莫托曼机器人主程序设定
MOTOMAN机器人使用说明书
1 设定诊断篇的概要2 关于安全系统2.1 根据安全模式设定的保护2.1.1安全模式安全模式的变更2.1.2用户口令用户口令的变更3 系统设定3.1 原点位置校对3.1.1原点位置校对3.1.2操作方法进行全轴登录进行各轴单独登录变更绝对原点数据清除绝对原点数据3.1.3机器人的原点位置姿态3.2 设定第二原点的位置3.2.1操作目的3.2.2设定第二原点位置的方法 3.2.3发生报警后的处理3.3 时间的设定3.4 再现速度设定值的修改3.5 解除全部极限功能3.6 解除超程/解除防碰撞传感器3.7 干涉区域3.7.1干涉区域3.7.2立方体干涉区域立方体干涉区域设定方法的种类设定操作3.7.3轴干涉区域轴干涉区域设定操作3.8 作业原点设定3.8.1作业原点3.8.2作业原点的操作作业原点位置的显示作业原点的输入、变更向作业原点的移动作业原点信号的输出3.9 工具尺寸的设定3.9.1工具文件的登录工具文件的个数输入坐标值输入工具姿态数据3.9.2工具校验什么是工具校验示教校验数据的清除控制点的确认3.10 用户坐标的设定3.10.1所谓用户坐标用户坐标的定义用户坐标文件个数3.10.2用户坐标的设定用户坐标文件的选择用户坐标的示教3.11 输出状态的修改3.12 软校验的暂时解除3.13 文件初始化3.13.1 程序初始化3.13.2 文件初始化3.13.3 参数初始化4 系统配置的修改4.1 IO单元的追加4.2 基座与工装轴的追加4.2.1 基座轴的设定4.2.2 工装轴的设定5 系统诊断5.1 系统版本5.2 输入输出状态5.2.1 通用输入通用输入画面的显示通用输入的详细画面的显示5.2.2 通用输出通用输出画面的显示通用输出详细画面的显示输出状态的修改信号名称的变更信号号码的搜索5.2.3 专用输入专用输入画面的显示专用输入详细画面的显示5.2.4 专用输出专用输出画面的显示专用输出详细画面的显示5.2.5 RIN 输入RIN输入画面的显示5.3 系统管理时间5.3.1 系统管理时间画面的显示5.3.2 系统管理时间的单独显示5.3.3 系统管理时间的清除5.4 报警记录5.4.1 报警记录画面的显示5.4.2 报警记录的清除5.5 电源切断/接通的位置数据5.5.1 电源通/断位置画面的显示6 YASNAC XRC的规格6.1 YASNAC XRC的规格6.2 YASNAC XRC的功能6.3 示教编程器的规格6.4 YASNAC XRC 的构成6.4.1 单元及基板的配置构成配置6.4.2 柜内冷却7 单元及基板的说明7.1 电源单元7.2 CPU单元7.2.1 CPU单元的构成7.2.2 CPU单元中的基板系统控制基板(JANCE-XCP01)控制电源单元(CPS-150F)WAGO制造接插头配线要领7.3 I/O 接通单元7.3.1 专用输入输出基板(JANCD-XI001)安全插头输入信号7.3.2 通用输入输出基板启动、停止的专用输入输出信号7.3.3 接通基板(JANCD-XTU01)防碰撞传感器的连接方法输入输出用外部电源的连接方法外部设备和输入输出单元等的连接方法7.4 伺服单元7.4.1伺服单元的构成7.4.27.4.2 各单元的说明伺服控制基板(JANCD-WRCA01)伺服控制电源(JUSP-RCP01AAB)整流器伺服放大器7.5 通用输入输出信号分配7.5.1 弧焊用途7.5.2 搬运用途7.5.3 通用用途7.5.4 点焊用途7.5.5 JANCD-XEW01基板弧焊用途8 维护8.1 日常维护8.2 控制柜的维护8.2.1 检查控制柜门是否关好8.2.2 检查密封构造部分有无缝隙和损坏8.3 冷却风扇的维护8.4 急停键的维护8.5 安全开关的维护8.6 电池的维护8.7 供电电源电压的确认8.8 缺相检查9 更换部件9.1 更换控制柜的部件9.1.1 CPU单元部件更换更换电池更换基板(JANCD-XCP01)更换控制电源单元(CPS-150F)9.1.2 更换伺服单元9.1.3 更换I/O接通单元的部件检查及更换保险丝9.2 控制柜使用部件一览表9.3 控制柜附件一览表10 报警10.1 报警代码的分类10.2 报警信息一览表11 错误11.1 错误信息一览表11.1.1 系统和一般操作11.1.2 编辑总结11.1.3 程序登录数据11.1.4 外部记忆装置11.1.5 并行I/O11.1.6 维护模式1 设定诊断篇的概要危险●可以变更与系统基本功能有关的数据。
MOTOMAN机器人初学教程200页
为NX100 配线前须熟悉配线图,配线须按配线图进行。
在进行NX100 与机器人、外围设备间的配线及配管时须采取防护措施,
如将管、线或电缆从坑内穿过或加保护盖予以遮盖,以免被人踩坏或被
叉车辗压而坏。
安全篇-关于MOTOMAN 的安全事项
1 安全
1.5.2 作业区安全
在机器人周围设置安全围栏,以防造成与已通电的机器人发
2.
按 [ 伺服准备] 键。
在主菜单选择 { 程序} ,然后在子菜单选择 { 新建程序}。
3.
