
经过淬火和氮化处理后,H13钢CrAlN涂层的显微硬度达到3 300HV以上,达到基体的14倍多。
与基体的摩擦系数相比,淬火和氮化处理后,H13钢的摩擦系数比基体低,镀膜后的摩擦系数比基体高。
氮化H13钢表面CrAlN涂层的磨损机理主要是磨粒磨损和黏着磨损共同作用,淬火H13钢的CrAlN涂层磨损机理主要是黏着磨损;淬火和氮化后H13钢基体上CrAlN涂层的耐磨性均得到较大的提高。
关键词:H13钢;CrAlN涂层;多弧离子镀;摩擦磨损;显微硬度; 显微组织中图分类号:TG174 文献标识码:A 文章编号:1672-9242(2023)11-0115-06DOI:10.7643/ issn.1672-9242.2023.11.015Effect on the Microhardness and Wear Resistance of Multi Arc IonPlating CrAlN Coating on H13 SteelYUAN Song1, WANG Shuai2,F ANG Lue2, ZHANG Yong-wei2, LI Xiao-yi2, ZHOU Zhi-ming3,4(1. The Second Military Representative Office of Haizhuang's in Xi'an, Shaanxi Xi'an, 710025, China; 2. Chongqing Chang'anIndustrial Group Co., Ltd., Chongqing 400023, China; 3.School of Material Science and Engineering, Chongqing University of Technology, Chongqing 400054, China; 4. Chongqing Hechuang Nano Technology Co., Ltd., Chongqing4000707, China)ABSTRACT: The work aims to improve the microhardness and wear resistance of H13 steel surface by multiarc ion plating coating technology. The CrAlN coatings were separately deposited on the surfaces of untreated H13 steel, quenched H13 steel and nitrided H13 steel. The microhardness and friction and wear properties of CrAlN coatings on these three substrates were studied. The coating surface was relatively flat and white small particles appeared. The microhardness of the CrAlN coating on H13 steel after quenching and nitriding treatment reached over 3300HV, which was more than 14 times that of the substrate.Compared with the friction coefficient of the substrate, the friction coefficient of H13 steel after quenching and nitriding treat-ment was lower than that of the substrate, while the friction coefficient after coating was higher than that of the substrate. The wear mechanism of CrAlN coating on nitrided H13 steel was an interaction of adhesive wear and abrasive wear, while the wear mechanism of CrAlN coating on quenched H13 steel was mainly attributed to adhesive wear. The wear resistance of CrAlN收稿日期:2023-08-03;修订日期:2023-11-01Received:2023-08-03;Revised:2023-11-01引文格式:袁嵩, 王帅, 方略, 等. H13钢表面多弧离子镀CrAlN涂层的显微硬度及耐磨性影响[J]. 