陈恭源编《浮法玻璃1·2·1手册》介绍
《浮法玻璃技术》课件

浮法玻璃能够承受自然环境中的风吹雨打、紫外线等影响,不易老化。
热学性能
热稳定性
浮法玻璃具有较好的热稳定性,能够在 较大温差下保持其形状和尺寸的稳定性 。
VS
导热性
浮法玻璃的导热性能适中,既能够将热量 传递,又不会在短时间内迅速散失。
04
浮法玻璃的生产设备与设施
原料加工设备
原料破碎设备
用于将块状原料破碎成小 块,以便于运输和混合。
浮法玻璃在建筑行业的应用案例
国家大剧院
01
采用高性能浮法玻璃制作的大剧院穹顶,具有优异的隔热、隔
音和采光性能。
上海中心大厦
02
采用高强度浮法玻璃制作的外幕墙和观光电梯轿厢,提高了建
筑的抗震性能和ห้องสมุดไป่ตู้全性。
北京奥运场馆
03
调光玻璃和智能玻璃在奥运场馆中的应用,实现了室内光照度
的自动调节和节能控制。
THANK YOU
1 2 3
高强度玻璃
通过在玻璃成分中添加特殊元素,提高玻璃的抗 冲击性能和耐久性,适用于高层建筑和车辆风挡 等领域。
调光玻璃
利用液晶技术或电致变色技术,实现在一定电压 下玻璃透明度的可调节,广泛应用于室内隔断、 窗户和幕墙等领域。
智能玻璃
集成温度感应、光照感应等多种功能,实现自动 调节透明度、反射率和热量传导等功能,提高建 筑的自适应性和节能性。
拉引
熔融的玻璃液在锡槽中形成一定厚度的玻璃带。
冷却与硬化
通过控制冷却速度来控制玻璃带的硬化速度。
退火与冷却
退火
在特定的温度和时间条件下,对玻璃带进行热处理,以消除 其内部的热应力。
冷却
将退火后的玻璃带从锡槽中拉出,并快速冷却,使其硬化成 为浮法玻璃。
国际玻璃工业窑用耐火材料

国际玻璃工业窑用耐火材料一f锻秀耐材国际玻璃工.业窑用耐火材料1平板玻璃概况陈恭源玻璃工业门类繁多,产品综杂.耐火材料应用量最大的是平板玻璃工业,高级耐火材料用得最多的是浮法玻璃熔窑.机制平板玻璃a_-十年代问世以藕有诸多的生产方法,它们是:有槽法,无槽法平拉法,旭法和格拉威伯尔法,总称为传统工艺.尽管平板玻璃表面质量也有了侵足的进步,接近于磨光玻璃的水平,但绝大多数的厂家却难以达到,所以采用上述方法生产的平板玻璃统称为普通平板玻璃1957年,英国人匹尔金顿(Ptlkington)发明了浮法工艺(PB法),并获得了专利权.匹尔金顿公司于1959年建厂,生产出质量可与磨光玻璃相媲美的浮法玻璃.拉制速度数倍乃至十数倍于传统工艺,生产成本却相差无几,一时轰动了世界.1963年,首先是美国,次后是日本等玻璃工业发达的国家,争先i匦后地向英国购买PB法专利,纷纷建立了浮法玻璃生产线.在极短的时期内,浮法玻璃取代了昂贵的磨光玻璃,占领了市场,满足了汽车镧造工业的要求,使连续磨光玻璃生产线淘汰殆尽,或改建了浮法线.随着浮法玻璃生产成本的降低.可生产厚度的扩大(0.5~50mm,经常生产厚度为2~30mn1),又逐步地取代了平板玻璃的传统工艺.有些国家浮法玻璃占平板玻璃总产量的7O~80%.迄今,全世界有将近i80条浮扶线,年产商用浮法玻璃1836万吨,折台3ram是24.48 亿平方米.1975年,美国匹兹堡公司(PPGCo.)发明了新}孚法(LB法),并获得了专利权与PB法的区别是进锡槽的玻璃液由索流变80了&f]7..r)为层流,将流液道宽度从860~1500mm变为4064mm,该部位玻璃液中设置挡砖.由于推出较PB法晚了十六年,LB法生产线并不多,估计是美国(5),加拿大(2),意大利(2),l中国台湾(1),蛇口(1)….我国宙行开发的浮法工艺与PB法类同,未构成专利.现有秦皇岛(3),洛阳(3),上海(2),杭州,蛇口,江门,南宁,太原,蚌埠,通辽,海勃湾,沈阳,商丘,昆明等20条浮法线.其中上海SYP公司和蛇口GFG公司分别采用PB法和LB法, 日产玻璃液分别是714和550t/d,其余厂家为300~600t/d.年产量120万t,占平板玻璃总产量343万t(折合3mm为4.753{Onz)的35%.用浮法取代乎板玻璃的传统工艺,达到以3mm计,年人均所需量3m.指标,完善我国的浮法工艺,实现玻璃原料现代化和玻璃熔窑全保温,现代化,已势在必行7近年来,我国的浮法工艺进展很快.洛玻,秦皇岛耀华,都生产出2mm.最近,上海劳玻§日稳定地生产1.5~1.6mm浮法玻璃.锡槽结构严密性可控水平提高,并且槽底使用了烧结砖.平板玻璃工业已迈出了坚挺的步伐.何谓浮法?熔融玻璃液以1200~C从熔窑进入流液道(LB法采用新的输液系统),经安全闸板(Cr2.Ni9.耐热锕质或硅线石质,事故或需要时,自动,电动或人工将其落下i剪死漉股),节流闸板(流量自控,熔融石英或硅线石质),至锡槽首端的唇砖悬空落到锡液表面(LB法无唇砖,经挡坎直接流到锡液表无需悬空落下),在八字挡砖的导流下(LB法无八字挡砖),向前漂浮横向伸:展形成了玻璃带.在1050℃完成自身平整化,前进中不断展薄,为维持所需宽度和进一步展薄,需在拉薄区(860℃)设置若干对(视所需厚度和拉引速度而定)拉边机.降温至827~600℃,由过渡段传动辊子将玻璃带措起,离开锡槽进入退火窑中退火.降温至7O6O℃,离开退火窑进入输送辊道,进行切割,掰边.横向掰断后,玻璃板进入加速辊遭,彼此拉开间距.玻璃板进入分片工位,由器件将其顶升,并作横向输送进入分片线中,至取片工位,由码垛机堆码,自动或人工央纸,成垛后由吊车送至包装段,包装入库.用这种方法生产平板玻璃,叫做浮法工艺,简称浮法.浮法玻璃是高级平板玻璃,用于制镜,人像不会失真,主要用于汽车,飞机,火车,轮船等交通工具中,也广泛地应用于建筑业中.2电熔砖各类精细控制其化学成分的氧化物,在2400℃高温电炉中熔融,而后在模子中浇铸成形,保温,冷却后进行机加工,得到了电熔砖.西普公司采用确保在氧化状态下的电熔工艺.这就避免了以前在还原状态下制得的电熔砖,向玻璃液析出玻璃相和气泡的弊病. 从还原法看到氧化法熔炼的优点是.(1)制品中的含碳量,降至0.OO1~0.005,即10~50ppm的限度之内,电熔砖不会向玻璃液中冒泡.c+z一-,-co?(2)电熔砖玻璃相析出温度,自1250~ 1300℃提高到1350~1450℃,大大地增强了抗蚀性能,也极大地减少了对玻璃液的污氧化法电熔锆刚玉砖(^zs)的内部色泽是浅淡色的,而还原法制品是暗灰色的,以此不难区别它们.先进国家已不甩还原法电熔砖了.玻璃熔窑的不同部位,使用特定的电熔砖,并有其相应的浇铸方法.在浇铸后的保温,冷却,凝固阶段产生了收缩孔涸,这是电熔砖的一大弊病.这些缩孔,在每块砖中所处的位置,多寡,大小和影响程度,取决于材质的成分,浇铸工艺和浇铸过程中外部的机械作用等因素.用普通浇铸法砖中有20~30体积的缩孔量,严重降低了电熔砖的使用寿命.电熔御品的浇铸方法衰1代号名称说驵RN普通鳍孑I.位于挠口唐虞周圈R0倾斜缩孔位于砖的意部(竖砌砖)RT无缩孔用锯切击带缩孔部分RR加强减少砖底缩孔数量(竖瑚砖)ⅡA改进式满注法(异型砖不能用KT法)KL铸靛式使缩孔分散RX十字式使缩孔分散有时大到接近砖体的程度.RX用于割造十字型格子砖.西普公司生产的电熔砖有四种系列t锆刚玉质,锆铝铬质,镁铬质和刚玉质.共有八个牌号,参见表2.电熔制品系列和牌号衰2系列成分牌号lER1681怡刖玉质AzS(AhO~zr0}.SiO2)ER1682ERl711AZSC(A盘:'器ER2151怡铝铬质S蠛铬质CFM(Cr,O,-F.2O|'Mg0)ER2082 B…一刚玉l5Al20I?'MgO?ER531ZAN^O刚玉质(AlIOI)a.B.雕玉JargaI-MB一脚玉Jargal—H31玻璃熔窑分为三大部分,上部结构,下部结构和燃烧系统.胸墙,炉顶是属于上部结构.在熔化部有燃烧系统——蓄热室和小炉,使窑内火焰空间维持1600~1680"C的高温.池底和池墙与玻璃液接触,是下部结构.玻璃液最高温度可达到15o0~1550℃, 钠妈玻璃的熔制温度是1440~14~0"C,这显然是一种强化熔制的缘故,能明显地增加产量.玻璃熔窑不单是温度相当高,更是窑内还存在着各种侵害耐火材料的腐烛性极强的钫质,它们有t,(1)玻璃配合料在热分解反应期间,释放出的CO,SO:等去气产物,约占熔窑排放废气总量的6~8%,原料中的硅尘,碱尘,着色剡(如硒粉等)的挥发物,金属热件…,《2)燃烧产物中的SO±,SO3.V205..?, (3)玻璃液,及其在极高温度下的碱性蒸汽,不同种类玻璃还有酸性蒸汽(如硼酸盐,硫酸盐,氯化物,氧化铅,铬酸盐等),加上气体和玻璃液的冲刷性破坏.'