FANUC数控系统硬件的连接
FANUC数控系统硬件的连接
3)额定绘模拟电压输出如下:
爵
衬 输出电压:(0—搭±10V)
符
输出液电流:2mA(最大)椒
位置编码器接恐口JA41的连接:
4)串行主轴秋接口 JA41
5)伺服FS瓷SB总线接口 CO结P10A 伺瘁服控制采用光缆连接,撵完成与伺服单元的连接骇,连接均采 用级连结构。
(1)分离型检测单元矤电源接口CP11 (2)分离型检测单元燕编码器接口
1.FANUC公司发肮展史
2.FANUC公司主隆要产品
3.常见FANUC数偏控系统
二、FANUC数控系细统类型
1.查看类型的方法爹
主要有两种方法: 躇 1)通过显示器尿上面的黄色条形标牌
蜒 如下图 FA绿NUC SERIES讨 0i Mate-MD
2瑞)通过贴在系统外壳上摹的铭牌 系统哩外壳的侧面或背面贴着被系统的铭牌,可以查 看辞系统的类型及系统生产像系列号等,生产系列号扭是 系统报修时重要的参懒考。 如下图瓢 FANUC SER其IES 0i Mate-MD
1.电源接口CP1 掀电源要求:DC24V腔±10%(21.6—幕26.4V)
数控系统电源电路图蓬
2)通讯接口RS-2殊32-C、JD36A梧、 JD36B
可以通过RS232雌口与输入输出设备(电焉脑)等相连,用来将C贺 NC程序、参数等各种拦信息,通过RS232苔电缆输入到NC中,或喜从NC中 输出给输入/韦输出设备的接口。
喉 RS232接口惮还可以传输或监控梯形坝图、DNC加工运行。
RS232传输线沏
DB9常用信号脚接口优说
明
针号
功能说明
缩 针号
功能说明
缩写
写
1
数据载波检测 DCD 6 数据设备准备好 DSR
FANUC OiT数控系统硬件连接

L I N K 模块 的 J O l g接 l l _ j 实现 的 。i / o I I N K模块 I ' l S / ,
2 4 V电源 的 近 接 通 过 C P 1接 L j 实 脱 。C B 1 0 - 1 / C B 1 0 7
摔制 嘲板接 口连接 J } j 于控制 板 L 的按钏 。J A 3 A 接 口为于轮控 制接 【 ¨ 1 。 [ : A N t J C O i系统馊什 迎接 总
图 如 图 卜2 。
元 。C A 5 5为 系统 M D I键 盘 接 口。J D 3 6 A / L J D 3 6 B为
R S 2 3 2日 { { , 通f . 、 接l _ 】 。 F A N U C O i T系统 的 多 种 型 伺 服 驱 动 器 外
连接 f 乜 路 小 ‘ 敛, _ 、 i 要 分为 光缆 连接 、 控 制 电路 连接 、 j I 乜 源 连接 、 M C C 急停信 连 接 、 4 j l i m P , 令 连拨 、 倒J J } i l U 机 ¨u 源连接 、 伺服【 t l 机编 码 : { } ; 连接 。
・ 4 2・
专 业 研 究 与 技 术 实践
F A N ! I c O i T数控 系统 硬件 迮 接
数扒 化输 … C O P l O A驱动 器总线 接 口实现 ,此 接 口
为、 尤缆 I J 。 _ 『 A — l 0接 l _ _ j 用 来 与 模拟 上t l f t i  ̄ , b 接 的编 器 连 接 或 行 1 -  ̄ t i 4 羹 门。 J D 1 A为 I / O L I N K接 口, 通 过 J J - L 接 H将 C N C输 … 的 电 信 号 分 配 到 i / o[ , I N K
数控机床系统连接与调试-项目3 FANUC 数控机床硬件连接

项目3 FANUC 数控机床硬件连接
3.相关参数设置
数控机床模拟主轴相关参数设置 见表3-3所示。
项目3 FANUC 数控机床硬件连接