装备环境工程, 2023, 20(11): 115-120. YUAN Song, WANG Shuai, FANG Lue, et al. Effect on the Microhardness and Wear Resistance of Multi Arc Ion Plating CrAlN Coating on H13 Steel[J]. Equipment Environmental Engineering, 2023, 20(11): 115-120.·116·装备环境工程 2023年11月coating on quenched and nitridedH13 steel increases greatly.KEY WORDS: H13 steel; CrAlN coatings; multiarc ion plating; friction and wear; microhardness; microstructure多弧离子镀是提高材料表面耐磨耐蚀性的一种物理气相沉积技术[1-3]。
第5章 模具钢料的热处理-模具表面处理技术
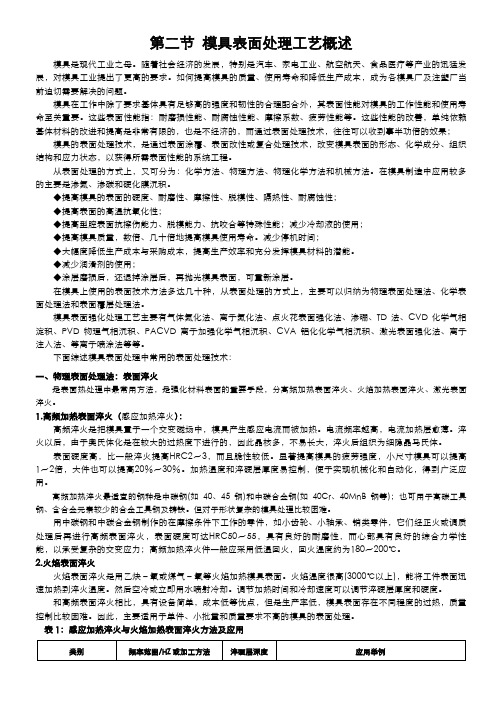
第二节模具表面处理工艺概述模具是现代工业之母。
随着社会经济的发展,特别是汽车、家电工业、航空航天、食品医疗等产业的迅猛发展,对模具工业提出了更高的要求。
如何提高模具的质量、使用寿命和降低生产成本,成为各模具厂及注塑厂当前迫切需要解决的问题。
模具在工作中除了要求基体具有足够高的强度和韧性的合理配合外,其表面性能对模具的工作性能和使用寿命至关重要。
这些表面性能指:耐磨损性能、耐腐蚀性能、摩擦系数、疲劳性能等。
这些性能的改善,单纯依赖基体材料的改进和提高是非常有限的,也是不经济的,而通过表面处理技术,往往可以收到事半功倍的效果;模具的表面处理技术,是通过表面涂覆、表面改性或复合处理技术,改变模具表面的形态、化学成分、组织结构和应力状态,以获得所需表面性能的系统工程。
从表面处理的方式上,又可分为:化学方法、物理方法、物理化学方法和机械方法。
在模具制造中应用较多的主要是渗氮、渗碳和硬化膜沉积。
◆提高模具的表面的硬度、耐磨性、摩擦性、脱模性、隔热性、耐腐蚀性;◆提高表面的高温抗氧化性;◆提高型腔表面抗擦伤能力、脱模能力、抗咬合等特殊性能;减少冷却液的使用;◆提高模具质量,数倍、几十倍地提高模具使用寿命。
减少停机时间;◆大幅度降低生产成本与采购成本,提高生产效率和充分发挥模具材料的潜能。
◆减少润滑剂的使用;◆涂层磨损后,还退掉涂层后,再抛光模具表面,可重新涂层。
在模具上使用的表面技术方法多达几十种,从表面处理的方式上,主要可以归纳为物理表面处理法、化学表面处理法和表面覆层处理法。
模具表面强化处理工艺主要有气体氮化法、离子氮化法、点火花表面强化法、渗硼、TD法、CVD化学气相淀积、PVD物理气相沉积、PACVD离子加强化学气相沉积、CVA铝化化学气相沉积、激光表面强化法、离子注入法、等离子喷涂法等等。
下面综述模具表面处理中常用的表面处理技术:一、物理表面处理法:表面淬火是表面热处理中最常用方法,是强化材料表面的重要手段,分高频加热表面淬火、火焰加热表面淬火、激光表面淬火。
热处理工艺参数对13Cr11Ni2W2MoV渗氮组织及性能的影响

热处理工艺参数对13Cr11Ni2W2MoV渗氮组织及性能的影响一、13Cr11Ni2W2MoV渗氮工艺概述13Cr11Ni2W2MoV是一种优质的不锈钢材料,其在常温下具有良好的机械性能。
当需要在高温、高压环境下进行使用时,其抗腐蚀性和耐磨损性就显得尤为关键。
为了进一步提升其性能,可以通过渗氮处理的方式来改良材料的表面性能。
