屠宰厂流程
生猪屠宰工艺流程
生猪屠宰工艺流程生猪屠宰工艺流程是指将活体猪进行宰杀、处理和分割的一系列工作流程。
这些流程通常包括接收、麻醉、杀猪、去毛、蒸毛、刮鳍、开腹、取内脏、冲洗、分割、冷藏等环节。
首先,接收是整个屠宰工艺流程的第一步。
在一个专门的接收区域,活体猪将会被查验其肉质的健康状况,确保只有符合屠宰要求的猪可以被接受。
只有健康的猪可以继续进行下一步的工艺流程。
接下来是麻醉环节。
猪将会被带入一个特殊的麻醉舱中,通过电击或使用特殊的气体麻醉猪。
这一步骤的目的是降低猪的痛苦,也为后续工艺流程的进行做好准备。
然后是杀猪环节。
经过麻醉的猪将被宰杀。
这个过程通常是由专业的屠宰工人进行的,他们使用特殊的工具快速而准确地完成这一步骤。
这个环节的目的是确保猪在最短的时间内失去意识和生命。
接下来是去毛环节。
宰杀完毕的猪将会被悬挂在一个特殊的机械装置上,在高温高压的水流中进行蒸毛。
这一步骤可以帮助去除猪身上的毛发,并确保猪皮的干净。
然后是刮鳍环节。
刮鳍是指将猪的后肢的鱼鳍部分刮除。
这一步骤通常是为了提高后续工艺流程中对猪身体的清洁度和美观度。
接下来是开腹环节。
在这个环节中,工人将会用刀将猪的腹部切开,并取出内脏,包括心脏、肺、肝脏、肾脏等。
这一步骤的目的是将食品安全的要求降到最低,确保猪肉的质量和卫生。
然后是冲洗环节。
在这个环节中,工人会用清洁剂和水对猪的内脏和其他部位进行彻底的冲洗,以去除残留物和污垢,并保持猪肉的干净和卫生。
接下来是分割环节。
在这个环节中,宰杀的猪将会被分割成各个部位,如猪肉、猪蹄、猪肚等。
这个过程通常是由经验丰富的工人进行的,他们使用刀具将猪肉切割成各个形状和规格的部位。
最后是冷藏环节。
分割完的猪肉将会被放入冷库中冷藏。
这个环节的目的是确保猪肉在运输和储存过程中能够保持新鲜和卫生。
总结而言,生猪屠宰工艺流程是一个非常复杂而严格的过程。
只有严格遵守工艺流程,并且确保所有环节符合食品安全和卫生标准,才能够生产出安全、营养和美味的猪肉产品。
生猪屠宰工艺流程
生猪屠宰工艺流程
生猪屠宰工艺是指将活猪宰杀成各种肉类产品的加工过程。
这个过程需要严格遵循卫生标准和操作规程,以确保生产出的肉类产品符合食品安全标准。
下面将介绍生猪屠宰工艺的基本流程。
首先,生猪屠宰前需要进行预处理。
这包括将猪从养殖场转运到屠宰场的过程。
在转运的过程中,需要确保猪只受到最小程度的压力和惊吓,以避免对肉质产生影响。
同时,还需要对猪只进行疫病检测和隔离,以确保屠宰过程中不会传播疾病。
接下来是屠宰环节。
首先,将猪只宰杀后悬挂在屠宰线上,然后进行脱毛、去蹄、去内脏等处理。
这些步骤需要在严格的卫生条件下进行,以确保肉类产品不受到污染。
同时,还需要对猪只进行分割和分级,以便后续加工和销售。
屠宰后,需要进行肉类产品的处理和储存。
首先是对肉类进行冷却处理,以确保其新鲜度和质量。
然后进行分割和包装,将肉类产品分装成不同规格的包装,以便销售和储存。
在这个过程中,需要严格控制温度和湿度,以避免肉类产品变质。
最后是对屠宰场的清洁和消毒。
屠宰场的清洁和消毒是确保肉类产品卫生安全的关键步骤。
在屠宰工艺流程结束后,需要对屠宰设备和场地进行彻底清洁和消毒,以杀灭可能存在的细菌和病毒,确保下一批生猪的屠宰过程不受到污染。
总的来说,生猪屠宰工艺流程包括预处理、屠宰、肉类产品处理和储存、以及清洁和消毒等环节。
这些环节需要严格遵循操作规程和卫生标准,以确保生产出的肉类产品符合食品安全标准,保障消费者的健康。
同时,也需要关注动物福利和环保等方面的问题,促进生猪屠宰工艺的可持续发展。
生猪屠宰加工工艺流程22
生猪屠宰加工工艺流程(一)宰前检验搞好生猪的宰前检验与管理,在减轻肉品污染、防止疫情扩散、提髙肉品质量、保证食肉安全和降低生产成本等方面起着十分重要的作用。
生猪应来自非疫区,健康良好,并取得非疫区证明和产地检疫证明。
在检验过程中对病猪、可疑生猪和健康生猪应仔细观察,分别管理,通过检验分别作出禁宰、急宰、缓宰、准宰的分类处理。
(二)待宰管理活猪进屠宰厂的待宰圈,在卸车前应索取产地动物防疫监督机构开具的合格证明,并随车观察,未见异常,证货相符后准予卸车。
卸车后,检验人员必须逐头观察活猪的健康状况,按检查的结果进行分圈、编号,将合格健康的生猪赶入待宰圈休息,伤残猪送急宰间处理,对病猪进行无害化处理。
待宰的生猪送宰前应停食静养12〜24小时,以便消除运输途中的疲劳,恢复正常的生理状态。
生猪进屠宰车间前3小时停止饮水。
宰前进行淋浴,洗掉猪体上的污物,便于麻电。
淋浴后的生猪通过赶猪道进入屠宰车间。
赶猪道一般设计为内八字形,开始可供2〜4头猪并排前进,逐渐只能供一头猪通过,并使猪不能调头往回走。
此处赶猪道宽度设计为380〜400毫米。
(三)致昏生猪屠宰致昏方式主要有麻电击晕和二氧化碳致昏,目前以麻电击晕较为普遍。
麻电击晕宰前用麻电设备将生猪瞬间击晕,使之暂时失去知觉,处于昏迷状态,以便刺杀放血。
生猪致昏,可以保证宰杀操作者安全,减轻劳动强度。
该工艺减少了猪在宰杀时的痛苦,同时也避免了因应激反应影响肉的品质。
二氧化碳致昏生猪经过含有65%〜75%二氧化碳(由干冰产生)的密闭室或隧道,经10〜15秒钟使猪呈昏迷状态。
然后由输送设备将致昏的生猪从密闭室或隧道中运出来,由操作人员对其进行刺杀、放血。
(四)刺杀放血致昏的生猪必须在30秒内刺杀放血,刺杀位置要准确,使刀口能充分流血。
目前采用的刺杀放血方式有:1.卧式刺杀放血、吊挂式刺杀放血和真空刀刺杀放血。
卧式刺杀放血击晕后的毛猪通过滑槽滑人卧式放血平板输送机上刺杀放血,通过2〜3分钟的沥血输送,猪体大量的血液流入收集槽内,这种放血方式有利于血液的收集和利用,但放血不彻底。
生猪屠宰加工工艺
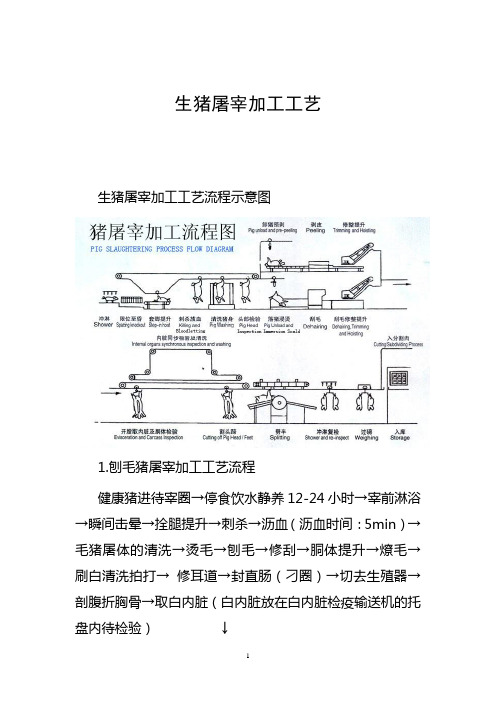
生猪屠宰加工工艺生猪屠宰加工工艺流程示意图1.刨毛猪屠宰加工工艺流程健康猪进待宰圈→停食饮水静养12-24小时→宰前淋浴→瞬间击晕→拴腿提升→刺杀→沥血(沥血时间:5min)→毛猪屠体的清洗→烫毛→刨毛→修刮→胴体提升→燎毛→刷白清洗拍打→修耳道→封直肠(刁圈)→切去生殖器→剖腹折胸骨→取白内脏(白内脏放在白内脏检疫输送机的托盘内待检验)↓合格的白内脏进入白内脏加工间内处理↓胃容物通过风送系统输送到车间外约50米处的废弃物暂存间→旋毛虫检验→预摘红内脏→取红内脏(红内脏挂在红内脏检疫输送机的挂钩上待检验)↓合格的红内脏进入红内脏加工间内处理→预摘头→劈半→胴体和内脏的同步检验→去尾→去头→去前蹄↓不合格的胴体、红白内脏拉出屠宰车间高温处理→去后蹄→去板油→白条修割→白条称重→冲淋→排酸(0-4℃)↓↓鲜肉销售冷却肉销售→分三段→分割部位肉→称重包装装盘→速冻或保鲜→脱盘装箱→冷藏→分割肉销售2.剥皮猪屠宰加工工艺流程健康猪进待宰圈→停食饮水静养12-24小时→宰前淋浴→瞬间击晕→拴腿提升→刺杀→沥血(沥血时间:5min)→毛猪屠体的清洗→去头→卸猪入预剥工位→去前后蹄和尾→预剥皮→机械剥皮→↓↓↓头蹄尾进头蹄尾加工间加工处理皮张入猪皮暂存间→胴体提升→胴体修割→封直肠(刁圈)→去生殖器→剖腹折胸骨→取白内脏(白内脏放在白内脏检疫输送机的托盘内待检验)↓合格的白内脏进入白内脏加工间内处理↓胃容物通过风送系统输送到车间外约50米处的废弃物暂存间→旋毛虫检验→预摘红内脏→取红内脏(红内脏挂在红内脏检疫输送机的挂钩上待检验)↓合格的红内脏进入红内脏加工间内处理→劈半→胴体、红白内脏同步检验→去板油→白条修割→白条称重↓不合格的胴体、红白内脏拉出屠宰车间高温处理→白条冲淋→排酸(0-4℃)→分三段→分割部位肉→称重包装装盘↓↓鲜肉销售冷却肉销售→脱盘装箱→冷藏→分割肉销售²生猪屠宰加工工艺1.待宰圈管理(1)、活猪进屠宰厂的待宰圈在卸车前,应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。
(完整版)生猪屠宰加工工艺流程
