摇臂钻床改造(借鉴内容)
Z3040摇臂钻床电气控制系统的改造
前言1.1 随着半导体技术,尤其是微处理器和微型计算机技术的发展,到70年代中期以后,特别是进入80年代以来,PLC已广泛地使用16位甚至32位微处理器作为中央处理器,输入输出模块和外围电路也都采用了中、大规模甚至超大规模的集成电路,使PLC在概念、设计、性能价格比以及应用方面都有了新的突破。
这时的PLC已不仅仅是逻辑判断功能,还同时具有数据处理、PID调节和数据通信功能,称之为可编程序控制器(Programmable Controller)更为合适,简称为PC,但为了与个人计算机(Persona1 Computer)的简称PC相区别,一般仍将它简称为PLC(Programmable Logic Controller)。
PLC是微机技术与传统的继电器-接触器控制技术相结合的产物,其基本设计思想是把计算机功能完善、灵活、通用等优点和继电器控制系统的简单易懂、操作方便、价格便宜等优点结合起来,控制器的硬件是标准的、通用的。
根据实际应用对象,将控制内容编成软件写入控制器的用户程序存储器内。
继电器控制系统已有上百年历史,它是用弱电信号控制强电系统的控制方法,在复杂的继电器控制系统中,故障的查找和排除困难,花费时间长,严重地影响工业生产。
在工艺要求发生变化的情况下,控制柜内的元件和接线需要作相应的变动,改造工期长、费用高,以至于用户宁愿另外制作一台新的控制柜。
而PLC克服了继电器-接触器控制系统中机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用微处理器的优点,并将控制器和被控对象方便的连接起来。
由于PLC是由微处理器、存储器和外围器件组成,所以应属于工业控制计算机中的一类。
对用户来说,可编程控制器是一种无触点设备,改变程序即可改变生产工艺,因此如果在初步设计阶段就选用可编程控制器,可以使得设计和调试变得简单容易。
从制造生产可编程控制器的厂商角度看,在制造阶段不需要根据用户的订货要求专门设计控制器,适合批量生产。
基于ZEN的Z3040摇臂钻床电气控制系统的技术改造
改变原控制系统电气操作方式 ; ( ) 改变 原继 电控 制 系统 控 制 中 各主令 电器元 3不
件 ( 括操 作 面 板 , 钮 、 程 开 关 ) 的作 用 与 安装 包 按 行 等
位置 ;
点, 因此在设备的技术改造或其他开关量输人输 出的 顺 序控制 中完 全可 以替代 P C而成 为 主要 的控 制器 。 L
造, 成本投人不足千元 , 但线路 的稳定性 、 可靠性 大大 增加 , 提高了设备使用率 , 改造后运行效果 良 。 好
3 80 0,hn ) 100 C ia
Absr c T ep p rpe e t tc nc l rn fr t n o s gOMRO —Z N t 3 4 a il r1 E pantesse t a t: h a e rsn s e h ia a s mai f i t o o u n N E oZ 0 0 rda i . x li y tm d l h
XU e F ng, ANG a — i g, I Y Y h q n Y NG i h n Y— e z
( lc o i a d E et c l n ier g D p , a h u V ct n l n e h ia C l g , azo E et nc n l r a r c i E gn e n e . T i o oai a i z o a d T c ncl ol e T i u e h
b lt nd a hiv o d e o o c b ne t . ii a c e e g o c n mi e f s y i
Ke r : y wo ds OMRON ; E ; 3 4 a il r ltc nc lt n  ̄r ain Z N Z 0 0 rda i ;e h ia a s m t d l r o
【毕业设计】Z3050型摇臂钻床PLC改造

摘要摇臂钻床是用于一些大中型企业对工件的加工,老式的摇臂钻床电气控制线路是以各种不同的继电器为主要元件,所以负担比较沉重,大量的接触器需要大量的资金,在生产加工工件时接触器触头不断的关断会造成触头的发黑。
在安装这些继电器时需要大量的空间。
维修依靠经验,继电器的位置发生变化或者是线路发生改变维修更是困难。
随着现代社会生产的发展和技术的进步,现代化工业生产自动化水平的日益提高及微电子技术的飞速发展,出现了一种可编程控制器(PLC)。
所以我想能不能用可编程控制器(PLC)结合一些外部设备代替摇臂钻床电气设备的控制,以降低床子的造价费用,并且还提高床子的加工精度、延长使用寿命。
关键词:Z3050型摇臂钻床、PLC、自动控制。
SummaryShaking the arm drills a bed to be mainly more applied than some big and medium-sized business enterprises to used for processing work piece, shaking arm to drill the bed electricity control circuit because of the old style, with various different after electric appliances for main component, so burden more heavy, a great deal of of contact the machine even need a great deal of funds, getting in touch with a machine to touch when the production process a work piece one's continuous contact will result in a nigrescent circumstance of touching the head.Even need a great deal of space while installing these after