渗氮是将氮原子渗入材料表面,在材料表面形成一层氮化物,从而提高材料的硬度、耐磨性和疲劳强度。
通常,渗氮处理可以采用氨气气氛渗氮、盐浴渗氮、离子渗氮等方法。
在进行渗氮处理时,热处理工艺参数的选择对于材料的渗氮深度、组织和性能具有重要的影响。
常见的热处理工艺参数包括温度、时间、气氛、温度均匀性等方面。
不同的工艺参数组合将会影响渗氮层的厚度、组织结构和性能。
1. 温度渗氮处理的温度是影响渗层深度和组织结构的重要因素之一。
一般来说,温度越高,渗氮速度越快,渗层深度也越大。
温度过高也可能导致材料变质或热应力过大。
在选择渗氮温度时需要综合考虑材料的性能要求和实际工艺条件。
对于13Cr11Ni2W2MoV材料来说,合适的渗氮温度范围一般在500℃-550℃,这个温度范围下可以较好地保证渗氮深度和组织结构的均匀性。
2. 时间3. 气氛不同的渗氮气氛对于渗层的形成和组织结构也会产生影响。
常见的渗氮气氛有氨气、氮气、混合气等。
在选择渗氮气氛时,需要考虑气氛的活性、均匀性和安全性。
对于13Cr11Ni2W2MoV材料来说,一般采用氨气气氛进行渗氮处理,因为氨气活性较高,能够在较短的时间内形成均匀的渗层。
渗氮处理过程中,温度均匀性对于渗层的形成和结构也是非常重要的。
如果温度分布不均匀,将会导致渗层厚度不一致、组织结构不均匀等问题,严重影响材料的性能。
因此在进行渗氮处理时,需要采取一定的措施来保证工件的温度均匀性,如采取合适的炉具结构、加强温度监测和控制等方式。
热处理工艺参数的选择对于渗氮层的硬度有着直接的影响。
高导热高热强热作模具钢的组织结构与性能研究
高导热高热强热作模具钢的组织结构与性能研究摘要:随着现代工业的发展,对于热作模具钢的需求日益增加,因此研究和了解热作模具钢的组织结构与性能显得尤为重要。
本文通过对高导热高热强热作模具钢的组织结构与性能进行深入研究,总结了其特点以及适用范围,并探讨了其在工业生产中的应用前景。
1. 引言热作模具钢是一种用于制造热作模具的特殊钢材。
在高温、高压和复杂工况下,钢材需要具备出色的导热性能和热强性能,以保证模具的稳定性和性能。
因此,研究高导热高热强热作模具钢的组织结构与性能对于提高模具的使用寿命和生产效率具有重要意义。
2. 组织结构分析高导热高热强热作模具钢的组织结构通常由奥氏体、碳化物和析出相组成。
其中,奥氏体的含量直接影响到钢材的导热性能,而碳化物和析出相主要起到增强钢材的热强性能和硬度的作用。
因此,通过调整合金元素的含量和热处理工艺,可以有效控制高导热高热强热作模具钢的组织结构,进而影响其导热性能和热强性能。
3. 导热性能分析高导热高热强热作模具钢的导热性能通常通过热导率来评估。
研究发现,提高钢材中奥氏体的含量和尺寸可以显著提高导热性能。
同时,适当的碳含量和碳化物的分布也对导热性能有一定影响。
因此,在制备高导热高热强热作模具钢时,需要合理选择合金元素和热处理工艺,以获得理想的导热性能。
4. 热强性能分析高导热高热强热作模具钢的热强性能通常通过抗热蠕变性能来评估。
研究表明,合适的碳含量和碳化物分布可以有效提高钢材的热强性能。
此外,合金元素的选择和热处理工艺也对热强性能有一定影响。
因此,在设计和制备高导热高热强热作模具钢时,需要综合考虑各种因素,以获得理想的热强性能。
5. 应用前景高导热高热强热作模具钢由于其出色的导热性能和热强性能,在航空航天、汽车制造、电子设备等领域有广泛应用的前景。
特别是在注塑模具、压铸模具和挤压模具中,使用高导热高热强热作模具钢可以提高生产效率和产品质量,并延长模具的使用寿命。
因此,对于高导热高热强热作模具钢的研究和应用具有重要的现实意义和经济意义。
钢的强化方法及机理

强化3Cr2W8V钢属过共析钢, 原材料晶粒粗大, 碳化物偏析严重往往呈块、网、带状分布。
通过改锻(三次循环调质处理), 击碎块状碳化物, 七碎粗晶粒, 并使其形成的纤维组织沿着模具轮廓呈无定向分布, 增加钢的塑性、韧性与强度。
经三次高温固溶淬火, 使未锻透的内层组织中的残留块状、网状、带状碳化物和难溶的碳化物质点和合金元素充分溶解于奥氏体中, 大大增加了固溶体中的合金化程度, 大大降低了碳化物偏析对基体的切割作用。