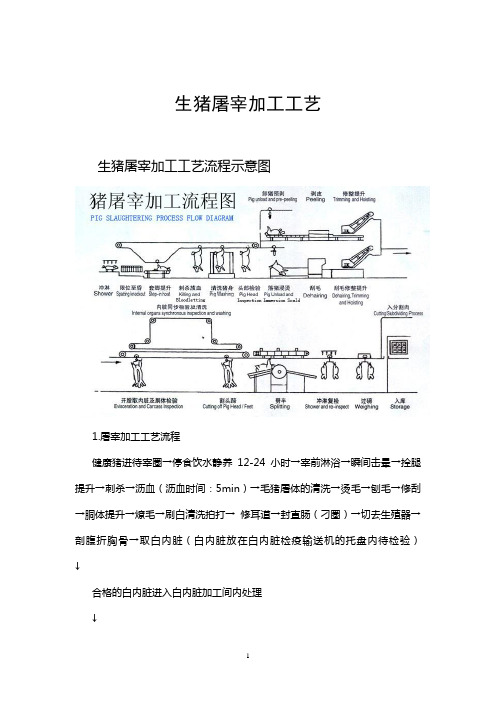
生猪屠宰加工工艺生猪屠宰加工工艺流程示意图1.屠宰加工工艺流程健康猪进待宰圈→停食饮水静养12-24小时→宰前淋浴→瞬间击晕→拴腿提升→刺杀→沥血(沥血时间:5min)→毛猪屠体的清洗→烫毛→刨毛→修刮→胴体提升→燎毛→刷白清洗拍打→修耳道→封直肠(刁圈)→切去生殖器→剖腹折胸骨→取白内脏(白内脏放在白内脏检疫输送机的托盘内待检验)↓合格的白内脏进入白内脏加工间内处理↓胃容物通过风送系统输送到车间外约50米处的废弃物暂存间→旋毛虫检验→预摘红内脏→取红内脏(红内脏挂在红内脏检疫输送机的挂钩上待检验)↓合格的红内脏进入红内脏加工间内处理→预摘头→劈半→胴体和内脏的同步检验→去尾→去头→去前蹄↓不合格的胴体、红白内脏拉出屠宰车间高温处理→去后蹄→去板油→白条修割→白条称重→冲淋→排酸(0-4℃)↓↓鲜肉销售冷却肉销售→分三段→分割部位肉→称重包装装盘→速冻或保鲜→脱盘装箱→冷藏→分割肉销售2.剥皮猪屠宰加工工艺流程健康猪进待宰圈→停食饮水静养12-24小时→宰前淋浴→瞬间击晕→拴腿提升→刺杀→沥血(沥血时间:5min)→毛猪屠体的清洗→去头→卸猪入预剥工位→去前后蹄和尾→预剥皮→机械剥皮→↓↓↓头蹄尾进头蹄尾加工间加工处理皮张入猪皮暂存间→胴体提升→胴体修割→封直肠(刁圈)→去生殖器→剖腹折胸骨→取白内脏(白内脏放在白内脏检疫输送机的托盘内待检验)↓合格的白内脏进入白内脏加工间内处理↓胃容物通过风送系统输送到车间外约50米处的废弃物暂存间→旋毛虫检验→预摘红内脏→取红内脏(红内脏挂在红内脏检疫输送机的挂钩上待检验)↓合格的红内脏进入红内脏加工间内处理→劈半→胴体、红白内脏同步检验→去板油→白条修割→白条称重↓不合格的胴体、红白内脏拉出屠宰车间高温处理→白条冲淋→排酸(0-4℃)→分三段→分割部位肉→称重包装装盘↓↓鲜肉销售冷却肉销售→脱盘装箱→冷藏→分割肉销售²生猪屠宰加工工艺1.待宰圈管理(1)、活猪进屠宰厂的待宰圈在卸车前,应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。
屠宰厂屠宰工作流程
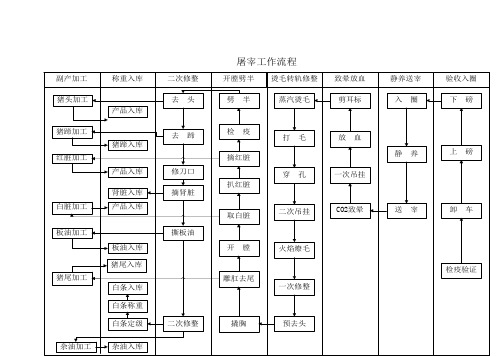
30.劈半后的片猪肉后摘除肾脏,要求肾脏取出后带油不可超过10g/头,不可有刀伤。
31.剥离腹腔板油后,白条内腔板油残留不可超过30g/头。
32.按顺序修整后腿弧、护心油、暗伤、脓疮、伤疤和遗漏病变腺体等,去净残留绒毛。
,加盖检验印章,计量分级。
10.刺杀时操作人员一手抓猪前脚,一手握刀,刀尖向上,刀锋向前,对准第一肋骨咽喉正中偏右(0.5~1)cm处向心脏方向刺入,再侧刀下拖切断颈部动脉和静脉;不可刺破心脏,不可使猪呛膈、淤血;刀具每刺杀一头用热水消毒一次。
11.放血后专人逐头剪去检疫耳标,耳标须由品控部统一收集,统一存放。
12.放血后的猪屠体经清水预清洗后进入烫毛隧道烫毛。
说明
1.进厂生猪有《检疫合格证明》,并经检验健康状况良好,有《生猪养殖记录》和《生猪用药记录》。
2.卸车、上磅、下磅须高喝轻拍,不能使用顶部有棱角的物品直接捅赶生猪,不能使用坚硬工器具击打生猪体表。
3.生猪入圈须分家登记圈号、入圈时间、头数等。
4.待宰生猪静养12~24h,期间充分喂水至宰前3小时停止,每隔1小时查圈一次,查圈期间须将所有生猪哄起查看。
27.去除三腺、胴体检疫,摘除甲状腺、肾上腺及病变的淋巴结等,不可遗漏,并指定专人保管与销毁;胴体检疫要求按相关国家标准操作。
28.摘除内脏各部位的同时,由检验人员按检疫要求进行同步检验。
27.采用自动劈半锯劈半或手动劈半,手动劈半时要求劈偏超过两节脊骨的不可超过2%。
28.经检验合格的猪胴体去头、蹄,去蹄时要求对准关节。
5.生猪送宰经过屠宰通道时,须按顺序赶送,不得采用脚踢、棒打等粗暴方式驱赶。
6.设备自动赶猪入笼,每笼3-4头,根据生产速度调整合适的每笼入猪数量,防止后道生产积压。
屠宰企业宰前屠宰过程及宰后检验流程要点和检验制度

生猪屠宰厂宰前、屠宰过程宰后标准化屠宰检验操作要点及管理制度为加强生猪屠宰企业的监管,按照生猪屠宰管理条例实施办法的有关要求,根据国家相关标准,特制定生猪屠宰厂的各项规章制度和标准化屠宰检验要点.一、引用的相关标准.1、生猪屠宰操作规程GB/T 17236-19982、生猪屠宰良好操作规程GB/T 19479-20043、生猪屠宰产品品质检验规程GB/T 17996-19994、肉类加工厂卫生规范GB 12694-905、病害动物和病害动物产品生物安全处理规程GB 16548-20066、生猪屠宰管理条例实施办法二、生猪屠宰及检验的工艺流程图.具体见附图.三、各屠宰及检验环节的具体操作.按照屠宰及检验的工艺流程图,对各屠宰及检验环节的具体操作规范如下:1、入厂检验:索要产地检疫合格证明.检查是否灌水.2、病健分离.在卸车的过程中,检验人员应当逐一检查生猪的健康状况,按检查结果进行分圈、编号.健康生猪赶入待宰圈休息.可疑生猪赶入隔离圈继续观察.对检出可疑病猪,经过充分饮水和休息后,恢复正常的,可以赶入待宰圈;症状仍不见缓解的,签发急宰证送急宰间进行急宰.病猪及伤残猪,签发急宰证送入急宰间进行急宰.死亡及患有传染病的,签发无害化处理登记表进行无害化处理.3、停食管理:应当停食静养12-24小时;充分喂水至宰前3小时;赶猪时,应按顺序赶送,不得采用脚踢、棒打等粗暴方式驱赶.4、待宰检验:检查待宰期间的停食静养是否达到3的要求.对待宰生猪进行“动、静、饮水”观察,检查有无漏检病猪.5、送宰检验:送宰前,进行一次全面的检查,确认健康的签发准宰证.检查生猪通过通道是否按照要求执行.检查生猪淋浴时是否按照7的要求执行.6、签发准宰证车间凭借宰前检验人员签发的准宰证进行屠宰生猪.屠宰头数必须与准宰证中的头数一致.准宰证应当按与宰后检验登记记录一起,按要求进行保管.7、淋浴尽可能除去体表内的污物;水压不宜过大,水温应当适中,尽可能不惊吓到生猪;应从各个方面进行淋浴.淋浴间应设置不同方向和角度的喷淋装置.8、致昏麻电必须准确把握麻电的电压.人工麻电器:电压为70-90V,电流-1.0A,麻电作用时间1-3s,盐水浓度5%;自动电麻器:电压不超过90V,电流不应大于1.5A,麻电时间1-2s.人工电麻时,应将生猪固定位置后,再进行麻电.麻电操作人员应穿戴绝缘靴、绝缘手套,注意自身的防护安全.猪被麻电后应保持心脏跳动,呈昏迷状态,不得使其致死.9、刺杀放血从麻电致昏到刺杀放血,不得超过30s,刺杀放血的刀口长度约为5cm,沥血时间不得少于5min.正常情况下应当采用吊挂放血.放血时,操作人员一手抓住猪前脚,另一手握刀,刀尖向上,刀锋向前,对准第一肋骨咽喉正中偏右-1.0cm处向心脏方向刺入,再侧刀下拖切断颈部动脉和静脉,不得刺破心脏.刺杀时不得使猪呛隔、淤血.即不得刺破气管应配备两把放血刀,消毒后轮流使用.10、头部检疫.具体操作由检疫人员进行,在此不予叙述主要目的是为了检疫炭疽和结核.11、浸烫.放血后的猪屠体应用喷淋水或清洗机冲淋,清洗血污等污物.按猪屠体的大小、品种和季节差异,控制浸烫池水温.一般为58—63℃,浸烫时间为3-6min.浸烫时,不得使猪屠体沉底、烫老.浸烫池应有溢水口和补充净水的装置.浸烫池中的热水应及时更换,以保证烫池水的清洁.12、打毛脱毛.打毛应采用合适的打毛机进行.对于特大猪只,也可采用人工刮毛的方式.采用人工刮毛时,不得使猪只落地,可搭建适合人工操作的刮毛操作台.经机械脱毛或人工刮毛后,应对猪只进行洗刷浮毛、污垢后,再将猪体提升悬挂、修割、冲淋.猪只进行洗刷浮毛、污垢时,建议采用平板操作台或者吊挂洗刷,不建议采用清水池.13、燎毛、刮黑.有条件的企业,建议配备燎毛、刮黑设备,以清除屠体内的残毛、绒毛.条件达不到的企业,也可以采用酒精喷灯燎毛、手工刮黑的方法.但严禁采用松香和沥青进行拔毛.14、修整.