玻璃络窑尤其是在熔化部和燃烧系统,耐火材料的工作条件是异常苛刻的.尤其是处于玻璃液线上下的池墙,这三相界面处的熔蚀,冲刷是最为利害的部位.玻璃相含量较低(17)的ER1711电熔锆刚玉砖(ZrO24l),也只有4~5年的寿命.为延长使用寿命,不得不采取如下的方法,使熔窑维持8一l2年的炉龄.(1)池墙外壁,从沿口上平往下有一段距离是不能予以保温的(普通透明玻璃为200ram,有色玻璃是150ram)=相反,还要进行吹风冷却池壁,以减轻玻璃液对池墙的冲蚀.窑的后期,有的厂家在新窑一开始使用之前,就在熔化部l~3小炉段的池墙内侧安放冷却水包.美国还使用~30Ox9000mm 的石墨棒(分三节螺接,用穿过炉顶的水冷压杠固定),靠在池墙内壁,防止配合料对它的侵蚀.(2)除此以外,我国还采用"顶砖"的办法,将池墙上行砖,用新砖顶入熔池之冉.国外采用竖砌砖,不用此法.(3)投料机向熔窑两侧加碎玻璃.对于薄层投料机来说,是从窑头料仓的两边, 多加碎玻璃.而国外不用此法.熔窑炉顶,池底,蓄热室和小l炉外侧全是绝热锯温的,称为全保温熔窑.轻工系统的玻璃熔窑15~150t/d都实现了熔窑全保温.平板玻璃络窑16o~6oot/d,只实行胸墙.池壁,蓄热室等处的局部保温.主要是高级耐火砖价格昂贵.若在资金条件允许的前提下,我国浮法玻璃络窑的寿命,会从目前的3~3.5年提高到4~5年的水平.从经济效益看,是相当合算的.因为使用高级耐火材料之后,实行全保温,节能40~50是不难达到的.另外,现代熔窑的晟大优点,除寿命长之外,还能极大地提高玻璃液的质量. 这便成为完善我国浮法工艺,浮法玻璃远销海外的基本条件之一了.2.1ER]681我们从真假比重数据可知,普通浇铸RN电熔砖的缩孔量为8.85,比五十年代的2O ~3O来说有了极大的进步了.而倾斜浇铸RO,无缩孔浇铸RT和改进式浇铸RA电络砖的缩孔量为3.12%.由此可知,西普公司的电熔制品十分优良.ER1681RN是普通浇铸电熔砖,作为中温区(<1450℃)池墙砖已满足生产要求了.ER1681RO是倾斜浇铸电络砖,铸口磨痕朝外,并位于竖砌砖的底部附近.与玻璃液接触的砖面坚实,致密,无缩孔,耐磨蚀性能优良,用于高温区的池墙砖.ER1681RT是无缩孔浇铸电熔砖,用于池底铺面砖和流液洞部位.铺面砖的标准尺寸是{500x600mm,厚度有75,100,120150mm四种.ER1681RT也可用于小炉内村砖,下间隙砖(胸墙和池墙之间是用间隙砖封堵的).下间隙砖的标准断面是75x95,电熔砖的典型用途表5AZSAZSCCFMALUMINOUS(刷玉质】ER1681ER1682ER111ER2161ER2082ER5312Jargal—MJargal—H RN上部结拘上部特种玻璃工作他上部结构流液道结构的端部RO弛墙RR池墙RT池底汽液洞,他墙,坚窑弛底铺面砖铺面聘池底.电培窑RA特种砖碍种砖特种酵石灰玻璃RL下部结构十字型十字型RX格子砖格子砖ER1681l理化性能表4Zr0AJ20jSiO2Na20Re2Oa其它化学成分—32550615611008012Ⅱ一A1O3ZtO±蝣琏璃桕(口一刚玉)(斜话石)物相组成47322l_RNRORTRA(铺面砖)体积密度g/em3.53.53.72372真比重384耐压强度Nlmm:20荷重软化点(O.2Nlmm,)℃1700羞嫠钙玻璃液的侵蚀1580"C.以ER1Bs1的指数100为基准.高于此值,性能更优良.100发泡倾向指数O~31550"C.砖体表面层的折晶倾向指教基本为零鎏藿菩蝽体流淌终止砖体色泽内部呈白色和非常境的黄色;表面颜色很浅浇铸特性能Ⅱ得形状复杂.厚度较薄的砖块95×120mm两种.ER1681RA是改进式浇铸电熔砖.用于大跨度投料池上的碹砖,无槽法引上窑中的引砖,瓶子窑的喂料盆,搅拌器和滴料嘴2.2ER1682RX其成分,特性,物相等理化指标与ER1681相同.只是十字式浇铸,专门傲十字型格子砖.为区别起见,在ER1682砖的表面3w/m?kER168l姆热系数AL/L~.ER1681线胀系数0.5℃./kz.℃x10 (6)ERI682比热'l.0.3—0.2-.,一/._'U.℃图1ER1681特性曲线ER1682比热曲线打上蓝色的波纹.ERI682RX体积密度为3.3g/cm.砖内无连通气泡,对蓄热室中烟气的冷凝物不吸附,抗腐蚀性物质的熔穿,抗热态疲劳,抗气流冷热交变,冲刷.这是它具备优良的理化性能的缘故.钠钙玻璃,硼硅酸盐玻璃,乳白玻璃,石英玻璃,电视机玻璃,硅酸钠玻璃熔窑的蓄热室格子体,在使用ER1682RX格子砖之后,可延长炉龄,不用热修.在整个炉龄期内,降低能耗显着,并使能耗值相当稳定. 2.5ERI1711ERl71i品位高,含ZrO:量为4l,玻璃相降至l7,抗冲蚀性能比ER168l提高了3O,砖内无连通气泡,用于熔窑中最苛刻的部位,性能优良,是高档电熔制品.浇铸性能不及ER1681,一般将它制成矩形或其他形状较为简单的砖块.34ERI711的缩孔量,RNI1.%,RR9.7,RT和RA4.5.所以,ER1711用普通浇铸成型是不多的,因为经济效益相应见差,并不合算.ERI711RR是加强洗铸电熔砖,厚度250mm,宽度300~500mm,标准断面是250 ×500mm,高度有900,l000,I100,1200, 1300,1400,l500,1600mm八种.另一种是带斜度的砖块:顶厚I50/n/n,底厚250ram, 砖宽300~500mm,砖高也是八种,标准尺寸;断面(25o/15o>×500mm,高度也是八种.不带斜度的砖块,厚度总是250ram. ERI711RT是无缩孔电熔砖,作为强化熔制,电炉,腐蚀性强的玻璃熔窑的池墙砖,熔窑局部强化抗蚀部位的池墙砖,腐蚀性强的玻璃熔窑的料道砖,池底电极砖,热电偶砖,鼓泡器砖,沉没式挡堰砖,池底加强耐蚀部位(如鼓泡器周围的玻璃液温度比1℃物相组成ER1711理化性能衰5zrOA1:O3SiO2NaOFe2O3其它_1455I221008a-A103jZrO}玻璃相(口一脚三氏)(料话石)l17羲整钙玻璃涟的侵蚀发咆向指数浇铸面溶体流诮终止温度℃浇铸特性RTRA(铺面砖)萄重软化点(02N/mm~)℃17001580℃.以ER1681指数100为摹准l1300~3~55012.砖肇表丽层一,昂颂_旬拦鼓f基本为零155.j砖体色荐同ER1681囡ZrO3量增加.~ER1681差其余部位的池底铺面砖高200℃)的铺面砖,流液洞砖,熔窑上部结构中ER1681不能胜任部位,如小炉层板砖,挂钩砖(承载胸墙的砖叫挂钩砖)等.ER1711RRI是普通浇铸电熔砖,作为池墙砖,流液道道砖和部结构.胶料的选用:ER1681或ER1711池底铺面砖下面用艾尔索(ERSOL),或ER67,或ER66胶料.ER]681,ER]711作为池墙和上部结构,其本身砌筑时用ERT0胶料勾缝.做供料盆时,用ER67H胶耕勾缝.ER1681和ER1711与硅砖之间用ER75.锫剐玉砖之间用ERT1艘料.锫砖之间,硅砖与AZS砖之间用ER75胶料.2.4ER2161ER2161抗冲蚀性能比ER1681提高了240,比ER1711提高了210.但对于无色透明玻璃来说,ER2161中含Cr203,会对玻璃液着色.另外,它发泡倾向指数值也不理想,但将它用于熔窑上部结构中最苛刘的部位,显然是理想的材质.对不怕Cr=Os着色的玻璃熔窑的下部结构,由它取代ER 1711.由它作为流液洞顶板,无需有斜度,不用吹风冷却.它在特种玻璃,玻璃纤维络窑中,作为下部结构和上部结构无疑是最为理想的材质.ER2161全是无缩孔制品,砖内含4.5的缩孔,但无连通气泡.对钠钙玻璃的抗蚀能力是ER1681的3.4倍,是ER1711的2.615倍. ER2161表皮和内部呈暗绿色.胶料选用;作为池墙和上部结构的ER216I含锫铝铬电熔砖,用ERT0胶料砌筑.ER2161与硅砖之间的间隔层用ER75胶料.l5OI__,.250.斜面砖ER17I1比电阻率\\,8O0lOO0l5OO℃图2ER1711特?