the electric appliances.What to depend on more is experience in the aspects of maintaining, once after the position occurrence of the electric appliances change perhaps is a circuit occurrence to change that to maintain is also difficulty.Modernize industry production to automate along with development and technical progress of modern and social production level of raise increasingly and the micro-electronics fly technically to develop soon, appearing a kind of programmable controller(PLC).So I conceive the control that can combine some exterior equipmentses to replace to shake arm to drill bed electricity an equipments with the programmable controller(PLC), the since low bed son builds price expenses, and still raises bed son to process accuracy and the extension service life etc..Keyword:The Z3050 type shakes arm to drill a bed, PLC.目录第1章绪论 (1)第2章 Z3050型摇臂钻床简介2.1摇臂钻床的外观 (2)2.2摇臂钻床的性能及用途 (2)2.3摇臂钻床的运动形式 (4)2.4摇臂钻床的原理分析 (4)2.5摇臂钻床的主要结构 (4)2.6Z3050型摇臂钻床电气控制线路原理分析 (4)2.7摇臂钻床的电气控制要求 (6)2.8摇臂钻床的使用 (6)第3章控制系统设计3.1改造思想 (7)3.2改造方案 (7)3.3P L C的介简 (7)3.4P L C的选择 (8)第4章三菱PLC的系统构成与工作原理4.1三菱可编程控制器的基本组成 (9)4.2三菱可编程控制器的功能特点 (9)4.3三菱可编程控制器的基本工作原理 (10)第5章Z3050型摇臂钻床的PLC改造过程5. 1 任务提出简述 (11)5. 2工作台控制系统I/O地址分配表 (12)5.3控制功能接线图 (13)5.4梯形图 (14)总结 (15)致谢 (16)参考文献 (17)第1章绪论钻床的种类很多,按照结构形式和加工性能的不同,可分为立式钻床、卧式钻床、台式钻床及多轴钻床。
摇臂钻床数控化改造-数控摇臂钻床
1 前言数控机床是综合了微电子、计算机、自动控制、自动检测等先进技术的新型机床,最适宜加工小批量、高精度、品种多、生产周期要求短的零件…。
当变更加工对象时只需要更换零件加工程序,无需对机床作任何调整,因此能很好地满足产品频繁变化的加工要求。
虽然数控机床的优势很大,但是对于制造企业,单纯地靠购买数控机床来解决现状,一方面需要大量的资金投人,另一方面,将原有的普通机床闲置,势必造成一种浪费。
为了节约资金、降低成本,在原来普通机床的基础上,进行数控化改造,是一种一举两得的有效途径,既经济又快捷。
在美国、日本和德国等发达国家,它们的机床改造作为新的经济增长行业,生意盎然,正处黄金时代。
用数控技术改造机床和生产线具有广阔的市场,已形成了机床及和生产线数控改造的新行业。
数控机床是装备制造业的工作母机,是实现制造技术和装备现代化的基石。
国际上一些国家一直把高性能数控机床作为战略物资而严格控制,限制我国进口高性能数控机床。
国外装备制造业的发展经验表明,发展装备制造业,数控机床是基础。
‘‘十五’’期间,我国机床工业连续发展,2005年我国机床产值跃居世界第三。
总体来看,我国数控工业与世界先进水平相比,差距十分明显:一是国产高档数控机床在品种、水平和数量上远远满足不了国内发展需求,高档数控机床目前仍然要大量依赖进口;二是数控机床功能部件和数控系统发展滞后,成为我国数控机床产业发展的瓶颈;三是机床制造企业技术水平不高,制造能力、综合管理和服务能力等方面不能满足市场快节奏发展的要求;四是大型国有企业的旧有设备比例大,设备更新所需资金缺口大。
本文针对学校车间的Z3040摇臂钻床进行数控化改造。
Z3040摇臂钻床是工厂中常用的金属切削机床,它可以进行多种形式的加工,如:钻孔、镗孔、铰孔及螺纹等。
从控制上讲,它需要机、电、液压等系统相互配合使用,而且,要进行时间控制。
它的调速是通过三相交流异步电动机和变速箱来实现的。
也有的是采用多速异步电动机拖动,这样可以简化变速机构。
Z3040摇臂钻床主轴传动系统的改造

序号
名称
(/ L
m)
( MP a )
压力
型号
27 l 、、1
3 1 、O 4
单向阀
调 速 阀 三 位 四通 电 液换 向 阀
3 0
6 0 10 8
25 .
05 3 . .- 15 6 3
CT 0 - 0 I-35
2 RM— 6 F l 3D F -6 4 Y 3 1B
1
名称
变 量 泵
序号
1 0
名称
调 速 阀
2 3 4
单向阀 调速阀 电液动换向阀
1 1 1 2 1 3
单 向阀 三位 四通 电磁换 向阀 液控单 向阀
5
6 7 8
9
顺 序阀
顺 序阀 单 向阀 减 压阀
减 压 阀
1 4
1 5 1 6 1 7
8
1 2 1 3 1 4
直动式减压阀
二位四通电磁换 向阀 液控单向阀 二位六通 电磁换 向阀
一
改造后 的钻 床 的液 压传动 系统的动作 过程为 : 紧一 保压~ 快进 夹 钻 孔一 快退一 松开 , 电磁铁 的动作顺序见表 2 其 。
5 6
顺 序阀 先导式溢流阀
24 8 6 3
1 - .7 7 05 63 .- .