通过燎毛刮黑后,对屠体的外观等再进行一次修整,以除去残毛、浮毛、燎黑的皮肤等.15、统一编号.对没有设置同步检验线的中小型屠宰厂,必须采用统一编号的方法进行对照检验.在每头屠体的耳部、腿部外侧,用变色笔进行编号,字迹应清晰.不得漏遍、重遍.在开膛后,也应当对内脏进行统一编号.16、体表检验.对屠体的体表和四肢进行全面观察,剥皮猪还要检查皮张,检查有无充血、出血和严重的皮肤病.当发现皮肤肿瘤或皮肤坏死时,要在屠体上做出标志,供胴体检验人员处理.检查颈部耳后有无注射针孔或局部肿胀、化脓,发现后,应做局部修割.检查屠体脱毛是否干净,有无烫生、烫老和机械损伤,修刮后浮毛是否冲洗干净,剥皮猪体表是否残留毛、小皮,是否冲洗干净.17、开膛、净膛.雕圈:刀刺入肛门外围,雕成圆圈,掏出大肠头垂直放入骨盆内.应使雕圈少带肉,肠头脱离括约肌,不得割破直肠.挑胸、剖腹:自放血口沿胸部正中挑开胸骨,沿腹部中正线自上而下剖腹,将生殖器从脂肪中拉出,连同输尿管全部割除,不得刺伤内脏.放血口、挑胸、剖腹口应连成一线,不得出现三角肉.拉直肠、割膀胱:一手抓住直肠,另一手持刀,将肠系膜及韧带割断,再将膀胱和输尿管割除,不得刺破直肠.取肠胃:一手抓住肠系膜及胃部大弯头处,另一手持刀在靠近肾脏处将系膜组织和肠、胃共同隔离猪体,并割断韧带及食道,不得刺破肠、胃、胆囊.取心、肝、肺:一手抓住肝,另一手持刀,割开两边隔膜,取横隔肌交备检旋毛虫检疫.左手顺势将肝下揪,右手持刀将连接胸腔和颈部的韧带割断,并割断食管和气管,取出心、肝、肺,不得使其破损.冲洗胸、腹腔:取出内脏后,应及时用足够压力的净水冲洗胸腔和腹腔,洗净腔内淤血、浮毛、污物,并摘除两侧肾上腺.严禁在未摘除内脏的情况下进行冲膛18、内脏检验.屠体挑胸剖腹后进行,首先,检查肠系膜淋巴结和脾脏,随后对摘出的心肝肺进行检验,当发现肿瘤等重要病变时,将该胴体推入病肉岔道,由专人对照检验、综合判定和处理.肠系膜淋巴结和脾脏的检查.首先检验胃肠浆膜面上有无出血、水肿、黄染和结节状增生物,触检全部肠系膜淋巴结,并拉出脾脏进行观察.对肿大、出血的淋巴结要切开检查,当发现可疑肿瘤、白血病、霉菌感染和黄疸时,连同心肝肺一起将该胴体推入病猪岔道,进行详细检验和处理.胃肠内容物清除后,还要对黏膜面进行检验和处理.对于胃肠黏膜面的检验,可直接观察肠胃颜色,如果对于肠内出现血肠样的,必须进行检验,如无异常,可以不检膀胱和生殖器的检查:剖腹后,还应注意观察膀胱和生殖器有无异常,当发现膀胱中有血尿、生殖器有肿瘤时,要与胴体进行对照检验和处理.同时,还应对种公母猪晚阉猪进行判定.心肝肺的检查:18.3.1 心脏检验:观察心包和心脏有无异常,随即切开左心室检查心内膜.注意有无心包炎、心外膜炎、心肌炎、心内膜炎、肿瘤和寄生虫性病变等.18.3.2 肝脏检验:观察其色泽、大小有无异常,并触检其弹性有无异常,对肿大的肝门淋巴结、胆管粗大部分要进行切检.注意有无肝包膜炎、肝淤血、脂肪肝变性、肝脓肿、肝硬变、胆管炎、坏死性肝炎、寄生虫性白斑和肿瘤.18.3.3 肺脏检验:观察其色泽、大小是否正常,并进行触检.发现硬变部分要切开检查,切检支气管淋巴结有无肿大、出血、化脓等病变.注意有无肺呛血、肺呛水、肺水肿、小叶性肺炎、肺气肿、融合性支气管肺炎、纤维素性肺炎、寄生虫性病变和肿瘤等.气管上附着的甲状腺进行摘除.20、整理内脏.分离心、肝、肺:切除肝隔韧带和肺门芥蒂组织、摘除胆囊时,不得使其损伤、不得残留;猪心上不得带护心油、横膈膜;猪肝上不得带水泡;猪肺上允许保留5cm的肺管.分离脾、胃:将胃底端脂肪割除,切断与十二指肠连接处和肝胃韧带.剥开网油,从网膜上摘除脾脏,少带油脂.翻胃清洗时,一手抓住胃尖冲洗胃部污物,用刀在胃大弯处戳开10cm的小口,再用洗胃机或长流水将胃翻转冲洗干净.扯大肠:摆正大肠,从结肠未端将花油撕至与小肠连接处约15-20cm,割断,打结.不得使盲肠破损,残留油脂过多.翻洗大肠,一手抓住肠的一端,另一手自上而下挤出粪污,并将肠子翻出一小部分,用一手二指撑开肠口,另一手向大肠内灌水,使肠水下坠,自动翻转.经清洗、整理的大肠不得带粪污,不得断肠.扯小肠:将小肠从割离胃的断面拉出,一手抓住花油,另一手将小肠末梢挂于操作台边,自上而下排除粪污,操作时不得扯断、扯乱.扯出的小肠应及时采用机械或人工方法清除肠内污物.在整个整理内脏的过程中,不得时内脏落地.21、胴体检验.观察体表四肢有无异常.切检两侧腹股沟浅淋巴结有无肿大、出血、淤血、化脓等变化.检验皮下脂肪和肌肉组织是否正常,有无出血、淤血、水肿、变性、黄染、蜂窝组织炎等病变.检查肾脏,剥开肾包膜观察其色泽、大小并触检其弹性是否正常,必要时进行纵剖检查.注意有无肾淤血、肾出血、肾浊肿、肾脂变、肾梗死、间质性肾炎、化脓性肾炎、肾囊肿、尿潴留以及肿瘤等.检查是否摘除肾上腺.检查胸腹腔有无炎症、异常渗出液、脓肿、肿瘤病变等.结合内脏检验结果,对猪胴体进行综合判定.对可疑病猪做上标记,推入病肉岔道,通过复检做出处理.22、去头蹄.经过前面的肉品品质检验,均无问题的,可以将头、蹄修割下来.修割下来的头蹄,应当有专用的盛装容器,不得落地和随意扔在地上.23、劈半.可采用手工劈半或者电锯劈半及自动劈半机.手工劈半或手工电锯时,应“描脊”,使骨节对开,劈半均匀.使用自动劈半机应使轨道、锯片、引进槽成直线,不得锯偏.劈半后的片猪肉还应立即摘除肾脏,撕断腹腔板油,冲洗血污、浮毛及锯肉末.24、胴体修整.按顺序修整腹部,修割乳头、放血刀口、割除槽头、护心油、暗伤、脓疮、伤斑和遗漏的病变淋巴结.25、复检.结合头部、体表、胴体、内脏进行全面复检.检查有无内外伤造成的淤血、胆汁污染部分是否修割干净.检查椎骨间有无化脓灶和钙化灶,骨髓有无褐变和溶血现象.肌肉组织有无水肿、变性等.仔细检查隔肌有无出血、变性和寄生虫性损害.检查三腺是否摘除.判定是否有不合格肉品需要处理的:如放血不全、白肌病、白肌肉、黄脂、黄脂病、黄疸、骨血素病、种公母猪晚阉猪、脓毒症、尿毒症、中毒、全身性肿瘤、过度瘠瘦肌肉变质、高度水肿以及其他影响肉品质量的因素.按照质量标准,对肉品好坏进行综合判定,评定级别.26、出章出证.经检验合格的商品猪产品,出具畜禽肉品品质检验合格证,并加盖肉品品质检验合格验讫印章;一猪一证或者一个片猪肉一证.同时,认真填写畜禽肉品品质检验合格证及其存根.经检验合格的种公母猪晚阉猪产品,加盖种公母猪晚阉猪专用检验印章,并出具种公母猪晚阉猪专用检验证,同时,认真填写种公母猪晚阉猪专用检验证及存根.经检验不合格的畜禽产品,加盖相应的处理印章,同时,认真填写生猪病害肉处理登记表.并按照有关规定执行无害化处理.对除胴体外的其他上市销售的生猪产品,也应当按照规定,出具畜禽肉品品质检验合格证.四、屠宰检验环节中的几个要点及存在问题.1、入厂检验环节.主要存在以下几方面的问题:夜间收猪,不做入厂检验;病健不分离,伤残猪送屠宰车间;货主拉来灌水猪直接送屠宰车间屠宰的;不索要或查验动物产地检疫合格证明及标志.2、宰前管理环节.主要存在以下几方面问题:未停食静养或停食静养达不到12-24小时的.未在宰前充分喂水至宰前3小时的.未善待生猪的,采用暴力驱赶生猪的,甚至采用火烙等方式给生猪做记号的.3、签发准宰证、急宰证环节.主要存在以下几方面问题:做好宰前检验工作;对经过宰前检验合格的畜禽,由宰前检验人员签发准宰证;对伤残畜禽和患有一般性疾病且有死亡危险的畜禽,由宰前检验人员签发急宰证.屠宰车间和急宰间只能凭准宰证和急宰证方可屠宰畜禽.对于没有准宰证、急宰证擅自屠宰畜禽的,按未经宰前检验处理.准宰证、急宰证应同畜禽肉品品质检验合格证一样,必须详细填写签发日期、签发人员、准予屠宰头数、检验结果等具体情况,并保存1年以上.屠宰车间屠宰的头数应与准宰证、急宰证中签发的头数一致.4、淋浴环节.主要存在以下几方面的问题:部分企业未做到淋浴.部分企业采用高压水枪进行冲洗.虽然操作要点三中没有明确要求做到用温水冲淋,有条件的企业应当尽量做到温水冲淋.5、麻电环节.主要存在以下几方面的问题:有的直接从220V电压中接上一根电线,就实行电麻,这就不是致昏了,而是致死了.