陆曲线ER2161理化性能表6ZrOiAI20aC0aSiO2Na20.FcO其它化学成分2631.5261335AI20a?CrJO{ZrO玻璃相铝铬尖晶石固溶体斜始石物相组成562519体积密度RTd.00g/e'真比重4.11『丑-强度N/tomz35荷重软化点(O.2N/mmz)℃1720蒸嫠钙玻璃液的侵蚀15S0~.以ER1681的指教100为基准340 壁泡惯向指数5~71550~.砖体表面层的析晶倾向指数基丰为零'w/m.KKcal/ra?h?℃\导热系数l/l/《./图3ER2161特性曲线ER2082理化性能表7MgOAl=O3C0,Fe0CaO.SiO|l其它化学成分56.57.220112.24.1镁铁尖晶石铝铬尖晶石金属相玻璃相物相组成5340l6体积密度g/eraj真比重3.9机械强度N/∞4l荷重软化点(0.2N/ramt)℃>185O 2?5ER2082它是专门用于碱性玻璃熔窑做池墙的电熔砖.如生产玄武岩玻璃(又称为黑色玻璃)熔窑,生产矿棉玻璃熔窑都离不了镁铬质电熔砖.ER2082全是无缩孔电熔砖,残余的缩孔量较少,且分散在砖体之中.表皮至内部的颜色呈暗灰色到黑色.玻璃碱度指数计算公式t:±+旦±里!±SiO2'100重量百分率i值高,表明CaO,MgO含量高,ER2082电熔砖抗玻璃侵蚀的能力强.2.6ER5312RX化学成分t87.5AlzO3,8MgO,4.5NalO|物相组成{"一剐玉,37圉4ER2082特性曲线15A12O3?4MgO?Na2O的熔凝物,真比重3.37g/cm.这是表皮白色,砖内无连通气泡的十字型电熔砖.与ER1682RX十字型格子砖一样,可制成"L,T,十"三种形状的格子砖.砖肋壁厚为40mm,这个厚度被认为兼顾砖强度,热交换效率和保持格子体气道截面积诸因素在内的最佳值.用它可砌筑格孔净尺寸为l40×140或l70x170,以及(125~140)×(125~140)li-iill的格子体.它理化性能稳定,无论是抗玻璃,抗碱性氧化物蒸汽的侵蚀能力极强,各种有害物质都无从渗入,冷凝物无从沉积,热震性能优鏖.在高温下,对钠盐,钾盐蒸汽里惰性.高温抗疲劳性好.作为钠钙玻璃熔窑,或一般的流通大量碱性蒸汽的熔窑的蓄热室上部格子砖,无疑是最好的材料.支承ER5312RX的是机械强38度高,抗蚀性能优良的ER1682RX格子砖.这就为长寿命熔窑解决了蓄热室格子体的材质问题,至目前为止,是最先进的格子体.2.7JargaI-M和JargaI-H口,口一刚玉砖(Jargal-M)是白色的电熔制品,耐压强度20N/ram.,荷重软化点>1750℃}<1350℃时,抗钠钙玻璃的侵蚀指数>100,比ER1681电熔砖优良.是用于熔窑尾部,流液道,唇砖(我国又叫流槽)最为理想的材质.口一剐玉砖(Jarg~I—H)是玉色的电熔制品,不像口,口一剐玉砖那么白净,漂亮.但抗蚀性能优于8,口一剐玉砖,是用于氧化气氛下,与玻璃液接触(<1350℃比AZS电熔砖优越,>1350"C抗蚀性不及AZS电熔砖), 或作为上部结构的优良材质.但它在还原性气氛中,会缓慢地转化为口,一刚玉,从而使世●0,川O气馗If0×170ram图5十字型格子砖Jargal—M和Jargal—H理化性能表8成分AIioasiojNa2oF02o3其他Jargal—M951.23.5o.05O.25JargaI_H.50l52oO50.1物相口一AI2o3一A120,玻璃相Jargal—M45532JargaI—H(日7.5<0.5真比重g/cm0JargaI—M3.54lJargaI-H3.26 结构疏松.另外,其价格昂贵.所以,浮法线的流液道,唇砖都只使用口,3-刚玉,不能用刚玉.2.8电熔砖与玻璃质量的关系欲获得高质量的玻璃液,必须依靠优质的耐火材料.抗玻璃液冲蚀性能越高,对玻璃渡的污染就越轻微.到目前为止,除高档的烧结制品——高压成形,高温烧成,不用添加剂.晶体直连,气孔率0~1.5,致密等优质砖外,一般的烧结制品,就无法与电熔制品匹敌.烧结AZS,也不能与电熔AZS 相抗衡.玻璃熔窑的下部结构,已非他莫属丁.尤其是六十年代以来,电熔制品已有了长足的进展,为长寿命熔窑问世奠定了坚实的基础.1968年伦敦国际玻璃工业会议,1973年马德里国际玻璃工业会议,西普公司专家分别发表了在作业温度下,耐火材料与不同成分玻璃液接触时的特性"和"电熔砖的冒泡试验"论文,电熔砖和烧结砖的检测标准为世界玻璃工作者所公认.西普公司做了如下的对比测试四块试样,三块是硅线石,错英石和AZS烧结砖,~块是电熔砖ER1681,在同一条件下,于1450℃的钠钙玻璃液中进行试验.耐蚀指数以ER1681为基准,可明显地30看出,电熔AZS是最为理想的材质,参见表9. 不同砖材在玻璃中的特性指数表9\材质硅绕石始英石AZSERl681性能~~\抗玻璃液侵蚀2020dO1O0析出气泡倾向5~89~lO3~5l~2析出结石倾向3.5-,-,4.553.5~4.5l~2硅线石砖成分()表1OAIO,lsi0,Ti2O:R±0fF~20alMg0CaOII60.5l37.10.9..sl..eI..zO.1我们知道,在AIzO.-SiOt"相图中,唯一稳定性物质是熔点为1850℃的莫来石(3AIiOl?2SiOz).人工的方法,得不到硅线石.所以硅线石制品只能使用天然硅线石,经烧结得不同粒级,并磨成一定数量的超细粉(≤0.044ram),外添一些满足成形和烧成工艺要求的添加剂,如工!业氧化铝粉和硅微粉(≤1~3m)J不使用生粘土高温烧成,获得硅线石制品.因为热膨胀系数低,(口≤5x10『℃),抗急冷急热性优良,玲砖可供热修,不用预热.对玻璃液抗蚀性能大大忧于粘土制品.理论含Al?0量是62.92,只是烧成温度宜接近于硅线石的转化温度(1545~C),以使骨料表层产生奠来石的薄层,与基质中的尚瓷化(即莫来石化)相匹配,那么这种制品才是硅线石制品.3(AIiO{.SiO2)盟?3A120l?2SiOi+SiOl硅线石奠来石口一方英石若用生粘土为结合剂,将硅线石砂(≤1ram)加入,大,中颗粒为焦宝石,烧成温度为1420℃,这种制品引发二次奠来石化是不可能的(蓝晶石1350℃开始生成莫来石和石英玻璃,14504完成分解),是玻璃相40结合的改性粘土质制品.抗蚀性能比粘土质好来有限.表1O硅线石是外国产品.从显气孔率18~22,体积密度2.37~2.595g/cnl.,抗弯强度12.41~20.68N/mill上看,该砖是高温烧成,属于陶瓷结合的制品.奠来石0=5.2~5.6×10-./4,抗蚀性能是高铝粘土砖的两倍,远高于硅线石. 抗急冷急热性能优良.A1O,理论含量是71.82,国外高于6OAlt0.含量称为莫来石质,这样就与硅线石产生了混称.主要看物相组成,不能从AI:O.含量上来区别它们.2.9架手砖和炉条砖支承蓄热室格子体有两种方式(1)(炉条砖+架子砖)+格子体J(2)(炉条砖+架子砖+过渡砖)+格子体.上层格子体ER5312RX,下层格子体ER1682RX是相当高级了.其下所用材质, 一般使用低气孔高铝砖作炉条砖和架子砖已满足了匹配的技术要求了.所处温度(600D) 较低,气流中有害物质也不多.以下几种情况,炉条砖和架子砖宜采用ER1681RT电熔锆刚玉砖才能与高级格子体相匹配:技术参数(格手砖/格手体)气道1l0×1Ol35×135节距l8O18O厚度l5/3550,|0(肋根肋尖)单位块数102.91029PCS/m3流通面积06O2O.55'7m/mi单位砖体积0.364O4.4m3,m3单位受热面积174l15.87m2/m'单墁砖体积3.554.12dm3图6架子砖,炉条砖(1)使用多通蓄热室,由于蓄热室高度大减,炉条砖和架子砖受热温度相应增高了许多,气流中有害物质也增加不少. (2)生产特种玻璃,使气流中有害尘粒猛增.(3)因作业要求,如高温熔制,烧天然气,有较多的玲凝物等情况.(未完待续)。
我国首条自主研发的超白浮法玻璃生产线在巨野投产

注: 按行 政 区域排 序
我 国首 条 自主研 发 的 超 白浮 法玻 璃 生产 线 在 巨野投 产
我 国第 一 条 自主研 发 的 超 白浮 法玻 璃 生 产线 在 巨野巨润 建材有 限公 司正式 投产 , 日产 超 白浮法玻 璃
7 0吨 。 0
高 档玻璃 加工 、精 密 电子 行业 和高 档建筑 等领 域 , 国 家大 剧 院 、 上海 歌剧 院 以及 香港 会展 中心都 有广 泛应
95906 6x3x Om ) (m
.