R — 一0 D C G 1- YF - O 3 1B
科技 信 息
Z 0 0 臂钻床主轴 传动系统昀改造 34 摇
宁夏 共 享装备 有 限公 司 石 月萍
[ 要] 摘 结合 Z 00 3 4 摇臂 钻床 原有的 立柱夹紧液压传动 系统 , 将其 主轴传动 系统 , 给传动 系统都改造为液压传动 系统。改造后的 进 液压传 动 系统 , 不但 实现 了钻床 的工作过程 , 而且 实现 了主运动 和进 给运动 的低速 运转及低速段 的无级变速 , 高速段通过齿轮 过渡
Z3050摇臂钻床的PLC改造设计——毕业设计论文

目录前言 (1)摘要、关键词 (2)英文摘要、英文关键词 (3)目录 (1)结束语 (20)致谢 (21)[参考文献] (22)附录 (23)主电路 (23)PLC外部接线图 (24)梯形图 (25)前言传统机床控制系统基本上采用交流继电器接触器控制方式,可靠性较差。
存在触点寿命低、故障率高、线路维护困难等缺点。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动控制技术和通信技术发展起来的一种工业自动控制装置,应用灵活、可靠性高、维护方便。
应用PLC对传统机床控制系统进行改造可取得良好效果。
把PLC 控制技术应用到改造Z3050 摇臂钻床电气控制系统中去,从而大大提高摇臂钻床的工作性能。
论文对摇臂钻床主电路进行了分析,对控制线路进行了详细的阐述,完成了电气制系统硬件和软件的设计,其中包括PLC机型的选择、输入输出信号及地址的分配、I/O 端口的分配、PLC 梯形图程序的设计。
Z3050摇臂钻床的PLC改造设计摘要传统机床控制系统基本上采用交流继电器接触器控制方式,可靠性较差。
存在触点寿命低、故障率高、线路维护困难等缺点。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动控制技术和通信技术发展起来的一种工业自动控制装置,应用灵活、可靠性高、维护方便。
应用PLC对传统机床控制系统进行改造可取得良好效果。
把 PLC 控制技术应用到改造 Z3050B摇臂钻床电气控制系统中去,从而大大提高摇臂钻床的工作性能。
【关键字】:摇臂钻床PLC 梯形图AbstractTraditional machine tool control system basically adopts relay contactor control method, the reliability is poorer. Low contact life, the failure rate is high, shortcomings and so on line maintenance difficulties. Programmable controller (PLC) is based on microprocessor, integrated computer technology,automatic control technology and communication technology developed a kind of industrial automatic control device, application flexibility, high reliability, easy maintenance. Using PLC to transform the traditional machine tool control system can achieve good effect to the PLC control technology is applied to transform Z3050 radial drilling machine electric control system, thus greatly improve the performance of radial drilling machine.【Key word】: radial drilling machine PLC ladder diagram第一章 Z3050摇臂钻床的主要结构及运动形式主要结构Z3050摇臂钻床是一种用途广泛的万能机床,适用于加工中小零件,可以进行钻孔、扩孔、铰孔、刮平面及改螺纹等多种形式的加工,增加适当的工艺装备还可以进行镗孔。
Z3050摇臂转床控制系统改造

Z3050型摇臂钻床控制系统改造摘要传统机床配套的电控系统以继电器、接触器的硬接线为基础,技术上比较落后,特别是其触点的可靠性问题,直接影像了产品的质量和生产效率。
介绍应用PLC对Z3050摇臂转床电控进行技术改造的方法。