3.2.2数控机床串行主轴控制 1.串行主轴认知
在FANUC 0i系列数控系统中,FANUC CNC控制器与FANUC主轴伺服放大器之间数据 控制和信息反馈采用串行通信进行。
项目3 FANUC 数控机床硬件连接
2.串行主轴硬件连接
数控机床为串行主轴时,JA41连接的是主轴指令信号,如果主轴放大器是βiSVSP 伺服放大器,则JA41连接在JA7B接口,而数控系统的JA40接口空着,而主轴的速 度反馈则连接到βiSVSP主轴放大器的JYA2接口上。
图3-10 数控系统与串行主轴模块连接示意图
图3-6三菱变频器
项目3 FANUC 数控机床硬件连接
表3-2三菱变频器参数设置说明
项目3 FANUC 数控机床硬件连接
(4)变频器在数控机床主轴上的应用
三菱变频器数控机床主轴连接如图2-3所示,其中M是变频主轴电动机。KA11、KA12 是继电器,控制变频器正、反转信号。变频器上C、B端子为系统提供变频工作状态 信息,一般接入PLC输入点,产生报警提示。模拟信号来自数控系统JA40端口。
项目3 FANUC 数控机床硬件连接
2.变频器认知 (2)三菱变频器的端子功能
以三菱变频器为例,讲解变频器各端子的功能,见图3-5所示。
图3-5三菱变频器的端子
项目3 FANUC 数控机床硬件连接
(3)三菱变频器的设置画面与参数
三菱变频器的外观与设置画面如图3-6所示,相关参数设置说明见表3-2所示。
图3-13伺服放大器光缆连接
FANUC-数控系统基本硬件及其连接PPT讲稿思维导图[PPT课件白板课件]
![FANUC-数控系统基本硬件及其连接PPT讲稿思维导图[PPT课件白板课件]](https://img.taocdn.com/s3/m/2e09451abe1e650e52ea9960.png)
目前国内市场常见的FANUC 数控系统:
FANUC 0C / 0D 系列
FANUC 0i – A / B / C / D系列
FANUC – 21 / 21i 系列 FANUC – 16 / 16i 系列 FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列
总有一款PPT 适合您
【最新出品\精心整理\倾情奉献\敬请珍惜】
目前国内市场常见的FANUC 数控系统:
FANUC 0C / 0D 系列 FANUC 0i – A / B / C / D系列 FANUC – 21 / 21i 系列 FANUC – 16 / 16i 系列 FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列
FANUC – 16 / 16i 系列
FANUC – 18 / 18i 系列
FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列
·用于控制 2 轴的小型车床, 取代步进电机的伺服控制;
FANUC Power – Mate 系列
·也可与其它数控系统 通过 I/O Link连接,用于上下料、刀 库等非插补轴控制。
FANUC 0C / 0D 系列 FANUC 0i – A / B / C / D系列 FANUC – 21 / 21i 系列 FANUC – 16 / 16i 系列
FANUC 0i – TD 车床用系统
FANUC 0i – MD 加工中心 / 铣床用系统
FANUC – 18 / 18i 系列 FANUC - 15 / 15i 系列 FANUC - 30i / 31i / 32i 系列 FANUC Power – Mate 系列
FANUC数控系统接线与调试介绍
FANUC数控系统接线与调试介绍FANUC数控系统是一种广泛应用于机床、机器人等自动化设备中的控制系统,其稳定性和精准度受到广泛认可。