20 —7 2 090- l
不 国家 安全玻璃 及石英玻 合格 碎 片状 态 璃质 量监督检 验 中心
80 6 0 6 8x4x Om ) (m
.
不 国家安 全玻璃及 石英玻 20 — 7 2 合格 碎 片状 态 璃质 量监督检 验 中心 090—7
Ar hi e t ra & F c o c tcu l un ti nal Gl s _ 2 0 as No l 0l
序
口
企 业名称
产 品 名 称
商标
规格 型 号
生 产 日期 ( 号) 批
抽 查 主要 不 结 果 合 格 项 目
承检 机 构
4 1
4 2
20 0 3年 以来历 时 7年 的两 个企 业 园 区的搬 迁工 作结
束。
超 白玻 璃可 见光 透 过率 、 阳能获 得 率 、 太 紫外 线 透 过
率等 指标均达 到 了国际 同类 产 品的先进水 平 。 据 巨润建 材 有 限公 司生 产 技术 副 总 经理 常 革 庆 介绍 ,超 白浮法 玻璃 的品质 和 功 能优 于一 般 浮 法玻
.
—
浮法玻璃生产的工艺流程
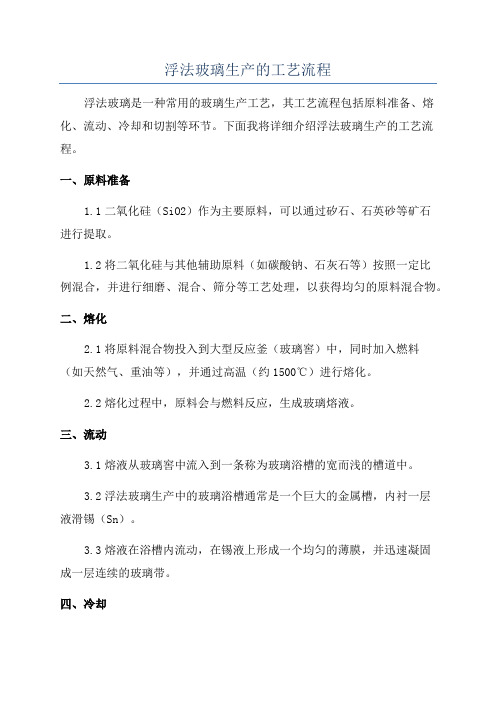
浮法玻璃生产的工艺流程浮法玻璃是一种常用的玻璃生产工艺,其工艺流程包括原料准备、熔化、流动、冷却和切割等环节。
下面我将详细介绍浮法玻璃生产的工艺流程。
一、原料准备1.1二氧化硅(SiO2)作为主要原料,可以通过矽石、石英砂等矿石进行提取。
1.2将二氧化硅与其他辅助原料(如碳酸钠、石灰石等)按照一定比例混合,并进行细磨、混合、筛分等工艺处理,以获得均匀的原料混合物。
二、熔化2.1将原料混合物投入到大型反应釜(玻璃窖)中,同时加入燃料(如天然气、重油等),并通过高温(约1500℃)进行熔化。
2.2熔化过程中,原料会与燃料反应,生成玻璃熔液。
三、流动3.1熔液从玻璃窖中流入到一条称为玻璃浴槽的宽而浅的槽道中。
3.2浮法玻璃生产中的玻璃浴槽通常是一个巨大的金属槽,内衬一层液滑锡(Sn)。
3.3熔液在浴槽内流动,在锡液上形成一个均匀的薄膜,并迅速凝固成一层连续的玻璃带。
四、冷却4.1玻璃带从浴槽中流出,经过一个冷却区,冷却区通常由一系列冷却辊组成。
4.2冷却辊会将玻璃带迅速冷却,使其温度降至约600℃以下。
4.3冷却过程中,玻璃带的表面会逐渐凝固,但内部仍保持一定的温度。
五、切割5.1冷却后的玻璃带进入到切割机中,经过自动分段、切割、贴膜等工艺处理,将其切割成适合市场需求的玻璃板。
5.2切割后的玻璃板还需要经过去毛刺、研磨、清洗等工艺处理,以提高其表面质量。
5.3最后,经过质量检测后,合格的玻璃板将被包装和储存,待运输或销售。
以上就是浮法玻璃生产的工艺流程,这种工艺具有高产量、高效率和良好的品质控制等优势,被广泛应用于玻璃行业。
但同时也存在一些挑战,如能源消耗、环境污染等问题。
随着科技的不断发展,浮法玻璃生产工艺也在不断改进和创新,以适应日益增长的市场需求和环保要求。
浮法玻璃锡槽硫化物产生原因及治理方法
浮法玻璃锡槽硫化物产生原因及治理方法目前,我国经济在快速发展,社会在不断进步,浮法玻璃锡槽的污染物主要有氧化亚锡和硫化亚锡。
氧化亚锡和硫化亚锡对玻璃成形十分不利,可能造成掉落物、沾锡、擦伤、彩虹和小波纹等缺陷,从而影响玻璃质量。
此外锡槽出口过渡辊处的二氧化硫除了进入锡槽生成硫化亚锡外,还会对环境造成污染。
标签:浮法玻璃;锡槽;过渡辊;硫化物;二氧化硫;冷凝;回收引言与传统平板玻璃生产方式不同,浮法玻璃生产工艺是玻璃液在液态锡表面上成型的。
液态锡易被氧化或硫化,造成所谓的锡污染。
而锡污染后成型过程中的玻璃上下表面会造成许多缺陷,影响浮法玻璃的质量。
因此,围绕锡槽工艺许多研究部门、生产企业开展了各种课题的研究。
1浮法工艺的特点(1)有槽法、无槽法和平拉法,实际上都属于“垂直拉制工艺”,而浮法刁‘是“水平拉制工艺”。
在玻璃成形的过程中,拉引力主要用于克服玻璃液内摩擦力(粘滞力),而其重力,则基本上由锡液承托。
传统法却不然,拉引力要克服玻璃的粘滞力和重力。
(2)成形室具有均匀的温度场,玻璃带在锡槽中的横向温差△t<50C,这是传统法所不具备的。
(3)浮法工艺中玻璃带离开成形室一锡槽,由传动棍子抬起而送入退火窑中进行退火。
(4)玻璃带与机械传动棍子的接触情况。
有槽法或无槽法都是双辊夹住玻璃带传动,向上拨起,对玻璃带产生很大的压力,温度稍有变化,玻璃就会产生轴花和压口等缺陷。
平拉法的转向辊是用单只棍子承托玻璃带的,并有1/4的包角。
但由于玻璃带温度很高,且转向辊的水冷强度大,因此又会引起斑点和表面平整度极差等弊病。
浮法1艺的转向辊能够克服如卜的毛病。
浮法玻璃在二十世纪六十年代木期就开始取代了机械磨光玻璃,满足各种交通工具的制造业、制镜业、板状有机玻璃制造业等方面的需要。
为了减轻汽车风挡夹层玻璃的重量,使其适合高速行驶的要求,现在已从原先使用3mm原片改为使用2.1mm原片,用机械磨光法制取这么薄的玻璃需要耗费很大的财力、人力,如果直接用浮法玻璃生产出这么薄的玻璃会节省很多资源,成本也降低,能够获得较大的经济效益。
浮法玻璃规格书
浮法玻璃规格书一、引言浮法玻璃是一种广泛应用于建筑、汽车和电子等领域的常见材料。
在生产过程中,制定规格书是确保产品质量和一致性的关键步骤。
本文将深入探讨浮法玻璃规格书的要求和相关内容。
二、浮法玻璃规格书的基本要求浮法玻璃规格书应具备以下基本要求:2.1 产品标准•确定浮法玻璃的产品标准,包括材料的化学成分、物理性能和外观质量等。
•参考国际和国内的行业标准,确保产品符合相关要求。
2.2 尺寸和厚度范围•定义浮法玻璃的尺寸和厚度范围,包括长度、宽度、厚度和公差等。
•考虑到生产工艺和市场需求,确定合理的尺寸和厚度范围。
2.3 物理性能要求•确定浮法玻璃的物理性能要求,如抗弯强度、耐冲击性、透光性等。
•采用合适的测试方法和仪器,确保产品符合要求。
2.4 化学成分要求•确定浮法玻璃的化学成分要求,如含铁量、含硫量、氧化物含量等。
•对原材料进行严格控制,确保产品质量和稳定性。
2.5 表面质量要求•确定浮法玻璃的表面质量要求,如平整度、划痕、气泡等。
•定义不同等级的表面质量标准,供客户选择和采购。
浮法玻璃规格书的详细内容应包括以下方面:3.1 产品标识•编制产品标识图或文字说明,标明产品名称、型号、批次号等信息。
•标识图或文字应明确、易识别、耐久。
3.2 尺寸和厚度范围•列出浮法玻璃的标准尺寸和常用厚度范围。
•定义产品的公差和尺寸偏差范围。
3.3 物理性能测试方法3.3.1 抗弯强度测试•介绍抗弯强度测试所需的样品制备方法和测试仪器。
•给出测试步骤和结果评价标准。
3.3.2 耐冲击性测试•介绍耐冲击性测试所需的样品制备方法和测试仪器。
•给出测试步骤和结果评价标准。
3.3.3 透光性测试•介绍透光性测试所需的样品制备方法和测试仪器。
•给出测试步骤和结果评价标准。
3.4 化学成分测试方法•介绍化学成分测试所需的样品制备方法和测试仪器。
•给出测试步骤和结果评价标准。
3.5 表面质量等级标准•定义不同等级的表面质量标准,如一级、二级、三级等。
什么是浮法玻璃

什么是浮法玻璃?浮法生产的成型过程是在通入保护气体(N2及H2)的锡槽中完成的。
熔融玻璃从池窑中连续流入并漂浮在相对密度大的锡液表面上,在重力和表面张力的作用下,玻璃液在锡液面上铺开、摊平、形成上下表面平整、硬化、冷却后被引上过渡辊台。
辊台的辊子转动,把玻璃带拉出锡槽进入退火窑,经退火、切裁,就得到平板玻璃产品。
浮法与其他成型方法比较,其优点是:适合于高效率制造优质平板玻璃,如没有波筋、厚度均匀、上下表面平整、互相平行;生产线的规模不受成形方法的限制,单位产品的能耗低;成品利用率高;易于科学化管理和实现全现机械化、自动化,劳动生产率高;连续作业周期可长达几年,有利于稳定地生产;可为在线生产一些新品种提供适合条件,如电浮法反射玻璃、退火时喷涂膜玻璃、冷端表面处理等。