有的屠宰厂干脆就不采用电麻;有的屠宰厂电麻地方太大,屠畜未固定,对麻电人也是一种伤害.6、放血环节.•主要存在以下几方面的问题:•屠宰工直接刺破心脏进行放血的现象比较普遍;•沥血时间不够长,未达到5min;放血刀未做到消毒轮换使用,一把刀现象严重.7、同步检验.主要存在以下几方面的问题:未配备同步检验线的畜禽屠宰厂,未采用统一编号的方法进行编号检验;7.2未在屠宰流水线中进行检验;7.3曾经有上市场检验的.8、内脏检验.主要存在以下几方面的问题:不检验.由于内脏检验使用检验刀的地方并不多,而且内脏经整理后,无法判定是否检验,因此部分企业就直接不予检验.存在漏检.主要是漏检膀胱生殖器以及心脏的心内膜.没有同步检验.没有同步检验线的企业,未实行编号.9、胴体检验.漏检肾脏和漏摘除肾上腺的现象比较普遍.10. 去头蹄环节.多数屠宰企业在将头、蹄在出清水池即体表检验前就将头踢割除.而又未实行对照检验,导致后面查出问题的生猪需要进行无害化处理时,查找不到头蹄.头蹄落地现象较为普遍.11、复检环节.主要存在以下几方面问题:不检;部分屠宰厂从胴体检完后,就直接盖章,未做复检工作.检得不全;部分屠宰厂仅对前面几个环节进行复查,未对其他项目进行检查,导致白肌肉、白肌病、黄脂等一些有害肉劣质肉上市,很多地区屠宰厂出厂的肉品中的三腺未摘除.检验技术不过关;主要是部分企业,检验人员素质不高,对病害肉识别不全,种公母猪晚阉猪不分.把关不严.极少数的畜禽屠宰厂,存在把关不严的问题,明知是病害肉,而为其出具合格标志,出厂鲜销的.12、出章出证环节.主要存在以下几方面的问题:部分地区至今仍未使用检验合格标志.多数地区没有使用无害化处理印章.绝大多数地区未使用种公母猪晚阉猪标志,未实行挂牌销售.其他畜禽产品包括小包装肉、分割肉、畜禽脏器等未使用检验标志.以上是我省各生猪定点屠宰厂中存在的常见问题,如不及时按照本操作要点中第三部分的要求进行改正,可按照生猪屠宰管理条例及〈生猪屠宰管理条例〉实施办法的有关规定,给予处罚.五、常见病害生猪及不合格肉病害肉的处理.1、宰前检验中病害生猪的处理.机械性死亡的生猪.按照新的生猪屠宰产品品质检验规程要求,机械性死亡的生猪,直接送不可食用肉处理间进行处理.伤残猪.伤残猪,签发急宰证后,送急宰间进行急宰.经宰后检验,肉质良好的,将伤残部分剔除,其余部分可做复制原料.灌水猪.不得进厂,不得屠宰.患有一般性疾病的生猪.有死亡危险的,应当签发急宰证送急宰间进行急宰.经宰后检验,肉质良好的,高温后,可做复制原料.患有传染性疾病的生猪.按照按照动物防疫部门的规定执行.病死、毒死或死因不明的生猪.销毁.2、病害肉、不合格肉的处理.放血不全.2.1.1 后肢肌肉呈弥漫性红色,淋巴结淤血,皮下脂肪和体腔内脂肪呈灰红色,以及肌肉组织色暗,较大血管中有血液滞留的,连同内脏做非食用或销毁.2.1.2 局部肌肉有病变,经切检深层肌肉正常的,割去病变部分后,经高温出厂.白肌肉PSE肉.一般认为是应激性反应造成的.半键肌、半膜肌和被最长肌显着变白,质地柔软,且有汁液渗出.对严重的白肌肉进行修割处理,其他的不受限制出厂.白肌病.2.3.1 后肢肌肉和背最长肌见有白色条纹和条块,或见大块肌肉苍白,质地湿润呈鱼肉样,或肌肉较硬,晦暗无关,在苍白色的切面上有大量灰白色小点,心肌也有类似病变.胴体、头、蹄、尾和内脏全部销毁或非食用.2.3.2 局部肌肉有病变,经切检深层肌肉正常,割去病变部位后,经高温处理后出厂.黄脂、黄脂病和黄疸.2.4.1 仅皮下和体腔内脂肪微黄或呈蛋清色,皮肤、黏膜、筋键无黄色,无其他不良气味,内脏正常的,不受限制出厂.有其他不良气味,应做非食用处理.2.4.2 皮下和体腔内脂肪明显发黄乃至淡黄棕色,稍浑浊,质地变硬,经放置一昼夜后黄色不消退,但无不良气味,脂肪组织做非食用处理,肌肉和内脏无异常变化的,不受限制出厂.2.4.3 皮下和体腔内脂肪、筋键呈黄色,经放置一昼夜后,黄色消失或显着消退,仅留痕迹的,不受限制出厂.黄色不消失的,作为复制原料肉利用.2.4.4 黄疸色严重,经放置一昼夜后,黄色不消失,并伴有肌肉变性和苦味的,胴体和内脏全部做非食用或销毁处理.骨血素病.既骨髓变黑,牙齿变红.肌肉可以食用,有病变的骨骼和内脏做非食用或销毁处理.种公母猪、晚阉猪.正常应当作为复制原料用肉.上市鲜销时,应当出具种公母猪晚阉猪专用证明和种公母猪晚阉猪专用检验印章.市场销售时,应当挂牌销售,明示告知消费者.脓毒症.即在整个猪屠体内发现两个或者两个以上的脓肿.应当进行销毁或非食用.急性慢性中毒.在十二指肠等肠内发现灌血肠样病变,肠内黏膜脱落.应作为非食用或销毁.全身性肿瘤.全身发现两个或两个以上肿瘤,应当销毁.过度脊瘦及肌肉变质、高度水肿.应当销毁.部分组织器官修割.从机体中修割下来的病变部分以及有碍肉食安全卫生的部分,全部做销毁或非食用处理.3、无害化处理的方式方法.运送.运送动物尸体和病害动物产品应采用密闭、不渗水的容器盛装,装卸前后必须进行消毒.销毁.一般分为两种操作方式.3.2.1 焚毁.将病害动物尸体、病害动物产品投入焚化炉或用其他方式烧毁炭化.3.2.2 掩埋.本法不适用于炭疽等芽孢类疫病,以及牛海绵壮闹病、痒病.具体操作如下:A,掩埋地应远离学校、公共场所、居民住宅区、村庄、动物饲养场所和屠宰场所、饮用水源地、河流等地区.B、掩埋前,应对需掩埋的病害肉尸和病害动物产品实施焚烧处理.C、掩埋坑底应铺2cm厚的生石灰.D、掩埋后需将掩埋土夯实,病害动物尸体和病害动物产品上层应距地表 1.5米以上.E、焚烧后的病害动物尸体和病害动物产品表面,以及掩埋后的地表环境应使用有效消毒药喷洒消毒.化制.利用干化、湿化机,将病害原料分类,分别投入化制.高温.一般有两种高温处理方法.3.4.1 高压蒸煮法:把肉尸切成不超过2公斤,厚不超过8cm的肉块,放在密闭的高压锅内,在112kPa压力下,蒸煮小时.3.4.2 一般煮沸法:将肉尸切成规定的大小的肉块,放在普通锅内煮沸小时.复制.即作为熟食加工原料,不作为上市鲜销肉品.以上为不合格肉的处理,如未按照以上进行处理不合格肉的,可按照生猪屠宰管理条例及生猪定点屠宰厂病害猪无害化处理实施办法的有关规定,给予处罚.六、相关制度建设.屠宰厂经营过程中,应当包括以下各项规章制度:进厂检查登记制度、台帐管理及信息报送制度、生猪屠宰和肉品品质检验制度、病害肉无害化处理制度、质量追溯制度、缺陷产品召回制度、日常消毒管理制度、工作人员持证上岗制度、证章标志管理制度.以下为示范制度,供各畜禽屠宰厂参照.1、进厂检查登记制度.质量部负责人为进厂检查登记制度的负责人;入厂检验员为进厂检查登记制度的第一责任人.入厂检验员应24小时值班,不得漏检.入厂检验应对生猪的整体状态;查验动物产地检疫合格证明;是否患病;是否伤残;是否灌水以及其他异常情况进行检查.对入厂检验验收合格的生猪,赶入待宰圈进行宰前停食静养,并填写宰前检验记录表.对入厂检验中发现患有一般性疾病或伤残猪的,签发急宰证,送急宰间进行急宰.并填写病害猪无害化处理记录表.对待宰前已经死亡生猪,应送往不可食用肉处理间进行无害化处理,并填写待宰前死亡生猪无害化处理记录表.对入厂检验员不在岗的,一经发现,立即给予开除处分;对质量部负责人给予警告处分.对入场检验员漏检的,给厂里肉品质量带来影响的,给予警告处分;对肉品质量带来重大影响的,给予开除处分.并对质量负责人给予警告处分.对于入厂检验员工作业务不熟悉,相关登记记录未及时登记、妥善保存的,给予警告处分;发现两次的,给予开除处分.2、台帐管理及信息报送制度.台帐包括各屠宰、检验环节的各项登记表;无害化处理记录表等.台帐管理由办公室指定专人负责保管.质检部、屠宰车间、无害化处理工作室等各相关部门,实行每天一报,当天生产情况当天报送至办公室.台帐保管人应当对报送的各登记表格进行审核后,进行存档.台帐保管人应当按照商务主管部门等有关部门的要求,及时上报屠宰检验。
屠宰厂分割车间工作流程