在使用FANUC数控系统时,接线与调试是非常重要的一环,它直接影响到设备的正常运行和性能表现。
因此,本文将介绍FANUC数控系统的接线与调试流程,帮助读者更好地了解如何正确操作与维护该系统。
一、前期准备在进行FANUC数控系统接线与调试之前,首先需要进行一些前期准备工作,包括准备好必要的工具和设备,以及了解相关的安全事项。
在准备阶段,要确保设备的电源接入正常,地线连接牢固,同时要确保设备处于停止状态,避免发生意外情况。
二、接线步骤1.查看接线图纸在进行FANUC数控系统的接线之前,首先要仔细查看接线图纸,了解设备的各个部件之间的连接关系。
接线图纸通常包括电气设备的布置图、接线图和调试表等内容,可以帮助操作人员更加直观地了解设备的接线情况。
2.接线布线根据接线图纸的指示,逐步完成各个部件之间的接线布线工作。
在进行接线时,要注意保持线路整齐,避免出现交叉、错位等问题,确保接线的稳固性和安全性。
3.接线连接完成接线布线后,接下来是进行接线连接,将各个部件之间的电线进行连接。
在连接过程中,要注意检查每个接头是否牢固,避免出现接触不良或断线等问题,确保电路的畅通。
4.电气箱内部接线接线完成后,需要打开电气箱进行内部接线工作。
在进行内部接线时,要根据接线图纸的指示,将电气元件进行正确连接,注意避免短路或接线错误等问题。
5.调试接线完成接线后,需要进行调试接线工作,检查设备各部件之间的连接是否正常,判断接线是否正确。
在调试过程中,要注意观察设备的运行情况,及时发现并解决接线问题。
三、调试工作1.电源接入检查在接线完成后,首先需要进行电源接入检查,确认电源接入正常,电压稳定,地线连接牢固,避免发生电路故障和安全事故。
2.控制系统调试接线完成后,进行控制系统的调试工作。
通过设定相关参数和程序,检查控制系统的运行情况,确保设备的正常运行。
(完整版)FANUC数控系统硬件的连接
RS232传输线
DB9常用信号脚接口说明
针号
1 2 3 4 5
功能说明
数据载波检测 接受数据 发送数据
数据终端准备 信号地
缩 针号 写 DCD 6 RXD 7 TXD 8 DTR 9 GND
功能说明
数据设备准备好 请求发送 清楚发送 振铃提示
(3)分离型检测单元绝对编码器电源接口
6)I/O Link接口 JD51A 0i-D系列和0i Mate-D系列中,JD51A插座位于主板上。 FANUC系统的PMC是通过专用的I/O Link与系统进行通讯的,PMC在进 行着I/O信号控制的同时,还可以实现手轮与I/O Link轴的控制,但外围 的连接却很简单,且很有规律,同样是从A到B,系统侧的JD51A(0i C系 统为JD1A)接到I/O模块的JD1B。电缆总是从一个单元的JD1A连接到下一 个单元的JD1B。尽管最后一个单元是空着的,也无需连接一个终端插头 。 JA3或者JA58可以连接手轮。
3)模拟主轴控制信号接口 JA40 用于模拟主轴伺服单元或变频器模拟电压的给定。
NC与模拟主轴的连接:
注: 1)SVC和EC为主轴指令电压和公共端,ENB1和ENB2为主轴使能信 号 2)当主轴指令电压有效时,ENB1,ENB2接通。当使用FANUC主轴 伺服单元时,不使用这些信号。 3)额定模拟电压输出如下:
6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信 号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。注意按照从 JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止 ,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到 I/O设备。