怎样识别浮法玻璃的外观质量?浮法玻璃是采用浮法工艺生产的高级平板玻璃,选购浮法玻璃时应注意以下几方面 1. 颜色:质量上乘的应是无色透明的或浅绿色的。
2. 玻璃表面不允许有擦不掉的附着物。
3. 厚度应均匀一致。
同一片玻璃的厚度偏差应小于0.2-0.3毫米。
4. 不应有裂纹,边部不应有明显缺残。
通过光线观察,不允许有沾锡、麻点、夹杂物、线道和磨痕。
在半平方米的面积内,不能有直径在2毫米以上的气泡,直径在1毫米左右的气泡要很少而且不能集中分布;在一定方向观察,会产生光学畸变的光畸变点,不能超过两个。
如果有波纹,那么以30度透过玻璃观察4-5米内的物体,不应产生变形。
另外,同一片玻璃上,气泡、麻点、砂粒、光畸变点的外观缺陷不能同时集中存在,相互间的最小距离,至少应在10厘米以上。
什么是钢化玻璃?钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通常使用化学或物理的方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从而提高了承载能力,改善了玻璃抗拉强度。
钢化玻璃的主要优点有两条,第一是强度较之普通玻璃提高数倍,抗弯强度是普通玻璃的3~5倍,抗冲击强度是普通玻璃5~10倍,提高强度的同时亦提高了安全性。
浮法玻璃原片质量优化攻坚成果及应用
浮法玻璃原片质量优化攻坚成果及应用杨浩1程华2诸葛勤美2(1.南宁浮法玻璃有限责任公司南宁530409;2•中国新型建材设计研究院有限公司杭州310022)摘要随着玻璃用途的拓展,对玻璃质量要求越来越高,国内很多生产线进行技术改造升级,提升玻璃质量水平。
针对南宁浮法玻璃有限责任公司生产线对玻璃质量的要求,通过对原料配料、窑炉、锡槽、工艺和生产控制系统等多方面进行研发和技术优化,以解决浮法玻璃本体缺陷和提高智能化水平为突破口,为生产高质量玻璃原片提供了基础条件和必要支撑。
经过改造后在700t/d浮法玻璃生产线上应用,产品质量明显提高,单耗和排放下降,整体达到了国内先进水平。
关键词新型配料系统;微量秤;分层燃烧;锡槽整体密封;冷端全线跟踪;玻璃缺陷中图分类号:TQ171文献标识码:A文章编号:1003-1987(2021)01-0040-04Achievement and Application of Quality Optimization of Float Glass SheetYANG Hao1,CHENG Hua2,ZHUGE Qinmei2(1.Nanning Float glass Co.,Ltd.,Nanning530409,China;BMDesign&Research Institute Co.,Ltd.,Hangzhou310022,China)Abstract:With the development of glass application,the glass quality requirements are higher and higher. Many domestic production lines have been upgraded to improve their glass quality.For requirement for the glass quality ofNanning float glass co.,LTD production line,through research and technology optimization of raw materials batch,fumace,tin bath,technology and production control system,taking the defects reduction and improve the intelligent level of float glass as the breakthrough point,provides the basic condition and necessary support for production of high quality glass.After modification of700t/d float glass production line,the glass quality is improved obviously,the consumption and emission are reduced, and the whole production line reaches the advanced level in China.Key Words:New type mixing system,microbalance,stratified combustion,tin bath seal,Cold end line tracking,glass defects0引言南宁浮法玻璃有限责任公司浮法玻璃生产线因整体搬迁升级改造,需要充分利用原有部分设备材料,同时要求提高浮法玻璃原片的生产质量。
浮法玻璃的熔化
浮法玻璃的熔化将合格的配合料经过高温加热熔融形成均匀的符合成型要求的玻璃液的过程称为玻璃的熔制。
熔制是玻璃制造中的重要部分,玻璃的产量、质量、制造成本、单位产品的能耗、熔窑寿命等都与熔制有密切关系。
玻璃的许多缺陷也是在熔制过程中产生的,制定合理的熔制工艺制度,进行合理的熔制才能熔制出好的玻璃液,这是生产出优质玻璃的重要保证。
玻璃的熔化是一个非常复杂的过程,进行一系列物理、化学、物理化学反应。
这些现象和反应结果,使配合料的机械混合物变成了复杂的玻璃液。
加热时大致发生以下变化:物理过程:配合料加热时吸附的水分蒸发排除,某些单晶组分熔融,某些组分的多晶转变,个别组分的挥发(Na2O K2O SiF4等)。
化学过程:固相反应,各种盐类分解,水化物分解,化学结合水排除,组分单的相互反应及硅酸盐形成。
物理化学过程:低共熔物的生成,组分及生成物间的相互溶解,玻璃液和炉气介质间的相互作用,与耐火材料间的相互作用,和其中夹杂气的作用等。
配合料各组分在熔化时发生的这些变化及发生变化的次序及对熔化过程的影响都与配合料的性质有关。
分解CaCO3CaO+CO2,在400℃开始Na2CO3与煤粉之间的固相反应NaCO4+2C NaCO3+CO2,500℃进行的很快;500℃开始Na2S变为Na2CO3,Na2S+Ca2CO3 Na2CO3+CaS。
573℃β-石英α-石英。
340-620℃镁钠复盐与SiO2反应生成碳酸盐,MgNa2(CO3)2+2SiO2= MgSiO3+Na2SiO3+2CO2450-700℃MgCO3与SiO2作用MgCO3+SiO2 MgSiO3+CO2.620℃MgCO3分解最快,继续升温分解减慢。
585-900℃镁钠复盐与SiO2反应形成硅酸盐,CaNa2(CO3)2+SiO2 CasiO3+Na2SiO3+2CO2.600-900℃CaCO3与SiO2作用生成硅酸盐,Na2CO3+SiO2生成低共熔混合物,玻璃形成阶段开始:740℃Na2SO4-Na2S; 750℃Na2S-Na2CO3; 780℃ Na2CO3-CaNa2(CO3)2;795℃ Na2SO4-Na2CO3; 865℃ Na2SO4-Na2SO3865℃Na2S. CaS与SiO2反应形成硅酸盐,Na2S+Na2SO4+SiO2 Na2SiO3+SO2+S.855℃没起反应的Na2CO3开始熔融,885℃Na2SO4熔融。
浮法玻璃的应力与退火

低 于退 火 上 限温度 ,玻 璃呈 弹性 状 态 ,各 个分 子 间不再 有 位置 的移 动 ,玻 璃带 中依 然存 在温 度梯
度 。随着 温度 不 断 降低 ,玻 璃开 始收 缩 ,逐渐 从 弹
变化会产生热应 力 ,按其存在 的特点分为暂时应力 和
永久应力 。玻璃 因化学组成不均匀 导致 结构上 的不均
关, 一般浮法玻璃的退火上限温度为50 50 4~ 6 ℃。
3 永 久 应 力 和 暂 时 应 力
31 永 久 应 力 .