升至淬火温度保温后出炉水冷2一3秒淬人硝盐等温, 获得强韧性高的板条弥散组织,再经二次高温回火后碳化物呈高度弥散析出, C一N硬化层有硬度较高的过渡层支承, 基体具有良好的强韧性, 使凹模具有外硬型面和内韧基体特性, 获得一顶十的高寿命。
3Cr2W8V钢可采用淬火、回火处理,渗碳、渗氮、渗硼及碳氮共渗、渗铝、渗铬及铬一铝一硅三元共渗等化学热处理,镀金属等表面强化处理来提高其高温强度、冷热疲劳抗力、耐磨性、抗腐蚀性及防粘模等性能,从而达到提高3Cr2W8V钢制模具的使用寿命的目的。
渗金属渗铬处理可显著提高模具高温耐磨性、热疲劳抗力。
真空热处理。
采用真空热处理,模具表面光洁,硬度均匀,变形小,尤其适应对精度要求和表面粗糙度要求高的模具。
3Cr2W8V钢超塑形变处理与常规热处理比较,其强度和韧性同时得到提高电火花表面强化是利用火花放电时释放的能量,将一种导电材料熔渗到工件表面,构成合金化的表面强化层,从而改善工件表面的物理及化学性能喷丸强化是借助于硬丸粒,高速、连续锤击金属表面,使其产生强烈的冷作硬化。
通过喷丸可以明显改变金属表层的应力状态、显微硬度、表层的微观形貌,从而提高模具的疲劳强度、抗冲击磨损及抗应力腐蚀离子注入是将被注入元素的原子利用离子注入机电离成带一个正电荷的离子,经高压电场作用后,强行注入材料的表面,使其产生物理、化学性能的优化的工艺方法。
可将任何元素注入任何材料中,浓度可严格控制,且不受材料固溶度的限制,强化层也不会剥落,处理温度低,易于控制,工件的基体材料不可能因温升而弱化,也不会产生变形和翘曲。
H13模具钢金相组织分析

热作模具钢H13的显微组织金相分析摘要:按照北美压铸协会提出的优质压铸模H13钢验收标准NADCA# 207-90和H11、H13及改良型钢的显微成分偏析验收参考图谱对H13某国产钢进行显微组织分析,并对其真空淬火显微组织进行研究。
关键词:热作模具钢;热处理;显微组织1前言H13钢在淬硬条件下具有较高韧度,并具有优良的抗热裂能力,是一种强韧兼有的空冷硬化型热作模具用钢。
它适用于制造压铸模、挤压模、热切边模、热锻模的热冲孔模具等。
H13钢在我国为4Cr5MoSiV1钢。
德国的DIN1.2344,瑞典的SS142242,法国的AFNORZ40COV5和日本的JISSKD61与之相类似。
众所周知,影响模具寿命的最重要因素是热作模具钢的质量。
现在,描述热作模具钢的质量主要通过显微组织分析。
评定显微组织的标准广泛采用北美压铸协会模具材料委员会编的《压力铸造模具用高级H13钢的验收标准》NADCA#207-90。
新近研究的显微带状组织验收参考图谱更能说明钢材力学性能和模具寿命的关系。
因而,它们是对材料进行金相评级的重要依据。
本文从这两方面着手对一种国产H13钢进行显微组织分析,并对这种材料的真空淬火显微组织作研究。
2按NADCA的分析按照NADCA#207-90标准,一般试样都在退火态下进行推测。
2.1 材料化学成分:国产H13钢的化学成分分析结果列于表1。
表中还列入ASTMA681(最新修订版)中H13钢和NADCA#207-90中高级H13钢的化学成分,表中列入的4Cr5MoSiV1钢为GB/T1299-2000《合金工具钢》中规定的相当于H13钢的成分。
降低钢中含硫量对提高H13钢的纯净度,从而改善其性能具有重要意义。
文献[3]介绍,硫的质量分数<0.014%时可以大大提高钢件的断裂韧度KIC值。
国外电渣重熔优质H13钢的含硫质量分数控制在0.005%~0.008%范围。
在此,国产电渣重熔钢H13R尚有待提高。
H13模具钢的热处理实践

书山有路勤为径,学海无涯苦作舟
H13 模具钢的热处理实践
H13 模具钢经过热处理可以获得优良的性能,诸如高强度、红硬性及高的冲击韧性值。
从解析H13 钢的化学成分入手,对选用高温球化退火、淬火及二次回火做了说明,提供了工艺数据,并在结论中给出了生产实践中获得的五条经验。
引言
H13 钢是国际上广泛应用的一种热作模具钢,因为高温下具有良好的冲
击韧性、耐磨性、延展性、热硬性而应用于压铸模、热锻模及挤压模的制造。
本文介绍的是H13 钢改锻后的热处理工艺。
1、钢的化学成分H13 钢是美国国家标准ANS
表1 H13 模具钢的化学成分
Cr 的影响:Cr 能与碳结合形成特殊碳化物,当铬的碳化物固溶于奥氏体中,可以提高过冷奥氏体的稳定性。