关键词:继电器控制系统 PLC 改造Z3050-type radial drilling machine control systemAbstract:Traditional machine tool supporting the electronic control system to relay, contactor-based hard-wired, technically backward, especially the reliability of contacts, direct image of the product quality and production efficiency. Introduced on the Z3050 should PLC electronic control rocker switch to bed conduct technical means.Keywords: Relay Control System PLC Transform引言传统机床控制系统基本上采用交流继电器接触器控制方式,可靠性较差。
存在触点寿命低、故障率高、线路维护困难等缺点。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动控制技术和通信技术发展起来的一种工业自动控制装置,应用灵活、可靠性高、维护方便。
应用PLC对传统机床控制系统进行改造可取得良好效果。
本文试讨论应用西门子公司的200型PLC对Z3050型摇臂钻床的继电器-接触器控制线路进行改造的方法。
第一章摇臂钻床简介主轴箱可在摇臂上移动,并随摇臂绕立柱回转的钻床。
摇臂还可沿立柱上下移动,以适应加工不同高度的工件。
毕业设计(论文)-基于PLC的Z3040摇臂钻床的改造
第1章绪论1.1 本课题的选题背景和意义Z3040 摇臂钻床是工厂中常用的金属切削机床,它可以进行多种形式的加工,如:钻孔、镗孔、铰孔及螺纹等。
从控制上讲,它需要机、电、液压等系统相互配合使用,而且,要进行时间控制。
它的调速是通过三相交流异步电动机和变速箱来实现的。
也有的是采用多速异步电动机拖动,这样可以简化变速机构。
摇臂钻床的主轴旋转运动和进给运动由一台交流异步电动机拖动,主轴的正反向旋转运动是通过机械转换实现的。
故主电动机只有一个旋转方向。
此外,摇臂的上升、下降和立柱的夹紧、放松各由一台交流异步电动机拖动。
目前,我国的Z3040 摇臂钻床的电气控制系统普遍采用的是传统的继电器—接触器控制方式。
因其所要控制的电机较多所以电路较复杂,在日常的生产作业当中,经常发生电气故障,从而影响生产。
另外,一些复杂的控制如:时间、计数控制用继电器—接触器控制方式较难实现,所以,有必要对传统电气控制系统进行改进设计。
PLC 电气控制系统可以有效的弥补上述系统的这一缺陷。
可编程逻辑控制器(Programmable Logic Controller)简称PLC,是从早期的继电器逻辑电气控制系统发展而来,它不断吸收微型计算机控制技术,使之功能不断增强,逐渐适合复杂的电气控制系统。
PLC 之所以有较强的生命力,在于它更加适应工业现场和市场要求。
可靠性高,抗干扰能力强、编程方便、价格低、寿命长。
与单片机相比,它的输入/输出端更接近现场设备,不需添加太多的中间部件,这样可以大大节省用户的开发时间与生产成本。
现在应用于各种工业控制领域的PLC 种类繁多,规模大小和功能强弱千差万别,但他们具有以下一些共同的特点。
可靠性高。
可靠性是用户的首选要求,目前各厂家生产的PLC,平均无故障时间都大大超过IEC 规定的10 万小时,例如:西门子、ABB、松下、三菱等微小型PLC,而且都有完善的自诊断功能,判断故障迅速。
灵活组态。
可编程控制器是系列化产品,通常采用模块化结构来完成不同的任务组合。
Z100摇臂钻加工转盘轴承座平面的改造
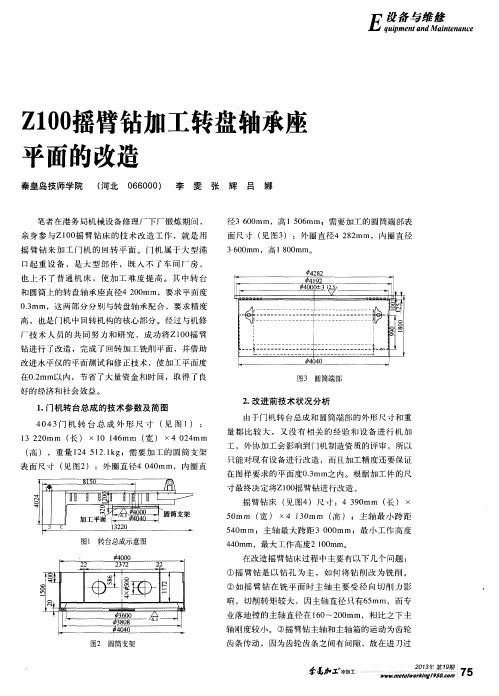
口起重设 备 ,是 大型部 件 ,既入不 了车 间厂 房 ,
也 上 不 了 普 通 机 床 , 使加 工 难 度 提 高 。其 中 转 台 和 圆筒 上 的转 盘 轴 承 座 直径 4 2 0 0 mm,要 求 平 面度 0 . 3 mm,这 两 部 分 分 别 与转 盘 轴 承 配 合 ,要 求精 度 高 ,也 是 门机 中 回转 机 构 的核 心 部 分 。 经过 与 机 修 厂 技 术 人 员 的共 同 努 力和 研 究 ,成 功 将 Z 1 0 0 摇 臂 钻 进 行 了 改造 ,完 成 了 回转 加 工 铣 削 平 面 ,并 借 助 改 进水 平 仪 的 平 面 测试 和 修 正 技 术 ,使加 工 平 面 度 在0 . 2 am以 内 ,节 省 了大 量 资 金 和 时 间 ,取 得 了 良 r
t
2 2
—
2 3 7 2
一
在 改造 摇 臂 钻 床过 程 中主 要 有 以 下几 个 问题 : ①摇 臂 钻 是 以 钻 孔 为 主 ,如 何 将 钻 削 改 为 铣 削 。