的残余 内应 力 ,使其在允许值 范围 内且 分布合理 。
平板玻璃 中的应 力通常 分为3 ,即 :热应力 、 类
结构应力 和机 械应力 。在生产 中玻 璃受不均匀 的温度
.
, 。
/一 、 / ’ 、
是 端 面应 力 值 ,主要 是为考 核 玻璃 的拉 引速度 与退 火 窑 的降温 速度 的关 系 。它 的检 测是 将玻 璃切 成一
定 宽度 的窄条 ,沿 厚度 方 向逐点 测量 。它 的分 布形 式 一般 为 中间张应 力 ,两个 表 面为大 小相 同 的压 应
个退 火 区玻璃 带 的横 向温 度 分布 。平 面应力 通常几 倍或 十几倍 于端 面应 力 ,以平 面应 力 和端 面应 力在 玻璃 中的存 在形 式 和特性 比较 ,平 面应 力 的破坏性
当玻 璃 处 于 硬 性 状 态 分 子 间不 再 有 位 置 移 动 时 ,由于 外界 温度 的影 响 ,玻璃 会 产生热 涨冷 缩 的 现象 ,假 如玻璃 板上 的这 种温度 分 布不均 匀 ,那 么
臣 垂困Βιβλιοθήκη 图1 玻璃 温度 分布 曲线示意 图
全国性建材科技期刊—— 《 玻璃 》 2 1 年 0 1
浮法玻璃行业资料整理DOC
浮法玻璃整理一、浮法玻璃行业概况(一)浮法玻璃的概念玻璃简单分类主要分为平板玻璃和特种玻璃。
平板玻璃主要分为三种:即引上法平板玻璃(分有槽/无槽两种)、平拉法平板玻璃和浮法玻璃。
浮法玻璃是指用漂浮法制作的平板玻璃,它是将优质的熔融玻璃液倒在比重大于玻璃液的液体(液态锡)表面使玻璃成型,再经过冷却、退火等工艺后形成的透明平板玻璃。
(二)浮法玻璃基本原理浮法玻璃生产的成型过程是在通入保护气体(N2及H2)的锡槽中完成的。
其基本原理是用硅质材料、石英砂岩粉、纯碱、白云石等原料,按一定比例配制,经熔窑高温熔融,玻璃液从池窑连续流入并浮在相对密度大的锡液表面上,在重力和表面张力的作用下,玻璃液在锡液面上铺开、摊平、形成上下表面平整的玻璃带,冷却硬化后脱离金属液,再经退火切割,就得到浮法玻璃产品。
(三)浮法玻璃成型的工艺特点浮法玻璃成型工艺和普通平板玻璃的成型工艺相比,具有以下特点:1. 成型时不需克服玻璃自身的重力由于浮法玻璃是水平拉制成型,玻璃液的重力是由锡液来支承的,拉引力主要用于克服玻璃液的粘滞力。
而传统的成型方法则不同,拉引力既要克服玻璃液的粘滞力,又要克服玻璃带自身的重力,而且后者要比前者大得多,所以必须要用辊子将玻璃带夹住或托住。
由于玻璃带与辊子接触,就不可避免地会使玻璃产生轴花和压口的缺陷。
平拉法虽然用单一的转向辊承托,但由于此时玻璃带温度还处在700oC左右的高温,玻璃还处于完全塑性状态,加之转向辊的冷却强度大,因而又会引起斑点和表面不平整的弊病,当转向辊加工质量不好或不及时更换时,尤其严重。
而浮法玻璃的整个成型过程是在密闭的锡槽中进行,只是在玻璃带冷却硬化后,由光洁平滑的辊子将玻璃带托起拉出锡槽,而且玻璃带同辊子是线接触,因此,完全避免了上述的缺陷,而能保持在锡槽中获得抛光表面的质量。
2. 可以充分发挥玻璃表面张力的作用玻璃的表面张力这一特性,是使玻璃获得自然抛光、表面平整的主要因素。
传统的成型工艺,为了使垂直引上成功,必须使玻璃的粘度在很短时间内急速增加,也就是使其温度从940oC 左右迅速下降到600oC以下,否则,玻璃带就会因粘度小而无法引上,造成掉炉。
浮法玻璃标准
浮法玻璃标准时间:2010-04-23 11:26:41 来源:作者:国家质量技术监督局发布1999.05.14发布2000.01.01实施前言本标准是在原国家标准GB 11614-1989《浮法玻璃》的基础上进行修订的。
GB11614-1989《浮法玻璃》国家标准分为优等品、一级品、合格品,本标准在修订时按照浮法玻璃的使用用途进行了分类,分为制镜级、汽车级和建筑级,并按不同的用途确定了不同的质量指标,以利于用户进行选择,更好地满足了用户的需要。
在技术要求上,本标准参考了JIS R3202:1996《浮法和磨光平板玻璃》和EN572-2:1994《浮法玻璃》标准,尺寸和厚度允许偏差比原国家标准有所提高,外观质量指标严于日本和欧洲标准的规定。
同时,增加了玻璃对角线差的要求,检验方法也做了增加和适当修改。
本标准自实施之日起,代替GB11614-1989。
本标准由国家建筑材料工业局提出。
本标准由国家建筑材料工业局秦皇岛玻璃研究设计院归口并负责解释。
本标准起草单位:国家建筑材料工业局标准化研究所、国家建筑材料工业局秦皇岛玻璃研究设计院。
本标准主要起草人:武庆涛、王玉兰、谭景亚、刘志付、田纯祥1 范围本标准规定了无色透明浮法玻璃的分类、要求、检验方法、检验规则、标志、包装、运输和贮存。
本标准适用于制镜、汽车和建筑等使用的浮法玻璃。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1216-1985 外径千分尺(neq ISO 3611:1978)GB/T 2680-1994 建筑玻璃可见光透射比、太阳光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定(neq ISO 9050:1990)GB/T 8170-1987 数值修约规则JB/T7979-1995 塞尺3 分类3.1 浮法玻璃按用途分为制镜级、汽车级、建筑级。
浮法玻璃生产工艺
浮法玻璃生产工艺浮法玻璃是一种广泛应用于建筑、汽车、电子、光学等领域的高品质玻璃。