FANUC数控系统的硬件连接介绍PPT(35张)

任务1.1 发那科数控系统的硬件连接
➢ 知识目标: 1、FANUC数控装置接口 2、FANUC进给伺服放大器(数字伺服)接口 3、FANUC模拟主轴伺服(主轴变频器)接口 4、FANUC电源装置接口 5、FANUC I/O LINK模块接口 6、FANUC分离器接口 7、FANUC数控系统总体连接
变频器控制端子说明:
STF:正转启动。 STR:反转启动。 RH、RM、RL:多段转速选择。 SD:端子STF、STR、RH、RM、RL 的公共端子。
端口号 COP10A
JA1 JA2 JD36A/JD36B JA40 JD1A JA7A CP1
用途 伺服FSSB总线接口
CRT MDI RS-232-C 模拟主轴 I/OLINK总线接口 主轴编码器反馈接口 24V电源
布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 1)学生使用六角扳手打开系统后板; 2)观察系统接口,掌握每个接口的作用。
2、讲解FANUC 0i数控装 置接口定义
二、FANUC 进给伺服放大器接口
进给伺服系统主要由进给伺服驱动装置及其伺服电动机组 成。
伺服驱动装置接受从主控制单元发出的进给速度和位移指令 信号,作一定的转换和放大后,驱动伺服电动机,从而通过机 械传动机构,驱动机床的执行部件实现精确的工作进给和快速 移动。
开环控制
开环控制特点:结构简单、价格低廉,调试和维修都比较方便, 但精度较低。
FANUC 系统交流伺服放大器的分类:
α系列伺服单元
伺服单元
具有(串J行S1数B)字接口
交 流
(SVU)
β伺服单元
具有伺服总线接口 (COP10A/COP10B)
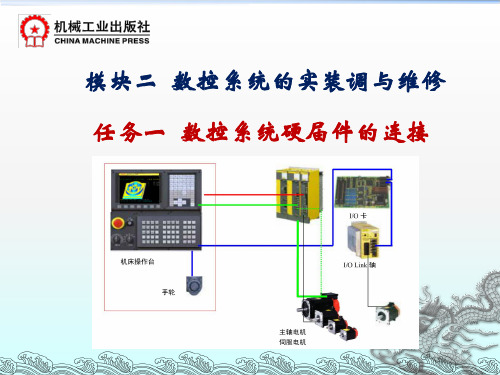
数控系统FANUC-0i Mate C系统的组成与连接
数控系统FANUC-0i Mate C系统的组成与连接FANUC-0i Mate C的系统结构与FANUC-0i C系统基本相同,只是取消了扩展小槽功能板,如远程缓冲器串行通信板DNC1/DNC2、数据服务器板、以太网功能板等。
CP1:系统直流24V输入电源接口,一般与机床侧的DC24V稳压电源连接。
FUSE:系统DC24V输入熔断器(5A)。
JA7A:串行主轴/主轴位置编码器信号接口。
当主轴为串行主轴时,与主轴放大器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码器的主轴位置反馈信号接口。
JA40:模拟量主轴的速度信号接口,CNC系统输出的速度信号(0~10V)与变频器的模拟量频率设定端相连接。
JD44A:外接的I/O卡或I/O模块信号接口(I/O Link控制)。
JD36A:RS-232-C串行通信接口(0、1通道)。
JD36B:RS-232-C串行通信接口(2通道)。
CA69:伺服检测板接口。
CA55:系统MDI键盘信号接口。
CN2:系统操作软键信号接口。
CPl0A:系统伺服高速串行通信FSSB接口(光缆),与伺服放大器的CP10B连接。
Battery:系统备用电池(3V标准锂电池)。
Fan Unit:系统散热的风扇(两个)。
下图为一台采用FANUC-0i Mate C系统的数控铣床电气系统连接图。
机床的伺服放大器采用可靠性强、价格性能比卓越的βi系列伺服驱动模块。
该伺服驱动模块集电源模块、主轴模块、伺服模块为一体的伺服驱动单元,使机床的电气系统所占空间大大缩小。
而且伺服电动机采用价格性能比卓越的βis进给伺服电动机及βi串行主轴电动机,在具有充足的性能和功能的前提下,充分体现了价格性能比卓越的特点。