当它固溶于马氏体中有助于提高其回火能力,促进二次硬化效应,较多的Cr 主要目的是提高H13 钢的淬透性、高温强度和抗高温氧化能力[2]。
Mo 的影响:Mo 也是碳化物形成元素,在H13 钢中可提高钢的回火稳定性和耐磨性。
Si 的影响:提高钢的强度、硬度及耐回火性,同时弱化热处理炉内氧化
气氛。
V 的影响:降低钢的过热敏感性,提高钢的回火稳定性及二次硬化效
应,弥散分布的碳化钒质点能大大提高钢的耐磨性。
2、热处理工艺选择2.1、临界点热处理温度、冷却方式决定于钢的临界。
H13钢压铸模具的表面改性

H13钢压铸模具的表面改性潘晓华1朱祖昌2(1艾福表面处理技术(上海)XXX,上海200030,2上海工程技术大学,上海200336)中文摘要:着重介绍H13钢的化学成分及低Si高M0的改进方向,同时论述了压铸模具的表面PVD改性。
关键词:压铸模具,热处理,表面改性,物理气相沉积1.压铸模具和H13国内有色金属压铸模具普遍采用H13热作模具钢。
所谓热作模具是指对加热至再结晶温度以上的金属或合金进行塑性变形的和对液态的有色金属压制成型制造零部件的模具。
作为有色金属的压铸模具用钢一般应具有下述条件:(1)具有较高的淬透性,热处理时可采用冷却强度较小的介质和具有较小的热处理变形;(2)具有高的抗热裂性和耐热疲劳抗力,使模具经受激冷激热不易形成裂纹以及形成的裂纹不易扩展,避免模具失效;(3)具有高的抗热软化能力和抗高温磨损能力,使模具保持一定的高温强度和尺寸稳定性;(4)具有高的抗液态金属的粘焊(soldering)和化学冲蚀损伤,国内以熔化液态金属的熔损来表征。
要达到这些兼具高温强度和高韧度要求,又有较高的高温硬度和抗磨损能力,主要由钢的化学成分决定,一般采用中碳含量(0.35~0.45%)和含Cr、W、M0和V等合金元素,合金元素总量在6~25%范围。
在美国,热作模具钢分为三种:铬热作模具钢、钨热作模具钢和钼热作模具钢,全部以H 命名。
分别为H10~H19,H21~H26,和H42、H43[1]。
用于Al合金压铸模的钢种,目前很普遍采用H13钢,它属于第一种。
国内钢号为4Cr5M0SiVl。
以前国内采用较多的3Cr2W8V钢的热疲劳性和韧度显得不足。
H13钢的含碳量在0.5%以下。
美国AISI H13,UNS T20813, ASTMA681(最新版)的H13钢和FED QQ-T-570的H13的含碳量都规定为(0.32~0.45)%, 是所有H13钢中含碳量范围最宽的。
我国GB/T1299和YB/T094中4Cr5M0SiV1和SM4Cr5M0SiV1钢号的含碳量为(0.32~0.42)%和(0.32~0.45)%。
H13钢RE-N-C-S-V-Nb多元共渗高温耐磨性及红硬性研究的开题报告

H13钢RE-N-C-S-V-Nb多元共渗高温耐磨性及红硬
性研究的开题报告
引言:
H13钢是一种常用的模具钢,其具有良好的高温强度、硬度和热疲劳性能。
然而,由于长期使用和重复循环加工,模具表面易受磨损,从而影响模具的使用寿命和生产效率。
因此,开发一种高耐磨性和红硬性的H13钢多元共渗材料,是当前研究的热点之一。
本研究旨在通过多元共渗技术,对H13钢进行表面处理,提高其高温耐磨性和红硬性,并优化处理条件,进一步提高其性能。
研究方法:
1.材料制备
本研究选用H13钢作为基体材料,采用多元共渗技术,在表面分别共渗加入RE、N、C、S、V、Nb等元素,形成多元共渗材料。
2.性能测试
对制备的多元共渗材料进行高温耐磨性和红硬性测试。
高温耐磨性测试采用球盘式摩擦磨损试验机,测试其在高温条件下,在不同负荷和速度下的耐磨性能。
红硬性测试采用热冲击试验机,测试其在高温急冷条件下的红硬性能。
3.分析表征
对制备的多元共渗材料进行微观结构分析、硬度测试、XRD谱分析等,探究其物理化学性质与表面结构的相互关系。
研究意义:
通过对H13钢多元共渗技术的研究,可以优化材料表面处理工艺,提高材料的高温耐磨性和红硬性能,从而延长模具的使用寿命,提高生
产效率。
此外,本研究还可以为制备其他多元共渗材料提供参考和借鉴,并拓展多元共渗技术在材料领域中的应用。
不同涂层刀具铣削退火H13钢加工性能研究