D.根据产品结构,五花可加工成五花肉、大五花、肥五花等。五花要四面见花,加工时要求划脊背时刀面平整,五花线露出完整,但脊背带五花肉的宽度不得超过1cm,奶脯须紧挨奶头打下,五花不带奶头,奶脯带五花不超过1cm;大五花加工要求脊膘去除面平整。
B.扒膘时一手抓肥膘边缘,抠住肥膘,另一手持刀,刀走肌膜外,去掉肥膘,保持肌膜完整,确保后道加工尽可能少产生碎膘、碎肉。
C.修面时要求修去肌肉表面残留脂肪块,割掉外露淋巴结、筋腱、皮块等,。
D.剔后腿骨时要求自胫骨下刀,沿肌肉走向剥离后腿腿弧(剔寸骨时,首先在寸骨骨柄处下刀将腿筋割断,要一次成形,修整时不产生碎肉,仅修去多余脂肪),然后自内腿肉与元宝肉肌间组织处划开,暴露股骨、刀沿骨肉结合处剔下腿骨。腿骨根据市场要求不同,表面带层均匀瘦肉。剔骨时不得随意用刀刺肌肉来方便剔骨,保持肌肉完整,无长度超过5cm,深度超过1cm的刀伤。
说明
1.分割肉加工工艺采用冷剔骨工艺,即片猪肉在冷却后进行分割、剔骨及修整。
2.分割车间接收销售计划后按照计划,根据白条库存情况计划产品产出数量。
3.分割接收分割的白条要求后腿中心温度≤7℃才能出库分割。
4.划小里脊时要求下刀要紧贴脊骨,且须保证断体时四号锯不伤及小里脊。
5.利用自动脱钩设备使白条胴体落于传送带上,使每片猪内腔面朝上。
12.冻品包装
A.根据不同产品要求对产品进行装箱,号肉先用片膜进行裹肉,再装盘速冻;排骨类产品大包装时内衬洁净的聚乙烯方体袋后装盘速冻,小包装需用薄膜包裹后装盘速冻;无特殊要求时,市场冻品用无色聚乙烯方体袋或薄膜包装。
屠宰厂流程

说明1. 生产部调度员负责与销售部联系,销售部确定销售订单之后,提前72 小时将订单发送给调度员;2. 调度员接到订单之后,将生产订单打印后传递给气调车间,气调车间根据订单准备生产物料,并给分割车间下原料需求单;3.调度员传递生产订单的同时,与生猪销售部联系,安排生猪采购数量,确定生猪入厂时间;4. 生猪销售部根据生产部需求准备生猪、检疫证明及追溯必须资料等,安排生猪进厂;5. 生猪进厂经官方验收合格后,屠宰车间负责将生猪卸车入圈静养,同时将追溯资料输入系统、填写手工追溯表格;6. 屠宰车间将生猪静养12 小时以后进行屠宰,屠宰过程中对生猪进行编号,以便于检疫与追溯;7. 屠宰后的白条进入快冷间与白条预冷库进行排酸,屠宰车间将手工填写的追溯表格传递至冷藏车间,冷藏车间在追溯表格上填写对应信息,并在分割时传递给分割车间;8. 冷藏车间根据计划确定白条发货或转分割,发货白条转入物流部发货库,转分割白条交接给分割车间;9. 分割车间对经过遇冷排酸的白条进行分割,并根据订单确定发货、入冻品或气调备料等进行不同包装,包装后转入冷藏车间入库继续预冷或冻结;同时将气调备料追溯表格填写的对应信息传递给气调车间;10. 气调车间将预冷、冻结符合要求的原料领出后进行产品加工,并根据追溯表格上的产品信息输入追溯系统;11. 气调车间将加工并由品控部检验合格的产品转入冷藏车间;12. 冷藏车间根据产品流向,对分割车间与气调车间入库的产品分类出库转入物流部发货。
说明1. 进厂生猪有《检疫合格证明》,并经检验健康状况良好,有《生猪养殖记录》和《生猪用药记录》。
2. 卸车、上磅、下磅须高喝轻拍,不能使用顶部有棱角的物品直接捅赶生猪,不能使用坚硬工器具击打生猪体表。
3. 生猪入圈须分家登记圈号、入圈时间、头数等。
4. 待宰生猪静养12~24h,期间充分喂水至宰前3小时停止,每隔1小时查圈一次,查圈期间须将所有生猪哄起查看。
5. 生猪送宰经过屠宰通道时,须按顺序赶送,不得采用脚踢、棒打等粗暴方式驱赶。
肉牛屠宰加工工艺流程

肉牛屠宰加工工艺流程1、待宰圈管理(1)、卸车前应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。
(2)、经清点头数,用轻拍或牵引的方式驱赶健康的牛进入待宰圈,按牛的健康状况进行分圈管理。
待宰圈的占地面积按每头牛3-4m2设计。
(3)、待宰的牛送宰前应停食静养24小时,以便消除运输途中的疲劳,恢复正常的生理状态,在静养期间检疫人员定时观察,发现可疑病牛送隔离圈观察,确定有病的牛送急宰间处理,身体健康合格的牛在宰前3小时停止饮水。
(4)、牛在宰之前,要进行淋浴,洗掉牛体上的污垢和微生物,淋浴时要控制水压,不要过急以免造成牛过度紧张。
(5)、牛在进赶牛道前,要称重计量,称重好的牛进入赶牛道,从动物的福利和人道角度讲,牛不能采取暴力驱赶的方式,暴力驱赶造成应急反应,影响牛肉的品质,要设计“迷道”的形式让牛自觉的进入屠宰车间。
赶牛道道宽一般设计为900-1000mm。
2、刺杀放血(1)、活宰:牛进入翻板箱后,利用二次气动侧翻的形式,第一次侧翻放出牛腿,用拴牛腿链拴住牛的一后腿,第二次侧翻放出整头牛体,通过提升机提升进入放血轨道,牛在轨道上倒挂进行刺杀放血。
(2)、卧式/倒立放血:牛进入翻板箱后,采用击晕的方式将牛瞬间击晕,击晕后放出牛体,平躺在接牛栏上刺杀放血或挂在放血轨道上刺杀放血。
(3)、立式放血:牛进入翻板箱后,夹住牛脖子,托起牛的下颚,持刀刺杀放血,放完血后,放出牛体通过提升机提升进入放血轨道。
(4)、牛通过放血提升机进入轨道时,要自动打开轨道,将滚轮放血吊链挂在轨道上,放血轨道设计距车间的地坪高度为5100mm。
如是手推线轨道,手推线设计坡度为0.3-0.5%。
(5)、在放血线上主要完成的工序:上挂、(刺杀)、沥血、电刺激、切牛前腿和牛角、封肛门、切牛后腿等。
沥血时间一般设计为5-6min。
3、转挂和预剥(1)、牛在放血轨道上是用放血吊链拴住牛的一后腿,牛的后腿切割后,用转挂提升机勾住管轨滚轮吊钩的钩柄,再用滚轮吊钩的钩子勾住已切去后腿的后肢上,提升机提升后放出牛的另一后腿,再用滚轮吊钩勾住,挂在胴体加工线的手推轨道上。
牛屠宰加工工艺流程图及工艺说明
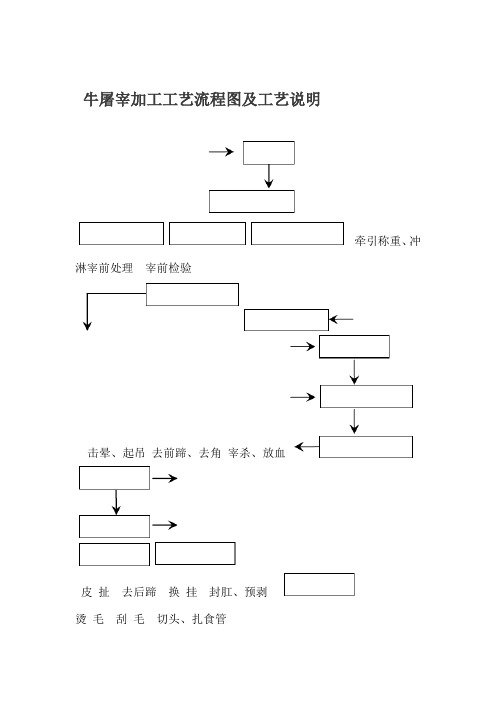
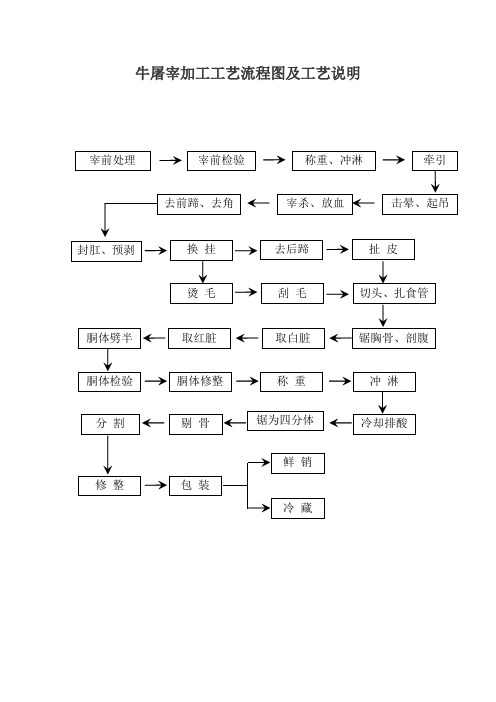
牛屠宰加工工艺流程图及工艺说明牵引称重、冲淋宰前处理宰前检验击晕、起吊去前蹄、去角宰杀、放血皮扯去后蹄换挂封肛、预剥烫毛刮毛切头、扎食管胴体劈取红取白锯胸骨、剖胴体修整称重冲淋胴体检验锯为四分冷却排鲜销装包修整藏冷牛屠宰工艺说明如下:(1)宰前处理:毛肥牛在屠宰前一天被运到屠宰厂,存放在待宰圈内,必须保证活牛有充分的休息时间,使活牛保持安静的状态,防止代谢机能旺盛,同时宰前需要至少断食12hr,并充分给水,最好是盐水,以利于宰后胴体达到尸僵并降低pH 值,从而抑制微生物的繁殖,防止胴体被污染。
(2)宰前检验:宰前检验的目的是通过检疫、检测,以控制各种疫病的传入和扩散,减少污染,维护产品质量。
它包括以下三个环节:进厂检疫、候宰检查、宰前检疫。
进厂检疫是指在未卸车之前,检疫员向押运员索取检疫证或防疫注射证,以便从侧面了解产地疫情;持证核对品种及头数,发现不符,及时查明原因,直到认为没有可疑疫情时允许卸下,借过磅验级之际,留神观察牲畜健康状态,对可疑者应做进一步诊断,必要时组织会诊。
当确诊疫病时,及时封锁,上报疫情。
同时立即采取措施,就地扑灭,确保人畜的安全。
候宰检查是指卫检员深入到待宰圈内观察育肥牛休息、饮食和行动状态,发现异常,随时剔出进行临床检查,必要时采取急宰后剖检诊断。
宰前检疫是在临宰前对育肥牛进行一次普查,确保其健康,是减少屠宰过程中病与健相互污染,保证产品质量的有效措施。
(3)称重、冲淋:为防止牛群恐慌,不能让待宰的牛看见车间内的场面,经宰前检验后合格的毛肥牛由人沿着指定的通道将牛牵到地磅上称重。
而后用温水进行冲淋,清洗全身,以减少屠宰过程中牛身上的附着物对牛胴体的污染。
(4)击晕起吊:将育肥牛赶入击晕箱,在100V 左右的电压下对牛进行约5-10s 的麻电,将其击晕。
接着由一人用绳索套牢牛的一条后腿,并挂在电动葫芦的吊钩上,启动电动葫芦将牛吊起,直到高轨上的滑轮钩住后,再放松电动葫芦吊钩并取出,使牛完全吊在高轨上。