+ 霎
十 I
②如摇 臂钻在铣 平面时 主轴主要 受径 向切削 力影
\
~
●
5 0 mn q( 宽)x 4 J 3 0 mn q( 高) ;主轴 最小跨 距
5 4 0 mm;主 轴 最 大 跨 距 3 0 0 0 mm;最 小 工 作 高 度
图1 转台总成示意图
一
4 4 0 mm,最大 工作 高 度2 1 0 0 am。 r
2 2
加 强了主轴的刚度。其次 ,通过螺母可以调节轴 向
的进 刀量 。这 种 方法 大 大 提高 了摇 臂钻 铣 床 的加 工
精度 ( 见 图6 )。
电气实训基地改革与研究——Z3050型摇臂钻床的改造
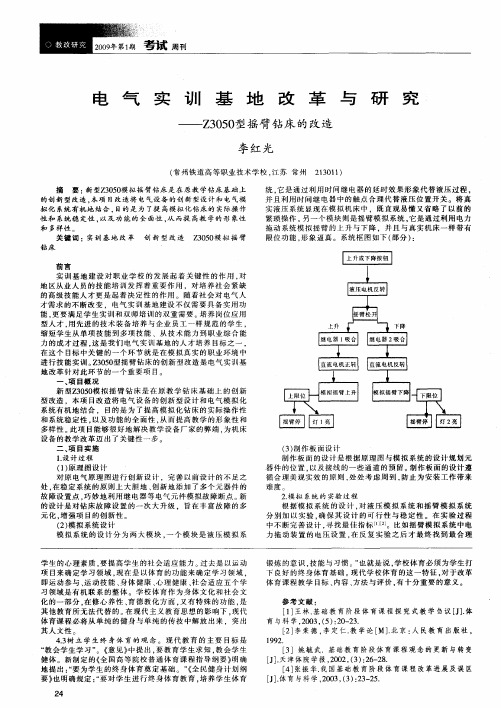
根 据 模 拟 系 统 的 设 计 , 液 压 模 拟 系 统 和摇 臂 模 拟 系 统 对 分 别 加 以实 验 。 保 其 设 计 的 可 行 性 与 稳 定 性 。 在 实 验 过 程 确 中不 断 完 善设 计 , 找 最 佳 指 标 …l。比如 摇 臂 模 拟 系统 中 电 寻 2 l 力 拖 动 装 置 的 电压 设 置 , 反 复 实 验 之 后 才 最 终 找 到 最 合 理 在
液 压 电 机 反转
能, 更要 满足 学 生 实 训 和 双 师 培训 的双 重 需 要 。 养 岗位 应 用 培 型 人 才 . 先 进 的 技 术 装 备 培 养 与企 业 员 工一 样 规 范 的学 生 , 用 缩 短 学 生从 单 项 技 能 到 多 项 技 能 、从 技 术 能 力 到 职 业 综 合 能 力 的 成才 过 程 。 是 我 们 电 气 实 训基 地 的人 才 培 养 目标 之 一 , 这 在 这 个 目标 中关 键 的一 个 环 节 就 是 在 模 拟 真 实 的 职业 环境 中 进 行技 能 实 i 。 3 5 型摇 臂 钻 床 的 创 新 型 改造 是 电 气 实 训 基 J Z 00 i I 地 改 革 针对 此 环 节 的 一 个 重 要项 目。
( ) 作 板 面 设 计 3制 制 作 板 面 的 设 计 是 根 据 原 理 图 与模 拟 系统 的设 计 规 划 元 器件 的位 置 , 以及 接 线 的 一 些 通 道 的 预 留 。 作 板 面 的设 计 遵 制 循 合 理 美 观 实 效 的 原 则 , 处 考 虑 周 到 , 止 为 安装 工作 带 来 处 防 难度 。
前 言
实 训 基地 建 设 对 职 业 学 校 的 发 展 起 着 关 键 性 的作 用 , 对 地 区从 业 人 员 的 技 能 培 训 发 挥 着 重 要 作 用 ,对培 养社 会 紧缺 的高 级 技 能 人 才 更 是 起 着 决 定 性 的 作 用 。 随 着社 会 对 电气 人 才需 求 的 不 断 改 变 ,电 气 实 训 基 地 建设 不仅 需 要 具 备 实 用 功
摇臂钻床电气控制系统改造

摇臂钻床电气控制系统改造一、前言摇臂钻床是一种常见的金属加工设备,其电气控制系统的稳定性和性能直接影响生产效率和加工质量。
为了提高摇臂钻床的操作便利性和自动化程度,本文将介绍摇臂钻床电气控制系统的改造方案。
二、改造目的针对现有摇臂钻床在操作和控制方面存在的不足,本次改造的主要目的包括:- 提高钻床的自动化程度,减少操作人员的劳动强度; - 改善钻床的控制精度,提升加工质量; - 增强钻床的安全性和稳定性。
三、改造方案1. 控制系统升级在改造过程中,将采用更先进的PLC(可编程逻辑控制器)来替代原有的控制系统,PLC具有逻辑控制、数据处理和灵活性强的特点,在钻床控制中有较为广泛的应用。
2. 控制界面优化通过在控制面板上增设人机界面(HMI),实现参数设置、监控及故障诊断等功能。
操作人员可通过触摸屏或控制按钮进行操作,提高操作的直观性和便捷性。
3. 传感器应用在改造中加入更多的传感器,如位置传感器、压力传感器等,实时监测工件状态和机床参数,保障钻床运行的精准性和安全性。
4. 自动化控制优化控制系统,实现钻孔深度自动控制、进给速度调节、自动换刀等功能,提高加工效率和一致性。
四、实施过程1. 系统设计在改造过程中,首先进行对现有系统的调研和分析,设计出更符合需求的新控制系统框架和功能模块。
2. 硬件替换根据设计方案,更换控制器、面板及传感器等硬件设备,并进行相关接线和调试工作。
3. 软件编程针对新的控制系统,编写PLC程序,配置控制面板的人机界面,确保系统功能正常。
4. 调试验收进行整机的调试,测试钻床的自动化控制功能和稳定性,保障改造后的钻床达到预期效果。
五、改造效果经过电气控制系统的改造,摇臂钻床的操作更加简便和智能化,加工效率得到显著提升,加工精度和稳定性也大幅改善。
操作人员不仅可以更快地完成加工任务,还可以更方便地监控和调节钻床的工作状态,提升了生产效率和质量。