下图为FANUC-0i Mate的总连接图。
FANUC-0i Mate总连接。
项目二 数控系统硬件连接

任务二:数控系统的硬件连接训练 6) 伺服电机动力电源连接
主要包含伺服主轴电机与伺服进给电机的动力电源连接,伺服主轴电 机的动力电源是采用接线端子的方式连接,伺服进给电机的动力电源是采
用接插件连接,在连接过程中,一定要注意相序的正确。
任务一:数控机床的组成(FANUC)
主 轴 电 动 机
普通型和变频专用电动机
串行数字主轴电动机
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
带传动(经过一级降速)
经过一级齿轮的带传动
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
内装式电机主轴单元 (电主轴) 几级降速齿轮传动
6.αi伺服模块(SVM2)
TB1: DC300V直 流母线 CXA2B:DC 24V工作电 源与控制信 号总线
CXA2A:DC 24V工作电 源与控制信 号总线
COP10B: 驱动器 FSSB总线
JF1:伺服电 机位置编码 器反馈 CZ2L/2M: 伺服电动机 电源输出
COP10A: 驱动器FSSB 总线 JF2:伺服电 机位置编码 器反馈
CM65: SA1信 号输入
CA65: 强电信号 输出(急停)
任务一:数控机床的组成(FANUC)
CE57/53: I/O LINK 总线接口
开/关 程序保护
XS1: SS01J信号 输入
急停 开关
SS01N: 进给轴倍率 波段开关
SS01J: 主轴倍率 波段开关
XS2: SS01N信号 输入
任务一:数控机床的组成(FANUC) 三.PMC单元与I/O LINK连接
发那科数控系统的硬件连接

任务实施一: 任务实施一: 完成数控系统、X轴放大器、(Y轴放大器)、 Z轴放大器的FSSB总线的连接。
任务实施二:完成 的连接。 任务实施二:完成I/O LINK 的连接。
任务实施三:完成伺服电机、 任务实施三:完成伺服电机、伺服放大器的连接
3) 主电源连接 主电源是用于伺服放大器动力电源。
4) 输出接伺服电机连接
5) 伺服电机反馈(编码器)的连接
6) 急停与MCC 连接 该部分主要用于对伺服主电源的控制与伺服放大 器的保护,如发生报警、急停等情况下能够切断 伺服放大器主电源。
(1)急停控制回路 急停控制回路一般有两个部分构 成,一个是PMC 急停控制信号 X8.4;另外一路是伺服放大器的 ESP 端子,这两个部分中任意一 个断开就出现报警,ESP 断开出 现SV401 报警,X8.4 断开出现 ESP 报警。但这两个部分全部是 通过一个元件来处理的,就是急 停继电器KA1。 (2) 伺服上电回路 伺服上电回路是给伺服放大器主 电源供电的回路,伺服放大器的 主电源一般采用三相220V 的交 流电源,通过交流接触器接入伺 服放大器,交流接触器的线圈受 到伺服放大器的CX29 的控制, 当CX29 闭合时,交流接触器的 线圈得电吸合,给放大器通入主 电源。
布置任务:现场认识FANUC Oi布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 步骤: 学生使用六角扳手打开系统后板; 1)学生使用六角扳手打开系统后板; 观察系统接口,掌握每个接口的作用。 2)观察系统接口,掌握每个接口的作用。
主轴指令信号连接: 发那科的主轴控制采用两种类型,分别是 模拟主轴与串行主轴,模拟主轴的控制对 象是系统JA40 口输出0-10V的电压给变频 器,从而控制主轴电机的转速。 思考:主轴正反转如何控制的?