不同涂层刀具铣削退火H13钢加工性能研究王琰;赵中华;胡天宇【摘要】为了研究退火后的H13钢的切削加工性能,采用多种Ti化合物涂层刀具进行铣削退火H13钢试验,分析了不用的涂层材料刀具与切削力、切屑形态以及刀具磨损状况之间的关系.研究得出:TiAlN涂层刀具受到三个方向的力比TiN涂层刀具以及TiC涂层刀具受到的力小;TiAlN涂层刀具切削后后刀面磨损较小,TiN涂层刀具次之,TiC涂层刀具后刀面损伤面积最大;TiAlN涂层刀具切削产生的切屑大多呈现细长卷曲的形状,且切屑长度适中,切削性能最佳.【期刊名称】《制造业自动化》【年(卷),期】2019(041)004【总页数】4页(P116-118,126)【关键词】涂层刀具;切削力;刀具磨损;切屑【作者】王琰;赵中华;胡天宇【作者单位】上海工程技术大学,上海201600;上海工程技术大学,上海201600;上海工程技术大学,上海201600【正文语种】中文【中图分类】TG540 引言H13钢(4Cr5MoSiV1钢)是一种综合性能优良且应用广泛的热作模具钢,具有高的淬透性和韧性、优良抗热裂能力和中等的抗磨损能力,在高温下具有抗软化能力,经过热处理后变形较小,广泛应用于制作各种热锻模、热挤压模、有色金属压铸模和塑料模等[1]。
退火后的H13钢硬度为22~23HRC左右,退火能够使材料有较好的高温强度和韧性,作为热作模具钢,需要与高温金属溶液接触,H13钢应有较高的抗热裂纹、抗整体开裂能力[2,3]。
长期以来,人们一直采用铣削-磨削或者铣削-EDM(Electrical Discharge Machining)的方法实现对模具的加工,较低的材料去除率以及相对较差的表面完整性使磨削或EDM的应用范围受到限制[4]。
随着超硬刀具材料、涂层技术、高性能机床和CAD/CAM技术的快速发展,高速切削技术从最初的航空领域扩展到了模具行业,并逐步发展成为硬态铣削技术,基本是对处于淬硬状态的模具钢进行高速切削加工。
H13模具钢的锻造及热处理

H13模具钢的锻造及热处理王欣;杨凌平【摘要】简要介绍了H13模具钢的性能特点及应用概况,重点讨论了它的锻造要点和热处理工艺特点,分析了H13热锻模寿命不长、频繁失效的原因,并提出了纠正和预防措施.【期刊名称】《模具制造》【年(卷),期】2014(014)001【总页数】3页(P84-86)【关键词】H13模具钢;4Cr5MoV1Si(即4Cr5MoSiV1);锻造;热锻模;热处理【作者】王欣;杨凌平【作者单位】山东省东平县技工学校山东东平271500;济南汇九齿轮有限公司山东平阴 250402【正文语种】中文【中图分类】TG142;TG1561 引言H13是美国牌号的模具钢,是一种中碳中合金的热作模具钢,其成分约与日本的SKD61和瑞典一胜百ASSAB8407相当,我国与之相对应的牌号为4Cr5MoV1Si,但国产的4Cr5MoV1Si模具钢虽然主加合金元素大体上与上述几种国外牌号相当,其含碳量范围在0.32%~0.42%,而国外进口的类似钢中含碳量基本上控制在0.39%~0.40%,同时,限于我国的国情和钢铁冶炼水平,国产的4Cr5MoV1Si 热作模具钢,其内在品质是无法与上述几种进口牌号的模具钢相媲美的。
2 H13模具钢的应用概况随着改革开放的发展和大量进口钢材的不断涌入,在20世纪80年代初,我国的一些钢厂相继开发了牌号为4Cr5MoV1Si模具钢,算是对进口的同类牌号热模钢的回应。
但自从这种模具钢在我国问世以来,不少业界人士夸大它的作用,大有淘汰3Cr2W8V的趋势,实际上4Cr5MoV1Si和3Cr2W8V各有所长。
例如,在高温机械性能(高温强度和硬度)方面,在550~650℃时,4Cr5MoV1Si优于3Cr2W8V,但在 650~700℃ 时,3Cr2W8V就明显优于4Cr5MoV1Si;对于热疲劳抗力而言,4Cr5MoV1Si热应变较分散,便于发展成龟裂,而3Cr2W8V 则相反,热应变较集中,便于主裂纹扩展。
H13热作模具钢的化学成分及其改进

H13热作模具钢的化学成分及其改进1.前言热作模具钢要求材料具有高的淬透性、高的高温强度、高的耐磨性、高的韧度、高的抗热裂能力和高的耐熔损性能等。
在美国,热作模具钢分为三种:铬热作模具钢、钨热作模具钢和钼热作模具钢,都冠以H字母,分别表示为H10~H19、H21~H26和H42、H43等。