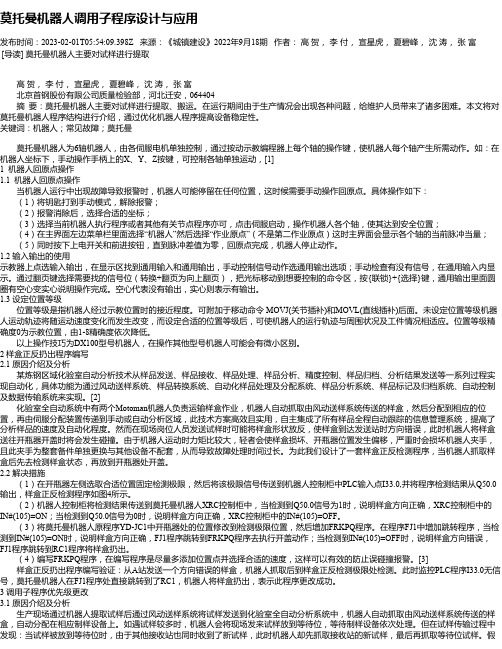
3 简单的示教和再现步骤
4. 显示新建程序画面后,按[ 选择] 键。
5. 显示字符输入画面后,输入程序名。现以“TEST”为程序名举
例说明如下。
3 简单的示教和再现步骤
7. 按 [ 回车] 键进行登录。
2 选择 {安全模式}
3 选择需要的安全模式
•出厂时,用户口令设定如下:
• 编辑模式: [00000000]
• 管理模式: [99999999]
4 输入所需的用户口令
5 按 [回车]键
3 简单的示教和再现步骤
3.1 示教的基本步骤
3.1.1 示教前的准备
1.
确认示教编程器上的模式旋钮对准“TEACH”,设定为示教模式。
2 产品确认
2.2 订货号确认
确认机器人与NX100 上的订货号是否一致。
3 安装
•
•
•
•
•
3.1 搬运方法
3.1.1 用吊车搬运控制柜
3.1.2 用叉车搬运控制柜
确认有一个安全的作业环境,使NX100 能被安全的搬运到安装场地。
MOTOMAN机器人基础知识的培训
❖ 示教盘熟悉 ❖ 各轴操作键操作 ❖ 各状态转变操作
实际操作(一)
18
人机界面显示区域:
输入缓冲行 显示输入的结构
输入行
系统提示行 显示输入的数值(只有当输入数值是必须时才显示)
显示出错的信息和提示以便于输入。`如果在输入时出现错误,错误提示将优先被给出。当你连续输入数据 时,如果显示信息的长度超过一行则将以滚屏的形式给出。
翻页键
选择键 区域键 手动速度键 轴操作键
回车键
数值键/专用健
6
急停键 安全开关 编辑锁定 光标键 选择键 主菜单 区域键
按下时,切断伺服电源;顺时针旋转,急停解除。
按下时,接通伺服电源;前提是Servo On Ready 必须为亮。 按下时,系统锁定为示教模式,不解除,再现控制面板上的Start按钮 不起作用。
19
字符输入(含子母与符号的输入): 1. 字母输入界面
20
2. 符号输入界面
21
用翻页键在字母与符号输入之间切换; 用光标键上下左右移动选择要输入的字符; 用选择键键入要输入的字符; 如输入错误,用删除整行字符; 全部输入完成后,按回车键确认输入;
22
操作权限
操作权限分类
操作模式/Operation model ★ 只能进行简单的操作,不能进行
用此键可直接使机器人以高速移动,但只有在单轴移动时才可 运用。
切换机器人的移动方式,切换顺序为 MOVJ,MOVL,MOVC,MOVS(循环)。
8
机器人轴 外部轴 轴向键 试运行键 前进键 后退键 取消键
切换至机器人轴的运动方式。
切换至外部轴的运动方式。
操作机器人各轴的运动,可同时进行多轴的运动。 当此键和INTERLOCK(互锁建)被同时按住时,可以按照示教的 过程指定机器人进行连续的运动。循环模式分为 “AUTO(自 动)”、“1 CYCLE(循环一次)”、“STEP(逐步实现)” 。
Motonan HP3操作说明
Motonan HP3 远程控制操作步骤:1.安装软件motocom322.Hardware Lock Key一个U盘(看门狗),要安装驱动,Sentinel System Driver Installer 7.4.03.连接网线配置Robot controller 的IP地址(host control→option→operation environment→Ethernet,参见Operation manual 53 页),配置计算机IP地址;4.VC++编写程序建立MFC程序,将目录…\Motoman\MOTOCOM32\MOTOCOM32DLL下的motocom32.lib , motocom.h ,motocom32.dll ,motolk.dll,motolkr.dll,vrp32.dll, Hslsrv32.exe 复制到VC工程目录下,添加连接库motocom32.lib(详见Operation manual 71 页)5.代码样例见Operation manual6.3节,6.5节6.运行程序时,控制手柄要处于remote模式,伺服电源打开(现在play模式下打开,再切换到remote模式)7.程序与Robot controller连接成功,在关闭程序时一定要先调用断开连接的函数,否则下次操作会出问题,需要重启robot controller,比较麻烦8.问题:调用函数Short BscPMovj(short nCid ,double spd,short toolno,double* p)时,机械臂不动,并且函数返回值为3050 :Confirm positions解决:用控制手柄,在Teach模式下,点击屏幕上“机器人”按钮,然后点击“第二原点位置”,按“数据”按钮,然后同时按“背部伺服按钮”(手柄背面大黑键)+“前进”按钮,屏幕上位置数据调到零。
Motonan HP3 本地控制操作步骤:1.将Motoman HP3 机器人控制箱上的开关按钮转到“On”,启动Motoman机器人;2.将操作板左上角的按钮转到“Teach”模式;3.按下操作板中上方的“伺服准备”按钮;4.用左手拿住操作板,并用左手手指按下操作板背部的伺服按钮;5.用右手点击“X+”,“X-”,“Y+”,“Y-”,“Z+”,“Z-”等按钮进行操作,机器人就会按照操作指令运动。
MOTOMAN机器人说明书
MOTOMAN机器人应用于数控喷丸机系统调试与配置手册翻译:校对:审核:日期:2005年5月目录设定与诊断篇.............................................................................................................................. - 1 -1、设定与诊断篇的概要.................................................................................................. - 1 -2、关于安全系统.............................................................................................................. - 2 -2.1根据安全模式设定的保护............................................................................................ - 2 -2.1.1安全模式............................................................................................................. - 2 -2.1.2用户口令............................................................................................................. - 3 -3、系统设定...................................................................................................................... - 5 -3.1原点位置校准.......................................................................................................... - 5 -3.1.1原点位置校准..................................................................................................... - 6 -3.1.2操作方法............................................................................................................. - 7 -3.1.3机器人的原点位置姿态................................................................................... - 10 -3.2设定第二原点位置姿态........................................................................................ - 11 -3.2.1第二原点检查的目的....................................................................................... - 12 -3.2.2设定第二原点的位置....................................................................................... - 14 -3.2.3发生报警后的处理........................................................................................... - 15 -3.3时间的设定............................................................................................................ - 16 -3.4再现速度设定值的修改........................................................................................ - 17 -3.5解除全部极限功能................................................................................................ - 18 -3.6解除超程/解除防碰撞传感器报........................................................................... - 19 -3.7干涉区域................................................................................................................ - 20 -3.7.1干涉区域........................................................................................................... - 20 -3.7.2立方体干涉区域............................................................................................... - 21 -3.7.3轴干涉区域....................................................................................................... - 27 -3.7.4干涉区域的数据清除....................................................................................... - 29 -3.8作业原点设定........................................................................................................ - 30 -3.8.1作业原点........................................................................................................... - 30 -3.8.2作业原点的操作............................................................................................... - 30 -3.9工具尺寸的设定.................................................................................................... - 32 -3.9.1工具尺寸的设定............................................................................................... - 32 -3.9.2工具校验........................................................................................................... - 36 -3.10用户坐标的设定.................................................................................................... - 41 -3.10.1何为用户坐标................................................................................................. - 41 -3.10.2用户坐标的设定............................................................................................. - 42 -3.11输出状态的修改.................................................................................................... - 45 -3.12软校验的暂时解除................................................................................................ - 46 -3.13文件初始化............................................................................................................ - 48 -3.13.1程序初始化..................................................................................................... - 48 -3.13.2文件初始化..................................................................................................... - 48 -3.13.3参数初始化..................................................................................................... - 49 -4、系统配置的修改........................................................................................................ - 50 -4.1I/O单元的追加........................................................................................................ - 50 -4.2基座与工装轴的追加.................................................................................................. - 52 -4.2.1基座轴的设定................................................................................................... - 55 -4.2.2工装轴的设定................................................................................................... - 62 -5、系统诊断.................................................................................................................... - 70 -5.1系统版本................................................................................................................ - 70 -5.2输入输出状态........................................................................................................ - 70 -5.2.1通用输入........................................................................................................... - 70 -5.2.2通用输出........................................................................................................... - 71 -5.2.3专用输入........................................................................................................... - 75 -5.2.4专用输出........................................................................................................... - 76 -5.2.5RIN输入 ....................................................................................................... - 77 -5.3系统管理时间........................................................................................................ - 77 -5.3.1系统管理时间画面的显示............................................................................... - 77 -5.3.2系统管理时间的单独显示............................................................................... - 78 -5.3.3系统管理时间的清除....................................................................................... - 79 -5.4报警记录................................................................................................................ - 79 -5.4.1报警记录画面的显示....................................................................................... - 79 -5.4.2报警记录的清除............................................................................................... - 80 -5.5电源切断与接通的位置数据................................................................................ - 81 -5.5.1电源通断位置玉米面的显示........................................................................... - 81 - 硬件篇 ....................................................................................................................................... - 82 - 6、YASNAC XRC的规格.......................................................................................... - 82 -6.1YASNAC XRC的规格......................................................................................... - 83 -6.2YASNAC XRC的功能......................................................................................... - 84 -6.3示教编程器的规程................................................................................................... - 84 -6.4YASNAC XRC的构成......................................................................................... - 85 -6.4.1单元及基板的配置........................................................................................... - 85 -6.4.2柜内冷却........................................................................................................... - 86 -7、单元及基板的配置.................................................................................................... - 87 -7.1电源单元................................................................................................................ - 88 -7.2CPU单元 .............................................................................................................. - 89 -7.2.1CPU单元的构成....................................................................................... - 89 -7.2.2CPU单元中的基板................................................................................... - 89 -7.3I/O接通单元......................................................................................................... - 91 -7.3.1专用输入输出基板(JANCD-XI001)....................................................... - 91 -7.3.2通用输入输出基板(JARCR-XCI02)...................................................... - 98 -7.4电源单元(JZRCR-XSU02) ................................................................................ - 102 -7.4.1电源接通单元电路板..................................................................................... - 102 -7.5伺服单元.............................................................................................................. - 104 -7.5.1伺服单元的构成............................................................................................. - 105 -7.5.2各单元的说明................................................................................................. - 106 -7.6通用输入输出信号分配...................................................................................... - 108 -7.6.1弧焊用途......................................................................................................... - 108 -7.6.2搬运用途......................................................................................................... - 114 -7.6.3通用用途......................................................................................................... - 121 -7.6.4点焊用途......................................................................................................... - 128 -7.6.5JANCD-XEW01基板.............................................................................. - 136 -8、维护.......................................................................................................................... - 138 -8.1日常维护.............................................................................................................. - 138 -8.2控制柜的维护...................................................................................................... - 138 -8.2.1检查控制柜门是否关好................................................................................. - 138 -8.2.2检查密封构造部分有无缝隙和损坏............................................................. - 139 -8.3冷却风扇的维护.................................................................................................. - 139 -8.4急停键的维护...................................................................................................... - 140 -8.5安全开关的维护.................................................................................................. - 140 -8.6电池的维护.......................................................................................................... - 141 -8.7供电电源电压的确认.......................................................................................... - 141 -8.8缺相检查.............................................................................................................. - 142 -9、更换部件.................................................................................................................. - 143 -9.1更换控制柜的部件.............................................................................................. - 143 -9.1.1CPU单元部件更换 .................................................................................... - 144 -9.1.2 CPU单元部件的更换 ................................................................................... - 145 -9.1.3更换伺服单元................................................................................................. - 147 -9.1.4更换电源接通单元的部件............................................................................. - 149 -9.2控制柜使用部件一览表...................................................................................... - 151 -9.3控制柜附件一览表.............................................................................................. - 154 -10、报警.......................................................................................................................... - 155 -10.1报警代码的分类.................................................................................................. - 155 -10.2报警信息一览...................................................................................................... - 155 -11、错误.......................................................................................................................... - 190 -11.1错误信息一览...................................................................................................... - 191 -11.1.1系统和一般操作........................................................................................... - 191 -11.1.2编辑总结....................................................................................................... - 193 -11.1.3程序登录数据............................................................................................... - 193 -11.1.4外部记忆装置............................................................................................... - 195 -11.1.5并行I/O ........................................................................................................ - 198 -11.1.6维护模式....................................................................................................... - 199 -设定与诊断篇1、设定与诊断篇的概要警告●可以变更与系统基本功能有关的数据。