牛屠宰加工工艺流程图及工艺说明
牛屠宰加工工艺流程图及工艺说明牛屠宰工艺说明如下:(1)宰前处理:毛肥牛在屠宰前一天被运到屠宰厂,存放在待宰圈内,必须保证活牛有充分的休息时间,使活牛保持安静的状态,防止代谢机能旺盛,同时宰前需要至少断食12hr,并充分给水,最好是盐水,以利于宰后胴体达到尸僵并降低pH 值,从而抑制微生物的繁殖,防止胴体被污染.(2)宰前检验:宰前检验的目的是通过检疫、检测,以控制各种疫病的传入和扩散,减少污染,维护产品质量。
它包括以下三个环节:进厂检疫、候宰检查、宰前检疫.进厂检疫是指在未卸车之前,检疫员向押运员索取检疫证或防疫注射证,以便从侧面了解产地疫情;持证核对品种及头数,发现不符,及时查明原因,直到认为没有可疑疫情时允许卸下,借过磅验级之际,留神观察牲畜健康状态,对可疑者应做进一步诊断,必要时组织会诊.当确诊疫病时,及时封锁,上报疫情.同时立即采取措施,就地扑灭,确保人畜的安全。
候宰检查是指卫检员深入到待宰圈内观察育肥牛休息、饮食和行动状态,发现异常,随时剔出进行临床检查,必要时采取急宰后剖检诊断。
宰前检疫是在临宰前对育肥牛进行一次普查,确保其健康,是减少屠宰过程中病与健相互污染,保证产品质量的有效措施。
(3)称重、冲淋:为防止牛群恐慌,不能让待宰的牛看见车间内的场面,经宰前检验后合格的毛肥牛由人沿着指定的通道将牛牵到地磅上称重。
而后用温水进行冲淋,清洗全身,以减少屠宰过程中牛身上的附着物对牛胴体的污染.(4)击晕起吊:将育肥牛赶入击晕箱,在100V 左右的电压下对牛进行约5—10s 的麻电,将其击晕。
接着由一人用绳索套牢牛的一条后腿,并挂在电动葫芦的吊钩上,启动电动葫芦将牛吊起,直到高轨上的滑轮钩住后,再放松电动葫芦吊钩并取出,使牛完全吊在高轨上.(5)宰杀放血:从牛喉部下刀割断食管、气管和血管进行放血,放血时间约为9min。
然后,再进入低压电刺激系统接受脉冲电压刺激,电压为25-80V,用以放松肌肉,加速牛肉排酸过程,提高牛肉嫩度。
屠宰厂流程及布局1

屠宰资源配置、流程、票据及布局一、肉牛屠宰原料结算方法1、屠宰育肥牛品种及定价:(1)、黑白花育肥公牛体重在600kg左右的年龄一般为3岁左右(对牙-----方言3年一对牙)屠宰率在50--55%左右,少量牛低于该值。
23---24元/斤(2)、西门塔尔公牛体重在500--600kg左右的年龄一般为3--4岁左右(对牙)放牧和育肥牙齿有所不同51--55%左右。
少量牛低于该值,母牛在45---48之间,少量的为50%左右。
24.5---25元/斤(3)、牦牛一般为母牦牛、和牦尖牛(阉割后的公牛),4--5岁左右的母牦牛体重在180---250kg左右,17---18元/斤;4--5岁左右的牦尖牛体重在200--280kg左右,屠宰率在45--50%左右。
19---21元/斤;(4)、淘汰的黑白花母牛年龄一般在5--8岁左右,大型牛场淘汰牛一般年龄偏小,农户家里饲养的牛年龄相对较小。
屠宰率在50%左右。
22---23元/斤2、结算方法:胴体重量*单价=收购牛产值说明:a、屠宰过磅之前去除尾骨、横膈肌、牛鞭、睾丸、乳房、肛门、膀胱、三腺(甲状腺、肾上腺和病变淋巴结);b、副产、头蹄、皮张属于公司3、票据及记录表格(1)活牛入库表;(2)活牛进厂检疫登记表;(3)送宰单(见附件1)二、屠宰1、屠宰工艺流程为:吊挂—点红—沥血—割头—卸前蹄—前预剥皮—卸后蹄—后预剥皮—机器扯皮—开胸—开膛—取白脏—取红脏—劈半—修整—过磅--冲淋—冷却排酸2、按照工艺流程,需要资源配置为:临时待宰圈准备、车间门窗、电源、水3、屠宰车间交接凭证:a、头蹄交接单;b、皮张交接单;c、白脏交接单;d、红脏交接单;e、胴体过磅单(见附件2)4、所有副产销售单位,尤其是牛血(供销部联系,至少两家销售单位)晒干、淋巴、三腺、胆汁三、分割包装:1、分割出库轨道磅安装,没有出库数字,排酸损耗、分割原料数字控制依据;2、分割车间设备布局:排酸出库使用四分体锯(12至13肋骨下锯,分割成四分体)四分体前在不锈钢架子上剔骨,四分体后在轨道上剔骨;在没有安装条件输送带条件下,用不锈钢架子作为分割休整案板,组成生产线;地面放置塑料垫板,放置冻盘,防止食品容器直接落地;具体安排如下图所示:四分体锯牛胴体排酸间 副产穿堂羊胴体排酸间轨道 工器具存放间包材存放间冻盘存放间3、分割、包装交接凭证:a 、分割出库单;b 、包装入库交接单;c 、排酸损耗表;d 、分割产品交接单(见附件3)四分体前剔骨 案板案板案板锯骨机机定量包装定量包装真空包装机接肉车接肉车入急冻炉子 炉子4、锯骨机、真空包装机(2号)、打包机(30号)设备车间电源不能到位的话,临时接线(方案已报)5、屠宰、分割车间使用水由水井接软管到车间,使用结束以后将软管放到水井里面,防止水冻结。
家禽屠宰场流程规范

家禽屠宰场流程规范英文回答:The process of poultry slaughterhouse follows a set of standardized procedures to ensure safety, hygiene, and quality of the final product. Here, I will outline the typical workflow and regulations that govern the operations in a poultry slaughterhouse.1. Receiving and inspection:Upon arrival at the slaughterhouse, live poultry is received and inspected for any signs of disease or abnormalities. This step is crucial to prevent the introduction of contaminated or unhealthy birds into the facility.2. Stunning:The next step is stunning, which renders the birdsunconscious before slaughter. Various methods can be used, including electrical stunning, gas stunning, or mechanical stunning. The chosen method should comply with animal welfare regulations and ensure minimal stress and pain for the birds.3. Bleeding:After stunning, the birds are immediately bled out to ensure the removal of blood from the carcass. This step is essential to maintain the quality and flavor of the meat. Proper bleeding also helps in the subsequent feather removal process.4. Scalding and feather removal:The carcasses are then immersed in hot water to loosen the feathers. Mechanical plucking machines or manual plucking methods are used to remove the feathers. It is crucial to ensure that all feathers are effectively removed to maintain