其中前两种钢的含碳量在(0.30~0.50)﹪范围,后种钢的含碳量在(0.50~0.70)﹪范围内,三种钢的Cr、W、Mo和V合金元素的总含量在(6~25)﹪范围。
H13钢是使用最广泛和最具代表性的热作模具钢种,它的主要特性是[1]:(1)具有高的淬透性和高的韧性;(2)优良的抗热裂能力,在工作场合可予以水冷;(3)具有中等耐磨损能力,还可以采用渗碳或渗氮工艺来提高其表面硬度,但要略为降低抗热裂能力;(4)因其含碳量较低,回火中二次硬化能力较差;(5)在较高温度下具有抗软化能力,但使用温度高于540℃(1000℉)硬度出现迅速下降(即能耐的工作温度为540℃);(6)热处理的变形小;(7)中等和高的切削加工性;(8)中等抗脱碳能力。
更为令人注意的是,它还可用于制作航空工业上的重要构件。
航空及宇航工业发展要求其构件采用具有高强度、高韧度和高屈强比的材料,人们已经知道[2],钢铁材料要能与钛合金相竞争,其拉伸强度必须达到1600~1700MPa,其断裂韧度KIC≥125MPa√m 的水平。
对飞行器,随飞行速度与音速的比值(称为马赫数,Ma,)的增加,要求构件能承受500℃或更高温度的能力,为此须采用具有二次硬化能力的钢材。
人们正是从热作模具钢受到启发,将之作为一种超高强度钢加以应用和开展相当类型的超高强度钢的研究。
2. H13钢的化学成分的分析H13钢是C-Cr-Mo-Si-V型钢,在世界上的应用极其普遍,同时各国许多学者对它进行了广泛的研究,并在探究化学成分的改进。
钢的应用广泛和具有优良的特性,主要由钢的化学成分决定的。
多元硼共渗及应用

多元硼共渗及应用
张茂仁;孙希泰
【期刊名称】《金属热处理》
【年(卷),期】1993()8
【摘要】一、前言渗硼层硬度高、耐磨性好,而且具有一定的耐热性和对某些介质的抗蚀能力.因而在工业中得到了广泛的应用.为了降低渗硼层的脆性,进一步提高渗硼层的耐磨性、耐热性和耐蚀性,满足各种使用条件下对不同性能的要求,人们对硼和其它元素的共渗进行了大量的研究.国外早在40年代就已开始,国内近十年来也进行了大量的研究,并用于生产,取得了良好的效果.二、多元硼共渗工艺方法、组织性能及应用多元硼共渗有硼铝、硼硅、硼铬、硼钛、硼锆、硼钒、硼钨、硼钼、硼铜、硼磷、硼稀土、硼氮、硼氮碳、硼氮碳氧及硼氮碳氧硫等.共渗的元素不同,得到的组织性能就不同。
【总页数】4页(P3-6)
【关键词】多元渗;渗硼;应用
【作者】张茂仁;孙希泰
【作者单位】山东工业大学材料分析测试中心
【正文语种】中文
【中图分类】TG156.87
【相关文献】
1.材料表面与界面——低温气体氮-碳-硼-稀土多元共渗的研究 [J], 杨咏东;马志伟;陈岩;杜永花
2.低温气体氮-碳-硼-稀土多元共渗的研究 [J], 杨咏东;马志伟;陈岩;杜永花
3.45钢稀土催渗气体氮—碳—硼多元共渗的研究 [J], 张松;张春华
4.H13热作模具钢稀土硼碳氮多元共渗 [J], 卫世杰;池成忠
5.中温硼铝稀土多元共渗及热处理 [J], 楼白杨;劳善庆
因版权原因,仅展示原文概要,查看原文内容请购买。
一次、二次、三次渗碳体概念

一次、二次、三次渗碳体概念一、引言渗碳体,作为一种重要的铁碳化合物,在钢铁等材料中扮演着重要的角色。
根据形成方式和作用的不同,渗碳体可以分为一次、二次和三次渗碳体。
本文将详细介绍这三种渗碳体的概念,以及它们在材料科学中的应用。
二、一次渗碳体1.概念:一次渗碳体,也称为共析渗碳体,是在铁碳合金冷却过程中,由铁和碳直接析出的固态相。
2.形成:在缓慢冷却条件下,铁碳合金中的多余的碳原子会逐渐富集,形成一次渗碳体。
3.应用:一次渗碳体的主要应用在于对钢材的强化处理。
通过使钢在固态下与活性碳化物形成渗碳体,提高钢的硬度和耐磨性。
三、二次渗碳体1.概念:二次渗碳体是存在于钢中的固溶体,通常是由于合金元素(如铬、镍等)与碳原子在高温下相互作用形成的。
2.形成:当钢中的合金元素含量超过其在铁中的溶解度时,多余的合金元素会与碳结合形成二次渗碳体。
3.应用:二次渗碳体主要用于增加钢的硬度和耐磨性,同时也是调节钢的相变行为的重要手段。
例如,不锈钢中的铬元素通过形成二次渗碳体,增加了不锈钢的抗腐蚀性能。
四、三次渗碳体1.概念:三次渗碳体,也称为析出渗碳体,是在钢的冷却过程中,由钢中的固溶元素析出形成的。
2.形成:在钢的冷却过程中,固溶于钢中的合金元素会逐渐析出,形成细小的三次渗碳体颗粒。