MOTOMAN的UP系列机器人功能介绍
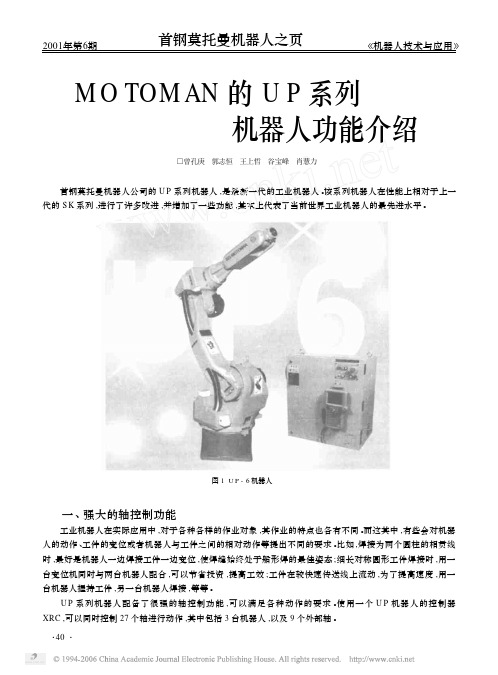
三 、丰富的作业命令与功能
U P 系列机器人是包含各种用途、不同规格的全系列机器人。对应于不同的作业要求 ,其作业命令的执行有不同 的特点。U P 机器人可以根据要求进行动作 ,并进行相应的作业操作 ,很好的完成各种作业任务。 在实际应用中 ,主要的作业有弧焊、点焊、喷涂、搬运、装配等。
用于弧焊的功能主要有 :重引弧功能、中断再焊接功能、防粘丝功能、自动解除粘丝功能。重起弧功能就是当工件 引弧处因有油污、锈迹等原因而引弧不能成功时 ,机器人自动的改变一个位置进行引弧 。待引弧成功后 ,机器人再移 动回原示教引弧位置 ,进行正常焊接。重引弧的位置改换由使用者事先设置 ,可以是按空间的位移量进行平移 ,也可 沿焊缝前移一段。重引弧的次数也可设置。中断再焊接功能是机器人正在焊接时 ,因某种原因作业程序中断后 ,机器 人重新运行程序时 ,可根据使用者的设置 ,接着进行焊接或者停止焊接只完成剩余的动作。而防粘丝功能与自动解除 粘丝功能分别是在焊接结束时处理焊丝粘丝的功能。此外 ,还有各种摆动型式的摆焊功能 ,以及焊接条件的多种指令 方式。对于不一致的工件或者装卡定位的偏移 ,可使用电弧、激光等跟踪方式进行跟踪、补偿。 点焊功能中 ,可以手动、自动的进行大开、小开、空打点及点焊操作 ,并对 C 型、X 型等不同点焊钳的各种动作过程及 焊接工艺参数在点焊条件文件一次编好 ,使程序结构简单、明了。涂胶作业时 ,涂胶量命令可以根据机器人的速度变 化自动的调节 ,以保证吐胶量始终保持一致 ,从而使胶型也保持一致。
MO TOMAN 的机器人控制器中 ,将机器人的各种受控的轴按轴组区分 。每个装置的轴为一个轴组 。一台机 器人的所有轴 ,属于一个轴组 ,一个变位机的轴 ,又属于另一个轴组。比如 ,一台控制器控制了两台机器人 ,三台变位 机 ,则共有五个轴组 ,分别为机器人 1 轴组、机器人 2 轴组、变位机 1 轴组、变位机 2 轴组、变位机 3 轴组。
机器人入门简易操作培训

EPX2900/ NX100 MOTOMAN机器人简易操作要领入门1一、控制器外观介绍在NX100 控制箱正面,有主电源开关和门锁装置。
紧急停止开关装置在控制箱门的右上方,教导盒则是悬挂在急停按钮下方的挂钩上。
2二、示教程序编辑器外观介绍3无压扣时:伺服停止按压第 1 段:伺服启动 按压第 2 段:伺服跳脱三、示教程序编辑器工作状态区(右上方) 教导盒屏幕是由 6.5 英寸的彩色线试器构成。
屏幕上主要的 5 个区域:泛用显示区、功能菜单区、人机介面区、主功能菜单区以及状态显示区。
可 以用[区域切换]键来控制光标在这些区域中切换,也可以从触控式按键中切换选择。
4四、工作状态区控制相关数据1.控制轴组:显示目前所控制的轴是多台机器人中的一台,或是外部轴组。
2.手动操作座标系统:显示目前所使用的座标系统。
按下[COORD(座标)]可进行座标系统的切换。
5 3.手动速度:显示目前所选择的手动速度。
4.安全管理:依操作人员等级区分。
5.运转循环方式:显示目前操作循环方式。
6.系统状态:显示目前系统状态(STOP、HOLD、ESTOP、ALARM、RUN)6 7.换页8.人机介面显示区9.功能菜单区:使用功能菜单区可以进行程序编辑、程序管理等功能。
五、机器人手动操作轴座标(关节)运动方式手动操作机器人时,按压[COORD(座标)]键用来切换选择的座标系统 有五种座标系统(关节座标、直角座标、圆柱基标、工具座标、使用者座标)可供教导时使用,7六、机器人手动操作直角座标运动方式8七、机器人自动运行轨迹运动选择方式选择示教盘下方运动方式键(插补方式)切换4 种功能选项,程式选写前,先决定执行者教示时機器人之运动模式(插补方式)押下教示盘COORD 座标系选择。
追踪功能轨迹运动方式切换可按转换键与运动模式(插补方式)同时安压进行功能切换.1、MOVL 直线插补运行(mm/sec) :控制机器人以直线运行移动,通常被用于机器人在定点物品作业区间进行工作时,轨迹运行指定运动方式。
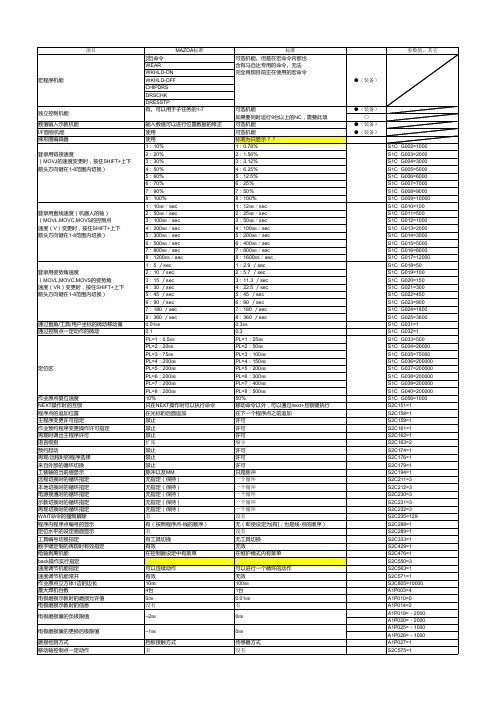
MOTOMAN机器人参数
通过直角/工具/用户坐标的微动移动量 通过控制点一定动作的微动
定位区
作业原点复位速度 NEXT操作时的互锁 程序点的追加位置 主程序变更许可指定 作业预约程序变更操作许可指定 再现时调出主程序许可 语言级别 预约起动 再现/远程时的程序选择 来自外部的循环切换 工装轴的当前值显示 远程切换时的循环指定 本地切换时的循环指定 电源接通时的循环指定 示教切换时的循环指定 再现切换时的循环指定 WAIT命令的强制解除 程序内程序点编号的显示 定位水平的设定画面显示 工具编号切换指定 数字键定制的再现时有效指定 枪轴剥离机能 back操作实行指定 速度调节机能指定 速度调节机能常开 作业原点立方体1边的边长 最大焊机台数 电极磨损示教时的磨损允许值 电极磨损示教时的信息 电极磨损量的负极限值 电极磨损量的更换后极限值 磨损检测方式 移动轴控制点一定动作
标准 可选机能。但是在宏命令内部也 含有马自达专用的命令。无法 完全再现目前正在使用的宏命令 ●(装备)
参数值、其它
登录用直线速度(机器人的轴) (MOVL,MOVC,MOVS的控制点 速度(V)变更时,按住SHIFT+上下 箭头方向键在1-8范围内切换)
登录用姿势角速度 (MOVL,MOVC,MOVS的姿势角 速度(VR)变更时,按住SHIFT+上下 箭头方向键在1-8范围内切换)
项目
宏程序机能
பைடு நூலகம்
独立控制机能 数值输入示教机能 I/F面板机能 梯形图编辑器 登录用链接速度 (MOVJ的速度变更时,按住SHIFT+上下 箭头方向键在1-8范围内切换)
MAZDA标准 [宏]命令 WEAR WKHLD-ON WKHLD-OFF CHIPDRS DRSCHK DRESSTP 有。可以用于子任务的1-7 输入数值可以进行位置数据的修正 使用 使用 1:10% 2:20% 3:30% 4:50% 5:60% 6:70% 7:90% 8:100% 1:10㎜/sec 2:50㎜/sec 3:100㎜/sec 4:200㎜/sec 5:300㎜/sec 6:500㎜/sec 7:800㎜/sec 8:1200㎜/sec 1:5° /sec 2:10° /sec 3:15° /sec 4:30° /sec 5:45° /sec 6:90° /sec 7:180° /sec 8:360° /sec 0.01㎜ 0.1° PL=1:0.5㎜ PL=2:20㎜ PL=3:75㎜ PL=4:200㎜ PL=5:200㎜ PL=6:200㎜ PL=7:200㎜ PL=8:200㎜ 10% 只在NEXT操作时可以执行命令 在光标的后面追加 禁止 禁止 禁止 扩张 禁止 禁止 禁止 脉冲以及MM 无指定(保持) 无指定(保持) 无指定(保持) 无指定(保持) 无指定(保持) 有 有(按照程序点-线的顺序) 有 有工具切换 有效 在控制器设定中有菜单 可以连续动作 有效 10㎜ 4台 0㎜ 没有 –2㎜ –1㎜ 挡板接触方式 有
MOTOMAN -SSF2000机器人使用说明书1
3.2.1 安装举例 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-3
NX100 示教编程器
本书的表示 NX100示教程器vHW0483931
HW0483931
警告牌的说明
机器人上贴有如下警告牌。 请严格遵守警告牌上记载的事项。 除警告牌外,机器人上还贴有打印着机器人型号、订货号、重量等重要内容的铭牌,请在充分 确认以上内容的基础上使用。
䄺ਞ⠠ A
䫁⠠
䄺ਞ⠠ B
以记载。
iii
HW0483931
HW0483931
危险
• 操作机器人前,按下 NX100 前门及示教编程器上的急停键,并确认伺服电源被切断。伺服 电源切断后,示教编程器上的伺服通的灯熄灭。 紧急情况下,若不能及时制动 机器人,则可能引发人身伤害或设备损坏事故。
急停键
• 解除急停后再接通伺服电源时,要解除造成急停的事故后再接通伺服电源。 由于误操作造成的机器人动作,可能引发人身伤害事故。
vii
HW0482433
HW0482433
6 手腕轴的负载规格及手腕法兰盘详图
6.1 手腕轴的负载允许值. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 6.2 手腕法兰盘详图 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-3
莫托曼机器人调用子程序设计与应用
莫托曼机器人调用子程序设计与应用发布时间:2023-02-01T05:54:09.398Z 来源:《城镇建设》2022年9月18期作者:高贺,李付,宣星虎,夏碧峰,沈涛,张富[导读] 莫托曼机器人主要对试样进行提取高贺,李付,宣星虎,夏碧峰,沈涛,张富北京首钢股份有限公司质量检验部,河北迁安,064404摘要:莫托曼机器人主要对试样进行提取、搬运。