the visual appeal of the final product.5. Evisceration:Following feather removal, the carcasses are eviscerated, which involves removing the internal organs. This step requires skilled workers who can carefullyextract the organs without causing any contamination. The organs are usually inspected separately for any abnormalities or signs of disease.6. Chilling and washing:The eviscerated carcasses are then chilled to reduce the temperature and prevent bacterial growth. This step is critical for food safety. Additionally, thorough washing of the carcasses helps remove any remaining contaminants.7. Grading and packaging:After chilling and washing, the carcasses are graded based on quality, size, and weight. This step ensures that the customers receive consistent and standardized products. The graded carcasses are then packaged, labeled, andprepared for distribution.中文回答:家禽屠宰场的流程遵循一套标准化的程序,以确保产品的安全、卫生和质量。
生牛屠宰管理制度

生牛屠宰管理制度一、总则为规范生牛屠宰过程,确保屠宰操作安全、卫生、合规,保障食品安全,制定本管理制度。
二、适用范围本管理制度适用于生牛屠宰场所的管理工作。
三、管理责任1. 屠宰场负责人对生牛屠宰工作负总责,对屠宰过程中的安全、卫生和合规情况负责。
2. 生产主管负责组织实施生牛的屠宰工作,保证屠宰过程的正常进行。
3. 监管部门负责对屠宰过程进行监督检查,确保全部符合法律法规要求。
4. 员工在屠宰过程中要严格遵守操作规程,做到文明施工、安全生产。
四、生牛屠宰流程1. 接收牛只:负责人在接收牛只时要检查其外观和身体状况,确保无疾病和伤口,符合屠宰条件。
2. 准备作业:准备好屠宰所需的工具和设备,保证操作顺利进行。
3. 屠宰过程:按照操作规程进行屠宰操作,确保屠宰作业安全、卫生。
4. 屠宰后处理:对屠宰后的牛只进行处理,确保废料合理处置,无污染现象。
五、安全防护措施1. 工作人员必须穿戴好劳动防护用品,包括工作服、手套、口罩等,确保个人安全。
2. 屠宰设备要定期检查维护,确保设备运行正常。
3. 严格按照安全操作规程进行操作,确保整个工作过程安全可靠。
六、食品安全管理1. 屠宰场所要保持清洁卫生,定期进行消毒杀菌,防止食品污染。
2. 对屠宰后的牛肉进行追溯管理,确保食品安全。
3. 对屠宰后的废弃物品进行妥善处理,避免对环境造成危害。
七、违规处理1. 如发现屠宰过程中有违规操作的情况,及时停止作业,进行整改,并通报上级主管部门。
2. 对违规操作人员进行批评教育,加强监督管理,确保屠宰过程的规范进行。
八、附件本管理制度由屠宰场管理部门负责制定,并定期进行修订更新,确保其符合实际操作需求。
以上就是关于生牛屠宰管理制度的内容,希望大家严格按照相关规定进行操作,确保生牛屠宰过程正常安全进行。
家禽屠宰流程

家禽屠宰流程
家禽屠宰流程
家禽屠宰是为了满足人类对肉食的需求,其过程复杂而又严格。
一般而言,家禽屠宰流程分为五个主要步骤:前处理、宰杀、洗涤、烹调和包装。
首先,家禽被采取到屠宰场,屠宰场负责人发放宰杀令,表明可以开始宰杀工作;接下来现场屠夫进行前处理,前处理包括给家禽上绳和捆绑,使其不能自由活动,并小心翼翼地将它们移入宰杀场;随后现场屠夫采用熟练的手法,将家禽的血液实现熊熊;排出致死;接下来,屠夫要按照相关规定,调整家禽的血液排出的完整性,其中的前洗涤和后消毒步骤是必不可少的措施,以免家禽有病菌污染给人类带来危害;完成洗涤工作后,将家禽分类存放,然后就可以开始烹调工程,烹调工程无外乎切割、拼凑等步骤;最终,将现成的家禽肉类进行包装,运送到不同的地理位置,以满足消费者的各种需求。
总结起来,家禽屠宰流程是由前处理、宰杀、洗涤、烹调和包装五大步骤组成的,每个步骤都至关重要,每个环节都必须要求精英完成,以确保屠宰质量。
更重要的是,每项工作必须严格执行规程,以完全避免利用活体家禽去制造食品中可能存在的源头危机,对于食品安全负有责任,对消费者产生正面作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明1.生产部调度员负责与销售部联系,销售部确定销售订单之后,提前72小时将订单发送给调度员;2.调度员接到订单之后,将生产订单打印后传递给气调车间,气调车间根据订单准备生产物料,并给分割车间下原料需求单;3.调度员传递生产订单的同时,与生猪销售部联系,安排生猪采购数量,确定生猪入厂时间;4.生猪销售部根据生产部需求准备生猪、检疫证明及追溯必须资料等,安排生猪进厂;5.生猪进厂经官方验收合格后,屠宰车间负责将生猪卸车入圈静养,同时将追溯资料输入系统、填写手工追溯表格;6.屠宰车间将生猪静养12小时以后进行屠宰,屠宰过程中对生猪进行编号,以便于检疫与追溯;7.屠宰后的白条进入快冷间与白条预冷库进行排酸,屠宰车间将手工填写的追溯表格传递至冷藏车间,冷藏车间在追溯表格上填写对应信息,并在分割时传递给分割车间;8.冷藏车间根据计划确定白条发货或转分割,发货白条转入物流部发货库,转分割白条交接给分割车间;9.分割车间对经过遇冷排酸的白条进行分割,并根据订单确定发货、入冻品或气调备料等进行不同包装,包装后转入冷藏车间入库继续预冷或冻结;同时将气调备料追溯表格填写的对应信息传递给气调车间;10.气调车间将预冷、冻结符合要求的原料领出后进行产品加工,并根据追溯表格上的产品信息输入追溯系统;11.气调车间将加工并由品控部检验合格的产品转入冷藏车间;12.冷藏车间根据产品流向,对分割车间与气调车间入库的产品分类出库转入物流部发货。
说明1.进厂生猪有《检疫合格证明》,并经检验健康状况良好,有《生猪养殖记录》和《生猪用药记录》。
2.卸车、上磅、下磅须高喝轻拍,不能使用顶部有棱角的物品直接捅赶生猪,不能使用坚硬工器具击打生猪体表。
3.生猪入圈须分家登记圈号、入圈时间、头数等。
4.待宰生猪静养12~24h,期间充分喂水至宰前3小时停止,每隔1小时查圈一次,查圈期间须将所有生猪哄起查看。
5.生猪送宰经过屠宰通道时,须按顺序赶送,不得采用脚踢、棒打等粗暴方式驱赶。
6.设备自动赶猪入笼,每笼3-4头,根据生产速度调整合适的每笼入猪数量,防止后道生产积压。
浓度为75-80%、时间120-125秒。
7.致晕CO28.一次吊挂须将致晕猪只一只后蹄套进提升圈内,位置为肘关节下。
9.自致晕至刺杀放血时间不可超过30秒,刺杀放血刀口不超过5cm。
10.刺杀时操作人员一手抓猪前脚,一手握刀,刀尖向上,刀锋向前,对准第一肋骨咽喉正中偏右(~1)cm处向心脏方向刺入,再侧刀下拖切断颈部动脉和静脉;不可刺破心脏,不可使猪呛膈、淤血;刀具每刺杀一头用热水消毒一次。
11.放血后专人逐头剪去检疫耳标,耳标须由品控部统一收集,统一存放。
12.放血后的猪屠体经清水预清洗后进入烫毛隧道烫毛。