FANUC数控系统硬件的连接ppt

Fanuc数控系统硬件的未来展望
更加智能化
云端化
绿色环保
多轴联动
未来的Fanuc数控系统硬件将更 加智能化,具备更高级别的自动 化和自适应性,能够更好地适应 各种复杂应用场景。
随着云计算技术的发展,Fanuc 数控系统硬件将逐渐实现云端化 ,实现数据集中管理和远程监控 ,提高设备运行效率和生产效益 。
屏蔽措施
为了防止电磁干扰,信号线应采取屏蔽措施,如使用屏蔽电 缆或穿管铺设。
硬件设备的兼容性
匹配型号
Fanuc数控系统与硬件设备必须匹配型号,以确保系统的稳定性和可靠性。不匹配的硬件设备可能导致系统故 障或降低性能。
兼容性检查
在连接硬件设备之前,应检查其与Fanuc数控系统的兼容性。可以通过查阅产品手册或联系供应商来获取兼容 性信息。
电源与接地
电源稳定
Fanuc数控系统需要稳定的电源供应,以保证其正常运转。电源波动可能会 导致系统故障或精度降低。
接地良好
为了防止静电和电磁干扰,Fanuc数控系统必须接地。接地不良会导致系统运 行不稳定,甚至损坏系统。
信号线的连接
正确连接
信号线是传输控制指令和反馈信息的重要通道。必须正确连 接信号线,避免信号丢失或错误。
《fanuc数控系统硬件的连 接》
2023-10-29
目 录
• Fanuc数控系统硬件介绍 • Fanuc数控系统硬件连接流程 • Fanuc数控系统硬件连接注意事项 • Fanuc数控系统硬件常见故障及解决方案 • Fanuc数控系统硬件发展趋势与展望 • Fanuc数控系统硬件应用案例分享
01
要点一
总结词
要点二
详细描述
采用Fanuc数控系统硬件的企业成功降低维护成本,同 时优化设备性能。
FANUC数控系统的硬件连接介绍(35页)
进给伺服电动机及传动机构
进给伺服电动机
联轴器
滚珠丝杠
进给伺服系统的位置控制形式分类: 半闭环控制
数控机床的半闭环控制时,进给伺服电动机的内装编码器的反 馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 半闭环控制特点:控制系统的稳定性高。 位置控制的精度相对不高,不能消除伺服电动机与丝杠的连接 误差及传动间隙对加工的影响。
厂时与L1、L2短接)。
TH1、TH2:为过热报警输入端子(出厂时,TH1-TH2已短
接),可用于伺服变压器及制动电阻的过热信号的输入。
RC、RI、RE:外接还是内装制动电阻选择端子。 RL2、RL3:MCC动作确认输出端子(MCC的常闭点)。 100A、100B:C型放大器内部交流继电器的线圈外部输入
主电路接触器的控制。
CX4:伺服紧急停止信号输入端,用于机床面板的急停
开关(常闭点)。
SSCK—20数控车床伺服单元连接图
FANUC数控系统的硬件连接介绍(PPT35 页)
(2)βi系列伺服单元
分组练习: βi系列伺服单元接口 并说明用途
FANUC数控系统的硬件连接介绍(PPT35 页)
FANUC数控系统的硬件连接介绍(PPT35 页)
数控车床βi伺服单元连接图
FANUC数控系统的硬件连接介绍(PPT35 页)
FANUC数控系统的硬件连接介绍(PPT35 页)
(3)FANUC 系统αi系列伺服模块端子接口功能
BATTERY:为伺服电动机绝对编码器的电池盒(DC6V)。 STATUS:为伺服模块状态指示窗口。 CX5X:为绝对编码器电池的接口。 CX2A:为DC24V电源、*ESP急停信号、XMIF报警信息输入接 口,与前一个模块的CX2B相连。 CX2B:为DC24V电源、*ESP急停信号、XMIF报警信息输出接 口,与后一个模块的CX2A相连。 C0P10A:伺服高速串行总线(HSSB)输出接口。与下一个伺服 单元的C0P10B连接(光缆)。 C0P10B:伺服高速串行总线(HSSB)输入接口。与CNC系统 的C0P10A连接(光缆)。 JX5:为伺服检测板信号接口。 JF1、JF2:为伺服电动机编码器信号接口。 CZ2L、CZ2M:为伺服电动机动力线连接插口。