六、结论通过本次电气控制系统改造,成功提升了摇臂钻床的自动化程度和加工性能,实现了更高效的生产制造。
Z3040摇臂钻床的PLC改造

摘要:钻床是一种常用的机床,在生产中应用很广泛,种类繁多。
然而,在运作中,传统的钻床暴露了越来越多的问题,比如:触点过多、故障出现频繁、维修不方便,影响了钻床的正常工作,引起产品质量降低。
由于各种各样的问题,钻床的改造势在必行。
在众多的改造方案中,PLC改造以其他同类产品所不具备的优点脱颖而出。
本文以PLC为控制核心进行的对Z3040摇臂钻床的自动化改造,在本文中阐述了传统钻床继电器控制电路以及行程开关的缺点,提出了详细的改进方案。
绘制出了改造过后的电气原理图及PLC接线图等。
并编写了PLC的控制程序,取得了良好的效果。
关键词:摇臂钻床 PLC 传感器改造目录第一章摇臂钻床的介绍一、Z3040摇臂钻床系统的机械系统 (3)二、Z3040摇臂钻床系统的电气系统 (4)三、Z3040摇臂钻床的润滑和冷却系统 (7)第二章继电器控制的摇臂钻床的工作原理一、控制电路电路原理图 (8)二、钻床的操作步骤及工作原理 (9)三、电气元件清单 (11)第三章 Z3040摇臂钻床的电气控制的改造一、Z3040摇臂钻床行程开关的改进 (14)二、Z3040摇臂钻床继电器控制线路的改进 (18)三、I/O分配表 (21)四、Z3040摇臂钻床改造的接线图 (22)五、程序 (23)结束语 (26)答谢辞 (27)参考文献 (28)第一章Z3040摇臂钻床介绍钻床是一种常用的机床,分台式钻床、立式钻床和摇臂钻床。
种类繁多,在工业生产中应用得非常广泛,本文以Z3040摇臂钻床为对象进行PLC改造。
图1-1 XXXXXX一 Z3040摇臂钻床系统的机械系统Z3040摇臂钻床整个系统可实现主轴旋转、主轴进给摇臂升降及主轴箱在摇臂上移动等功能(参看表1-3)(1)主轴旋转主轴的旋转有正、反转及停止由手柄16(主轴正反转及停止手柄)操纵。
当手柄向左扳动,主轴正转,并在面板上指示灯显示旋向;当手柄在中间位置时主轴停止,指示灯熄灭;当手柄向右扳动,主轴反转,另一指示灯显示旋向。
Z3050型摇臂钻床PLC改造

第1章绪论钻床的种类很多,按照结构形式和加工性能的不同,可分为立式钻床、卧式钻床、台式钻床及多轴钻床。
Z3050摇臂钻床是一种立式钻床,它适用于单件或批量生产中带有多孔的大型零件加工。
摇臂钻床主要由底座、外立柱、内立柱、摇臂、主轴箱、工作台等部分组成。
摇臂钻床,崴观大方,移动方便,占用场地小,结构合理,操作灵活,突破了机床教具平面化的模式,能模拟铣床电气动作及相关的机械动作,电气柜无油腻,并装有接零插座,适用于大中专、技校,职业中学及职业培训等维修电工专业课堂化教学,其电气线路既典型又有一定的难度,电气故障检修是维修电工所必须掌握的内容之一。
运用PLC来控制摇臂钻床,PLC采用先进、高质量、应用较为广泛的三菱系列(FX2N-48MR)。
PLC可编程序控制器作为控制系统的核心,PLC具有系统响应快,功能强、运行稳定可靠、控制线路简单,维修方便等优点。
PLC设计了许多逻辑指令,可以处理继电器接点的串联、并联,串并联等各种连接;同时它也为用户提供了能满足各种控制要求的定时器和计数器。
在程序运行的过程中可以对时间值和计数值进行有效的监控,还有无数多对的触点可用,使摇臂钻床使用更为便捷。
第2章 Z3050摇臂钻床简介2.1摇臂钻床的外观(如图2.1所示)图2.1 摇臂钻床外观2.2摇臂钻床的性能及用途钻床的种类很多,按照结构形式和加工性能的不同,可分为立式钻床、卧式钻床、台式钻床及多轴钻床。
Z3050摇臂钻床是一种立式钻床,它适用于单件或批量生产中带有多孔的大型零件加工。
摇臂钻床主要由底座、外立柱、内立柱、摇臂、主轴箱、工作台等部分组成。
Z3050摇臂钻床,崴观大方,移动方便,占用场地小,结构合理,操作灵活,突破了机床教具平面化的模式,能模拟铣床所有电气动作及相关的机械动作,电气柜无油腻,并装有接零插座,上升、下降加装了极限固定保护装置,适用于大,中专,技校,职业中学及职业培训等维修电工专业课堂话教学,其电气线路既典型又有一定的难度,电气故障检修是维修电工所必须掌握的内容之一。
摇臂钻数控改造-01
2010/2/27
w
页码,2/2(W)
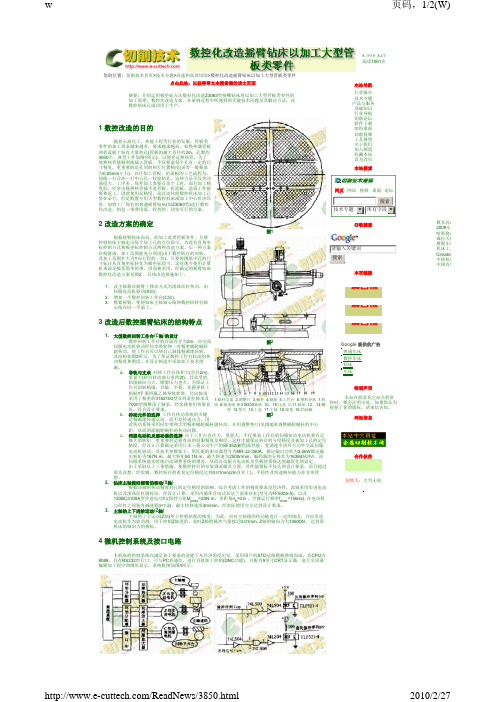
图4 图5 特别要提及的是本系统控制轴的输出为指令脉冲信号和方向信号,而三菱伺服放大器接收的是正向脉冲序列 和反向脉冲序列信号,两者不匹配。为了使两者匹配,设计了如图5所示的接口电路。经实际使用,工作可靠,效果 较好。
5 加工程序编制及计算机辅助编程