在运行期间由于生产情况会出现各种问题,给维护人员带来了诸多困难。
本文将对莫托曼机器人程序结构进行介绍,通过优化机器人程序提高设备稳定性。
关键词:机器人;常见故障;莫托曼莫托曼机器人为6轴机器人,由各伺服电机单独控制,通过按动示教编程器上每个轴的操作键,使机器人每个轴产生所需动作。
如:在机器人坐标下,手动操作手柄上的X、Y、Z按键,可控制各轴单独运动,[1]1 机器人回原点操作1.1 机器人回原点操作当机器人运行中出现故障导致报警时,机器人可能停留在任何位置,这时候需要手动操作回原点。
具体操作如下:(1)将钥匙打到手动模式,解除报警;(2)报警消除后,选择合适的坐标;(3)选择当前机器人执行程序或者其他有关节点程序亦可,点击伺服启动,操作机器人各个轴,使其达到安全位置;(4)在主界面左边菜单栏里面选择“机器人”然后选择“作业原点”(不是第二作业原点)这时主界面会显示各个轴的当前脉冲当量;(5)同时按下上电开关和前进按钮,直到脉冲差值为零,回原点完成,机器人停止动作。
1.2 输入输出的使用示教器上点选输入输出,在显示区找到通用输入和通用输出,手动控制信号动作选通用输出选项;手动检查有没有信号,在通用输入内显示。
通过翻页键选择需要找的信号位(转换+翻页为向上翻页),把光标移动到想要控制的命令区,按{联锁}+{选择}键,通用输出里面圆圈有空心变实心说明操作完成。
空心代表没有输出,实心则表示有输出。
1.3 设定位置等级位置等级是指机器人经过示教位置时的接近程度。
安川MOTOMAN工业机器人编程与操作(3)

安川MOTOMAN工业机器人编程与操作(3)机械手的运动通常用两种坐标来操作机械人:关节坐标和直角坐标。
按示教盒上的坐标轴操作键,操作机械手的每一根轴。
•关节坐标•直角坐标•运动指令和步骤•机械手使用作业指令来实现运动和执行再现,这些指令叫做运动指令。
目的位置,插补方法,运行速度等等信息都记录在运动指令中。
叫做运动指令的原因是,主体指令都是以“MOV”开始。
“MOV”是一种用于XRC 系统中的“INFORM Ⅱ”语言。
比如:MOVJ VJ=50.00MOVL V=1122 PL=1从一条运动指令到下一条运动指令为一步。
步骤1为001,步骤2为002,步骤3为003,等等。
步骤1的位置即为记录有步骤号001(S: 001)的运动指令处的位置。
例如:参照下面的作业的内容,当执行再现时,机械手由步骤1向步骤2运动,运动速度记录在步骤2的运动指令中。
在机械手到了步骤2之后,机械手执行TIMER指令,再执行DOUT指令,然后继续执行步骤3。
示教•示教前的准备工作示教前应做下面准备工作:按下再现面板上的[REMOTE]按钮,使灯灭按下[TEACH] 按钮(在面板上),设置示教模式按下[TEACH LOCK]键(在示教盒上),锁住示教模式(示教锁,确保安全)输入作业名称(1)确保再现面板上的[REMOTE]按钮没有点亮了,如点亮了,按下[REMOTE]按钮关掉,这样再现面板就可以操作了。
灯亮——遥控操作灯灭——本地面板操作(2)在再现面板上,按下[TEACH]按钮进入示教模式。
(3)按下[TEACH LOCK]键。
如果按下[TEACH LOCK]键,该按钮将点亮。
这样一来,通过再现面板或外部输入设备,就不能改变操作模式和操作过程。
另外,如果[TEACH LOCK]键没有点亮,使用紧急制动开关,不能开启伺服电源。
(4)在顶部菜单中选择{JOB},并在子菜单中选择{CREATE NEW JOB}。
这时将显示输入行。
MOTOMAN初学教程3
3 简单的示教和再现步骤
程序点 2 -- 作业开始位置附近
决定机器人作业姿态
1. 用轴操作键,使机器人姿态成为作业姿态。 2. 按 [ 回车] 键,输入程序点2 (行0002)。
第5页,共22页。
3 简单的示教和再现步骤
程序点 3 -- 作业开始位置
保持程序点2 的姿态不变,移向作业开始位置。 1. 按手动速度[ 高] 或[ 低] 键,直到在状态显示区域显示中速
键,机器人连续再现所有程序点,一个循环后停止运行
第15页,共22页。
3 简单的示教和再现步骤
3.1.4 程序的修改
插入程序点
1. 按[ 前进] 键,把机器人移到程序点5。
2. 用轴操作键把机器人移至欲插入的位置。
3. 按 [ 插入] 键。 4. 按 [ 回车] 键,完成程序点的插入。所插入的程序点之后的各程
2. 保持程序点2 的姿态不变,按[ 坐标] 键,设定机器人坐标系为直角坐标系,用轴操
作键把机器人移到作业开始位置。
3. 光标在行号0002 处,按[ 选择] 键。
第6页,共22页。
3 简单的示教和再现步骤
4. 把光标移到右边的速度“VJ=*.**”上,按[ 转换] 键的同时按 光标键 上下 ,设定再现速度。直到设定速度为 12.50%。
5. 按 [ 回车] 键,输入程序点3 (行0003)
第7页,共22页。
3 简单的示教和再现步骤
程序点 4 -- 作业结束位置
指定作业结束位置。
1. 用轴操作键把机器人移动到焊接作业结束位置。从作业开始位置到 结束位置,不 必精确沿焊缝移动,为了不碰撞工件,移动轨迹可远离工件。 2. 按 [ 插补方式] 键,插补方式设定为直线插补(MOVL)。 3. 光标在行号0003 处,按[ 选择] 键。
莫托曼MA1400焊接机器人技术方案解析
目录一.焊接系统构成介绍 (2)二. MOTOMAN-MA1400N机器人本体介绍 (3)三.机器人控制柜及示教盒说明 (7)3.1机器人控制柜(DX100): (7)3.2机器人示教编程器(PP): (10)四.焊机MOTOMAN-EL350Ⅱ (11)五.Tool Sight (14)5.1.TOOL SIGHT 结构 (15)5.2.TOOL SIGHT 原理 (15)5.3.TOOL SIGHT 操作方法 (16)六.清枪剪丝装置 (18)6.1概述 (18)6.2技术数据 (18)七弧焊机器人系统标准功能说明 (19)7.1MOTOMAN 弧焊机器人的主要特点 (19)7.2焊接机器人的标准功能介绍 (20)八.弧焊工作站安装环境条件及动力资源要求 (24)九.技术培训及售后服务 (25)9.1技术培训 (25)9.2质量保证期和质量保证范围 (25)9.3售后服务 (25)一.焊接系统构成介绍二. MOTOMAN-MA1400N机器人本体介绍该工作站选用的MOTOMAN-MA1900N机器人是当今世界最先进的弧焊专用机器人,它的动作速度、精度及可靠性体现了机器人的先进水平。
它与高性能的DX100 控制柜及配备6.5"LCD 彩色显示触摸屏的示教编程器的结合,提高了机器人的可操控性,使您的机器人作业系统更加完美。
其先进技术如下所述:本系统中选用我公司的属于当今世界最先进的弧焊专用机器人MOTOMAN-MA1900N,如右图所示,其主要特点如下:1)同级别机器人中运动性能最好与旧机型相比,MOTOMAN-MA 系列机器人具有更快的轴动作速度。
轻型机体和具备轨迹精度控制及振动抑制控制的DX100 控制柜的有机结合,减弱了机器人启动和停止瞬间的颤动,从而缩短了机器人的运行周期。
2)可焊工件的范围变大MOTOMAN-MA 系列机器人将焊丝、焊枪电缆和冷却水管内藏于机器人手臂内,消除了焊枪电缆与工件和周边设备的干涉。
MOTOMAN机器人间隙示教说明

间隙示教这个文档只是我的个人认识,制作过程会使用已有的资料图片。
1,示教方法①,下电极示教(CFMA使用的)②,上电极示教③,上下电极示教,(板厚数据部使用)现在一般使用的都是第一种下电极示教。
在【主菜单】→【设定】→【示教条件】,显示如下页面,最后一行更改“间隙示教方法”2,间隙文件,CLF#(*)在【主菜单】→【点焊】→【间隙设定】,显示如下页面,输入合适的距离数据板厚的数据对“上下电极示教”方法不适用。
3,间隙示教命令SVSPOTMOV V=1000.0 PLIN=1 PLOUT=1 CLF#(1) GUN#(1) PRESS#(1) WTM=1 WST=1 WGO=1SVSPOTMOV : 间隙动作命令V=1000.0: 间隙动作时的直线速度(本例中为:1000.0mm/秒)PLIN=1: 打点前的间隙位置的位置等级PLOUT=1: 打点后的间隙位置的位置等级CLF#(1) : 间隙文件序号(本例中为文件1)GUN#(1): 伺服焊钳序号(本例中使用焊钳1)PRESS#(1): 压力条件文件序号(本例中使用压力条件文件1)WTM=1 : 焊接条件序号(本例中使用焊接条件1)WST=1: 焊机启动时序WGO=1 : 焊接条件组输出,CFMA未使用这一参数这个命令直接按数字键“8”或者【转换】+【插补方式】显示调用。
4,打点前后的位置等级,①,SVSPOTMOV V=1000.0 PLIN=0 CLF#(1) GUN#(1) PRESS#(1) WTM=1 WST=1上面的命令中,PLIN = 0,PLOUT=2,下图中间隙文件:距上电极距离:20.0mm距下电极距离:10.0mm板厚:2.0mm如果PLIN=0,PLOUT=0时,则焊钳上下电极的轨迹是按照上图中蓝色虚线运动。
②,SVSPOTMOV V=1000.0 PLOUT=0 CLF#(1) GUN#(1) PRESS#(1) WTM=1 WST=1上面的命令中,PLIN = 2,PLOUT=0,下图中间隙文件:距上电极距离:20.0mm距下电极距离:10.0mm板厚:2.0mm如果PLIN=0,PLOUT=0时,则焊钳上下电极的轨迹是按照上图中蓝色虚线运动。