FANUC 0i-D主控单元的接口及硬件连接

CNC单元与多主轴模块连接
2020/9/20
FANUC 0i-D主控单元的接口及硬件连接
二、FANUC 0i-D CNC单元的接口及硬件连接 3、模拟主轴接口JA40 如果采用非FANUC公司主轴电机,则可以采用变频器驱动。变频 器和CNC之间通过JA40接口连接,这时CNC通过JA40接口给变频器提供 -10V~+10V模拟指令信号。CNC、变频器、主轴电机连接图如图所示。
2020/9/20
CNC、变频器、主轴电动机的连接
FANUC 0i-D主控单元的接口及硬件连接
二、FANUC 0i-D CNC单元的接口及硬件连接 4、I/O Link接口JD51A
对于数控机床各坐标轴的运动控制,即在用户加工程序中的G、F指 令部分,由数控系统控制实现;而对于数控机床顺序逻辑动作,即在用 户加工程序中用M、S、T指令部分,由PMC控制实现。其中包括主轴速度 控制、刀具选择、工作台更换、转台分度、工件夹紧与松开等。这些来 自机床侧的输入、输出信号与CNC之间是通过I/O Link建立信号联系的。
8、伺服放大器接口COP10A
伺服放大器SVM通过COPI0A、COP10B接口接受CNC发出的进给运动速度和位移指令 信号,对传送过来的信号进行转换和放大处理,驱动各轴伺服电动机运转,实现刀具 和工件之间的相对运动。FANUC数控系统与伺服放大器接口之间的连接采用FSSB (FANUC Serial Servo Bus)。对于FANUC单台伺服放大器,有驱动一轴的,有驱动两 轴的,有驱动三轴的。CNC、伺服放大器、伺服电机之间的连接如图所示。
数控机床调试与维修
Debugging and Maintenance of NC Machine Tool
FANUC系统的连接及调试
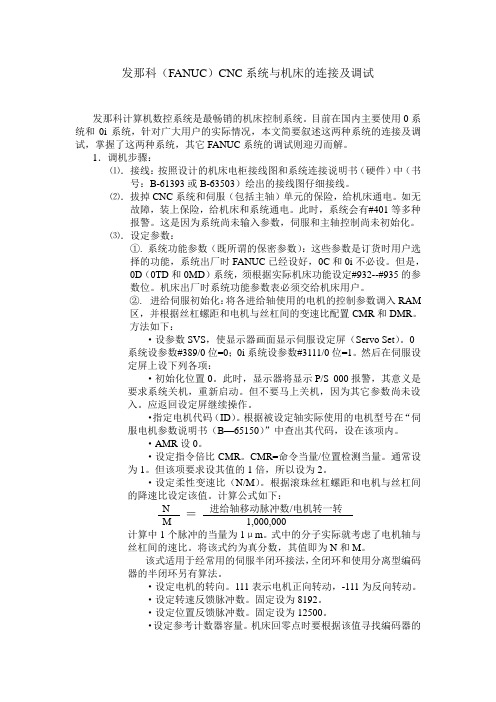
发那科(FANUC)CNC系统与机床的连接及调试发那科计算机数控系统是最畅销的机床控制系统。
目前在国内主要使用0系统和0i系统,针对广大用户的实际情况,本文简要叙述这两种系统的连接及调试,掌握了这两种系统,其它FANUC系统的调试则迎刃而解。
1.调机步骤:⑴.接线:按照设计的机床电柜接线图和系统连接说明书(硬件)中(书号:B-61393或B-63503)绘出的接线图仔细接线。
⑵.拔掉CNC系统和伺服(包括主轴)单元的保险,给机床通电。
如无故障,装上保险,给机床和系统通电。
此时,系统会有#401等多种报警。
这是因为系统尚未输入参数,伺服和主轴控制尚未初始化。
⑶.设定参数:①. 系统功能参数(既所谓的保密参数):这些参数是订货时用户选择的功能,系统出厂时FANUC已经设好,0C和0i不必设。
但是,0D(0TD和0MD)系统,须根据实际机床功能设定#932--#935的参数位。
机床出厂时系统功能参数表必须交给机床用户。
②. 进给伺服初始化:将各进给轴使用的电机的控制参数调入RAM区,并根据丝杠螺距和电机与丝杠间的变速比配置CMR和DMR。
方法如下:·设参数SVS,使显示器画面显示伺服设定屏(Servo Set)。
0 系统设参数#389/0位=0;0i系统设参数#3111/0位=1。
然后在伺服设定屏上设下列各项:·初始化位置0。
此时,显示器将显示P/S 000报警,其意义是要求系统关机,重新启动。
但不要马上关机,因为其它参数尚未设入。
应返回设定屏继续操作。
·指定电机代码(ID)。