由于被加工管板类零件的孔数很多,而且类型亦经常变动,如果直接 应用ISO数控代码手工编程,则计算和编程工作量很大,亦容易出错,一旦 出错检查十分困难。因此,决定对被加工管板类零件建立数学模型,采用C 语言编写通用程序来自动生成加工程序(程序流程图如图6)。当需要加工该零 件时由PC 机通过传输软件经RS-232数据通信接口传送到数控系统,就可进 行加工。事实说明这是一种非常简便而有效的自动编制加工程序的方法。
图6
发表、查看评论
发给好友
收藏
投稿给我们
打印本页
台湾利明牌-减速机 专业生产齿轮减速机,蜗杆减速机 减速,调速电 机及非标减速机
德国百得磁力钻中国总代理 广州百得力行机械有限公司专业销售 德国百得 磁力钻020-62393240
©版权所有:切削技术网站 /,1999-2010 关于我们 | 建议联络 | 广告联络 | 官方博客 | 创立者 沪ICP备05002856号 不良信息举报 1266 链向本站
1 数控改造的目的
随着石油化工、热能工程等行业的发展,管板类 零件的加工需求越来越多,要求越来越高。如换热器管板 和折流板上钻有大量的孔(管板的最大直径约2m,孔数约 3000个,典型工件如图1所示),以便穿过换热管。为了 使换热管能顺利地插入管板,不仅要求每个孔有一定的尺 寸精度,更重要的是孔间的相互位置精度(误差一般要求 为0.05mm左右)。以往加工管板、折流板的工艺流程为: 划线—打洋冲—打中心孔—检验钻孔。这种方法不仅劳动 强度大、工序多、每件加工需要百余个工时,而且加工精 度低,经常出晚换热管插不进管板、折流板,造成工件报 废和返工。因此使用高精度、高自动化的数控机床加工已 势在必行。但是购置专用大型数控机床或加工中心价洛昂 贵,如将工厂现有的普通摇臂钻床(如Z3063型)进行数控 化改造,则是一项费用低、收效快、切实可行的方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
1 前言 (1)
1.1本课题的研究意义 (1)
1.2 国内外本课题的研究发展状况 (1)
2 Z3040 摇臂钻床电气系统的控制分析 (2)
2.1 Z3040型的工艺特性、控制要求 (2)
2.1.1 摇臂钻床简介 (2)
2.1.2 Z3040型摇臂钻床的工艺特性 (3)
2.1.3 控制的过程、要求分析 (3)
2.2.1 主电路分析 (6)
2.2.2 控制电路分析 (6)
3 PLC的特点介绍 (8)
3.1 PLC的基本组成 (8)
3.2 三菱PLC的指令系统 (9)
4 Z3040 摇臂钻床的电气控制PLC改造 (10)
4.1 Z3040 摇臂电路设计和钻床说明 (10)
4.2 Z3040程序设计与说明 (12)
5.结语 (16)
参考文献 (17)
Z3040摇臂钻床电气控制分析与plc改造
作者刘星辉指导教师孟祥丽讲师
(湛江师范学院信息学院,湛江 524048)
摘要:本文论述了采用PLC取代传统继电器—接触器电气控制系统从而提高机床工作性能的方法,分析了Z3040摇臂的控制原理,制定了改造该钻床电气控制系统的设计方案,完成了电气控制系统硬件和软件的设计。
其中包括PLC机型的选择、I/O端口的分配、PLC梯形图程序的设计。
本文对PLC控制摇臂钻床的工作过程作了详细阐述,给出了相应的控制原理图。
关键词:可编程控制器;摇臂钻床;电气控制系统
Z3040 radial drilling machine electric control analysis and
PLCtransform
Abstract:The paper discusses the PLC to replace the traditional relay - contactor electric control system method to improve the working performance of the machine tool, analyzes the control principle of Z3040 radial, formulated the renovation of the drilling machine electrical control system design, completed the electrical control system design of hardware and software. Including PLC type choice, the I/O port distribution, and design of ladder diagram procedure of PLC. In this paper, the PLC control gives a detailed description of the working process of the radial drilling machine, presents the corresponding control principle diagram.