13.按猪屠体的大小、品种和季节差异,烫毛隧道温度需控制在60-62℃之间,烫毛时间为5--8分钟。
14.烫毛后的猪屠体进入打毛机,进行机械脱毛,打毛机水温控制在60--62℃之间。
15.打毛后的在吊挂平台上穿孔,穿孔位置为后肘部,穿孔长度为5厘米左右。
16.猪屠体二次提升悬挂经预干燥机干燥后,用自动燎毛机燎毛或人工燎毛。
人工燎毛要求在将猪毛燎透的同时,不可将猪皮燎黄。
17.一次修整主要为清刮猪毛,要求将猪毛刮净,不可留长毛、毛茬,同时不可将猪皮刮烂。
18.一次修整后通过清洗抛光机,用清水洗去猪屠体浮毛、污垢。
19.预去头按要求去平头或马面头,梅花肉厚度不可超过,马面头要求两侧咬肌露出3--5cm。
20.撬胸要求不可伤及内脏,撬胸刀口须对其刺杀放血刀口。
21.雕圈刀刺入肛门外围,雕成圆圈,掏开大肠头垂直放入骨盆内。
使雕圈少带肉,肠头脱离括约肌,不得割破直肠。
22.去尾时要求尾根不可太大。
23.开膛时自放血口沿胸部正中挑开胸骨,沿腹部正中线自上而下剖开腹腔,将生殖器从脂肪中拉出,连同输尿管全部割除,不得刺伤内脏。
放血口、挑胸、剖腹口连成一线,不得出现三角肉,不得割破肠、胃、胆囊、膀胱、子宫等。
24.拉直肠、割膀胱:一手抓住直肠,另一手持刀,净肠系膜及韧带割断,再将膀胱和输尿管割除,不得刺破直肠。
25.摘除肠、胃(肚):一手抓肠系膜及胃部大弯头处,另一手持刀在靠近肾脏处将系膜组织和肠、胃共同割离猪体,并割断韧带及食道,不得刺破肠、胃、胆囊。
26.摘除心、肝、肺:一手抓住肝,另一手持刀,割开两边的膈膜,取横膈膜的肌脚备检。
左手顺势将肝向下拉,右手持刀将连接胸腔和颈部的韧带割断,并割断食管和气管,取出心、肝、肺,不得使其破损。
27.去除三腺、胴体检疫,摘除甲状腺、肾上腺及病变的淋巴结等,不可遗漏,并指定专人保管与销毁;胴体检疫要求按相关国家标准操作。
28.摘除内脏各部位的同时,由检验人员按检疫要求进行同步检验。
27.采用自动劈半锯劈半或手动劈半,手动劈半时要求劈偏超过两节脊骨的不可超过2%。
28.经检验合格的猪胴体去头、蹄,去蹄时要求对准关节。
29.修整放血刀口时,要求修静淤血、淋巴,修下的刀口带瘦肉不可超过15g/头。
30.劈半后的片猪肉后摘除肾脏,要求肾脏取出后带油不可超过10g/头,不可有刀伤。
31.剥离腹腔板油后,白条内腔板油残留不可超过30g/头。
32.按顺序修整后腿弧、护心油、暗伤、脓疮、伤疤和遗漏病变腺体等,去净残留绒毛。
33.修整后的片猪肉进行复检,合格后割除前后蹄,加盖检验印章,计量分级。
34.副产按产品加工标准各自分离与加工。
说明1.两段快冷自动运行,要求快冷线运行期间,岗位人员不可离岗,避免白条从轨道上脱落落地。
2.经过快冷的白条推入预冷库预冷,白条预冷按白条级别分道、分库,并做好标识。
3.经过预冷的白条按发货计划转入仓储物流部发货暂存间预备发货,或转入分割车间分割。
白条预冷时间需在12--24小时之间,库温需保持在0--4℃,预冷后的白条中心温度需达到7℃以下。
4.分割品及屠宰副产品包装成型后的鲜冻品或气调车间备料产品均需转入冷藏车间。
5.分割及屠宰副产鲜品由冷藏车间自分割车间直接与仓储物流部交接,入发货暂存库。
6.分割及屠宰副产冻品由冷藏车间接收后入-28℃冻结库急冻,至中心温度低于-15℃后,转仓储物流部-18℃库储存。
7.气调车间备料由冷藏车间自分割车间或屠宰车间直接与气调车间交接,入气调车间专用备料库。
8.分割及副产鲜品发货余数由冷藏车间转入分割车间包装成冻品后按流程转入仓储物流部。
说明1.分割肉加工工艺采用冷剔骨工艺,即片猪肉在冷却后进行分割、剔骨及修整。
2.分割车间接收销售计划后按照计划,根据白条库存情况计划产品产出数量。
3.分割接收分割的白条要求后腿中心温度≤7℃才能出库分割。
4.划小里脊时要求下刀要紧贴脊骨,且须保证断体时四号锯不伤及小里脊。
5.利用自动脱钩设备使白条胴体落于传送带上,使每片猪内腔面朝上。
6.四号锯自腰椎与荐椎连接部斩下后腿部位。
后腿部位带腰椎为一节至一节半。
四号断体后,后腿部位流向四号线进行加工。
7.二号锯自第5~6根肋骨中间平行肋骨,将前腿部位和脊背部位分离。
二号断体后,脊背部位流向三号线进行加工,前腿部位流向一号线进行加工。
8.后腿部位加工A.剔尾、叉骨时,手按后腿,刀走尾骨边缘,剥离尾骨,根据产品带肉标准剔下叉骨,要求尾骨表面不可带成块脂肪,大端肌肉不可掏挖。
B.扒膘时一手抓肥膘边缘,抠住肥膘,另一手持刀,刀走肌膜外,去掉肥膘,保持肌膜完整,确保后道加工尽可能少产生碎膘、碎肉。
C.修面时要求修去肌肉表面残留脂肪块,割掉外露淋巴结、筋腱、皮块等,。
D.剔后腿骨时要求自胫骨下刀,沿肌肉走向剥离后腿腿弧(剔寸骨时,首先在寸骨骨柄处下刀将腿筋割断,要一次成形,修整时不产生碎肉,仅修去多余脂肪),然后自内腿肉与元宝肉肌间组织处划开,暴露股骨、刀沿骨肉结合处剔下腿骨。
腿骨根据市场要求不同,表面带层均匀瘦肉。
剔骨时不得随意用刀刺肌肉来方便剔骨,保持肌肉完整,无长度超过5cm,深度超过1cm的刀伤。
E.修四号时要求将剔掉的后腿肌肉进行逐块修整,修去淤血,骨茬及杂质,修整后要求肌膜完整,无成片脂肪、无大块硬脂肪。
F.修膘时要求瘦肉修整完全,修整后表面无成块红肉,无病变、淋巴等。
岗位不可产出碎膘。
G.将带皮的肥膘用去皮机将猪皮完整去掉,并对皮膘分离后的产品进行修整,要求皮不带膘,膘不带皮。
9.脊背部位加工A.锯大排时用气动切割锯在脊椎骨下约3~5cm肋骨处斩断肋骨,自前至后带在脊骨上的肋骨渐宽,要求锯透肋骨不伤及大排肌肉。
B.扒大排沿大排肌肉的肌膜与脊膘结合部扒下大排,要求肌膜保持完整,表面肥膘越少越好。
剔大排肌肉时脊骨平面向下,手抓大排前端,刀锋顺肋骨向下划开,划到脊骨的夹角处,再从脊突边缘持刀割下大排肌肉,要求大排肌肉花肉完整,侧面不带多余瘦肉;脊骨下刀面不可露骨,带肉均匀、平整,同时确保脊骨夹角处尽可能少带肉,带肉脊骨带肉厚度3--5cm,普通脊骨不露骨。
C.根据腩肉的轮廓,按标准要求将肋排的腩肉从腹肋部位划开,然后从肋骨的断面处下刀,根据肋骨走向和产品标准要求带肉量,扒下肋排,要求外表平整,露骨不超过2根,五花肉不露白,腩肉宽度3-5cm。
D.根据产品结构,五花可加工成五花肉、大五花、肥五花等。
五花要四面见花,加工时要求划脊背时刀面平整,五花线露出完整,但脊背带五花肉的宽度不得超过1cm,奶脯须紧挨奶头打下,五花不带奶头,奶脯带五花不超过1cm;大五花加工要求脊膘去除面平整。
E.自脊膘上修下标准肉时要求块形完整,两面漏红肉,肥瘦比例为小于3:7;加工后的脊膘要求表面平整,不带红肉,无病变、淤血等。
F.脊背上的紫五花取下要完整,去除面平整。
G.将带皮的脊膘用去皮机将猪皮完整去掉,并对皮膘分离后的产品进行修整,要求皮不带膘,膘不带皮。
10.前腿部位加工A.首先修去胸腔入口处的淤血、淋巴结。
自小排与前腿肌肉中间肌膜处下刀,刀锋靠肩胛骨板,向前推割,将肉前排从前腿部位分割下来。
然后刀贴肋骨表面剔颈背肌肉,再沿颈骨边缘剔下颈背肌肉,颈骨边缘的羽状骨(羽状棘突)带肉均匀,厚度为~;不得露骨,肋骨表面的肌肉保持肌膜完整,根据计划及产品情况,前排加工时尽可能选择颈骨带棘突的前排加工有颈前排,无脊突的加工无颈前排。
扒膘时一手抠住肥膘,一手持刀,刀顺肥膘与肌膜连接处扒掉肥膘(肥膘上带肉率≤3%,不含夹层肉,供参考),保持肌膜完整。
B.修面要求修净前腿肌肉表面脂肪、软骨、杂质等,保持肌膜完整。
C.修膘时瘦肉修整完全,不剔除夹层瘦肉,修整后表面无成块红肉,无病变、淋巴等,根据产品要求。
岗位不可产出碎膘。
D.剔骨时持刀剔掉前腿骨,肩胛骨(根据要求可加工成扇骨),割掉肩胛软骨(即月牙骨),要求脆骨边完整不破损。
剔骨后,肌肉上无长度超过5cm,深度超过1cm的刀伤,肌肉完整。
E.将前腿肌肉按不同标准要求进行修整,修去表面多余脂肪及筋腱,保持完整,不破损,无淤血、淋巴结、病灶、骨渣及杂质等残留。