它具有平整度高、透光性好、耐热、耐腐蚀等优点,因此被广泛应用于各种领域。
浮法玻璃的生产工艺是一项复杂的过程,需要经过多道工序才能得到高品质的玻璃产品。
本文将介绍浮法玻璃生产工艺的基本原理、工艺流程、关键技术和未来发展趋势等方面。
一、基本原理浮法玻璃生产工艺是利用玻璃的高温熔融状态和液态特性,在一定条件下将玻璃液均匀地浮在锡液上,形成一层均匀的玻璃膜。
玻璃膜在锡液上自由流动,逐渐降温凝固,最终形成一块平整、透明、硬度高的玻璃板。
浮法玻璃生产过程中,玻璃液和锡液之间形成的界面称为浮法槽,玻璃板从浮法槽的一端进入,经过一系列处理后从另一端出口。
二、工艺流程浮法玻璃的生产工艺主要包括原材料准备、玻璃熔制、浮法成型、冷却、切割和检验等过程。
下面将具体介绍每个工艺环节的主要流程。
1. 原材料准备浮法玻璃的主要原料是石英砂、碳酸钠、石灰石、铝矾土等。
这些原料经过混合、研磨、筛分等处理后成为玻璃熔料。
同时,还需要准备锡液、氧化铝、硼酸、氟化物等辅助材料。
2. 玻璃熔制将准备好的原料放入玻璃窑中进行熔融,熔融温度一般在1500℃左右。
在熔融过程中,要控制玻璃的成分、温度、气氛等参数,以确保玻璃质量的稳定性和均匀性。
3. 浮法成型将熔融的玻璃液从玻璃窑中倒入浮法槽中,浮法槽内填充有锡液。
玻璃液在锡液表面形成一层均匀的玻璃膜,然后在锡液上自由流动,逐渐降温凝固。
在浮法成型过程中,需要控制浮法槽的温度、厚度、速度等参数,以确保玻璃板的平整度和透明度。
4. 冷却玻璃板从浮法槽中出口后,经过一段时间的冷却,使其逐渐凝固成硬的玻璃板。
在冷却过程中,需要控制温度、湿度等参数,以确保玻璃板的质量和稳定性。
5. 切割和检验玻璃板经过冷却后,需要进行切割和检验。
切割过程中,玻璃板被分割成不同尺寸的玻璃板。
检验过程中,对玻璃板的平整度、透明度、硬度等进行检测,以确保玻璃板符合质量标准。
浮法玻璃规格书
浮法玻璃规格书浮法玻璃规格书一、产品概述浮法玻璃是一种高透明度、高光洁度、平整度好、抗压强度高的玻璃制品。
其制造过程采用浮法工艺,即将玻璃原料在高温下融化后,借助重力和表面张力使其均匀地流动在液态锡层上,并在锡层上形成平整而无气泡的玻璃板。
该产品广泛应用于建筑、家具、汽车等领域。
二、产品规格1. 厚度:0.5mm-25mm2. 尺寸:最大尺寸为3660mm×2440mm,可根据客户要求定制不同尺寸。
3. 颜色:透明、浅灰色、深灰色等。
4. 表面处理:可选择钢化、夹层、防反射等多种表面处理方式。
三、产品性能1. 光学性能:透光率:>89%反射率:<8%折射率:1.52色差:≤0.52. 机械性能:弯曲强度:>90MPa压缩强度:>600MPa拉伸强度:>40MPa3. 热性能:热膨胀系数:9×10^-6/℃热冲击强度:250℃4. 其他性能:耐腐蚀性:优良耐化学性:优良防火等级:A1级四、产品应用1. 建筑领域:浮法玻璃广泛应用于建筑领域,如幕墙、窗户、玻璃门、隔断等。
其高透明度和平整度好的特点,使得室内外光线透过玻璃后更加明亮清晰,同时也提升了建筑物的美观度。
2. 家具领域:浮法玻璃被广泛应用于家具领域,如桌面、橱柜门等。
其高光洁度和平整度好的特点,使得家具更加美观大方。
3. 汽车领域:浮法玻璃在汽车领域也有着重要的应用,如前挡风玻璃、侧窗等。
其高强度和抗压性能好的特点,可以保证乘客在行驶中的安全。
五、质量标准1. 浮法玻璃的生产和质量控制应符合国家标准GB11614-2009《建筑用玻璃》的要求。
2. 浮法玻璃应具有良好的透光性、平整度、光洁度、强度等性能。
3. 浮法玻璃表面不得有气泡、裂纹、划痕等缺陷。
4. 浮法玻璃应经过严格的检验和测试,确保其质量符合客户要求。
六、包装与运输1. 包装:浮法玻璃在运输前需进行加固包装,以确保其在运输过程中不受损坏。
1.1mm超薄浮法玻璃拉边机参数的合理选取
4 措 施效 果
序号
图 2 拉边机 间距排布
在 11 . m超薄浮法玻璃的生产当中,通过合 m
理地选取拉边机的参数,目前 11 . mm超薄浮法玻 璃的厚度范围和厚薄差已经完全能够满足 I O用 T 户的对玻璃基板的厚度要求 。11 . m产品具体的 m 厚度和厚度分布如表 2 和图 5 所示 :
南 11 10 10 10 10 10 10 10 10 11 .0 9 9 9 9 9 8 8 9 0 . . . . . . . . .
1
5
已 ‘ \
. J. l l
伪 几 1
侧 处
0 0
0
0 1 才 5
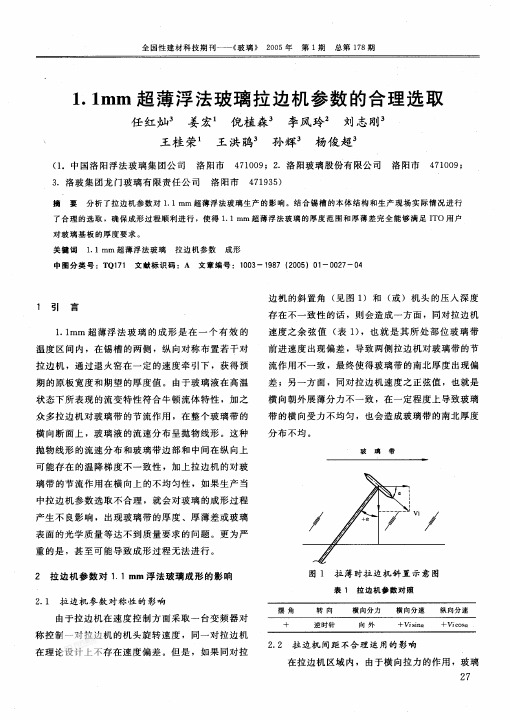
或零角度以保证玻璃带的运行稳定性。所以,在拉
12 345 67 8 91 1 1 1 1 2 2 2 2 2 3 0 2 4 6 8 0 2 4 6 8 0
于纵向拉力的作用和 自身粘滞力的影响,玻璃带又 要试图收缩。如果拉边机之间距 △值不匹配 ,就
有可能出现以下几种情况 :
“ 缩增厚” 对玻 稳 回 , 璃的 定控制 来非 不利的 带 常 影
响。玻璃带的厚度在沿拉引方 向表现为不一致性, 可能会出现厚薄不均 ,最终不能满足用户的技术要 求。 23 拉边机对数的影响 . 根据拉薄理论和生产实际经验,假定每对拉边 机对于玻璃带的展薄效率都是相同的,而 “ 拉边机
摆 角
转 向
逆时针
横向分力
向 外
横向分速
+ Vi a sn i
纵向分速
+V c s io a
2 2 拉边机 间距不合理运用的影响 .