3.应用:三次渗碳体的主要应用在于细化钢的组织结构,提高钢的强度和韧性。
例如,通过控制三次渗碳体的析出行为,可以实现对高强度钢的组织结构和力学性能的有效调控。
五、结论渗碳体作为铁碳合金中的重要组成相,其在材料中的作用不容忽视。
一次、二次和三次渗碳体的不同形成方式和特性,使得它们在材料科学中具有广泛的应用前景。
对这三种渗碳体的深入研究,有助于我们更好地理解和调控材料的物理和化学性质,为新型材料的开发和应用提供理论支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H13热作模具钢RE-N-C-S-V-Nb多元共渗层的研究
庞祖高韦芙丹单朝军
广西大学材料科学与工程学院,南宁530004
[摘 要] 对H13热作模具钢进行盐浴RE-N-C-S-V-Nb多元共渗,研究了渗层试样的组织、硬度及高温抗氧化性。
结果表明:H13钢经盐浴RE-N-C-S-V-Nb共渗处理后,形成了厚约17 μm的表面渗层,渗层主要由含V,Nb和C,N的化合物组成,且组织细小而均匀,显微硬度呈梯度变化,高温抗氧化性能较好。
H13钢;多元共渗;共渗层
TG174.445A1001-3660(2011)06-0050-03Research on Multi-elements Permeating Layer of H13 Hot Working Die Steel After RE-N-C-S-V-Nb Multi-elements Penetrating
PANG Zu-gao WEI Fu-danSHAN Zhao-jun
2011-08-292011-09-15
广西省自然科学基金(2010GXNSFA013020)
庞祖高(1957-),男,广西兴业人,教授,主要研究方向为现代模具设计与制造技术、模具早期失效。
H13钢化学成分
@@[1]蔡美良,丁惠麟,孟沪龙.新编工模具钢金相热处理[M]. 北京:机械工业出版社,1998.
@@[2]李春胜.钢铁材料手册[M].南昌:江西科学技术出版社, 2004.
@@[3]庞祖高,雷声远,韦春萍,等.RE-N-C-S-V-Nb多元共渗工 艺优化[J].金属热处理,2011,36(7): 48-52.
@@[4]李延辉,刘金水,周惦武,等.H13模具钢低温盐浴碳氮钒 共渗工艺研究[J].热加工工艺,2006,35(10):37-39.
@@[5] PERSSO A,HOGMARK S,BERGSTROM J. Simulation
and Evaluation of Thermal Fatigue Cracking of Hot Work
Tool Steels[J]. Intenational Journal of Fatigue, 2004,26
(5) :1095- 1107.
@@[6] MA Sheng-li,LI Yan-huai,XU Ke-wei. The Composite of
Nitrided Steel of H13 and TiN Coatings by Plasma Du
plex Treatment and the Effect of Pre-nitriding[J]. Surface
and Coatings Technology,2001,13(7):116-121.
@@[7]李志刚.热作模具钢H13表面改性研究[D].太原:太原
理工大学,2008.
@@[8]李显玉,刘志杰,陈晓辉.模具材料的表面强化研究[J].
模具制造,2007(4):73-74.
@@[9]孙希泰.材料表面强化技术[M].北京:化学工业出版社,
2005.
@@[10]苏兹聪,曲宏强.H13钢压铸模早期开裂失效分析[J].金
属热处理,2010,35(2):80-83.
H13热作模具钢RE-N-C-S-V-Nb多元共渗层的研究
作者:庞祖高, 韦芙丹, 单朝军, PANG Zu-gao, WEI Fu-dan, SHAN Zhao-jun 作者单位:广西大学材料科学与工程学院,南宁,530004
刊名:
表面技术
英文刊名:Surface Technology
年,卷(期):2011,40(6)
本文链接:/Periodical_bmjs201106015.aspx。