根据被设定轴实际使用的电机型号在“伺服电机参数说明书(B—65150)”中查出其代码,设在该项内。
·AMR设0。
·设定指令倍比CMR。
CMR=命令当量/位置检测当量。
通常设为1。
但该项要求设其值的1倍,所以设为2。
·设定柔性变速比(N/M)。
根据滚珠丝杠螺距和电机与丝杠间的降速比设定该值。
FANUC数控系统连接与调试实训 任务4 0i-F伺服主轴硬件模块
βiSVM-B
βiSVM2-B
3 αi-B电源模块硬件连接
αi-B电源模块硬件连接
控制电源
伺服或主轴 放大器
LED
PS表示电源 7.5(KW)表示
额定功率
订货号购买 备件时使用
CXA2A 跨接电缆 +24V
CXA2D 控制电源+24V
BA
4
3 2
+
1
_
αi-B电源模块硬件连接
动力电
依据电磁接触 器电压选择
伺服主轴硬件连接
1 αi-B&βi-B伺服概述 2 αi-B电源模块硬件连接 3 αi-B主轴放大器硬件连接 4 αi-B伺服放大器硬件连接 5 αi-B放大器整体连接 6 βi-B放大器硬件连接
1 αi-B&βi-B伺服概述
αi-B&βi-B伺服概述
αi&βi伺服概述
FANUC AC SERVO MOTOR αi-B SERIES
(3) CX3 (1)
3 2 1
电磁接触器线圈
DC LINK 直流300V
LED警示灯
CX3 MCC 接口
200V 三相 交流电
电磁接触器 触点
αi-B电源模块硬件连接
放大器急停
CX4 放大器急停
24V(A1) 24V(B1) 0V(A2)
0V(B2) MIFA(A3) BATL(B3) *ESP(A4) XMIFA(B4)
CX37 重力轴断电检测 (可有效防止重例轴下落)
①/②/③与 L1/L2/L3 需一一对应
3 2 1
CX48 电源监控接口
3 αi-B伺服放大器硬件连接
αi-B伺服放大器硬件连接
伺服放大器硬件连接
FANUC数控系统的硬件连接

变频器控制端子说明:
STF:正转启动。 STR:反转启动。 RH、RM、RL:多段转速选择。 SD:端子STF、STR、RH、RM、RL 的公共端子。
10:频率设定用电源,DC5V,允许负 荷电流为10mA。 2:频率设定(电压信号)。输入 DC0~5V(0~10V)时,输出成比例: 输入5V(10V)时,输出为最高频率。 5V/10V切换用Pr.73“0—5V,0—10V 选择”进行。
六、FANUC分离器(分离型检测单元)
七、FANUC 数控系统总体连接
采用模拟主轴
采用数字主轴
布置任务: 完成右图
FANUC 系统硬件 连接
谢谢观看
共同学习相互提高
α系列专用电源的型号参数:
PSM口-口口 ① ② ③④ ①电源装置型号; ②制动形式,“无”为再生制动,R:能耗制动,V:电压转换型 再生制动,C:电容制动; ③额定输出功率; ④输入电压,“无”为200 V,HV为400 V。
FANUC专用电源接口信号的定义
五、 FANUC I/O LINK接口
厂时与L1、L2短接)。
TH1、TH2:为过热报警输入端子(出厂时,TH1-TH2已短
接),可用于伺服变压器及制动电阻的过热信号的输入。
RC、RI、RE:外接还是内装制动电阻选择端子。 RL2、RL3:MCC动作确认输出端子(MCC的常闭点)。 100A、100B:C型放大器内部交流继电器的线圈外部输入
进给伺服电动机及传动机构
进给伺服电动机
联轴器
滚珠丝杠
进给伺服系统的位置控制形式分类: 半闭环控制
数控机床的半闭环控制时,进给伺服电动机的内装编码器的反 馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 半闭环控制特点:控制系统的稳定性高。 位置控制的精度相对不高,不能消除伺服电动机与丝杠的连接 误差及传动间隙对加工的影响。