Key words: programmable controller; Radial drilling machine; Electrical control system
1 前言
1.1本课题的研究意义
Z3040摇臂钻床是孔加工机床。
能够进行多种形式的机械加工,如钻孔、扩孔、铰孔、攻丝及修刮端面。
主轴攻丝自动反转加上微动进给,最适合盲孔和定深孔。
故此Z3040型摇臂钻床在车间生产、机械制造、建筑加工等多行业最为常见。
目前,我国的Z3040钻床所采用的是传统的继电器—接触器电气控制系统。
因为摇臂钻床的运动部件比较多,必须由多台电动机进行拖动,电路复杂,触点多、导致故障率高、可靠性差,在工厂生产流程中当中电气故障经常发生,影响生产。
所以对传统继电器—接触器的电气控制系统改造是很要必要的。
可编程逻辑控制器(PLC),利用PLC控制进行改造,可以使电路线路简化,响应加快精确度更加高,可靠性提高,方便维护、检修机器,同时能有效地减少成本,符合经济效益。
总的来说,PLC 电气控制系统优点突出,本次对Z3040型钻床的电气控制系统进行PLC改造,可以大幅度提高Z3040钻床的工系统的工作稳定性、工作性能,为我国生产加工现代化翻开新的篇章。
1.2 国内外本课题的研究发展状况
可编程控制器(PLC)是为运用计算机控制生产加工所研究出来的控制设备,是在20世纪60年代开始发展起来的,西门子在1995年成功地研发出S7200与S7300,它拥有以TD200、COROS OPS操作的模板,提供了方便的人机界面,程序三级口令保护,强大的运算能力,丰富的指令集,通过工业现场总线PROFD3US和MPI接口加上与以太网联网的能力,强大的内部集成能力和强大的故障诊断的能力;模块式结构在适用在各处性能扩展、直流电机以及脉冲输出晶闸管步进电机;高效的指令处理大幅度缩短了循环周期,加上通过高速计数器,高速中断处理可以分别响应事件,就可以大幅度的降低生产成本。
因为电气控制系统的可靠性越来越受到人们的关注,一部分
公司已把自诊断技术、容错技术、冗余技术广泛应用到现在的产品之中,使用了高可靠性的冗余系统以及采用热备用或并行工作和多数表决工作模式。
因为PLC系统控制具有很多优点,所以其在工业生产能得到迅速的推广。
即使国内的PLC技术应用前景有很大的发展,并且在一定程度上取得了不小的效益,但是和外国先进国家相比,由于受到技术水平和经济的各种限制,大部分的企业工作车间的Z3040型摇臂钻床还是在使用继电器—接触器这么一种传统的控制方式,但是这种控制方式明显存在着隐患和缺陷的,在生产中很容易出现故障。
另外,线路复杂,因此要想找到故障也十分的困难的。
不难看出,和国外大量运用PLC技术代替继电器—接触器系统相比,我国早PLC生产控制上还存在很大差距。
我国的PLC技术在近年我国发展迅猛,我们和先进国家的PLC发展水平在不断缩小,不断拉近。
因此,在这各时候,我们应该加大力度进一步去推广PLC控制,提高生产水平。
这次对Z3040型摇臂钻床电气控制系统进行改造,是希望可以借鉴国外先进工业形同控制的技术,把它应用到工厂加工现场,进一步提高摇臂钻床的工作性能。
2 Z3040 摇臂钻床电气系统的控制分析
2.1 Z3040型的工艺特性、控制要求
2.1.1 摇臂钻床简介
摇臂、底座、外立柱、内立柱、工作台和主轴箱等这些部件组成了摇臂钻床,内立柱事固定在钻床的底座一端,外立柱套在了它的外面,并且外立柱可以围绕内立柱进行360°的旋转。
在摇臂的一端是套筒,它被装套在外立柱上,通过了丝杆的正反转运动,可以围绕外立柱沿着上下方向移动。
但是同时因为外立柱与丝杆连接成一个整体,加上摇臂上面固定有升降螺母,因此摇臂是不能够绕外立柱进行转动的,不同的是外立柱与摇臂却是能够一起绕着内立柱进行转动。
主轴箱作为钻床中一复合部件,它是由主轴、主传动电动机、主轴传动机构、机床的操作机构和进给与进给变速机构等多个部分组合成的。
在摇臂上装配着主轴箱,通过进行手轮的操作,能够令它在水平导轨上实现移动。
在进行工程加工的时候,它能利用特别的夹紧机构,把外。