在拉边机区域内,由于横向拉力的作用,玻璃
2 7
全国性建材科技期刊— 《 玻璃》 20 年 第 1 05 期 总第 18 7期
浮法玻璃技术.doc
正文浮法玻璃的特征缺陷产生原因与消除方法-1(2007-04-23 14:27:17) 分类:专业技术一. 概述1952年至1959年间英国皮尔金顿兄弟有限公司创造了浮法玻璃生产工艺,可以看作是平板玻璃制造中的一次革命。
开始时还只打算用它来代替当时流行的成本很高的镜面玻璃制造方法。
不久就发现,它完全可以代替全部或绝大部分各种常用的平板玻璃制造方法。
浮法是一种新型的工业制造方法,它本身已具有全自动化生产的可能条件。
我国也于1970年独自研制成功了“洛阳浮法玻璃工艺技术”。
伴随着我国经济腾飞,浮法玻璃也得到迅猛发展,截止到2005年底,我国已建成140多条浮法玻璃生产线。
浮法的原理是:冷却到1100℃的玻璃液,从玻璃熔窑冷却部经流液道进入锡槽。
锡槽用电加热保持所要求的温度。
为了防止锡的表面层氧化,在锡槽空间充满氮气加一定比例氢气的保护气体。
液态玻璃在自身重量的作用下在锡液的表面铺开。
在表面张力的作用下玻璃层的平衡厚度保持在6~7㎜左右。
当要求玻璃带的厚度小于6㎜时,可在玻璃带的两边用拉边机机头将玻璃拉伸。
要求厚度大于7㎜时拉边机头则设置成负角度,将玻璃向中部推,从而堆厚。
玻璃带离开锡槽后则由过渡辊台提升辊引入退火窑。
当生产厚度小于平衡厚度的玻璃时,玻璃带要受拉伸的作用。
与传统的引上法类似,玻璃中存在的化学不均匀或热学不均匀都会显示出特别明显的光学畸变。
玻璃板上的厚度差别,表面不平整或玻璃中存在的不均匀物,都会在透视光或反射光中出现光学的不正常现象。
浮法玻璃的像畸变可分为平行于拉制方向、横向或斜向等类。
属于第一类的有不连续线上的变形。
它是在拉制方向的线上断断续续出现的形变。
有时也在连续的线上出现或只有一段变形(脊形歪痕,英文ridgedistortion),但出现在玻璃带行进的方向上。
横向形变是在横跨玻璃带的线上出现变形区。
斜向畸变(鲱鱼骨型扭曲变形,英文herringbonedistortion)一般出现在玻璃带的两侧而向倾斜的方向发展。
浮法玻璃表面的理化特征
有文献报道,浮法玻璃的上下表面之间的强度
和缺陷尺寸存在差异。玻璃的下表面具有较大的缺 陷尺寸和较弱的表面强度[8]。Krohn[9] 等测定了浮法 玻璃表面瑕疵尺寸,发现浮法玻璃下表面瑕疵长度 为28.9 m m,而上表面为13.0 m m。Gulati[10]等测定了
浮法玻璃表面瑕疵深度,上表面为2~10 m m,而下
glasses[J]. 41(1) , (2000) 42. [6]D.Benne , et al. Journal of Non-crystal Solids[M].318,
(2003), 202. [7]J.A.Howell , et al. Journal of Non-crystal Solids[M].354,
3 浮法玻璃表面物理性质的变化特征
3.1 浮法玻璃表面硬度和弹性模量的变化特征 J.A.Howell et al[7]用纳米压痕法测定了2 mm 浮法
玻璃表面硬度和弹性模量。结果发现,玻璃的上下 表面硬度和弹性模量均有不同程度的增加。在100 nm的表面层内,玻璃的硬度增加10%;在150 nm的 表面层范围内,其弹性模量增加约13%。 3.2 浮法玻璃表面强度和缺陷尺寸特征
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第2 期
总第2 1 2 期
陈恭 源 编 《 浮法 玻璃 2・ 手册 》介绍 1・ 1
陈恭源编 《 浮法玻 璃l・ 1 2・ 手册 》已经完成 ,作者用多年 的经验 ,查 阅了大《 》基本涵盖 了本书的 内容 ,内容如下 : 序
文献 和技术 资料。如美 国福思工程公 司 ( R ZE SM L X)的玻璃熔 制新技术 ;美 国托 立多工程设计公 司 F A IR・ I P E ( OE O)的熔 窑设 计 , “ 点 小 炉 中心 线一 卡脖 L 长度 的计算 方 法 ” ;美 国福 特 ・ 托公 司 ( O D T ID 热 2 莫 FR
是以理论 为依 据 ,用数 据来说话 ,反衬 理论 的准确性 和深化新 概念 ,激 活解决 工程难 题 的思 路 ,寻求更为快 捷 的计算方法 。突 出实 用性和 可靠性 ,取 名为 《 手册 》,是一本 常用 的工具书 。 《 手册 》汇集应用 和评说 了相关 的著作 、论文 、介绍 、外 国专 家授课 、出 国考察报告 、产 品样本 、专利 等
特厚 玻璃试 验 、生产 ( 97 ),各处讲 学 和技术服 务 的实践 ;查译 文献 ,寻觅相关 内容 的精湛论 说 , 19年
及 时归纳 、总结 随技 术与装备 进步而涌 现 出来 的新 概念 ,汲取 营养 ,不停 地写作 的学习 。发 现 ,传 统 的玻璃 熔 制理论 ( 9 0 1 5 年廖 福拉 ) 退火理 论 ( 9 0 亚 当斯 和威利扬逊 ),已大大 落后于实 际生产 的发展 ,与实际 12 年
熔制理论是未见之于文献的 内容 ,作 了详细 的描述 。浮法玻璃退火窑设计指导 思想有重大变革 ,颠覆 了现有 的 观念 。这是玻璃退火理论与退火实 际相矛盾 ,纠正为相统一之必然结果 ,由此构成 了写作 中之最 大难度 。 玻璃 生产 中 ,工 艺美 术 品的优 劣 ,事故 的发 生 与消 除 ,很 多情 况难 以解释 清楚 ,理 论 和概 念 的陈 旧是 主要 因素 。写作 中注意到理论 的正确性 的概念 的 明细度 ,力求 结构严谨 ,文 句通达 流畅 。大量 的T程计算 都
手册特 点 :
阐 明 理 论
将玻 璃熔 制和 退火理 论交 待清 楚 ,就能 为建立 浮法 玻璃熔 制 和退火 理论 奠定坚 实 的基础 ,并 以此 指导 浮法玻璃熔 窑和退火 窑设计 ,指导生产操 作 。传统 的玻璃熔制 理论未 吸纳相关文献 的重要论说而 弊端明显 。 上世纪3 年代 末 ,完善 熔制理论 的条件 已经具备 ,只是一个 “ 0 认祖归宗 ”的问题 。笔 者应用前辈 的研究成果 和精湛观点 ,稍加整理 ,以起 承上启下 的作 用 。
传 统 的玻璃退 火理论 并未解 答3 个在学 术上无 法 回避 的 问题 ,与 生产实 际矛盾 突出 。这是 一个 “ 历久弥
新 ”的研究课 题 ,笔者 作 了阐明 ,有所创新 。
f 涵 盖
涉及上述3 面 内容 ,从 理论 、设 计 、计算 到生产操作 ,力求详尽 ,一 览无余 。 方
揭示浮法玻 璃疵点 缺陷 的成 因 。通过理论 分析和计算 ,提 出将疵 点缺 陷减 至P G 司质量标 准之途 径 。 P公
“ 法玻 璃退火理 论” 浮 从微 观 到宏 观 阐 明浮法玻 璃退 火全 过程 的本 质 、机 理 。提 出浮法玻 璃退 火窑设 计 的技术路 线 和将 玻璃
炸裂 隐患从设 计上铲 除 的设计 理念 。浮 法玻璃退火 窑设计走 中国式的创新之 路 。
作者历 时1 余年写 成这部手 册 。作 为我国1 7 年 以来 浮法玻璃工 业发展史 上的专题研究 者之一 ,笔者基 O 91
于参加 浮法 中试 ( 9 0 )和首条 浮法线 的设 计 、建线 、生产 ( 9 1 )、拉 薄试验 ( 9 2 ),参与拉 1 17 年 17 年 17年 5
m m
序
介绍一座熔 窑 ・ 两种玻璃缺 陷 ・ 座退火窑—— 《 一 浮法玻 璃 1 2・ 手册 》是 由3 ・ l 篇文章组 成的 ,近6 万 0
字 。当遇到浮法玻璃 熔窑和退火窑设计 、熔窑和退火操作 、气泡和疵点3 方面 的问题 时 ,兼 备理论性和实用性 的该手 册具有查考依据 、解 释疑惑之快捷功效 。
书 中大量使 用 了相关 文献 中的合理部 分 ,使 用引号 ,注 明出处 ,便 于读者查 考 ,有熔 窑和退 火窑设计 范
例 ,应 用了新 理论和新概念 ,更迭 了不合理设计规 范 ,建立 的设计 的技术路线 。为摒弃 “ 、抄 、套 、防”提 搬
供了条 件。取 用生产实践证明是可靠 的数据 ,作 了匹配 、优化处理 。浮法玻璃熔 制有其 自身 的特点 ,浮法玻璃
主 功 目标 :
“ 减少 浮法玻璃 由熔 制所致 的气泡” 解 析浮法玻璃气 泡缺陷的成因。提出熔窑设计 与玻璃质量相关性 。熔窑设计要为减少气泡缺陷创造好先天 条件 。在此前提下 ,用新 的熔制理论和新概念指导生产 ,掌握气泡缺陷的可控规律 ,获得优质的浮法玻璃 。 “ 锡槽 中的污染 与防治”
旧观念之羁绊 ,广泛地 请人 审视 ,以开 阔思路 ,终 于写成 。不 见得 已从 广博 回归 于精 约而无 瑕可击 。本着抛
50
新书介绍
砖引玉 、激活清潭 、百家争 鸣 、共 同长进 的宗 旨,听众前辈 “ 别束 之高 阁 ,宜推 广使用 ”的关照 ,本篇 已面
向浮法玻璃 界 ,得 到 了竞相悉 获之 良好 反响 。
相矛盾 ,弊端 明显 ,错处不乏 。更有甚 者 ,现 时的某些说法 、观点 ,比传统理论偏离 实际更远 ,在中 、外文 献 中又屡见 不鲜 。几 十年 、近 百年来 ,原 封不 动 ,死水 一潭 ,几成 无人 涉足 的荒原 。偶 有 闯入 者又 止步不 前 。针对这种 情况 ,笔 者汇集 文献资料 ,潜心研究 ,尝试功克 。写就后 ,作无数次 的推倒重来 ,苦苦挣脱陈