motoman安川机器人示教器编程详解.docx
motoman安川机器人示教器编程详解产品介绍:主要用途:可对本机和主控箱进行控制和编程,使机器人及配套设备能够按照实际工作需要准时、到位的工作。
产品特性:是机器人操作必不可少的主要控制部件,因使用频繁且使用时容易摔落,故障率一般是机器人所有部件有较为高的。
功能特性:设有用于对机器人进行示教和编程所需的操作键和按钮安川机器人示教器编程一、创建焊接程序[焊缝的示教]。
1、打开控制柜上的电源开关在ON状态。
2、将运作模式调到TEACP H示教模式下1. 进入程序编辑状态:1.1. 先在主菜单上选择[程序]一览并打开;1.2. 在[程序]的主菜单中选择[新建程序]1.3. 显示新建程序画面后按[选择]键14显示字符画面后输入程序名现以TEST为新建程序名举例说明;1.5. 把光标移到字母T” E” S” T”上按[选择]键选中各个字母;1.6. 按[回车]键进行登录;1.7. 把光标移到执行”上并确认后,程序TEST被登录,并且屏幕画面上显示该程序的初始状态NOPCEO”、O ENDCOO”L1.8. 编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);2. 把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001);2.1. 握住安全电源开关,接通伺服电源机器人进入可动作状态;2.2. 用轴操作键将机器人移动到开始位置(开始位置电影摄制在安全病史和作业准备位置);2.3. 按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,?MOVJ^” MOVJ,,VJ=0.78”2.4. 光标放在00000”处,按[选择]键;2.5. 把光标移动到右边的速度VJ=** ”上,按[转换]键+光标上下” 键,设定再现速度,若设定速度为50%寸,则画面显示■ MOUWJ=50%, 也可以把光标移到右边的速度,?VJ=***' 上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[回车]键确认。
打磨站系统操作说明书

苏州洁定打磨站工作站系统系统操作说明书首钢莫托曼机器人公司2007/10/15一、正常开机关机每日正常开机:打开压缩空气,开控制柜电源,开机器人电源。
准备到位后,用机器人示教盒上选择选择好主程序,主操作盘上【主程序先头】按钮灯亮;选择开关打到【遥控方式】;两侧操作盘都必须【自动/手动】选择开关到【自动】位置;在主操作盘上按【伺服投入】按钮,【伺服投入】按钮灯亮;按【系统启动】按钮,机器人启动。
“三色灯黄灯”常亮,【系统启动】按钮灯亮,【主程序先头】按钮灯灭。
机器人自动启动完毕,可以开始工作。
每日正常关机:关机前,确认把机器人回到原点。
先关机器人电源,再关控制柜电源。
二、系统【手动】工作模式下操作流程(1).切换【自动/手动】选择开关到【手动】位置(2).通过触摸屏【夹具操作】按钮切换画面至夹具操作的画面(3).按下选择画面中相应的按钮,可实现对按钮对应的执行机构的手动操作(4).夹具必须在安装位,操作有效。
(5).对机器人手动操作,需手持示教编程器,将旋转旋钮打到【示教】,按示教器上按键,进行操作。
2-12-2三、系统【自动】工作模式下操作流程(1).确认所有进料系统当前为工作原位状态,若不是,手动将其置回原位状态。
(2).切换【自动/手动】选择开关到【自动】位置(3).操作者在上料侧夹紧工件,按【夹紧】按钮,气缸依次夹紧到位,【锁紧】按钮灯亮。
然后退出上料区,按操作盘【启动】按钮,如预约成功,【启动】灯亮。
预约成功后,当机器人正在工作中,预约等待,工作结束后,系统开始对预约工位工作;当机器人不在工作时,立刻对预约的工位工作。
(4).如想取消预约,按操作盘【结束】按钮,可取消预约。
(5).触摸屏上文字表示系统目前所在的工作状态3-13-2四、报警画面系统自动检测各种报警,如有报警,在画面上显示报警信息,点击触摸屏红色报警显示,弹出报警记录画面,可根据报警提示进行调节,解决问题。
可按【复位】按钮清除所有的报警。
motoman机器人示教编程方法
机器人示教编程方法张爱红 张秋菊江南大学机械工程学院,江苏无锡 214000摘要:针对工业机器人,本文介绍了不同的示教编程方法并且分析了机器人语言系统的构成,最后阐述了用于MO TOMAN工业机器人的在线示教编程方法及其虚拟示教编程方法。
关键词:机器人;示教;再现中图分类号:TP242 文献标识码:A 文章编号:1001-2265(2003)04-0047-03Programming method for robot teachingZHAN G Aihong ZHAN G QiujuAbstract :In this paper ,several different programming methods for robot teaching ,classification and composing about robot lan 2guage system as well as the teaching method used in MO TOMAN industrial robot are described.K ey w ords :robot ;teach ;play图1 位姿示教框图1 引言用机器人代替人进行作业时,必须预先对机器人发出指示,规定机器人进行应该完成的动作和作业的具体内容。
这个过程就称为对机器人的示教或对机器人的编程。
对机器人的示教有不同的方法,要想让机器人实现人们所期望的动作,必须赋予机器人各种信息,首先是机器人动作顺序的信息及外部设备的协调信息;其次是与机器人工作时的附加条件信息;再次是机器人的位置和姿态信息。
前两个方面很大程度上是与机器人要完成的工作以及相关的工艺要求有关,位置和姿态的示教通常是机器人示教的重点。
2 示教的分类目前机器人位姿的示教大致有两种方式:直接示教和离线示教,而随着计算机虚拟现实技术的快速发展,出现了虚拟示教编程系统。
位姿示教框图见图1。
2.1 直接示教所谓直接示教,就是指我们通常所说的手把手示教,由人直接搬动机器人的手臂对机器人进行示教,如示教盒示教或操作杆示教等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接知识
一、MASTER莫托曼机器人主程序设定
0001 :LABEL 跳转指定标签或程序
0002:CLEAR STACK 程序叠加(IF表示条件)0003:DOUT OGH*(输出工位号)信号灯或输出夹具信号0004:CALL JOB:(程序名)IF IN#(工位号)ON 调出程序0005:JUMP # LABEL 跳转到标签(“#“表示目的地)二、电流电压的设定
300A电流以下的电压设定:0.04设定的电流+16正负1.5
300A电流以上的电压设定:0.04设定的电流+20正负2
例:50A-----18V 100A---20V 150A---22V 200A—24V 250A---26V 三、焊丝的伸出长度
小于300A时:L=(10-15)倍的焊丝直径
大于300A时:L=(10-15)+5MM 的长度
四、气体流量
小于350A焊机:(15——20)ML/分
大于350A焊机:(20——25)ML/分
五、焊接的方式
1、前进法:
电弧推着熔池走,电弧不能直接在工件上,飞溅大,溶深浅,平而宽,气体保护好,适用于薄板。
2、后退法
电弧躺着熔池走,电弧直接作用在工件上,飞溅少,成形好,熔深大,焊逢窄而高,气体保护差,适用厚板
3、立焊
从上往下:速度快,方便,焊缝美观,但是熔深较小,接头强度差,适用于作用强度要求的差的焊缝。
从下往上:焊缝熔深大,强度高,但是焊道粗糙。
4、仰焊
要用细焊丝,小电流,低电压,短路过渡和气量要比其它大些。
5、枪尖走势
要使焊缝对称必须考虑下下板散热,上板散热差,下板散热好,所以电弧就指向下板
六、摆焊
1、摆焊的坐标系
水平方向:从壁到接近点一侧的方向
前进方向:从摆焊起点到终点的方向
壁的方向:机器人坐标Z 轴的方向
2、摆焊的三种动作形式
单摆、三角摆、L 摆,每种焊接形式分为:0平滑、1无平滑。
3、摆焊要素
速度:用频率设定。
焊缝宽:在单摆时用振幅设定
角度:包括摆动的角度和行进的角度,一般0-180度
L 摆和三角摆时要设定:纵方向距离和横方向距离,一般要设定为1MM 到25MM 之间。
延时:摆焊动作的一个周期被分成四个区间或三个区间(节点)可以设定延时
4、参考点:REEP ,通常情况下不用登录参考点。
输入参考点:程序---程序内容----选定要插入的行----按轴操做键---按参考点键---按插入-----按回车确认
5、检查运行时或试运行前进中的禁止摆焊
在程序再现画面按区域-----选择实用工具-----选择设定特殊运行----选择检查运行禁止摆焊或在试运行/前进中禁止摆焊
6、摆焊命令的登陆
光标移到地址区---按命令一览---选择WVON 命令(WVOF )文件号—按回车确认。
振 幅
0 1 2 3 4 5 频率 振幅对频率的约
用弧光的光线、声音、飞溅。